机械系统动力学报告 题目:电梯机械系统的动态特性分析 姓名: 专业: 学号:
电梯机械系统的动态特性分析 一、课题背景介绍 随着社会的快速发展,城市人口密度越来越大,高层建筑不断涌现,因此,现在对电梯的提出了更高的要求,随着科技的进步,在满足客观需求的基础上,电梯向着舒适性,高速,高效的方向发展。在电梯的发展过程中,安全性和功能性一直是电梯公司首要考虑的因素,其中舒适性也要包含在电梯的设计中,避免出现速度或者加速度出现突变,或者电梯运行过程中的振动引起人们的不适。因此,在电梯的设计过程中,对电梯进行动态特性分析是十分必要的。 二、在MATLAB中编程、绘图。 通过同组小伙伴的努力,已经得到了该系统的简化模型与运动方程。因此进行编程: 该系统的微分方程:[][][]{}[]Q x k x c x M= + ? ? ? ? ? ? + ? ? ? ? ? ?? ? ? ,其中矩阵[M]、 [C]、[K]、[Q]都已知。 该系统的微分方程是一个二阶一元微分方程,在MATLAB中,提供有求解常微分方程数值解的函数,其中在MATLAB中常用的求微分方程数值解的有7个:ode45,ode23,ode113,ode15s,ode23s,ode23t,ode23tb 。 ode是MATLAB专门用于解微分方程的功能函数。该求解器有变步长(variable-step)和定步长(fixed-step)两种类型。不同类型有着不同的求解器,其中ode45求解器属于变步长的一种,采用Runge-Kutta
算法;和他采用相同算法的变步长求解器还有ode23。 ode45表示采用四阶,五阶Runge-Kutta单步算法,截断误差为(Δx)^3。解决的是Nonstiff(非刚性)常微分方程。 ode45是解决数值解问题的首选方法,若长时间没结果,应该就是刚性的,可换用ode23试试。 Ode45函数调用形式如下:[T,Y]=ode45(odefun,tspan,y0) 相关参数介绍如下: 通过以上的了解,并对该微分方程进行变换与降阶,得出程序。MATLAB程序: (1)建立M函数文件来定义方程组如下: function dy=func(t,y) dy=zeros(10,1); dy(1)=y(2); dy(2)=1/1660*(-0.006*y(2)+0.003*y(4)-0.0006*y(10)-1.27*10^7*y(1)+1.27*10^7*y (3)+2.54*10^6*y(9)); dy(3)=y(4); dy(4)=1/1600*(+0.03*y(2)-0.007*y(4)+0.003*y(6)+1.27*10^7*y(1)-7.274*10^8*y(3 )+1.27*10^7*y(5)); dy(5)=y(6);
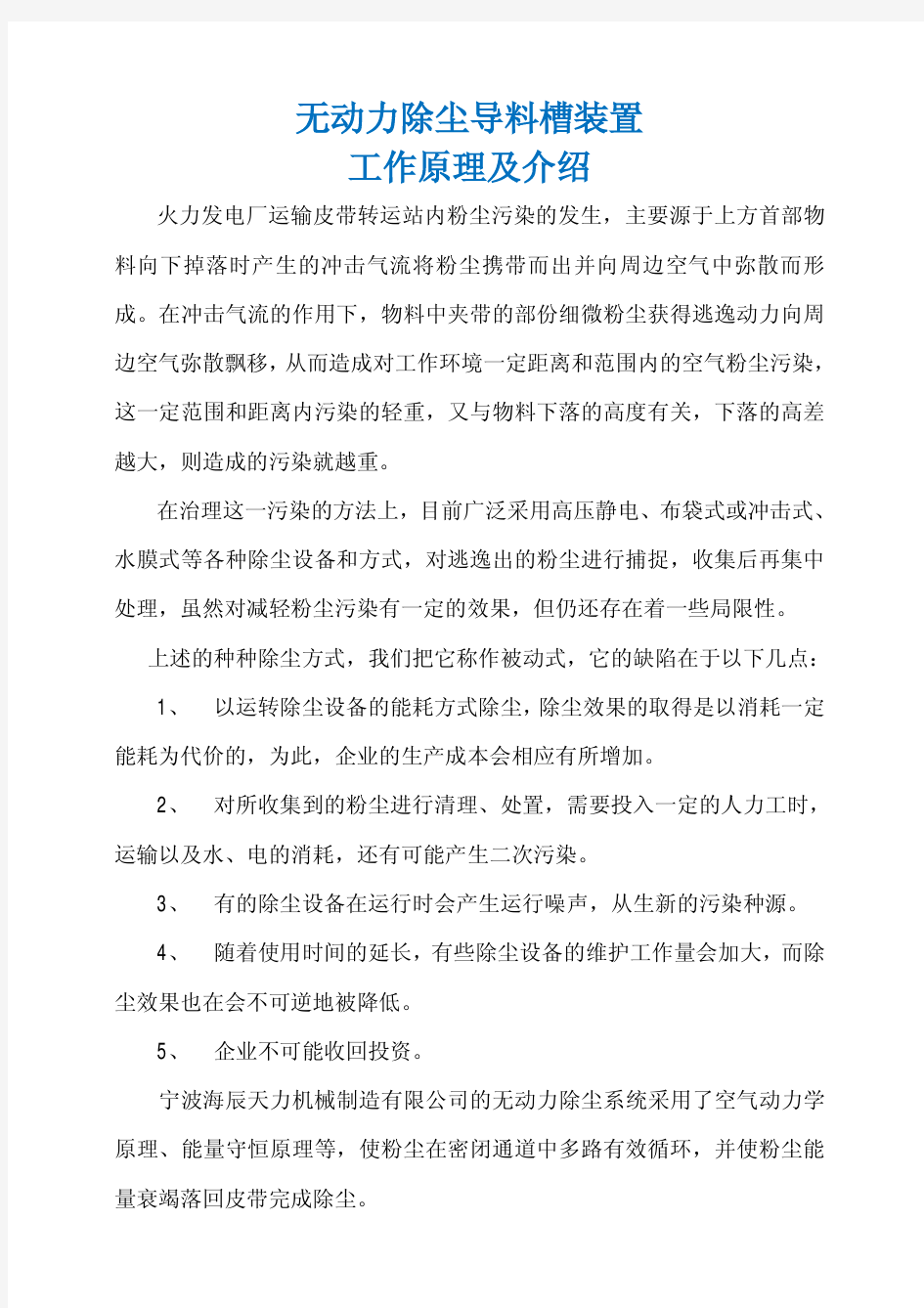
选冶工厂原料处理系统 , 传统的除尘工艺有湿法除尘和干法除尘。除尘器可分为两大类: ① 干式除尘器: 包括重力沉降室、惯性除尘器、电除尘器、布袋除尘器、旋风除尘器、无动力除尘器; ②湿式除尘器: 包括喷淋塔、冲击式除尘器、文丘里洗涤剂、泡沫除尘器和水膜除尘器等。为减少污水处理负担 , 常见的运用最多的是旋风分离器、静电除尘器与布袋除尘器。无动力(微动力 ) 除尘工艺 , 利用粉尘运动自身的动力无需外加动力或只有微动力 , 达到同样的除尘效果。昆钢龙山冶金熔剂矿破碎系统、云锡大屯选厂破碎系统、昆钢烧结厂转运站等 , 采用无动力或微动力除尘工艺 , 除尘效果好、运行费用低 , 比传统的布袋除尘工艺节省投资约20% , 大幅度地节约运行费用。操作环境粉尘浓度 < 6mg/m3, 达到国家规定的操作环境卫生标准。 