3 热处理炉操作规程
3.1 烘炉
3.1.1热处理炉烘炉前的准备工作
3.1.1.1炉体砌炉及炉辊密封处浇注料经检查合格,打开炉门,自然风干 7- 9 天,最少 5 天方可执行烘炉操作。
3.1.1.2确认炉内无人员和其他杂物。
3.1.1.3测试炉体的密封性,确定保压试验合格。
3.1.1.4检查并确认炉辊的安装正确,炉辊手动盘转正常,电机减速机通电,做模拟信号确认炉底辊自动运转正常。
3.1.1.5炉辊润滑点全部接好并注入润滑油,加油系统运转正常。
3.1.1.6装料炉门、出料炉门调整完毕,炉门升降机构操作停位准确,炉门运转灵活,关闭时严密,汽缸压紧和松开位置准确。
3.1.1.7对光栅、 PLC 操作控制系统等进行单机试车合格。
3.1.1.8炉子空、煤气、氮气、气动空气管道及排烟管道试压合格,测量仪表调整合格。
3.1.1.9冷却水压力正常,循环顺畅。
3.1.1.10打开炉内氮气,保证炉内氮气压力和残氧分析仪数值正常。
3.1.1.11助燃风机及排烟风机运转正常,风机进出口的阀门开关灵活。
3.1.1.12烘炉前应对燃烧控制系统、炉压控制系统等热工仪表和各种调节进行
安装检查,并确认调整完毕,操作灵活,指示正确,控制灵敏。
3.1.1.13炉子周围及坑内环境清洁整齐。
3.1.1.14烧嘴控制器的各种操作模式正常。
3.1.1.15手动打开出风口的蝶阀,启动排烟风机,吸风口阀门自动缓慢打开,
待风机达到正常运转并确定烧嘴前喇叭口处有风吸入。
3.1.1.16打开助燃风机出风口的挡板,启动风机,入口处的调节阀自动缓慢打开,调节回流阀防止风机喘震。注意风机电流和管道压力数值。出现异常要停风机,查明原因再试。
3.1.1.17点炉前对烧嘴的空燃比进行调节。
3.1.1.18检查助燃空气管路有无漏风和受阻、受堵现象,确认空气已达到每个
烧嘴前。
3.1.1.19煤气管道经过吹扫和放散,管道内充分达到要求。煤气系统运行正常,煤气已经送至炉前总阀。
3.1.1.20煤气防护人员到达现场,各煤气放散点 40 米范围内禁火。炉子周围停止施工,断开临时电源,不得随意动火。
3.1.2烘炉操作
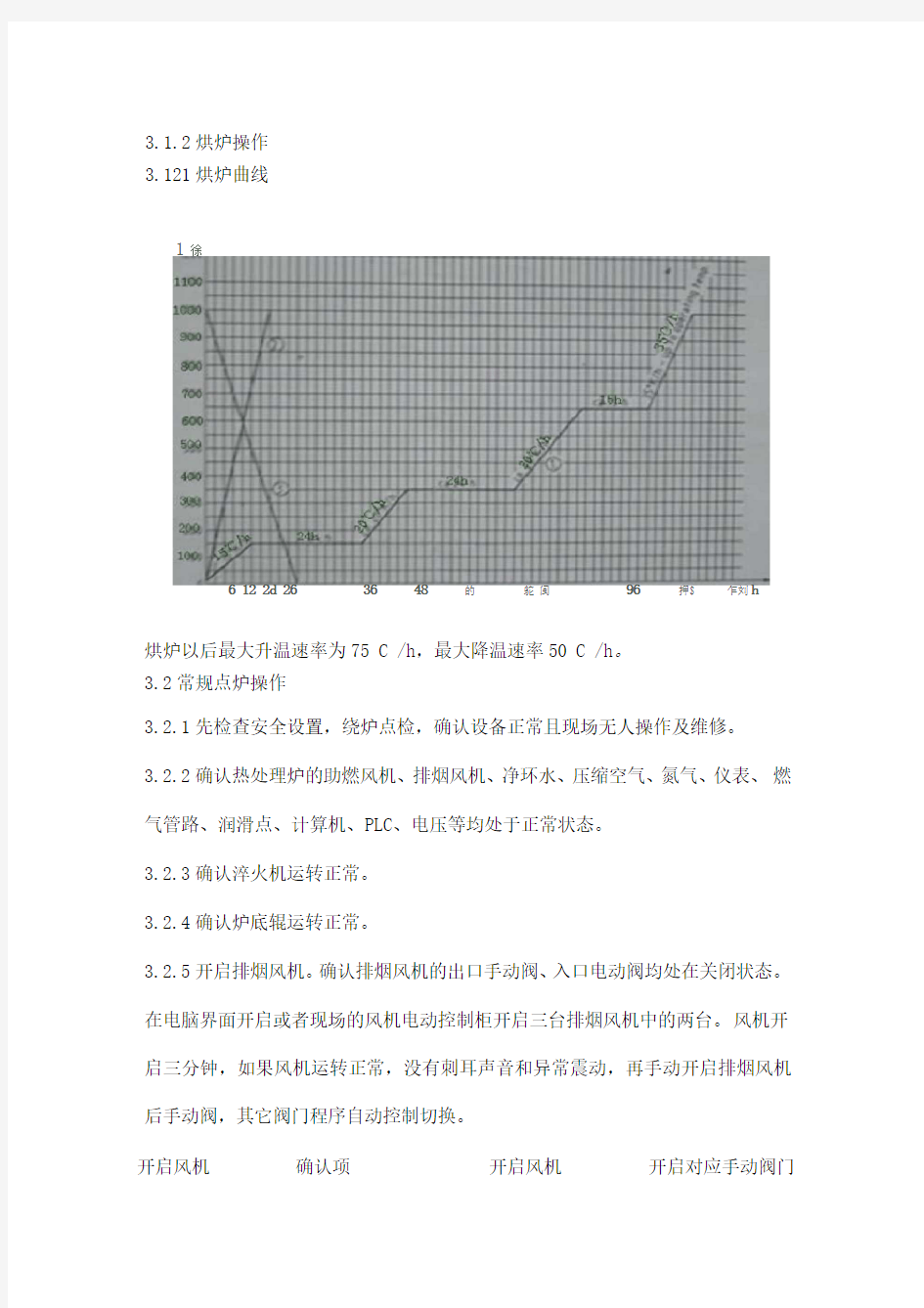
3.121烘炉曲线
1徐
6 12 2d 26 36 48 的鸵闽96 押$ 乍刘h
烘炉以后最大升温速率为75 C /h,最大降温速率50 C /h。
3.2常规点炉操作
3.2.1先检查安全设置,绕炉点检,确认设备正常且现场无人操作及维修。
3.2.2确认热处理炉的助燃风机、排烟风机、净环水、压缩空气、氮气、仪表、燃气管路、润滑点、计算机、PLC、电压等均处于正常状态。
3.2.3确认淬火机运转正常。
3.2.4确认炉底辊运转正常。
3.2.5开启排烟风机。确认排烟风机的出口手动阀、入口电动阀均处在关闭状态。在电脑界面开启或者现场的风机电动控制柜开启三台排烟风机中的两台。风机开启三分钟,如果风机运转正常,没有刺耳声音和异常震动,再手动开启排烟风机后手动阀,其它阀门程序自动控制切换。
开启风机确认项开启风机开启对应手动阀门
3.2.6 开启助燃风机 。确认两台助燃风机的出口手动阀、入口电动阀均处于关闭 状态。在电脑界面开启或者现场的风机电动控制柜开启两台助燃风机中的一台。
风机开启三分钟, 如果风机运转正常, 没有刺耳声音和异常震动, 再手动开启相
