Standard Operation Procedure
机型 通用 产品名称
工艺名称 SMT 受控状态
文件编号 IE-WI-89 工序
/
工位名称 回流焊前FQC 检查 标准工时
/
版 本
A2
页 码 第1共7页
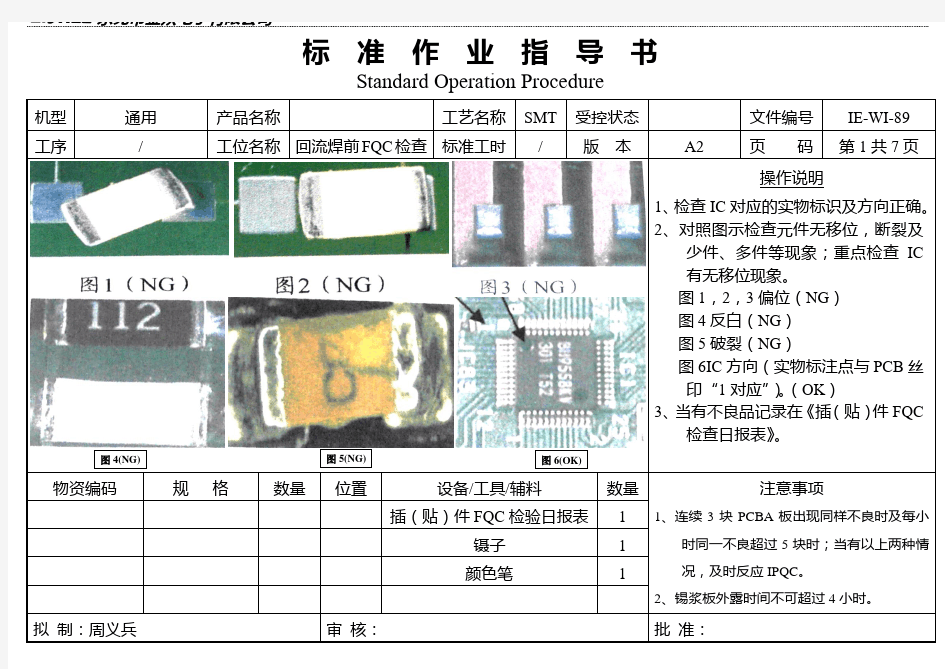
操作说明
1、检查IC 对应的实物标识及方向正确。
2、对照图示检查元件无移位,断裂及
少件、多件等现象;重点检查IC 有无移位现象。
图1,2,3偏位(NG ) 图4反白(NG ) 图5破裂(NG )
图6IC 方向(实物标注点与PCB 丝
印“1对应”)。(OK ) 3、当有不良品记录在《插(贴)件FQC
检查日报表》。
物资编码
规 格
数量 位置 设备/工具/辅料 数量 注意事项
1、连续3块PCBA 板出现同样不良时及每小
时同一不良超过5块时;当有以上两种情况,及时反应IPQC 。
2、锡浆板外露时间不可超过4小时。
插(贴)件FQC 检验日报表
1 镊子 1 颜色笔 1
图4(NG)
图5(NG)
图6(OK)
Standard Operation Procedure
机型通用产品名称/ 工艺名称SMT 受控状态文件编号IE-WI-89 工序/ 工位名称转板标准工时/ 版本A2 页码第2共7页操作说明
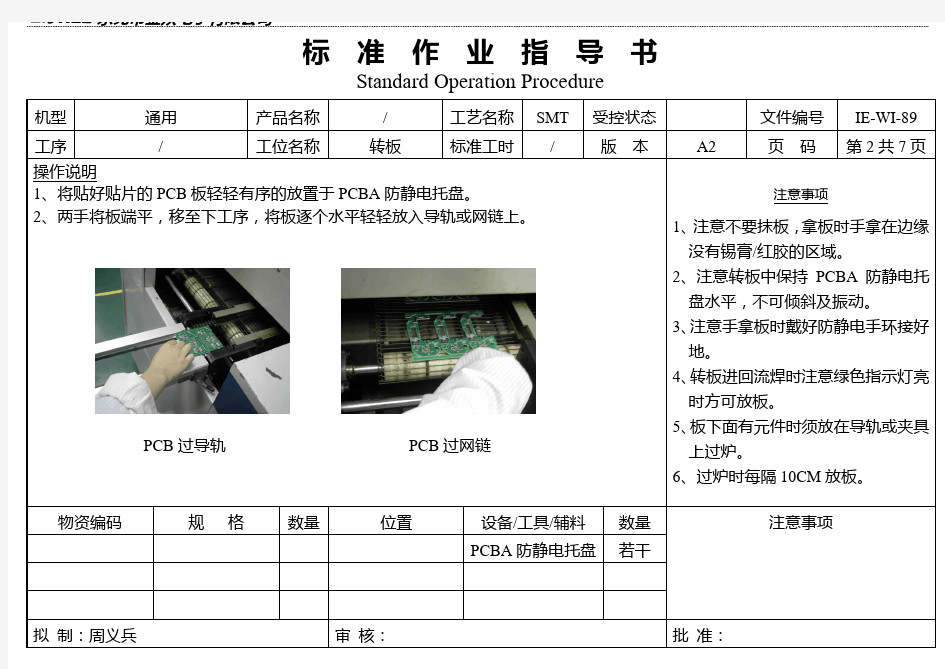
1、将贴好贴片的PCB板轻轻有序的放置于PCBA防静电托盘。
2、两手将板端平,移至下工序,将板逐个水平轻轻放入导轨或网链上。
PCB过导轨PCB过网链
注意事项
1、注意不要抹板,拿板时手拿在边缘没有锡膏/红胶的区域。
2、注意转板中保持PCBA防静电托盘水平,不可倾斜及振动。
3、注意手拿板时戴好防静电手环接好地。
4、转板进回流焊时注意绿色指示灯亮时方可放板。
5、板下面有元件时须放在导轨或夹具上过炉。
6、过炉时每隔10CM放板。
物资编码规格数量位置设备/工具/辅料数量注意事项
PCBA防静电托盘若干
Standard Operation Procedure
机型 通用 产品名称 / 工艺名称 SMT 受控状态 文件编号
IE-WI-89
工序
/
工位名称
捡板
标准工时
/
版 本
A2
页 码 第3共7页
注意事项
1、将PCBA 及时从回流焊出口处取出。(如图2)
2、检查PCBA 上的锡是否呈粉末状
(未融化)及PCBA 有无损坏、变形、烤黄(如图1),如有则立即向拉长或技术员反映,予以解决。 3、检查的良品,将其侧放入“L ”型防静盒中,(如图3)不同机型或种类分区放置,放置间隔以板与板不相互摩擦、碰撞为原则。
