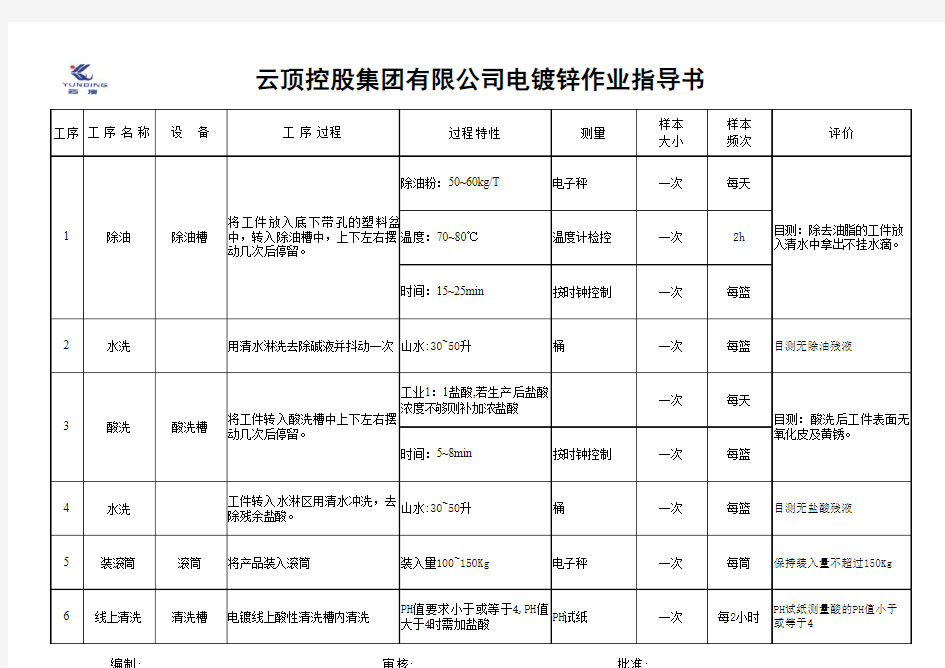

工序工序名称设备工序过程过程特性测量样本
大小
样本
频次
评价
除油粉:50~60kg/T电子秤一次每天
温度:70~80℃温度计检控一次2h
时间:15~25min按时钟控制一次每篮
2水洗用清水淋洗去除碱液并抖动一次山水:30~50升桶一次每篮目测无除油残液
工业1:1盐酸,若生产后盐酸
浓度不够则补加浓盐酸
一次每天
时间:5~8min按时钟控制一次每篮
4水洗工件转入水淋区用清水冲洗,去
除残余盐酸。
山水:30~50升桶一次每篮目测无盐酸残液
5装滚筒滚筒将产品装入滚筒装入量100~150Kg电子秤一次每筒保持装入量不超过150Kg
6线上清洗清洗槽电镀线上酸性清洗槽内清洗PH值要求小于或等于4,PH值
大于4时需加盐酸
PH试纸一次每2小时
PH试纸测量酸的PH值小于
或等于4
目测:除去油脂的工件放
入清水中拿出不挂水滴。
目测:酸洗后工件表面无
氧化皮及黄锈。
1除油除油槽将工件放入底下带孔的塑料盆中,转入除油槽中,上下左右摆动几次后停留。
将工件转入酸洗槽中上下左右摆动几次后停留。
3酸洗酸洗槽
工序工序名称设备工序过程过程特性测量样本
大小
样本
频次
评价
工序工序名称设备工序过程过程特性测量样本
大小
样本
频次
评价
工序工序名称设备工序过程过程特性测量样本
大小
样本
频次
评价
工序工序名称设备工序过程过程特性测量样本
大小
样本
频次
评价