外文资料
OUR TRIBUNE
WHAT IS THE BEST DESIGN FOR A GLASS FURNACE
N. Ya. Suvorov
(Kurlov Glass works)
During 195354 there was a discussion in Glass and Ceramics on the design of tank furnace. The discussion was very informative for workers in the glass industry, for it acquainted them with the existing views on this matter, although it was not completed by the presentation of conclusions relating to the courses to be followed in the design of glass furnaces.
It must be acknowledged that science has not yet succeeded in making a complete study and systematization of experience gained in the operation of glass furnace and has not yet been able to tell us how to design furnaces that will correspond to the present level of knowledge and technology.
What is the fundamental principle which ,in our opinion ,must form the basis of the design of perfect tank furnaces ,It will be obvious that by a "perfect tank furnace "we mean one that is as efficient as possible in technical and economic respects .
The design of a tank furnace must be such that the melted glass passed to the machines in strict sequence .For example, if the capacity of the furnaces is 1000 tons of glass and the machines only after ten days.
We consider that the time has come when it should be possible to arrive at a well grounded conclusion concerning the distribution of currents of glass in tank furnaces and to design a furnace accordingly, so that our basic principle of the strict sequence of the melted glass to the machines can be realized.
It is essential to eliminate undesirable currents of glass and the formation of layers differing in composition, i.e.to keep the kinetics of glass within limits set by the special design of the tank furnace, by the heating schedule adopted, and possibly by the mechanical action exerted ion the melted glass .Our proposed design for such a furnace is represented in figures 1-6.
We do not consider that the problem of constructing a glass tank furnace of our design is more difficult than many others problems already solved by science and technology. The solution of this problem is within the power of our planning and
erection organizations.
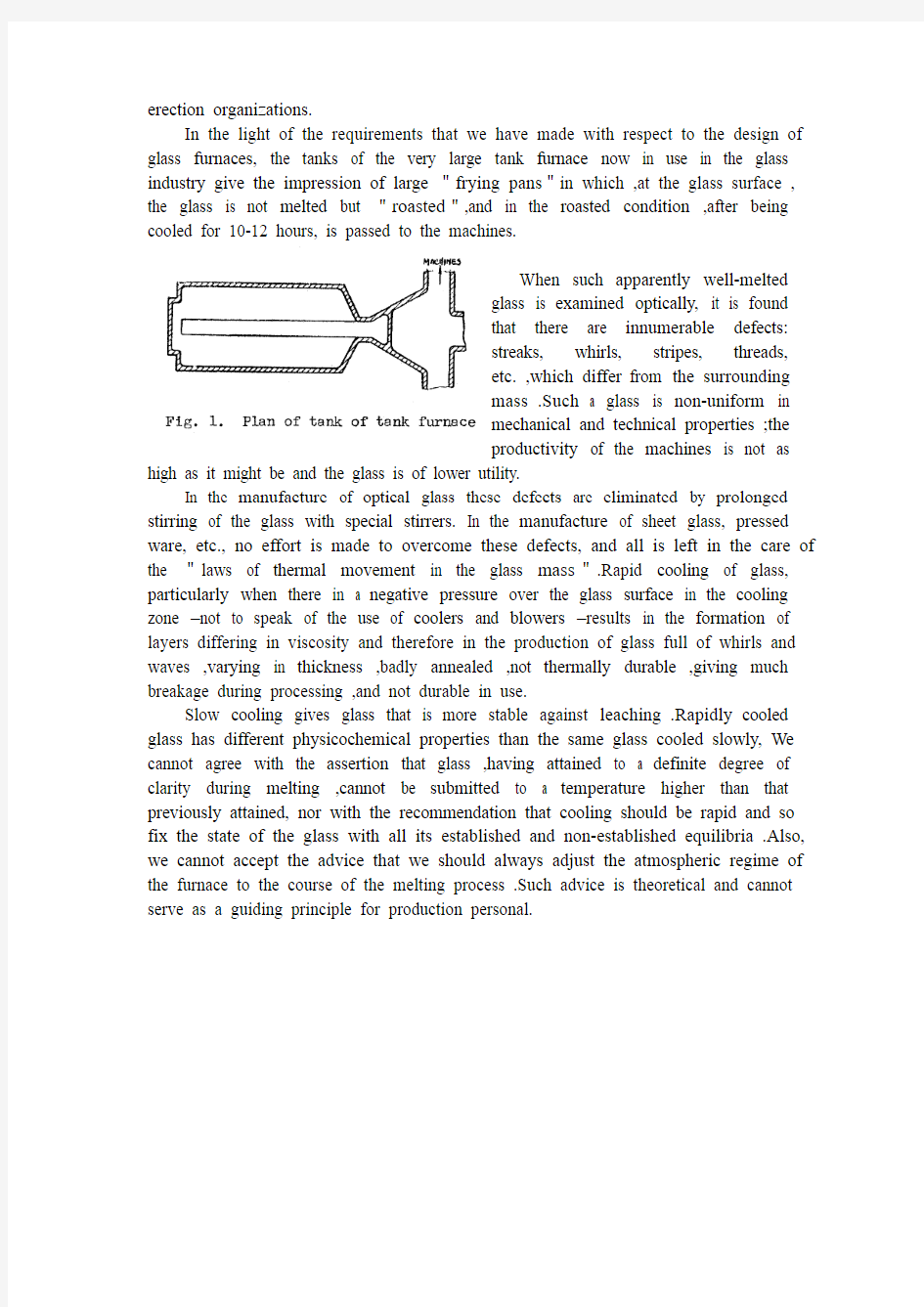
In the light of the requirements that we have made with respect to the design of glass furnaces, the tanks of the very large tank furnace now in use in the glass industry give the impression of large "frying pans"in which ,at the glass surface , the glass is not melted but "roasted",and in the roasted condition ,after being cooled for 10-12 hours, is passed to the machines.
When such apparently well-melted
glass is examined optically, it is found
that there are innumerable defects:
streaks, whirls, stripes, threads,
etc. ,which differ from the surrounding
mass .Such a glass is non-uniform in
mechanical and technical properties ;the
productivity of the machines is not as high as it might be and the glass is of lower utility.
In the manufacture of optical glass these defects are eliminated by prolonged stirring of the glass with special stirrers. In the manufacture of sheet glass, pressed ware, etc., no effort is made to overcome these defects, and all is left in the care of the "laws of thermal movement in the glass mass".Rapid cooling of glass, particularly when there in a negative pressure over the glass surface in the cooling zone –not to speak of the use of coolers and blowers –results in the formation of layers differing in viscosity and therefore in the production of glass full of whirls and waves ,varying in thickness ,badly annealed ,not thermally durable ,giving much breakage during processing ,and not durable in use.
Slow cooling gives glass that is more stable against leaching .Rapidly cooled glass has different physicochemical properties than the same glass cooled slowly, We cannot agree with the assertion that glass ,having attained to a definite degree of clarity during melting ,cannot be submitted to a temperature higher than that previously attained, nor with the recommendation that cooling should be rapid and so fix the state of the glass with all its established and non-established equilibria .Also, we cannot accept the advice that we should always adjust the atmospheric regime of the furnace to the course of the melting process .Such advice is theoretical and cannot serve as a guiding principle for production personal.
Prevention of the overheating of the glass by increase in the dimensions of the furnace or with the aid of coolers and ventilators must be regarded as highly erroneous.
The main and greatest defect of large tank furnace and of all furnaces in general, particularly those without barriers (floating bridges, bridge walls etc.) is that the upper layer of glass moves very rapidly to the working end .This has many undesirable consequence, particularly in the non-barrier method of forming sheet glass by vertical drawing machines.
We maintain that glass of the upper, working layer, moving over the intermediate layer disposed between it and the oppositely moving lower layer, particularly entraines glass form the intermediate layer. In its turn, glass of the upper layer partially falls into the intermediate layer. These processes bring about the physicochemical and thermal non-uniformity of the glass –the cause of all of the defects indicated above.
We consider that in existing tank furnaces-particularly in very large furnace-at least 90% of the glass entering he machines has been carried there within 12-16 hours after melting by the main working upper layer of the glass mass, which is formed at the hottest mass point of this view can be readily confirmed by coloring the glass mass.
From our knowledge of the
formation of currents in melted glass
in tank furnaces we concluded that it
is necessary to learn how to control
these currents, to eliminate their
harmful effect, and to cause them to
assist the process by mixing the
layers of glass together and bringing
about their homogenization.