物资编码
规 格
数量 位置 设备/工具/辅料 数量
注意事项
1、
“L ”型防静盒不可碰伤板上元件。 2、每隔一格放置一块PCBA 。 “L ”型防静电盒 若干
防静电手套
1双
图2
图3
Standard Operation Procedure
机型通用产品名称/ 工艺名称SMT 受控状态文件编号IE-WI-89 工序/ 工位名称炉后FQC 标准工时/ 版本A2 页码第4共7页FQC工位排布:
第一工位用检视板检查元件无多件,少件及IC反向;
第二、三工位用放大镜检查连焊、少锡、移位、浮起、锡尖及锡珠等。
注意事项
1、将检视板覆盖在PCBA上,检
查贴片元件无多件,少件及IC反向。(如图1)
2、合格后在板边用颜色笔作标记放置于合格
品区待下一FQC目检,不良品用红色箭
头标签贴在不良位置,并在FQC报表记
录不良状况。
物资编码规格数量位置设备/工具/辅料数量注意事项
1、检视板编号要与生产机型对应。
检视板 1
“L”型防静电盒若干
图1
Standard Operation Procedure
机型 通用 产品名称 / 工艺名称 SMT 受控状态 文件编号 IE-WI-89 工序
/
工位名称
炉后FQC
标准工时
/
版 本
A2
页 码
第5共7页
注意事项
1、将PCBA 放在放大镜前检查元件
是否有短路、虚焊、移位浮起、锡尖及锡珠等不良。检查每个元件
焊锡状况(标准参照〈PCB 组装工艺检验标准〉文件编号:(EN-WI-90)
2、如发现不良作好标识区分,并记录
在《焊点面FQC 检验日报表》。 3、不良现象参照图样。(OK 代表良
品NG 代表不良品)。
物资编码
规 格
数量 位置 设备/工具/辅料
数量 注意事项
1、以下两项发生时,应立即反应IPQC 。 A 、连续3块PCBA 板出现同样不良时; B 、同一不良项每小时超过5块PCBA 时。
放大镜 1 “L ”型防静电盒
若干
Standard Operation Procedure
机型通用产品名称/ 工艺名称SMT 受控状态文件编号IE-WI-89 工序/ 工位名称炉后FQC 标准工时/ 版本A2 页码第6共7页
注意事项
1、图1元件移位C≥2/3W充收
图2IC移位C≥1/2W充收
2、图3IC短路,拒收。
图4IC OK。
3、图5虚焊(NG)
4、图6墓碑(NG)
5、图7锡珠(NG)
6、图8 IC引脚焊点(OK)