1 无动力 (微动力)除尘方案简介无动力除尘技术属于干法除尘 , 主要运用于胶带运输机转运站除尘。主要组成部分有密封室、落料管、多功能除尘室、尘料分流装置、滤尘室、密封帘等。设备安装在运输机的头部和尾部 , 设备大小根据物料特性决定 , 一般如同胶带运输机的头罩、落料管和导料槽般大小。微动力除尘主要运用于破碎机、振动筛、圆振筛等设备除尘。主要组成部分有密封室、多功能除尘室、脉冲负压吸尘器 (~3kW) , 密封节等。除尘设备安装在破碎机、振动筛等设备的上部, 脉冲负压吸尘器过滤面积根据物料特性决定 , 直径为800~1500mm。除尘技术具有无占地、投资少、动力消耗小,维护量小 , 无须人工操作、无二次污染等优点。 1.1 除尘原理无动力除尘技术打破了传统的除尘原理, 运用空气动力学原理 , 采用压力平衡和闭环流通方式,最大限度降低物流导管内粉尘空气的压力 ,使之与外部空间压力趋于平衡。微动力除尘工艺 , 是在粉尘量大 , 粉尘运动动力不足的情况下 , 在无动力除尘工艺的基础上 , 局部增加小型布袋除尘器进行除尘。对于胶带运输机、振动筛等设备, 物料在跌落时产生大量负压气流,将空间密闭 , 使粉尘不能外溢设置一个回流口, 将气流引至物料的入口, 形成正压、负压的平衡空间。粉尘在负压气流的引导下, 在密闭空间内循环运动, 撞击应力板, 改变运动方向, 直线运动变为曲线运动 , 降低自身的势能 , 在重力作用下沉降下来 , 无须附加任何动力设施 , 称为无动力除尘。对于破碎机、振动筛、移动布料小车等设备, 粉尘量大, 负压气流小, 可就地添加小型布袋除尘器, 过滤面积为 40~80m2, 电机功率为115~310kW, 称为微动力除尘。密封槽的外形根据设备形状确定, 对于胶带运输机, 如同导料槽般大小, 根据物料的特性确定密封的方式, 固定设备采用过滤材料软连接方式与设备机座连接密封, 胶带运输机在运行方向采用胶条密封, 胶条的材质和数量根据物料的粒度、磨琢性等特性决定。 1.2 适用范围适用于物料破碎、筛分、转运系统的除尘。粉状、磨琢性小、可加湿的物料 , 可采用无动力除尘技术。块状、磨琢性大、不可加湿的物料 , 采用微动力除尘技术。 1.3 除尘工艺流程针对不同的除尘点的特性 , 设计不同的除尘工艺 , 保证除尘效率。 1.3.1 圆筒筛、破碎机、振动筛圆筒筛、破碎机、振动筛等设备采用微动力除尘。在圆筒筛 (破碎机、振动筛) 顶部设置密封室, 形成一个密封容器; 设置小型的脉冲负压吸尘器 (~3kW) , 捕集含尘气体 , 经净化后的气体达标排放 , 捕集下的粉尘经导流管送入碎焦皮带机密封室。除尘工艺流程为: 含尘气体→ 密封室→ 脉冲负压吸尘器→ 空气。 1.3.2 物料转运物料转运采用无动力除尘。物料从上段皮带通过物料导料槽落入下段皮带, 由物料流速所产生大量负压气流 , 反作用力使粉尘随气流产生“爆炸”点上扬 , 气流经多功能除尘室 , 箱内的空间增大 , 粉尘在箱内释放 , 气流撞击到对应的应力板 , 大颗粒粉尘在
炼钢除尘的技术要求 摘要:介绍了炼钢除尘需要的技术设备和流程;并谈到了以后钢铁的发展趋势 关键词:除尘环保环境污染 作者: 工作地点: 联系电话: STEEL-MAKING DUSTER SKILL REQUIRE Abstract:Introduces the steelmaking dust need of technology equipment and process and talked about the future development trend of steel hinge word: duster environmentalist pollution of the environment scribe: working place: relation phone: 我国转炉除尘现有技术、存在问题及发展方向 一、概述 我国现有600多座转炉,年产钢超过4亿吨,绝大多数转炉除尘采用湿法,是钢铁工业节能减排的薄弱环节。