There is no need to say very much about the harmful effects of the layers of glass disposed below the upper working current in existing glass tank furnaces, particularly those of large dimensions. If the use of furnaces of large dimensions has effected some improvement in the unfavorable effect of the direct feeding of the machines with glass from the tank furnace .
Our large furnaces do not have high specific outputs, whereas we know from the technical literature that furnace of 1500㎏output and higher are in existence.
In our opinion tank furnaces provided with throats deserve attention. At the technical literature that furnaces for the manufacture of glass of all kinds , apart from special glasses.
The results of the experiments that have been carried out on the manufacture of sheet glass in furnaces provided with throats are not conclusive, and it is very unfortunate that, owing to an insufficiency of fuel and batch, such excellent furnaces have been tested under such unfavorable condition.
We wish to design a glass tank furnace in such a way that the working stream passing to the machines shall not be in the upper layer of the glass, but in the lower layer .Only under these conditions will the physicochemical and thermal homogeneity be attained which will confer good working properties of well-annealed sheet glass without thickness variations with a minimum of breakage.
When the working current in a glass tank furnace becomes the lower layer , the imperfection in the glass which occur in tank furnaces having an upper working current are eliminated . The glass will be renewed throughout the whole tank within a strictly definite period of stagnation-in the tank and in the channel at the working end-which we maintain are the main sourced of stripiness, thickness variation, friable places, and threadlike whirls. This view is confirmed by results of the production of sheet glass from bridgeless tanks with direct feeding of machines from the tank furnace.
As can be seen from the diagrams showing the principle of the design of our proposed glass tank furnace, the bottom of the tank is not horizontal throughout its length and breadth, so that the depth of the tank varies correspondingly. The bottom slopes towards the throat, the fall in level being 400-800mm. The fall from the side to the center of the bottom is 200-500mm. The bottom of the furnace is therefore in the
form of a gutter.
The bottom being of this form, the glass is bound to move over its sloping surface in the direction of the throat. The glass will move also from the sides of the tank bottom to the center of the tank and, mixing with the central stream and becoming homogeneous, pass into the throat (fig.3).
It will be seen from the temperature curve that the maximum temperature occurs at the end of the furnace near to the throat. Since the glass moves along the bottom in the direction of the throat and the maximum temperature is at the throat, the upper layer of glass will move from the throat toward the dog house and, acquiring increased density and homogeneity, fall into the bottom layer and move into the throat as a lower working layer. We are convinced that in a tank of this design operating under the given temperature conditions there will be no return current of glass moving along the bottom in the direction of the dog house1.
It will be seen from Fig.4 that the crown of the tank furnace rises from the throat in the direction of the dog house. A crown of this sort is essential in order to establish the necessary temperature distribution in the furnace (Fig.2) and also so that any
air-carried swirls of batch will be carried away to the dog house by the upper currents of hot gases. The ports and crown must be as low as possible over the tank furnace.
The ports in the upper part must be unified with the crown of the furnace (Fig.5). The burners must differ in cross section and in the directions of their flames. The arrangement of each pair of burners depends on the direction of the flame, the desired gaseous medium in that particular region, and the pressure over the glass surface.