7、图9裂缝(NG)
8、图10侧立(NG)
物资编码规格数量位置设备/工具/辅料数量注意事项
放大镜 1
“L”型防静电盒若干
Standard Operation Procedure
机型 通用 产品名称 / 工艺名称 SMT 受控状态 文件编号 IE-WI-89 工序
/
工位名称
包装
标准工时
/
版 本
A2
页 码
第7共7页
例:
AY 2219EUO 填倾斜所标处
操作说明
1、全检PCBA 无混机型、漏件(两面)等。
2、合格的PCBA 装入防静电气泡袋,整齐
有序地装进箱内。并检查最后工位FQC 记号。 3、对不同的机型要分区放置,并标识区分。 4、每装满一箱填写《金众现品标》(如图1),
标识单应填写清晰、数据准确,贴于箱体醒目位置。
5、243-630383、H-A0-002X-XX 每个气泡
袋装8块板(2大块),每格装24单块,每格装满12*2格(即将76单板)为止。139XXX 每格装8大块,装满2*12格(即768单板)为止,根据物资编码在<金众现品票>IC 批号栏填写IC 型号(如图4).
6、SONY 机型H-A0-00XX-XX : a . 需在IC 批号栏填写IC 批号(如图2红色标识处为所填写批号)。 b .使用规格为210*175mm 气泡袋。(如图3)所示。
物资编码
规 格
数量 位置 设备/工具/辅料 数量 注意事项
1、装箱、搬运中应小心谨慎防止碰撞PCBA 。
2、双面板一定要检查两面均贴元件后方可
包装。
防静电胶箱/防静电气泡袋
若干
金众现品标
若干
金 众
IC1
IC2
210MM
175MM
图2
图1
图3
图4
Standard Operation Procedure
机型通用产品名称/ 工艺名称SMT 受控状态文件编号IE-WI-77 工序/ 工位名称Panasonic上料操作标准工时/ 版本A3 页码第1共3页
操作说明
一、上料过程:
1.未转机型号时换料操作:
当机器蜂鸣叫,黄色信号灯闪烁,同时屏幕提示,例:“MC0201:Parts Exhaust Z32(L32)”表示32
站位取不到料或缺料。
1.1.带装贴片元件的装载、更换。
1.1.1.原包装带装贴片元件:
操作员对照生产机型的《SMDFeeder表》,将元件装载到Feeder上,确认元件的物资编码、规格正确,并核对实物实体与《SMDFeeder表》尺寸是否相符。及Feeder的卡口、压扣卡到位,再将Feeder 装载到贴片机规定的站位,安装一个站位核对一个站位,填写一种上料记录。
1.1.