主要表现在以下几点: 1. 环保:部分的转炉达不到、或不能稳定达到排放控制标准100、50、或10毫克/立方米; 2. 节水:吨钢新水0.5立方米,全国年消耗新水~2亿立方米,年循环水量超过8000亿吨; 3. 节能:吨钢除尘电耗15度,全国年耗电60亿度,浪费严重; 4. 煤气净化和岗位卫生:回收煤气粉尘浓度标准是15毫克/立方米、岗位粉尘浓度标准是5毫克/立方米,一方面有的转炉达不到;能达到的往往能源消耗和浪费高; 5. 煤气回收利用:转炉煤气回收量平均仅50立方米/吨钢,只有国外、或国内先进水平的50%,并且放散多。与先进水平比,相当于全国每年少回收200亿立方米(相当于4亿吨动力煤); 6. 蒸汽回收利用:转炉平均吨钢回收蒸汽50千克/吨钢,只有国外、或国内的先进水平的50%,相当于全国每年少回收2000万吨蒸汽; 可见,研究转炉除尘的现有技术、弄清楚存在问题和原因、确定正确的改造和发展方向是有意义的。 二、现有技术 经过几十年的发展,如今我国转炉除尘现有技术有:
工程机械动力传动系统的优化配置 摘要:机械动力传动系统的优化配置是改善机械性能和提高燃油经济性的重要手段。对动力传动系统进行优化配置,其技术经济效果显著。本文结合笔者多年工程机械教学经验,重点研究了改善工程机械的动力性能和燃料经济性。 关键词:工程机械动力传动优化 动力传动系统是工程机械的重要组成部分,它决定了整机的动力性能、作业性能、行驶性能和经济性等重要参数。工程机械不仅需要良好的机动性能,而且需要较高的作业率。特别是工程机械的动力传动系统比较复杂,有的机械需要边行驶、边作业,如装载机等;有的机械的作业装置具有多种作业机构,如:挖壕挖坑机的作业装置有铣刀和抛土器等。获取工程机械传动系统的载荷谱,才能得到合理、高效的动力传动系统功率。 一、采用新型装置组成传动系统 工作现场实践证明,采用微粒捕集器可以有效控制发动机工作过程中烟尘微粒的排放。特别是对于速度较低和中等以下载荷的工程机械,当所选微粒捕集器的负载参数选为 K54时,可以降低NO和CO的排放量,在一定程度上提高发
动机的功率,降低油耗,改善发动机的动力性能和经济性。 近年来国内外开发了一种成套高效传动装置(如德国的“ZF-EFFI”型),它包括主变速器、辅助变速器、轮边减速器、前桥、后桥、快速圆盘制动器和离合器等,同时装有停机待装管理系统。该系统可以在等待作业时处于睡眠状态,使之节能减耗。整个系统采用先进的信息化、数字化技术,配有智能化控制模块,种智能化控制模块是提高动力传动系统效率和节能降耗的核心技术。它能根据液力偶合器或变矩器的实时工况,控制变速器的相应工作,进而通过超越离合器装置控制发动机的转速,使发动机始终处于高效工况区段内,充分有效地利用发动机功率,从而达到降耗减排、经济运行的要求。 这套传动装置可代替工程机械的常规传动系统。在同等工作条件下完成相同的作业量,发动机的油耗可减少5%-20%,排放的污染物可减少10%-15%,设备生产效率可提高35%-40%;而且操作简便舒适,工作可靠性较高,使用寿命较长。 二、配置高效可靠的冷却系统 (一)采用自控系统控制温度 工程机械的载荷是不断变化的,因而工作油温也不断变化;通常情况下,工作油温在40-60℃范围内比较合适。传统的冷却系统,其风扇多为恒速运转,不能按照油温变化随