In the existing tank furnaces, all of the burners are usually identical and the regenerator chambers are common to all of the burners, so that it is extremely difficult to regenerators on some works has made it possible to change the filling of the regenerators without shutting down the furnace. In addition, it is essential that each section of the regenerators should have its own supply of gas and air, which is the necessary condition for the regulation of the working of the burners2.
The reserve of draft in the flues should be so great that, irrespective of the extent to which the regenerators are choked, it is always possible to regulate the supply of air and gas to the burners so as to give the required direction and character to the flame.
We stipulate the following dimensions and temperature distribution for the tank furnace: length of tank-minimum 10 m, maximum 20 m; width of tank-minimum 5 m, maximum 10m;fall in level of bottom from dog house to throat 0.4-0.8 m; fall in bottom from side to center 0.2-0.5 m; temperature near throat 1490℃-1500℃; temperature in the region of the first burner near the dog house 1430℃-1440℃.
Tank furnaces should be planned to give a productivity of at least 100-400 tons of melted glass per day a yield of at least two tons of glass from each square meter of melting area. The melting area is regarded as the whole area of the tank form the dog house to the throat. There is no cooling part in the tank furnace; it is replaced by the slow sinking of the glass into the working layer at the bottom.
As can be seen from Fig.2.the glass passing from the throat moves upwards, crosses a baffle as a layer 300-800 mm in thickness, and so proceeds into the working section. The volume of the working end should be equal to a day's production. The
level of the bottom of the working end falls by 500-600 mm from the baffle to the machines (only as far as the neck, in the cause of sheet glass machines). The depth of the channel is 1200 mm.
All the dimension of our proposed glass tank furnace are determined by the physicochemical properties of the glass, temperature distribution, the time of sojourn of the glass in the tank, the productivity, and the quality of the gas(it is desirable to use purified gas, for the use of unpurified gas necessitates increase in the dimensions of the furnace).
The glass industry has refractory materials at its disposal which make it quite possible to construct a glass tank furnace to our design. The author is now occupied in drawing up a working plan for a glass tank furnace of this type.
外文资料译文
玻璃熔窑的最优设计
在1953-1954年期间,有一个关于玻璃和陶瓷池窑设计的讨论。虽然这次讨论不是以玻璃池窑设计相关课程结论介绍完成的,但是对玻璃行业的人来说,这次讨论还是非常有意义的,因为这次讨论让他们熟悉现有的关于玻璃池窑设计的新想法。
必须承认的是,科学还没有成功的做出一个完整的有关玻璃池窑研究,也没有获得系统化的玻璃池窑运作的经验。同样,科学也没能告诉我们如何设计符合现代知识和科技水平的玻璃池窑。
什么是玻璃池窑设计的基本原则,我们并不知道,但这个原则一定是在设计完美玻璃池窑的基础上。很明显的是,我们心中的“完美玻璃池窑”是指一个既具有最新技术又经济使用的玻璃池窑。
一个池窑的设计必须满足熔融玻璃液以严格的连续性传递给生产机器。例如,如果池窑容量为1000吨,而机器每天只产100吨玻璃液,那么只有在十天之熔融玻璃液才能达到机器容量。
我们认为,现在实现这一基本原则的时机已经来临,我们应该有可能得出一个关于玻璃熔窑中流量分布的基本结论,也有可能根据此设计一个相应的玻璃池窑。这样就使熔融玻璃液以严格的连续性传递到机器中得以实现。
关键是,为了消除我们不期望看到的玻璃流动以及因玻璃成分不同所造成的玻璃液的分层,也为了保持玻璃在极限内的流动性,我们可以通过设计特殊玻璃池窑,可以通过采用加热原件,也可以通过玻璃液的机械流动。我们所提出的池窑设计会在图1-6得到体现。
我们并不认为,建设我们的设计玻璃池窑所遇到的问题比已经由科学技术解决的许多其它问题更棘手。因为解决这些问题方法在我们的计划建造队的能力范围之内
鉴于我们已经在玻璃池窑设计方面所提出的要求,目前在玻璃行业中使用的超大玻璃池窑的窑给人们留下深刻的“炸锅”印象,从玻璃表面上看,玻璃不是
熔化了,而是被“烤”化了,并且在
烤的条件,冷却10-12小时,再被传
递给生产机器。当这些看似明显良好
的熔融玻璃经过光学检查时,却发现
有无数的缺陷:条纹,旋涡,线条,
线程等,这些外界气氛造成的缺陷和
因组成、耐火材料侵蚀所造成的缺陷
不同,这种玻璃的机械和工艺性能也
会不一样。生产这种玻璃的机器的生
产效率可能要低,而且生产的玻璃使用率低。
当这些看似明显良好的熔融玻璃经过光学检查时,却发现有无数的缺陷:条纹,旋涡,线条,线程等,这些外界气氛造成的缺陷和因组成、耐火材料侵蚀所造成的缺陷不同,这种玻璃的机械和工艺性能也会不一样。生产这种玻璃的机器的生产效率可能要低,而且生产的玻璃使用率低。
制造光学玻璃时,需用特殊玻璃搅拌器搅拌来消除这些缺陷。而制造平板玻璃时,像压制品等,很容易消除这些缺陷,而且这都是“玻璃液大规模热运动”的结果。
对于急冷玻璃,尤其是当在玻璃冷却区玻璃表面是负压的,会导致玻璃液因粘度不同分层,因此生产的玻璃充满了螺纹和波筋,厚度不均匀,退火不良,耐热性不良,而且加工过程中会产生许多裂纹,不经久耐用。更不用说使用冷却器和鼓风机,生产的急冷玻璃。
慢冷玻璃更加稳定。急冷玻璃与同种慢冷玻璃相比具有更好的物理化学性能,我们不同意在熔化过程中获得一定透明度的玻璃不能达到比以前获得的更高的温度这样的论断,也不符合玻璃液冷却应迅速和通过已建立或未建立的平衡来固定玻璃的状态这样的共识。同样,我们不能接受的意见就是为了满足玻璃熔化工艺总是调节玻璃熔窑气氛。这种意见只是理论性的,不能作为个人生产的一个指导原则。
通过增加池窑尺寸或者在冷却器和通风设备的辅助下来阻止玻璃的过度升温,这种想法真是太荒谬了。
大型池窑和所有一般池窑,特别是那些没有障碍(浮桥,桥墙等)的池窑主要的也是最大的缺陷就是上层玻璃液会非常迅速流到熔化部的末端。这就带来了许多不良后果,尤其是通过非立式拉丝机无障碍法形成平板玻璃的方法。
我们坚持认为,玻璃液的上层,工作层在中间层上面移动,下层会被带动向反方向移动,部分中间层的玻璃液会下沉。反过来,上层玻璃液部分变成中间层。这些过程就造成玻璃物理化学不均匀性和热不均匀性,以上已说明玻璃所有缺陷形成原因。