2.带装散料元件:
依据散料标签所标物资编码、规格,将散料装入Feeder,再将Feeder装载到贴片机规定的站位。
1.1.3.操作员装载或更换机器贴装元件后,填写《SMT贴片机上料记录》,在“上料人”栏签名后,再通
知品质部IPQC对所装载或更换的物料进行核对。
注:参考表格编号:
《SMT贴片机上料记录》为PR-005,《SMD机型设定程序一览表》为EN-064,《SMT首件检查确认清单》。图1卡口OK 图2卡口NG
物资编码规格数量位置设备/工具/辅料数量注意事项
1.当有多种物料需要更换时,先拆一站位飞
达,上料→记录→IPQC核对完后再拆下
站。
2.Feeder与盘装IC要装载到位。
Feeder
Standard Operation Procedure
机型通用产品名称/ 工艺名称SMT 受控状态文件编号IE-WI-77 工序/ 工位名称Panasonic上料操作标准工时/ 版本A3 页码第2共3页
操作说明
1.1.4.品质部IPQC根据相应机型的《SMDFeeder表》,对所装载或更换物料的站位、物资编码、规格及
Feeder安全扣进行核对,核对无误后在《SMT贴片机上料记录》的“核对”签名,否则,应立即通
知操作员处理。
1.2.管装、盘装贴片元件的装载、更换。
1.2.1.操作员及品质部IPQC根据《SMDFeeder表》,对元件物资编码、规格、方向一致(第一脚方向朝
贴片机的外部,如图3、4所标示)确认无误后装载到贴片机的规定站位。
1.2.2.操作员填写《SMT贴片机上料记录》,品质部IPQC核对后,在“核对”栏签名。
图3盘装IC
2.转机型时换料操作:
操作员根据所转机型的《SMDFeeder表》将此站位上不同规格的Feeder、料件及非生产机型资料撤离
机器,并隔离生产线,将对应料件装入Feeder,确认物资编码、规格无误后,再将Feeder装载到贴片
机规定站位,及时填写《SMT贴片机上料记录》,并通知品质部IPQC核对,并在“核对栏”签名。
二、Feeder选用
根据《SMDFeeder表》“Feeder类型”,选择对应型号Feeder。
图4管装IC 物资编码规格数量位置设备/工具/辅料数量注意事项
1.检查Feeder高度是否与其它在同一水平线
上。
2.对于外观无法识别的用LCR仪、万用表或
电容表测其值。
Standard Operation Procedure
机型通用产品名称/ 工艺名称SMT 受控状态文件编号IE-WI-77 工序/ 工位名称Panasonic上料操作标准工时/ 版本A3 页码第3共3页
操作说明
Feeder标记说明如下:
XX XX X
Paper:纸带Emboss:胶带
指料间距(如图)
指带宽(如图)
例如:8×4P/E表示该Feeder适用带Panasonic机带宽为8mm,间距为4mm胶或纸带卷装料。
三、程序设定检查
IPQC每班次参照《SMD机型设定程序一览表》对设定的程序进行检查,并记录在《SMT首件检查确
认清单》中。
四、抛料控制
操作员每小时查看一次抛料状况,将抛料率超过目标值(3‰)的站位记录在《贴片机抛料记录》(编号:EN-068)中,并立即通知工程技术人员处理。如同一吸嘴或同一站位连续3小时超出抛料率目标值,则通知拉长填写《制程异常联络单》,当判定为多个Feeder引起抛料高时,先拆除一站,更换OK Feeder记录站位,IPQC核对OK后方可处理下一站,机器抛出料件依据《SMT散料作业指导书》(编号:EN-WI-106)处理。
五、转班
转班停机先由上料员依Feeder表顺充核对站位物料,再由IPQC依Feeder表顺序进行核对。
注:散料是指经过拆卸、剪切、机器抛掉等原因造成的非原包装元件。
8×48×2 注:在生产中单个站位料贴装完,操作员换料可由炉前FQC核对。
物资编码规格数量位置设备/工具/辅料数量注意事项
Standard Operation Procedure