无动力除尘技术——全封闭滑板式自降尘装置简介在各种皮带机输送系统中,设置有落料点,极易产生大量冲击粉尘。目前的除尘方式大多是采用专用的负压除尘器,不仅耗能大、维护费用高,有的还需单独设置除尘间。辽宁汇德输送设备制造有限公司自行研制的全封闭自降尘装置,采用先进的无动力除尘理念,集自降尘、防洒煤、防皮带跑偏功能于一身,专门针对输送系统落料点设计,彻底摆脱作业空间粉尘污染问题。 1、设备结构 全封闭自降尘装置主要由三部分组成,即滑板式封闭导料槽、压力平衡系统及智能监控系统。 滑板式封闭导料槽由缓冲、检测、净化三个隔离区域组成;压力平衡系统由负压回流管及集流器组成;智能检测控制系统由粉尘检测器、皮带运行状态监测器、智能控制箱组成。 ⑴全封闭导料槽的结构:
⑵自降尘装置结构图:
2、全封闭自降尘装置工作原理: 该装置的负压回流管具有消除运行中气流正压的作用,按落差高度和落料管数量确定位置及数量后,使落料管和落料点导流槽的压力平衡,有效消除煤流下落时的诱导风量,并在涡流的作用下增加煤尘颗粒的碰撞机会,使封尘颗粒的动能转变为势能落到输煤皮带上,实现无动力除尘的目的。设在导料槽上各隔离区的多道挡尘帘,将通过
的粉尘吸附在胶条上并抖落在皮带上,从而加强了无动力自降尘的作用。同时事先设定的粉尘测试装置及自动雾化装置,将根据粉尘的浓度自动喷雾使煤尘和水分子相互粘附而被档尘帘扑捉,进一步达到对干燥粉尘的除尘效果。 3、技术优势 全封闭自降尘装置与其它类型除尘器主要区别: 3.1滑板式密封导料槽取消侧托辊改用超高分子量聚乙烯滑板代替,使皮带得到连续支撑,运行中不会出现因凸凹不平而产生的漏粉通道。由于保留的底部水平托辊承担了物料的大部分重量,使侧面皮带与滑板之间即减少了摩擦力又起到密封的作用,为无动力除尘打下坚实的基础。 3.2全封闭滑板式导料槽采用复合式防溢裙板,与超高分子量聚乙烯滑板结合形成的特殊结构,将皮带夹在中间,从而有效阻止煤粉泄漏。 3.3智能粉尘监控装置采用光电非接触方式检测导料槽内粉尘浓度。该检测装置与检测物料干湿等接触型检测方式相比,具有检测准确、运行可靠、使用寿命长、维护量小的特点。 3.4全封闭自降尘装置整体使用寿命超过20年,零部件更换周期超过3-5年。 3.5全封闭自降尘装置采用的滑板式密封导料槽的结构及功能有效的限制了皮带的跑偏及洒料,大大减少工作人员的检修维护量,避免了沿机洒煤现象,极大减少了物料损失。
王家岭发电厂5#、6#皮带综合粉尘治理微动力除尘装置+干雾抑尘装置 技 术 方 案 丹东市利洁环保除尘新技术有限责任公司 2018年5月
目录 一概况....................................................................................................................................................... 二单位简介................................................................................................................................................... 三除尘方案设计........................................................................................................................................... 四除尘器工作原理..................................................................................................................................... 五、除尘工艺............................................................................................................................................... 六、除尘装置组成....................................................................................................................................... 七、无动力与微动力除尘装置相结合的特点 ............................................................................................. 八、具体工程方案......................................................................................................................................... 九、除尘设备安装....................................................................................................................................... 十、公辅设施............................................................................................................................................... 十一、项目实施后达到的目标 ..................................................................................................................... 十二、工程进度............................................................................................................................................. 十三、售后服务............................................................................................................................................. 十四、设备报价.............................................................................................................................................