我们认为,在现有的池窑,特别是超大池窑(也就是至少90%的玻璃进入生产机器),能成形的大量上层玻璃液通常是在池窑的热点形成的,而且熔化后的玻璃液在12-16小时内能流到生产机器里面的。这种观点的正确性已经在着色
玻璃质量中得到了证实。从我们对玻璃池窑内熔融玻璃液形成的流动性的了解,我们可以得出这样的结论,学会怎样控制玻璃液的流动,学会怎样消除其有害影
响,学会怎样通过混合多层玻
璃液并均匀化来优化工艺过程,
这都是有必要的。
在现存玻璃池窑,尤其那
些大型池窑,上层玻璃液流动
会对下层玻璃液带来有害影响,
但我们没必要非常关注这些有
害影响。如果要说使用大尺寸
池窑会对平板玻璃的质量有所改善的话,那么这种改善也是非常微小的,因为把玻璃液直接从玻璃池窑喂到机器里面也会带来不好的影响。
我们的大型玻璃池窑并没有特别高的产出,然而我们从技术文献中可以了解到1500㎏/㎡或者更高产量的池窑都是存在的。
在我们看来,玻璃池窑设置卡脖是值得关注的。在当时,对于各种玻璃制造,除了特种玻璃,这就是设计最好的玻璃池窑。
我们在设置卡脖的玻璃池窑中进行了平板玻璃生产的实验,实验结果并非最终定论,但非常不幸的是,燃料和配合料不充足,但是完美的玻璃池窑还是在如此不利的条件下完成了生产测试。
我们希望设计一个玻璃池炉,在这种池窑中应该是下层玻璃液而不是上层玻璃液流到机器里面。只有在这种条件下,才能获得物理化学均匀性和热均匀性的玻璃,这也给玻璃提供了良好的成形性能,也确保生产出退火良好、厚度均匀、最不易炸裂的平板玻璃
当玻璃池窑中的工作流动变成下层玻璃液时,这时因玻璃池窑中上层玻璃液流动所带来的缺陷将会消除。整个池窑内玻璃液会在一段严格的时间内将保持这种性质,以这种方法保护它的热均匀性。在窑炉和流道的工作端玻璃液将不会滞留,我们认为这就是玻璃中出现波筋,厚度不均匀,出现易碎的地方,线状旋涡缺陷的主要原因。这种观点在采用无桥熔窑直接把玻璃液喂给相应机器的方法生产平板玻璃的效果中得到了证实。
关于玻璃池窑设计,我们提出的基本原则正如图表中显示那样,窑底在整个窑长和窑宽方向上不是水平,窑深也会随着发生相应的变化。窑底到卡脖是倾斜
式的,水平下降400-800mm。从窑底两侧到窑底中心线下降200-500mm。因此窑的底部呈现出排水沟的形式。
这种形式的窑底,玻璃液必将在倾斜的表面上向卡脖方向流动。玻璃液将从窑底两侧向窑体中心线流动,并与中心流聚合,混合均匀流向卡脖(如图3)。
从温度曲线上可以看出,玻璃液的最高温度出现在池窑末端接近卡脖处。因为玻璃液在窑底向卡脖的方向移动,所以最高温度会在卡脖。上层玻璃液将从卡脖回流到熔化部,从而获得更高的密度和均匀性,并降低到底层作为工作层流向卡脖。我们深信,在给定温度条件下设计一个这样的玻璃池窑,将不会出现玻璃液沿着窑底向熔化部回流的现象1。
从图4可以看出,该玻璃池窑的窑顶从卡脖到熔化部是逐渐升高。为了在池窑(图2)中建立必要的温度分布,设计这种窑顶是有必要的,而且热气体的上层流动会把空气漩涡带到熔化部。但是这种池窑的小炉和窑顶要尽可能的低。
小炉的上部必须和玻璃池窑窑顶一致(图5)。而且喷枪在横火焰区域必须分布不同。每对喷枪的分布取决于火焰方向,特殊区域气流介质以及玻璃表面压力。
在现有的池窑,所有的喷枪通常都是相同的,所有的喷枪都有普通的蓄热室,因此很难单独对每一个喷枪统计。维修者做的一些工作不用停窑就可以改变窑炉的填充物。另外,至关重要的是,炉膛的每一部分都应该有它自己燃气供应,不过有一个很重要的条件就是喷枪的安装必须是有规律的2。
预设计的烟道应该足够大,不至于池窑维修者在维修时被呛住。我们总是在有规律的给喷枪供燃气和空气,就是为了满足火焰方向和性质的需要。
我们对池窑尺寸和温度分布做了以下规定:窑长最小10m,最大20m;窑宽最小5m,最大10m;从火焰空间到卡脖,窑底水平降低0.4-0.8m;熔窑底部两侧到中心线降低0.2-0.5m;卡脖附近温度为1490℃-1500℃;第一个喷枪区域接近火焰空间处温度为1430℃-1440℃。
设计的池窑每天应该至少熔融玻璃200-400t,即每平方米融化区域熔融玻璃至少两吨。池窑熔化部是指从火焰空间到卡脖整个池窑区域。池窑中没有冷却区域:它由玻璃缓慢下沉置换成底部工作层所替代。1
正如从图2看到的那样,玻璃液穿过卡脖向上流动,然后跨越了一个厚度在300-800mm的挡板,进入到成形区。成形区末端的体积就等于池窑一天的产量。从挡板到机器(只到颈部,而且以平板玻璃板生产为例),该工作部末端底部将水平下降500-600mm。机器流道的深度为1200mm。
我们认为,所有的玻璃池窑的尺寸都是由玻璃物理化学性质,池窑温度分布,玻璃在池窑中停留时间以及使用气体的产量和纯度(最好是使用纯净的气体,因为使用含杂质的气体必须相应的增加池窑尺寸)。
玻璃工业需要根据需要选择各种各样的耐火材料,有了优质耐火材料,才可能建造符合我们设计的玻璃池窑。笔者现在正拟订计划,设计建造一个这种类型的玻璃池窑。
1.是否出现特别强的回流是由玻璃液温度差决定的,因为玻璃的成形温度始终低于玻璃的熔化温度,所以这种回流在以前设计的池窑类型中出现过。尽管这种回流没有在“开放型”池窑中强烈,但在桥型池窑中这种回流已经出现过。—作者
2.这些已经在一些工作中做过研究。—作者
外文出处: 《Exploiting Software How to Break Code》By Greg Hoglund, Gary McGraw Publisher : Addison Wesley Pub Date : February 17, 2004 ISBN : 0-201-78695-8 译文标题: JDBC接口技术 译文: JDBC是一种可用于执行SQL语句的JavaAPI(ApplicationProgrammingInterface应用程序设计接口)。它由一些Java语言编写的类和界面组成。JDBC为数据库应用开发人员、数据库前台工具开发人员提供了一种标准的应用程序设计接口,使开发人员可以用纯Java语言编写完整的数据库应用程序。 一、ODBC到JDBC的发展历程 说到JDBC,很容易让人联想到另一个十分熟悉的字眼“ODBC”。它们之间有没有联系呢?如果有,那么它们之间又是怎样的关系呢? ODBC是OpenDatabaseConnectivity的英文简写。它是一种用来在相关或不相关的数据库管理系统(DBMS)中存取数据的,用C语言实现的,标准应用程序数据接口。通过ODBCAPI,应用程序可以存取保存在多种不同数据库管理系统(DBMS)中的数据,而不论每个DBMS使用了何种数据存储格式和编程接口。 1.ODBC的结构模型 ODBC的结构包括四个主要部分:应用程序接口、驱动器管理器、数据库驱动器和数据源。应用程序接口:屏蔽不同的ODBC数据库驱动器之间函数调用的差别,为用户提供统一的SQL编程接口。 驱动器管理器:为应用程序装载数据库驱动器。 数据库驱动器:实现ODBC的函数调用,提供对特定数据源的SQL请求。如果需要,数据库驱动器将修改应用程序的请求,使得请求符合相关的DBMS所支持的文法。 数据源:由用户想要存取的数据以及与它相关的操作系统、DBMS和用于访问DBMS的网络平台组成。 虽然ODBC驱动器管理器的主要目的是加载数据库驱动器,以便ODBC函数调用,但是数据库驱动器本身也执行ODBC函数调用,并与数据库相互配合。因此当应用系统发出调用与数据源进行连接时,数据库驱动器能管理通信协议。当建立起与数据源的连接时,数据库驱动器便能处理应用系统向DBMS发出的请求,对分析或发自数据源的设计进行必要的翻译,并将结果返回给应用系统。 2.JDBC的诞生 自从Java语言于1995年5月正式公布以来,Java风靡全球。出现大量的用java语言编写的程序,其中也包括数据库应用程序。由于没有一个Java语言的API,编程人员不得不在Java程序中加入C语言的ODBC函数调用。这就使很多Java的优秀特性无法充分发挥,比如平台无关性、面向对象特性等。随着越来越多的编程人员对Java语言的日益喜爱,越来越多的公司在Java程序开发上投入的精力日益增加,对java语言接口的访问数据库的API 的要求越来越强烈。也由于ODBC的有其不足之处,比如它并不容易使用,没有面向对象的特性等等,SUN公司决定开发一Java语言为接口的数据库应用程序开发接口。在JDK1.x 版本中,JDBC只是一个可选部件,到了JDK1.1公布时,SQL类包(也就是JDBCAPI)
###大学 本科毕业设计(论文)文献综述 课题名称: 学院(系): 年级专业: 学生姓名: 指导教师: 完成日期:
燕山大学本科生毕业设计(论文) 一、课题国内外现状 中厚板轧机是用于轧制中厚度钢板的轧钢设备。在国民经济的各个部门中广泛的采用中板。它主要用于制造交通运输工具(如汽车、拖拉机、传播、铁路车辆及航空机械等)、钢机构件(如各种贮存容器、锅炉、桥梁及其他工业结构件)、焊管及一般机械制品等[1~3]。 1 世界中厚板轧机的发展概况 19世纪五十年代,美国用采用二辊可逆式轧机生产中板。轧机前后设置传动滚道,用机械化操作实现来回轧制,而且辊身长度已增加到2m以上,轧机是靠蒸汽机传动的。1864年美国创建了世界上第一套三辊劳特式中板轧机,当时盛行一时,推广于世界。1918年卢肯斯钢铁公司科茨维尔厂为了满足军舰用板的需求,建成了一套5230mm四辊式轧机,这是世界上第一套5m以上的轧机。1907年美国钢铁公司南厂为了轧边,首次创建了万能式厚板轧机,于1931年又建成了世界上第一套连续式中厚板轧机。欧洲国家中厚板生产也是较早的。1910年,捷克斯洛伐克投产了一套4500mm二辊式厚板轧机。1940年,德国建成了一套5000mm四辊式厚板轧机。1937年,英国投产了一套3810mm中厚板轧机。1939年,法国建成了一套4700mm 四辊式厚板轧机。这些轧机都是用于生产机器和兵器用的钢板,多数是为了二次世界大战备战的需要。1941年日本投产了一套5280mm四辊式厚板轧机,主要用于满足海军用板的需要。20世纪50年代,掌握了中厚板生产的计算机控制。20世纪80年代,由于中厚板的使用部门萧条,许多主要产钢国家的中厚板产量都有所下降,西欧国家、日本和美国关闭了一批中厚板轧机(宽度一般在3、4米以下)。国外除了大的厚板轧机以外,其他大型的轧机已很少再建。1984年底,法国东北方钢铁联营敦刻尔克厂在4300mm轧机后面增加一架5000mm宽厚板轧机,增加了产量,且扩大了品种。1984年底,苏联伊尔诺斯克厂新建了一套5000mm宽厚板轧机,年产量达100万t。1985年初,德国迪林冶金公司迪林根厂将4320mm轧机换成4800mm 轧机,并在前面增加一架特宽得5500mm轧机。1985年12月日本钢管公司福山厂新型制造了一套4700mmHCW型轧机,替换下原有得轧机,更有效地控制板形,以提高钢板的质量。 - 2 -