机型 通用 产品名称 工艺名称 SMT 受控状态 文件编号 IE-WI-88 工序
/
工位名称
印刷锡膏
标准工时
/
版 本
A2
页 码
第1共4页
操作说明
一、印刷前准备:1、工程技术人员调试印刷机2、确认印刷模板编号或顶针摆放位置3、确认钢网编号、4.确认锡膏型
号:5、确认PCB 班型号6、确认左右刮刀速度调节旋钮指示在“5”,气压是否为0.4-0.7Mpa ,并填入《印刷机点检表》(表格编号:EN-021)
二、锡膏的使用:
1.锡膏使用前先检查锡膏的有效期、锡膏型号、规格、使用时间应正确。
2.锡膏取出冰箱后,在温度20~30℃内解冻4小时以上,再用锡膏搅拌机搅拌4分钟后方可使用。使用 时需填写《锡膏使用时间记录》小票。(注:无铅锡膏取出冰箱后,在温度20-300C 内解冻3小时以上,再用锡膏搅拌机搅拌3分钟后方可使用)
3.锡膏启封后必须于12小时内使用,超过12小时,交给IPQC 确认。在特殊情况下(长时间关机,周末等),锡膏未用完,要放回冰箱(冷冻时间必须超过5小时),当生产线恢复生产时必须首先使用这些锡膏。每瓶锡膏只能重新冷冻一次,多次冰冻的必须报废。(注: 无铅钢网上的锡膏不能回收使用,必须报废)
印刷开始见下图操作流程:
物资编码
规 格
数量 位置 设备/工具/辅料 数量
注意事项
1、钢网使用参照《钢网型号一览表》。
2、锡膏使用参照《锡膏/红胶存储使用》标准作业指导书。
钢网 1
印刷机
1
Standard Operation Procedure
机型通用产品名称/ 工艺名称SMT 受控状态文件编号IE-WI-88 工序/ 工位名称印刷锡膏标准工时/ 版本A2 页码第2共4页
操作说明
4.锡膏板外露时间不可超过4小时。(注:无铅锡膏板外露时间不可超过2小时。)
5.锡膏搅拌后放置超过1小时未使用,使用前必须用搅拌刀重新搅拌2分钟(注:无铅1分钟)。
三、印刷机参数的设定:
左右刮刀的印刷速度设定为”5”(其他参数以工程师调整后所贴箭头标识为准)。
四、印刷机顶针模板与钢网的使用。
1.印刷机顶针摆放位置与PCB顶针模板孔对准。
2.钢网的型号、规格与PCB板的型号对应。
五、PCB板的使用:
1.PCB板投入使用前印刷员应检查PCB板丝印是否正确、PCB板有无氧化、破损、变形及绿油起泡等不
良,如有,则立即通知上级拉长处理。并在规定PCB位置用颜色笔写好公司代码日期。
2.用手(戴防静电手套)将PCB上的粉尘及异物擦拭干净。
3.开封后的PCB板应在4小时内用完,未用完的板加干燥剂后密封包装。
4.印刷锡膏时与印刷后放入机器PCB的方向参照各机型的放板方向图片。
5.正常印刷时不可出现堆板10块以上,轮班吃饭时印刷的板需要在20分钟内贴装完元件。
物资编码规格数量位置设备/工具/辅料数量注意事项
印刷机顶针模板 1
防静电手套若干
锡膏若干
Standard Operation Procedure
机型通用产品名称/ 工艺名称SMT 受控状态文件编号IE-WI-88 工序/ 工位名称印刷锡膏标准工时/ 版本A2 页码第3共4页
操作说明
六、锡膏的添加:
先将机器停止后再添加,第一次使用加入一瓶的约1/2(250g)左右,以后每印刷200PCS添加一次锡膏,每次
添加锡膏量以锡膏厚度达到150-220um由IPQC每隔2小时测试值为原则.每隔10分钟左右将刮刀外锡膏刮
到刮刀可行范围内,如图3所示。
七、印刷后PCB的检查:
1.检查印刷后PCB无漏印,连锡,断锡,偏移(超过焊盘宽度的1/4为不合格)等,并填写《锡膏印刷不
良记录表》编号EN-025。(重点检查内容:贴片元件、贴片IC位是否有少锡,断锡现象)。
2.每个焊盘锡膏覆盖率必须超过80%。
3. 凡交接班、更换机种或停机半小时印刷的第一片PCB须交给IPQC确认,待IPQC通知可以印刷后再连续
印刷10片给机器贴装以确认整个制程,若OK后接着印刷生产。
八、锡膏印刷不良PCB的清洗:参照< PCB清洗><文件编号IE-WI-42>