无(微)动力除尘技术 昆明冶金研究院 主要完成人 瞿仁静邹巍杨红英胡娟
目录 1引言........................................................ 2.研究的总体思路.............................................. 3.无(微)动力除尘技术的含义.................................. 4.适用领域.................................................... 5.背景技术.................................................... 6.除尘原理.................................................... 7.除尘工艺流程................................................ 7.1无动力除尘工艺........................................... 7.2微动力除尘工艺........................................... 8.除尘设备.................................................... 9.无动力除尘技术内容.......................................... 10.技术特点................................................... 11技术难点................................................... 12设备技术参数............................................... 13.除尘后达到的效果........................................... 14.项目应用推广情况...........................................
附件一: 炼钢厂除尘系统改造 招 标 技 术 要 求 XXXX钢铁有限责任公司炼钢厂
2018年4月 目录 第一章:工程概况 (3) 1.1简介 (3) 1.2改造原因 (3) 1.3改造目标 (4) 第二章:设计要求 (4) 2.1设计范围 (4) 2.2设计原则 (4) 2.3设计依据 (5) 第三章:除尘系统设计 (5) 3.1除尘点风量设计 (6) 3.2系统除尘点分布及风量分配 (6) 3.3新增除尘系统设计参数 (7) 3.4新增除尘系统风机、电机、变频器选型 (8) 3.5系统管网设计 (8) 3.6 其他 (9) 第四章:除尘点捕集罩的描述 (10) 第五章:电气及自动化 (10) 第六章:双方责任、质量及功能考核、其它 (11) 6.1责任分界 (11) 6.2系统功能保证值 (12) 6.3其他 (12)
第一章:工程概况 1.1简介 ?主要设备 1座600t混铁炉,2座50t顶底复吹转炉(实际出钢量55吨),2台连铸机共9机 9流(其中1#机:4机4流、2#机:5机5流),3台布袋除尘设备(其中1#、2#转炉二 次除尘各1台、混铁炉除尘和倒罐站共用1台)。除尘设备具体参数见下表 ?运行周期 转炉冶炼周期约25分钟,具体模式见下表 混铁炉运行周期约10.5分钟(48吨/包),具体模式见下表 1.2改造原因 1、当转炉兑铁阶段,特别是在高节奏生产或加入含有碳氢化合物杂质的低质废钢时,二次烟气捕集罩不能瞬间捕集此部分烟尘;另外,当转炉兑铁结束时,剩余在铁水包内 的铁水将进行新一轮的氧化反应,而转炉二次除尘却无法捕集到这部分烟气。因此,需 要增加三次除尘和优化二次除尘设备。 2、混铁炉本体设计不合理,野风大,再加上转炉冶炼节奏快,混铁炉出铁只能用行 车吊着铁水包出铁,导致混铁炉进出铁时烟气捕集困难,除尘效果差,现只用屋顶除尘。因此,需对混铁炉除尘进行改造。 3、氧枪口、吹氩工位、钢包热修包工位、钢包冷修包工位、中间包打包倾翻工位、 中间包修砌工位、合金下料系统、七楼卸料系统、废钢切割工位、连铸火焰切割等均会 产生大量的烟尘,目前我厂未设除尘设施,不符合国家环保要求。因此,需新增除尘设备。