窑炉及设计(玻璃)课程设计说明书 题目:年产1.2万吨玻璃酒瓶燃油马蹄焰池窑的设计 学生姓名: 学号: 院(系):材料科学与工程学院 专业:无机非金属材料工程 指导教师: 2012 年 6 月 17 日
陕西科技大学 窑炉及设计(玻璃)课程设计任务书 材料科学与工程学院无机非金属材料工程专业班级学生: 题目:年产1.2万吨玻璃酒瓶燃油马蹄焰池窑的设计 课程设计从2012 年 6 月 4 日起到2012 年 6 月17 日 1、课程设计的内容和要求(包括原始数据、技术要求、工作要求等): (1) 原始数据: a.产品规格:青白酒瓶容量500mL, 重量400g/只 b.行列机年工作时间及机时利用率:313 天,95% c.机速:QD6行列机青白酒瓶38只/分钟 d.产品合格率:90% e.玻璃熔化温度1430℃ f.玻璃形成过程耗热量q玻=2350kJ/kg玻璃液 g.重油组成(质量分数%),见表1。 表1 重油组成 (2) 设计计算说明书组成(电子纸质版) 参考目录如下 1.绪论 1.1设计依据 1.2简述玻璃窑炉的发展历史及今后的发展动向
1.3对所选窑炉类型的论证 1.4有关工艺问题的论证 2.设计计算内容 2.1日出料量的计算 2.2熔化率的选取 2.3熔窑基本结构尺寸的确定 2.4燃料燃烧计算 2.5燃料消耗量的计算 2.6小炉结构的确定与计算 2.7蓄热室的设计 2.8窑体主要部位所用材料的选择和厚度的确定 3.主要技术经济指标 4.对本人设计的评述 参考文献 设计说明书格式见《陕西科技大学课程设计说明书撰写格式暂行规范》。(3)图纸要求采用绘图纸铅笔绘制,图纸断面见参考图。图幅大小见表3。各断端面绘图比例必须一致。 表3 图纸要求 2、对课程设计成果的要求〔包括图表、实物等硬件要求〕: 设计计算说明书一套,窑炉图纸两张。
摘要介绍了260~300td一窑四线平拉玻璃熔窑的设计情况,包括:熔化部设计,分支通路的布置原则,分支通路长度尺寸的设计,全窑池底结构形式和不同池深的窑底结构处理。 关键词平拉玻璃熔窑设计 天津玻璃厂是我国采用平拉工艺(格法)生产平板玻璃的重点骨干企业。该厂于1986年全套引进了比利时格拉威伯尔公司(Glaverbe1)的平拉玻璃生产技术及主要设备。建设初期为一窑二线,并留有可热接第三线的接口。后来在不停产的情况下,成功地热接了第三线,建成了国内第一条一窑三线的平拉玻璃生产线。长期稳定地生产2 mm厚优质薄玻璃,工厂取得了良好的经济效益,同时为国内多家平拉玻璃企业提供了技术支持。 随着天津市城市建设的发展和环境保护的要求,该生产线所在的地理位置已被规划为商住区,玻璃厂需要搬迁到新址。由于原一窑三线已经完成了两个窑期近17年的运行,拆后可利用的设施已不多,以及要扩大生产能力的考虑,工厂决定新建一条一窑四线平拉玻璃生产线。设计熔化能力260~300t/d,燃料为重油,窑龄8年,玻璃原板宽 度4000 mm,耐火材料立足于全部国产,现将有关设计情况介绍如下: 1 熔化部设计 在80年代引进的一窑三线平拉玻璃熔窑,从窑型尺寸到各部位细部结构看,该熔窑的熔化部在现在看来仍是一座200 t/d级的技术比较先进的熔窑。本次工厂搬迁需要新建同样技术先进的一窑四线,熔化能力为260~300 t/d的熔窑,并要积极采用近年来的各项熔窑新技术。 本设计确定一窑四线平拉玻璃熔窑的熔化部,采用近年来在国内浮法玻璃熔窑上广泛采用的熔化部结构形式,并以某建成投产多年的300 t/d浮法线熔窑做为参照,进行熔化部设计。 1.1 熔化部主要尺寸的确定 按照熔化部的池宽尺寸计算公式: B=9000+ (P-300) ×7 求得该熔窑(按P=300 t/d)的熔化部池宽为:B=9 000 mm。 对于浮法玻璃熔窑来说,熔化部和熔化区的长宽比分别为:K1=3~3.3;K2=1.8~2.0。对于平拉玻璃熔窑来说,为了保证长通路末端玻璃液的成形温度,这两个比值要取得小一些,初步设定熔化部的长宽比为:K1=2.9;熔化区的长宽比为:K2=1.85。计算出熔化部和熔化区池长的初步尺寸: 熔化部池长:L=9 000×2.9=26100 mm, 熔化区池长:Ll=9 000×1.85=16650 mm。
毕业设计(论文)外文文献翻译 文献、资料中文题目:软件开发概念和设计方法文献、资料英文题目: 文献、资料来源: 文献、资料发表(出版)日期: 院(部): 专业: 班级: 姓名: 学号: 指导教师: 翻译日期: 2017.02.14
外文资料原文 Software Development Concepts and Design Methodologies During the 1960s, ma inframes and higher level programming languages were applied to man y problems including human resource s yste ms,reservation s yste ms, and manufacturing s yste ms. Computers and software were seen as the cure all for man y bu siness issues were some times applied blindly. S yste ms sometimes failed to solve the problem for which the y were designed for man y reasons including: ?Inability to sufficiently understand complex problems ?Not sufficiently taking into account end-u ser needs, the organizational environ ment, and performance tradeoffs ?Inability to accurately estimate development time and operational costs ?Lack of framework for consistent and regular customer communications At this time, the concept of structured programming, top-down design, stepwise refinement,and modularity e merged. Structured programming is still the most dominant approach to software engineering and is still evo lving. These failures led to the concept of "software engineering" based upon the idea that an engineering-like discipl ine could be applied to software design and develop ment. Software design is a process where the software designer applies techniques and principles to produce a conceptual model that de scribes and defines a solution to a problem. In the beginning, this des ign process has not been well structured and the model does not alwa ys accurately represent the problem of software development. However,design methodologies have been evolving to accommo date changes in technolog y coupled with our increased understanding of development processes. Whereas early desig n methods addressed specific aspects of the
四川理工学院毕业设计(文献综述)红外遥控电动玩具车的设计 学生:程非 学号:10021020402 专业:电子信息工程 班级:2010.4 指导教师:王秀碧 四川理工学院自动化与电子信息学院 二○一四年三月