应助燃风机后手动阀,其它阀门程序自动控制切换。
3.2.7 氮气吹扫以及煤气引入
3.2.7 .1 确认外网煤气已到达煤气站蝶阀前,煤气站蝶阀、煤气站盲板阀、支 管快速切断阀、 烧嘴前气动阀、 氮气吹扫阀、排污阀、取样阀全部处于关闭状态;
3.2.7 .2 确认空气手动球阀、煤气手动球阀处于开启状态。
3.2.7 . 3 打开炉体的 16 个放散终端。
3.2.7 .4 吹扫完成后关闭 16 个炉体放散终端,然后关闭氮气吹扫阀。保证快速 切断阀至烧嘴气动阀之间的管道内都充满氮气。
3.2.7 .5 打开厂房外侧盲板阀后面的总管放散阀。
3.2.7 .6 用氮气吹扫软管将氮气接到煤气主管道上(有两个氮气接口),缓慢 打开氮气吹扫阀, 吹扫 60分钟。吹扫到 40分钟的时候, 打开厂房外侧煤气站上 的盲板阀。
3.2.7 . 7 将外网煤气引到两个支管的快速切断阀 V K 。
3.2.7 . 8 将到达快速切断阀的煤气引到烧嘴气动阀 Vq
3.2.7 . 9 煤气置换氮气 60分钟。
1#、3#风机 1#、2#风机 所有风机手动阀、电动 阀均处在关闭状态 所有风机手动阀、电动 阀均处在关闭状态 所有风机手动阀、电电脑界面或现场控制柜 开启 1#、3#风机 电脑界面或现场控制柜 开启 1#、2#风机
电脑界面或现场控制H5.15.1,H5.13.2
3.2.7.10 爆发实验
3.2.7. 11 关闭 16 个放散终端至此点炉前期准备工作完毕,开始点炉。
3.2.8打开点炉顺序界面( NF Start Stop Sequence )。
3.2.9点开安全链( safety chain )窗口,确保各点炉条件前的方框都变绿色,
如有灰色的,相应检查对应的点炉准备工作。
3.2.10确认安全链( safety chain )窗口各条件都变绿后,手动按左侧控制台上的重置( PUSH BUTTON Reset SAFAY CMAIN )按钮,观察旁边的红灯是否熄灭,熄灭即可正常点炉。
3.2.14点击点炉顺序界面上的“ START”按钮,由于2~5步在准备工作时已经完成,所以直接到第六、七步进行气密性测试( Tightness )。气密性测试原理:气密性测试过程为全自动过程,分为低压测试阶段和高压测试阶段。
低压测试:快速切断阀“ UV 1.31.1 、UV 1.31.2 ”开启一段时间至炉前煤气压力平衡后关闭,放散阀门开启至压力降至 10 mbar 以下关闭,低压测试开始,如果阀门“ UV 1.31.1 、UV 1.31.2 ”气密性不好的话,炉前煤气压力将快速升高,保压120S后,如果煤气压力升幅控制在程序允许范围内,则表明阀门“ UV
1.31.1、UV 1.31.2 ”气密性良好,低压测试通过,反之则不通过。 (低压测试就是为了测试快速切断阀的气密性怎么样)
高压测试:阀门“ UV 1.31.1 、UV 1.31.2 ”开启一段时间至炉前煤气压力平衡后关闭,高压测试开始,如果阀门“ UV 1.31.1 、UV 1.31.2 ”后管道气密性不好的话,炉前煤气压力将快速降低。保压 120S 后,如果煤气压力降幅控制在程序允许范围内,则表明阀门“ UV 1.31.1 、UV 1.31.2 ”后的煤气管道气密性良好,高压测试通过,反之则不通过。(高压测试就是为了测试快速切断