机械动力学发展方向 随着高速、轻质机器人、航天器、车辆等复杂机械系统的高性能、高精度设计要求,对机械系统的精确、实时、有效的运动预测和控制已成为目前机械系统动力学领域的研究热点和难点。在兵器、机器人、航空、航天、机械等国防和国民经济建设中,诸如发射系统、飞行器、机械手、民用机械等大量的机械系统均可归结为以各种方式相连接的多个刚体和弹性体组成的多体系统。多体系统动力学是研究上述复杂机械系统动态特性最行之有效的方法,已成为现代力学的重要发展支流。近代机械发展的一个显著特点是,自动调节和控制装置日益成为机械不可缺少的组成部分。机械动力学的研究对象已扩展到包括不同特性的动力机和控制调节装置在内的整个机械系统,控制理论已渗入到机械动力学的研究领域。 1. 基于多体系统动力学理论开发的热点: (1)柔性多体系统动力学建模 近40 年来,国内外专家学者不断创造性地提出和改进各种多体系统动力学方法。依据不同的动力学原理(方法),柔性多体系统动力学建模主要基于两类基本方法:矢量力学方法和分析力学方法。 Newton/Euler(N/E)方法是典型的矢量力学方法,其特点是对每个物体做隔离分析,物理意义明确,刻划了系统完整的受力关系,是目前动力学实时分析控制的主要手段。 分析力学方法主要包括由d'Alembert原理(或Jourdain原理)出发导出的Lagrange 方法及由Gauss 极小值原理出发导出的LiLov方法等,主要以Lagrange 方法为代表,其特点是将系统作为整体考虑,在建模过程中不出现约束反力,列写运动微分方程方法规格化,方程数目最少,所得方程为常微分方程,处理的是标量,但推导过程繁冗,所得方程很长。 (2)三维可视化仿真。 机械系统动力学三维可视化仿真是机械系统动力学研究的另一热点问题。上世纪80 年代以来,基于多体系统动力学理论,开发出了许多著名的多体系统商业可视化软件包,比较知名的有ADAMS,DADS,MADYMO 等,为工程技术领域提供强有力的计算机辅助分析的工具[7, 8]。随着多体系统理论和仿真算法的不断发展,这些软件的分析功能在不断增强,版本也在不断升级,也逐渐可以同有限元技术在大型结构分析中的应用相媲美。国内一些大学的力学系和机械系于十多年前就开始跟踪国际前沿的研究,在基础理论和方法上取得了许多重要的进展和成果。但较之国外,在应用和软件的产业化方面还存在很大的差距,而这正是我国当前所急需的 2. 机械动力学的未来趋势 未来机械系统动力学发展的重点将会在以下方面[3]:柔性多体系统的力学响应与其他类型的物理场(如:电、热、磁和流体向量场)耦合求解、柔性多体系统控制与逆动力学设计、柔性多体系统动力学数值求解策略改进。
动力定位(D P)系统简 介
动力定位(DP)系统简介 作者:王卫卫 来源:《广东造船》2014年第01期 摘要:随着海洋工程项目的蓬勃发展,动力定位系统(简称DP系统)的应用已越来越广泛。本文对DP系统等级、工作原理以及根据船级社不同入级符号的设备配置等作了简单的介绍,希望能够对大家以后的开发设计及生产有所帮助。 关键词:DP;入级符号;特点;工作原理 中图分类号:P751文献标识码:A Investigation of Dynamic Positioning System WANG Weiwei ( Guangzhou Shipyard International Co., Ltd. Guangzhou 510382 ) Abstract: The application of Dynamic Positioning System (DP system) is more and more popular because of development of ocean project. The article introduce the level of DP system, work principle, the requirement of equipment