1前言 1.1 研究方向 随着科技的发展,越来越多的现代化电器走进了普通老百姓的家庭,而这些家用电器大都由红外遥控器操控,过多不同遥控器的混合使用带来了诸多不便。因此,设计一种智能化的学习型遥控器,学习各种家用电器的遥控编码,实现用一个遥控器控制所有家电,已成为迫切需求。首先对红外遥控接收及发射原理进行分析,通过对红外编码理论的学习,设计以MSP430单片机为核心的智能遥控器。其各个模块设计如下:红外遥控信号接收,红外接收器把接收到的红外信号经光电二极管转化成电信号,再对电信号进行解调,恢复为带有一定功能指令码的脉冲编码;接着是红外编码学习,利用单片机的输入捕捉功能捕捉载波的跳变沿,并通过定时器计时记下载波的周期和红外信号的波形特征,进行实时编码;存储电路设计,采用I2C总线的串行E2PROM(24C256)作为片外存储器,其存储容量为8192个字节,能够满足所需要的存取需求;最后是红外发射电路的设计,当从存储模块中获取某红外编码指令后,提取红外信号的波形特征信息并进行波形还原;将其调制到38KHZ的载波信号上,通过三极管放大电路驱动红外发光二极管发射红外信号,达到红外控制的目的。目前,国外进口的万能遥控器价格比较昂贵,还不能真正走进普通老百姓的家中。本文在总结和分析国外设计的基础上,设计一款以MSP430单片机为核心的智能型遥控器,通过对电视机和空调的遥控编码进行学习,能够达到预期的目的,具有一定的现实意义。 1.2 发展历史 红外遥控由来已久,但是进入90年代,这一技术又有新的发张,应用范围更加广泛。红外遥控是一种无线、非接触控制技术,具有抗干扰能力强,信息传输可靠,功耗低,成本低,易实现等显著优点,被诸多电子设备特别是家用电器广泛采用,并越来越多的应用到计算机系统中。 60年代初,一些发达国家开始研究民用产品的遥控技术,单由于受当时技术条件限制,遥控技术发展很缓慢,70年代末,随着大规模集成电路和计算机技术的发展,遥控技术得到快速发展。在遥控方式上大体经理了从有线到无限的超声波,从振动子到红外线,再到使用总线的微机红外遥控这样几个阶段。无论采用何种方式,准确无误传输新信号,最终达到满意的控制效果是非常重要的。最初的无线遥控装置采用的是电磁波传输信号,由于电磁波容易产生干扰,也易受干扰,因此逐渐采用超声波和红外线媒介来传输信号。与红外线相比,超声传感器频带窄,所能携带的信息量少扰而引起误动作。较为理想的是光控方式,逐渐采用红外线的遥控方式取代了超声波遥控方式,出现了红外线多功能遥控器,成为当今时代的主流。 1.3 当前现状 红外线在频谱上居于可见光之外,所以抗干扰性强,具有光波的直线传播特性,不易产生相互间的干扰,是很好的信息传输媒体。信息可以直接对红外光进行调制传输,例如,信息直接调制红外光的强弱进行传输,也可以用红外线产生一定频率的载波,再用信息对载波进调制,接收端再去掉载波,取到信息。从信
浮法玻璃炉设计与运行控制 摘要 文章从浮法玻璃窑炉的热量体系分析入手,总结了玻璃窑炉节能设计中所采取的一些技术措施以及需要注意的一些问题,简单介绍了窑炉运行控制时需要注意的关键步骤和注意事项。 关键词设计节能运行控制浮法玻璃 由于世界能源短缺,导致能源价格逐步上涨,燃料成本在玻璃生产成本中所占比例随之越来越大。玻璃工厂中绝大部分燃料消耗在窑炉中,以用于玻璃液的熔化,因此,降低玻璃窑炉热耗,对降低生产成本,缓解能源短缺具有重大意义。本文根据笔者的经验以及对玻璃窑炉的理解,着重探讨浮法玻璃窑炉设计方面的节能措施,简单介绍了窑炉运行控制时需要注意的关键步骤和注意事项。 1 浮法玻璃窑炉的热平衡体 我们知道,玻璃窑炉可以作为一个热平衡体系,体系中包括相互平衡的输入体系的热量和输出体系的热量。根据能量守恒定律,两者之间是相互平衡的。为准确分析浮法玻璃窑炉的热能利用情况,可以将窑炉本体、小炉及蓄热室纳入体系之中。在玻璃窑炉热平衡体系中,输入体系的热量包括:通过喷嘴入口带入的燃料潜热和助燃物(空气、氧气)显热以及电能输入热(电极处);输出体系的热量包括:窑体表面散热,燃烧废气排出热,冷却风、水带走热,窑体孔口、缝隙带走热以及玻璃液离开窑炉带走热。 输入体系的热量根据功能分为两部分:一部分用于满足玻璃液的熔化、澄清、均化、冷却直至成型所必须的热量,可称之为有用热量;另一部分是理论上不需要,而实际中又必须发生的热量,可称之为无效热量,它们体现在输出体系的热量中,包括:窑体表面散热,燃烧废气排出热和窑体孔口、缝隙带走热。 2 浮法玻璃窑炉的节能设 通过上述热量体系的分析,降低窑炉热耗的基本途径有2个:一是尽可能提高输入体系的热量的使用效率;一是在满足工艺要求的前提下尽可能降低无效热量的输出。玻璃窑炉的节能设计只有紧紧围绕着这两个方面,采取科学合理的技术措施,才能达到节能降耗的目的。同时,必须牢牢记住,节能设计在窑炉设计中永远是以满足生产的工艺要求为前提的,节能设计不能以降低玻璃质量作为代价,这样的节能设计是得不偿失的。下面具体分析浮法玻璃窑炉节能设计中可以采取的一些技术措施。 2.1 尽可能提高输入体系的热量的使用效率 1)提高燃料燃烧热的使用效率 提高燃料燃烧热的使用效率包括2个方面:提高燃料的燃烧效率;提高燃烧火焰与玻璃液间的传热效率。 2)提高燃料的燃烧效率和火焰的传热效率的技术措施: (1)根据不同的燃料种类,采用先进高效的燃烧装置,提高燃料燃烧效率。 对于燃烧重油的窑炉,设计时选用雾化效果好、火焰调节方便的喷嘴,提高重
外文翻译 专业机械设计制造及其自动化学生姓名刘链柱 班级机制111 学号1110101102 指导教师葛友华
外文资料名称: Design and performance evaluation of vacuum cleaners using cyclone technology 外文资料出处:Korean J. Chem. Eng., 23(6), (用外文写) 925-930 (2006) 附件: 1.外文资料翻译译文 2.外文原文
应用旋风技术真空吸尘器的设计和性能介绍 吉尔泰金,洪城铱昌,宰瑾李, 刘链柱译 摘要:旋风型分离器技术用于真空吸尘器 - 轴向进流旋风和切向进气道流旋风有效地收集粉尘和降低压力降已被实验研究。优化设计等因素作为集尘效率,压降,并切成尺寸被粒度对应于分级收集的50%的效率进行了研究。颗粒切成大小降低入口面积,体直径,减小涡取景器直径的旋风。切向入口的双流量气旋具有良好的性能考虑的350毫米汞柱的低压降和为1.5μm的质量中位直径在1米3的流量的截止尺寸。一使用切向入口的双流量旋风吸尘器示出了势是一种有效的方法,用于收集在家庭中产生的粉尘。 摘要及关键词:吸尘器; 粉尘; 旋风分离器 引言 我们这个时代的很大一部分都花在了房子,工作场所,或其他建筑,因此,室内空间应该是既舒适情绪和卫生。但室内空气中含有超过室外空气因气密性的二次污染物,毒物,食品气味。这是通过使用产生在建筑中的新材料和设备。真空吸尘器为代表的家电去除有害物质从地板到地毯所用的商用真空吸尘器房子由纸过滤,预过滤器和排气过滤器通过洁净的空气排放到大气中。虽然真空吸尘器是方便在使用中,吸入压力下降说唱空转成比例地清洗的时间,以及纸过滤器也应定期更换,由于压力下降,气味和细菌通过纸过滤器内的残留粉尘。 图1示出了大气气溶胶的粒度分布通常是双峰形,在粗颗粒(>2.0微米)模式为主要的外部来源,如风吹尘,海盐喷雾,火山,从工厂直接排放和车辆废气排放,以及那些在细颗粒模式包括燃烧或光化学反应。表1显示模式,典型的大气航空的直径和质量浓度溶胶被许多研究者测量。精细模式在0.18?0.36 在5.7到25微米尺寸范围微米尺寸范围。质量浓度为2?205微克,可直接在大气气溶胶和 3.85至36.3μg/m3柴油气溶胶。
目录 前言 (1) 第一章浮法玻璃工艺方案的选择与论证 (3) 1.1平板玻璃工艺方案 (3) 1.1.1有曹垂直引上法 (3) 1.1.2垂直引上法 (3) 1.1.3压延玻璃 (3) 1.1.4 水平拉制法 (3) 1.2浮法玻璃工艺及其产品的优点 (4) 1.3浮法玻璃生产工艺流成图见图1.1 (5) 图1.1 (5) 第二章设计说明 (6) 2.1设计依据 (6) 2.2工厂设计原则 (7) 第三章玻璃的化学成分及原料 (8) 3.1浮法玻璃化学成分设计的一般原则 (8) 3.2配料流程 (9) 3.3其它辅助原料 (10) 第四章配料计算 (12) 4.1于配料计算相关的参数 (12) 4.2浮法平板玻璃配料计算 (12) 4.2.1设计依据 (12) 4.2.2配料的工艺参数; (13) 4.2.3计算步骤; (13) 4.3平板玻璃形成过程的耗热量的计算 (15) 第五章熔窑工段主要设备 (20) 5.1浮法玻璃熔窑各部 (20) 5.2熔窑主要结构见表5.1 (21) 5.3熔窑主要尺寸 (21) 5.4熔窑部位的耐火材料的选择 (24) 5.4.1熔化部材料的选择见表5.3 (24) 5.4.2卡脖见表5.4 (25) 5.4.3冷却部表5.5 (25) 5.4.4蓄热室见表5.6 (25) 5.4.5小炉见表5.7 (26) 5.5玻璃熔窑用隔热材料及其效果见表5.8 (26) 第六章熔窑的设备选型 (28) 6.1倾斜式皮带输送机 (28) 6.2毯式投料机 (28)
6.3熔窑助燃风机 (28) 6.4池壁用冷却风机 (29) 6.5碹碴离心风机4-72NO.16C (29) 6.6L吊墙离心风机9-26NO11.2D (29) 6.7搅拌机 (29) 6.8燃油喷枪 (29) 6.9压缩空气罐C-3型 (29) 第七章玻璃的形成及锡槽 (30) 第八章玻璃的退火及成品的装箱 (32) 第九章除尘脱硫工艺 (33) 9.1除尘工艺 (33) 9.2烟气脱硫除尘 (33) 第十章技术经济评价 (34) 10.1厂区劳动定员见表10.1 (34) 10.2产品设计成本编制 (35) 参考文献 (38) 致谢 (39) 摘要 设计介绍了一套规模为900t/d浮法玻璃生产线的工艺流程,在设计过程中,原料方面,对工艺流程中的配料进行了计算;熔化工段方面,参照国内外的资料和经验,对窑的各部位的尺寸、热量平衡和设备选型进行了计算;分析了环境保护重要性及环保措施参考实习工厂资料,在运用相关工艺布局的基础下,绘制了料仓、熔窑、锡槽、成品库为主的厂区平面图,具体对熔窑的结构进行了全面的了解,绘制了熔窑的平面图和剖面图,还有卡脖结构图,整个设计参照目前浮法玻璃生产的主要设计思路,采用国内外先进技术,进行全自动化生产,反映了目前浮法生的较高水平。 关键词:浮法玻璃、熔窑工段、设备选型、工艺计算。