物资编码规格数量位置设备/工具/辅料数量注意事项
无尘纸若干
防静电手子套若干
Standard Operation Procedure
机型通用产品名称/ 工艺名称SMT 受控状态文件编号IE-WI-88 工序/ 工位名称印刷锡膏标准工时/ 版本A2 页码第4共4页
操作说明
、钢网的清洁:
1.清洁次数:
印刷10块板清洁钢网1次。(设定印刷机每刮10块板报警,以提醒清洁钢网时间。)
2.清洁方法:
2.1.清洁钢网时用无尘纸将上、下网孔各擦一遍。
2.2.发现网孔堵塞,用无尘纸加酒精从底部将网孔中的锡膏擦干净。
2.3.再用干净的无尘纸擦拭一次。
3.收钢网:
参照< SMT钢网清洗><文件编号IE-WI-38>
注:《锡膏印刷不良记录表》编号为EN-025
物资编码规格数量位置设备/工具/辅料数量注意事项
酒精若干
Standard Operation Procedure
机型通用产品名称/ 工艺名称SMT 受控状态文件编号IE-WI-93 工序/ 工位名称印刷红胶标准工时/ 版本A3 页码第1共2页
操作说明
印刷开始见下图操作流程:
一、印刷前准备:1、工程技术人员调试印刷机2、确认印刷模板编号或顶针摆放位置3、确认钢网编号、4.确认红胶型
号:5、确认PCB班型号6、确认左右刮刀速度调节旋钮指示在“5”,气压是否为0.4-0.7Mpa,并填入《印刷机点检
表》(表格编号:EN-021)
二、钢网与模板的使用
1.印刷机顶针摆放位置与PCB顶针模板孔对准。
2.钢网与模板的型号、规格与PCB板的型号对应。
三、红胶的使用:
1、红胶使用前先检查有效期、型号、规格、使用时间应正确。
2、红胶取出冰箱后,在温度20~30℃内解冻4小时以上,使用时需填写《红胶使用时间记录》小票。
3、红胶启封后12小时后,必须放于冰箱冷冻。在特殊情况下(长时间关机,周末等),未用完,要放
回冰箱(冷冻时间必须超过4小时),当生产时必须优先使用。
四、PCB板的使用:
1、PCB板投入使用前印刷员应检查PCB板丝印是否正确、PCB板有无氧化、破损、变形及绿油起泡等
不良,如有,则立即通知上级拉长处理。并在规定PCB位置用颜色笔写好公司代码日期。
2、检查板面有无碎屑,否则用干无尘纸清洁干净后方可使用。
3、开封后的PCB板应在4小时内用完,未用完的板加干燥剂后密封包装。
物资编码规格数量位置设备/工具/辅料数量注意事项
IR-200HI 红胶若干
拟制:周义兵审核:批准:
东莞市金众电子有限公司
标准作业指导书
Standard Operation Procedure
机型通用产品名称/ 工艺名称SMT 受控状态文件编号IE-WI-93 工序/ 工位名称印刷红胶标准工时/ 版本A3 页码第2共2页
操作说明
4、印刷红胶时与印刷后放入机器PCB的方向参照各机型的放板方向图片。
五、红胶的添加:
第一次使用加入70g左右红胶用量,以后每用去1/2添加一次红胶,但添加总量不应超过第一次添加量。(如图5)
六、印刷后PCB的检查:
检查印刷后PCB无漏印、移位、红胶量少、红胶上焊盘等,否则立即通知工程技术人员处理。
七、钢网的清洁:
1、次数:
印刷10块板清洁钢网1次,清洁钢网时用无尘纸将下网孔擦一遍。
2、收钢网:参照< SMT钢网清洗><文件编号IE-WI-38>
3、红胶使用参照《锡膏/红胶存储使用》标准作业指导书。
注:《红胶印刷不良记录表》编号为EN-035
图示
物资编码规格数量位置设备/工具/辅料数量注意事项
无尘纸若干
异丙醇若干
图5
拟制:周义兵
东莞市金众电子有限公司
标准作业指导书
Standard Operation Procedure
东莞市金众电子有限公司
Standard Operation Procedure
附表格样本:
拟制:周义兵审核:批准:
东莞市金众电子有限公司
标准作业指导书
Standard Operation Procedure
机型通用产品名称/ 工艺名称SMT 受控状态文件编号IE-WI-71