I / 11 本科毕业设计外文翻译 <2018届) 论文题目基于WEB 的J2EE 的信息系统的方法研究 作者姓名[单击此处输入姓名] 指导教师[单击此处输入姓名] 学科(专业 > 所在学院计算机科学与技术学院 提交日期[时间 ]
基于WEB的J2EE的信息系统的方法研究 摘要:本文介绍基于工程的Java开发框架背后的概念,并介绍它如何用于IT 工程开发。因为有许多相同设计和开发工作在不同的方式下重复,而且并不总是符合最佳实践,所以许多开发框架建立了。我们已经定义了共同关注的问题和应用模式,代表有效解决办法的工具。开发框架提供:<1)从用户界面到数据集成的应用程序开发堆栈;<2)一个架构,基本环境及他们的相关技术,这些技术用来使用其他一些框架。架构定义了一个开发方法,其目的是协助客户开发工程。 关键词:J2EE 框架WEB开发 一、引言 软件工具包用来进行复杂的空间动态系统的非线性分析越来越多地使用基于Web的网络平台,以实现他们的用户界面,科学分析,分布仿真结果和科学家之间的信息交流。对于许多应用系统基于Web访问的非线性分析模拟软件成为一个重要组成部分。网络硬件和软件方面的密集技术变革[1]提供了比过去更多的自由选择机会[2]。因此,WEB平台的合理选择和发展对整个地区的非线性分析及其众多的应用程序具有越来越重要的意义。现阶段的WEB发展的特点是出现了大量的开源框架。框架将Web开发提到一个更高的水平,使基本功能的重复使用成为可能和从而提高了开发的生产力。 在某些情况下,开源框架没有提供常见问题的一个解决方案。出于这个原因,开发在开源框架的基础上建立自己的工程发展框架。本文旨在描述是一个基于Java的框架,该框架利用了开源框架并有助于开发基于Web的应用。通过分析现有的开源框架,本文提出了新的架构,基本环境及他们用来提高和利用其他一些框架的相关技术。架构定义了自己开发方法,其目的是协助客户开发和事例工程。 应用程序设计应该关注在工程中的重复利用。即使有独特的功能要求,也
浮法玻璃熔制技术 1、浮法玻璃熔制技术工艺流程 浮法玻璃的熔制过程是将合格的配合料经过高温加热形成均匀、纯净、透明并符合成型要求的玻璃液的过程,是浮法玻璃制造过程中的主要过程之一。熔制速度和熔制的合理性对玻璃的产量、质量、合格率、生产成本、燃料消耗和池窑寿命等影响很大。 浮法玻璃熔制技术工艺流程示意图: 2、玻璃熔制工艺原理 浮法玻璃的熔制过程是一个很复杂的过程,包括一系列的物理、化学、物理化学反应,而这些反应的进行与玻璃的产量和质量有密切关系。各种不同配合料在熔制过程中发生的反应见下表: 各种不同配合料在熔制过程中发生的反应
根据熔制过程中的不同特点,从加热配合料到最终成为符合成型要求玻璃液的过程,可分为五个阶段,即硅酸盐形成阶段、玻璃液形成阶段、玻璃液澄清阶段、玻璃液均化阶段和玻璃液冷却阶段。直观地,也可分为配合料堆的反应烧结阶段;硅酸盐形成及其熔化物熔化阶段,主要是残余石英砂溶解于已形成的硅酸盐中;澄清消除气泡阶段,主要是降低各种气体在玻璃液中的过饱和程度;逐渐冷却至成型温度阶段。 (1)硅酸盐形成阶段配合料入窑后,在800~1000℃温度范围发生一系列物理的、化学的和物理-化学的反应,如粉料受热、水分蒸发、盐类分解、多晶转变、组分熔化以及石英砂与其他组分之间进行的固相反应。这个阶段结束时,大部分气态产物从配合料中逸出,配合料最后变成由硅酸盐和二氧化硅组成的不透明烧结物。硅酸盐形成速度取决于配合料性质和加料方式。 (2)玻璃形成阶段当温度升到1200℃时,烧结物中的低共熔物开始熔化,出现了一些熔融体,同时硅酸盐与未反应的石英砂粒
反应,相互熔解。伴随着温度的继续升高,硅酸盐和石英砂粒完全熔解于熔融体中,成为含大量可见气泡、条纹、在温度上和化学成分上不够均匀的透明的玻璃液。 在浮法玻璃生产过程中,硅酸盐形成阶段与玻璃形成阶段之间没有明显的界限,即在硅酸盐阶段尚未结束时,玻璃液形成阶段已经开始,并且硅酸盐形成进行得极为迅速,而玻璃液形成却很缓慢。这是由于在实际生产中,配合料被直接投入到1300℃左右的投料池中,硅酸盐形成极快(约3~5min ),而玻璃液的形成必须等待石英砂粒的完全熔解。因此要划分这两个阶段很困难,所以生产上把这两个阶段视作一个阶段,称为配合料熔化阶段。 (3)玻璃液澄清阶段随着温度继续升高,达到1400~1500℃时,玻璃液的粘度约为10Pa·s ,玻璃液在形成阶段存在的可见气泡和溶解气体,由于温度升高,体积增大,玻璃液粘度降低而大量逸出,直到气泡全部排出。 (4)玻璃液均化阶段当玻璃液长时间处于高温下,由于对流、扩散、溶解等作用,玻璃液中的条纹逐渐消除,化学组成和温度逐渐趋向均一。此阶段结束时的温度略低于澄清温度。 玻璃液的均化过程早在玻璃液形成阶段时已开始,然而主要的还是在澄清后期进行。它与澄清过程混在一起,没有明显的界限,可以看作一面澄清,一面均化,且澄清加速了均化的进程,均化的结束在澄清之后,并一直延续到冷却阶段。此外,搅拌是提高均匀性的一个很好的方法。
毕业设计(论文) 外文翻译 题目西安市水源工程中的 水电站设计 专业水利水电工程 班级 学生 指导教师 2016年
研究钢弧形闸门的动态稳定性 牛志国 河海大学水利水电工程学院,中国南京,邮编210098 nzg_197901@https://www.doczj.com/doc/af14615183.html,,niuzhiguo@https://www.doczj.com/doc/af14615183.html, 李同春 河海大学水利水电工程学院,中国南京,邮编210098 ltchhu@https://www.doczj.com/doc/af14615183.html, 摘要 由于钢弧形闸门的结构特征和弹力,调查对参数共振的弧形闸门的臂一直是研究领域的热点话题弧形弧形闸门的动力稳定性。在这个论文中,简化空间框架作为分析模型,根据弹性体薄壁结构的扰动方程和梁单元模型和薄壁结构的梁单元模型,动态不稳定区域的弧形闸门可以通过有限元的方法,应用有限元的方法计算动态不稳定性的主要区域的弧形弧形闸门工作。此外,结合物理和数值模型,对识别新方法的参数共振钢弧形闸门提出了调查,本文不仅是重要的改进弧形闸门的参数振动的计算方法,但也为进一步研究弧形弧形闸门结构的动态稳定性打下了坚实的基础。 简介 低举升力,没有门槽,好流型,和操作方便等优点,使钢弧形闸门已经广泛应用于水工建筑物。弧形闸门的结构特点是液压完全作用于弧形闸门,通过门叶和主大梁,所以弧形闸门臂是主要的组件确保弧形闸门安全操作。如果周期性轴向载荷作用于手臂,手臂的不稳定是在一定条件下可能发生。调查指出:在弧形闸门的20次事故中,除了极特殊的破坏情况下,弧形闸门的破坏的原因是弧形闸门臂的不稳定;此外,明显的动态作用下发生破坏。例如:张山闸,位于中国的江苏省,包括36个弧形闸门。当一个弧形闸门打开放水时,门被破坏了,而其他弧形闸门则关闭,受到静态静水压力仍然是一样的,很明显,一个动态的加载是造成的弧形闸门破坏一个主要因素。因此弧形闸门臂的动态不稳定是造成弧形闸门(特别是低水头的弧形闸门)破坏的主要原是毫无疑问。
Section 3 Design philosophy, design method and earth pressures 3.1 Design philosophy 3.1.1 General The design of earth retaining structures requires consideration of the interaction between the ground and the structure. It requires the performance of two sets of calculations: 1)a set of equilibrium calculations to determine the overall proportions and the geometry of the structure necessary to achieve equilibrium under the relevant earth pressures and forces; 2)structural design calculations to determine the size and properties of thestructural sections necessary to resist the bending moments and shear forces determined from the equilibrium calculations. Both sets of calculations are carried out for specific design situations (see 3.2.2) in accordance with the principles of limit state design. The selected design situations should be sufficiently Severe and varied so as to encompass all reasonable conditions which can be foreseen during the period of construction and the life of the retaining wall. 3.1.2 Limit state design This code of practice adopts the philosophy of limit state design. This philosophy does not impose upon the designer any special requirements as to the manner in which the safety and stability of the retaining wall may be achieved, whether by overall factors of safety, or partial factors of safety, or by other measures. Limit states (see 1.3.13) are classified into: a) ultimate limit states (see 3.1.3); b) serviceability limit states (see 3.1.4). Typical ultimate limit states are depicted in figure 3. Rupture states which are reached before collapse occurs are, for simplicity, also classified and
西安电子科技大学 毕业设计(论文)任务书 材料科学与工程学院无机非金属材料工程专业093 班级学生: 题目:日产400吨浮法玻璃熔窑熔池玻璃液的数值分析 毕业设计(论文)从2014 年 2 月25 日起到 2014 年 6 月 10 日 学生:签名:_________ 指导老师:签名:_________ 课题的意义及培养目标: 本课题以一座日产600吨浮法全氧燃烧玻璃熔窑作为分析对象在理论研究基础上,利用计算机F L U E NT流体分析软件对玻璃熔窑玻璃液的温度场和速度场进行数值分析,以便建立数学模型,改进玻璃熔窑的设计。锻炼学生利用计算流体力学的原理分析玻璃工业热工设备的能力,提高学生工程实际应用水平。 设计(论文)所需收集的原始数据与资料: 1国内外有关全氧燃烧玻璃熔窑的书籍、期刊与文献; 2F L U E NT流体软件建立数值分析的方法; 课题的主要任务(需附有技术指标分析): 1、查阅有关采用全氧燃烧玻璃熔窑方面的中外文献资料15篇以上,其中外文2篇以上;根据论文题目写出开题报告,翻译一篇有3000汉字的相关课题外文资料; 2、利用F L U E NT软件对日产600吨浮法全氧燃烧玻璃熔窑玻璃液的温度场和速度场进行数值分析; 3、按学校论文写作要求撰写毕业论文。
I 日产400 吨浮法玻璃熔窑熔池玻璃液的数值分析 摘要 在玻璃熔制过程中利用纯氧代替空气与燃料进行燃烧称之为玻璃熔窑的全氧燃烧技术。全氧燃烧不但使燃料充分燃烧,而且减少了烟气排放和N O X生成,实现了玻璃行业的节能减排。本文介绍了全氧燃烧玻璃熔窑玻璃熔化及玻璃液的流动所常用的数学模型阐述了国内国内外玻璃熔窑用数学模拟方法研究的发展概括。 本课题的研究对象为日产400t 的天然气全氧玻璃熔窑,结合全氧燃烧玻璃熔窑理论以及国内外对全氧燃烧玻璃熔窑数值分析研究的基础上,对玻璃液的流动建立的新的模型。所选用的模型包括玻璃液的层流流动,辐射传热DO 模型,重力影响因素。对于玻璃液的流动,进行了一系列的假设和简化,以方便问题的处理。 模型的具体处理,是通过G a m b i t软件建立几何模型并进行结构网格的划分。采用 F l u e n t软件的数值计算程序进行定义和后处理,并利用相应的图像处理软件直观的显示出所模拟的玻璃液的温度场和速度场分布的结果图像。玻璃液的模型设置中,玻璃液表面设置成传热固壁,根据经验对其编写的UDF 函数导入到模型中,同时考虑重力对玻璃液的影响。熔窑中玻璃液的各种物性参数变化(密度,温度,粘度,导热系数的变化),是根据经验公式编写熔化温度经验数据编写;密度变化、粘度变化、热导热率变化均是根据经验公式编写,是关于温度的线性函数。 结果表明,本文中对于玻璃液三维数值分析所选用的模型能够比较准确的反应出全氧燃烧玻璃熔窑中玻璃液的流动情况,并直观地表示出数值分析的结果。在对玻璃液流动的模拟中,将熔窑的形状、结构尺寸和进口温度作为定解条件,通过计算机求解控制方程组,得到熔窑内部玻璃液的速度场、温度场的分布及变化情况,以分析熔窑内部的玻璃液流动,达到优化窑炉设计的目的。另外,根据所求量的不同,可以用流体的速度矢量图、压力等值线图、等温线图等图形和动画,更直接地反应窑炉内部的变化。 关键字:全氧燃烧,玻璃熔窑,数值分析,玻璃液流动
毕业设计(论文) 外文文献翻译 题目:A new constructing auxiliary function method for global optimization 学院: 专业名称: 学号: 学生姓名: 指导教师: 2014年2月14日
一个新的辅助函数的构造方法的全局优化 Jiang-She Zhang,Yong-Jun Wang https://www.doczj.com/doc/af14615183.html,/10.1016/j.mcm.2007.08.007 非线性函数优化问题中具有许多局部极小,在他们的搜索空间中的应用,如工程设计,分子生物学是广泛的,和神经网络训练.虽然现有的传统的方法,如最速下降方法,牛顿法,拟牛顿方法,信赖域方法,共轭梯度法,收敛迅速,可以找到解决方案,为高精度的连续可微函数,这在很大程度上依赖于初始点和最终的全局解的质量很难保证.在全局优化中存在的困难阻碍了许多学科的进一步发展.因此,全局优化通常成为一个具有挑战性的计算任务的研究. 一般来说,设计一个全局优化算法是由两个原因造成的困难:一是如何确定所得到的最小是全球性的(当时全球最小的是事先不知道),和其他的是,如何从中获得一个更好的最小跳.对第一个问题,一个停止规则称为贝叶斯终止条件已被报道.许多最近提出的算法的目标是在处理第二个问题.一般来说,这些方法可以被类?主要分两大类,即:(一)确定的方法,及(ii)的随机方法.随机的方法是基于生物或统计物理学,它跳到当地的最低使用基于概率的方法.这些方法包括遗传算法(GA),模拟退火法(SA)和粒子群优化算法(PSO).虽然这些方法有其用途,它们往往收敛速度慢和寻找更高精度的解决方案是耗费时间.他们更容易实现和解决组合优化问题.然而,确定性方法如填充函数法,盾构法,等,收敛迅速,具有较高的精度,通常可以找到一个解决方案.这些方法往往依赖于修改目标函数的函数“少”或“低”局部极小,比原来的目标函数,并设计算法来减少该?ED功能逃离局部极小更好的发现. 引用确定性算法中,扩散方程法,有效能量的方法,和积分变换方法近似的原始目标函数的粗结构由一组平滑函数的极小的“少”.这些方法通过修改目标函数的原始目标函数的积分.这样的集成是实现太贵,和辅助功能的最终解决必须追溯到
建筑学毕业设计外 文翻译
本科生毕业设计 外文资料翻译 专业建筑学 班级 092班 姓名 XXX 指导教师 XXX 所在学院 XXX 附件 1.外文资料翻译译文;2.外文原文
学校建筑规划设计漫谈 在校园内的功能和各种需求亦趋向于多元化,在规划、设计中必须要找出一种合适的方法来适应、符合现在及未来的世界潮流需要。 1、学校的功能和秩序 学校特别是高等学校的功能相对来说是比较复杂的,在规划设计中要充分考虑到学校中的功能分区和教学的秩序,才能做到有合理的设计和良好的规划。 教学区是校园的核心,是校园建设中的最关键的部分。学校中的一切其它功能均是围绕其进行的。教学区的布局主要有组团式与网络式两种主要设计方法。组团式便于院系相对独立地组织教学活动与进行管理,更能适应建校周期较长而分期施工的现实。“院落”是是中国传统的建筑布局形式,由建筑所围成的庭院形成社交性的公共空间,也有利于学校中的交流。网络式的发展规划有利于不同的科系在今后的发展中专业更新与规模调整,并可灵活调节教学用房的使用性质,因此被现代的新型校园规划布局所偏爱,它利于当前国内的大学院校、院系合并和学科调整的教学改革大趋势。 学生宿舍生活区是大学校园内又一个重要的组成部分,无论改革后学生生活区社会化管理落实的力度有多大,还是由于扩招
形式的“不是数着床板招生”的局面到何种程度,在当前的实际情况下,新建的大学校园依然需要规划好学生生活区的建设。当然要充分考虑到如何便于社会化的管理,有利于形成独立的管理系统,为以后的发展留有可能性。 2、学校的交通组织 高等学校交通组织中,首要的是要体现以人为本的思想。根据教师、学生的心理及行为方式研究各种道路组织、形态和层次,创造一个满足校园使用者的物质和精神上要求的校园环境。 现代校园要求建筑物之间能联络方便、尽量通畅、便捷。为此,各类建筑物的设计,多采用集中式的布局,建筑群体也多以成团的方式组合,尽量减少楼间的距离几交通路线。各个相对独立的区域之间,也尽量打通分割界限,室内外都设有方便的连廊和通道,使建筑群体在整体上能联络通畅,达到提高和保证交通、交流、传递、沟通之最佳的效率。 3、学校的环境和可持续发展 环境对于人心理的影响,以及反馈对人情绪的感染,都会产生物质的效应。人在良好的环境中,在使人精神振奋的条件下,无疑会更多的诱发思想的灵感和智慧的火花,这对教学、科研的作用虽是无形的,但肯定是有效的。现代的校园的环境设计,应该立足于创造优美高雅有文化的校园环境,以适应人的精神需要,提高人的修养,陶冶人的情操……。如立体绿化、室外美