according to different DP notations. I hope it is helpful to exploder, design and production in the future. Key words: DP;Classification notation;characteristic;work principle 1前言 动力定位系统(Dynamic Positioning System)简称DP系统,是从上个世纪70年代逐渐发展起来的,并逐步由浅水海域向深水海域发展,应用于各种海洋工程、海上科考、水下工程等领域。随着船舶自动化程度越来越高,DP系统的定位能力以及自动化程度也越来越高,而以上各类领域的工程项目也越来越离不开带有DP系统的海上钻井平台和船舶。本文简要介绍DP系统的工作原理,以及根据船级社不同入级符号对DP系统的等级和不同等级下设备的配置。 2DP系统工作原理 IMO给出的DP船舶定义为:仅靠推力器的推力作用能够自动保持船舶位置(固定位置或者预定航迹)的船舶。 DP系统的工作原理:由于海上海浪、风速、风向的影响,船舶或者平台在海上必然会产生移动,DP系统就是利用计算机软件对采集到的周围的环境因素如水流、风速、风向、海浪等,根据位置参照系统(GPS、罗经等)进行汇总计算后不断控制调整船舶或者平台上的各个推力器的大小和方向,从而使得船舶或者平台保持事先设定的位置。
太原理工大学研究生试题 姓名: 学号: 专业班级: 机械工程2014级 课程名称: 《机械系统动力学》 考试时间: 120分钟 考试日期: 题号 一 二 三 四 五 六 七 八 总分 分数 1 圆柱型仪表悬浮在液体中,如图1所示。仪表质量为m ,液体的比重为ρ,液体的粘性阻尼系数为r ,试导出仪表在液体中竖直方向自由振动方程式,并求固有频率。(10分) 2 系统如图2所示,试计算系统微幅摆动的固有频率,假定OA 是均质刚性杆,质量为m 。(10分) 3 图3所示的悬臂梁,单位长度质量为ρ,试用雷利法计算横向振动的周期。假定梁的 变形曲线为?? ? ?? -=x L y y M 2cos 1π(y M 为自由端的挠度)。(10分) 4 如图4所示的系统,试推导质量m 微幅振动的方程式并求解θ(t)。(10分) 5 一简支梁如图5所示,在跨中央有重量W 为4900N 电机,在W 的作用下,梁的静挠度δst=,粘性阻尼使自由振动10周后振幅减小为初始值的一半,电机n=600rpm 时,转子不平衡质量产生的离心惯性力Q=1960N ,梁的分布质量略去不计,试求系统稳态受迫振动的振幅。(15分) 6 如图6所示的扭转摆,弹簧杆的刚度系数为K ,圆盘的转动惯量为J ,试求系统的固有频率。(15分) 7如图7一提升机,通过刚度系数m N K /1057823?=的钢丝绳和天轮(定滑轮)提升货载。货载重量N W 147000=,以s m v /025.0=的速度等速下降。求提升机突然制动时的钢丝绳最大张力。(15分) 8某振动系统如图8所示,试用拉个朗日法写出动能、势能和能量散失函数。(15分) 太原理工大学研究生试题纸
煤矿新型除尘系统关键技术与创新点研究 摘要:随着社会经济和科学技术的发展,煤炭行业中的机械化普及程度越来越高。然而随之带来的粉尘浓度问题也是越来越严重。本文结合过往经验及实际情况,对煤矿中的除尘系统进行研究和分析,以供参考。 关键词:煤矿;除尘系统;关键技术;创新点 煤矿的粉尘问题是长久以来一直都存在的问题,因煤炭行业的特殊性,粉尘 无法从根本上消除干净,对周边环境和工人的身心健康造成了严重威胁。根据国 家相关部门对粉尘及硫化物总量的控制要求,为了降低煤炭生产过程中的粉尘污染,给职工提供一个良好的工作生活环境,有必要对现有的除尘系统进行改造和 升级,最大化降低粉尘污染带来的严重后果。 一、当前煤炭企业除尘现状 有关于如何有效地降低粉尘浓度,国内外的煤炭企业及相关专家进行了多方 面的研究和分析,从电力学、电磁学等多方面入手,力图研究出一种简洁高效的 除尘技术。比如煤炭科学研究总院重庆分院发明的声波雾化降尘技术,该技术利 用凝聚声波、雾化空气的原理,提高尘粒与尘粒之间、雾粒与尘粒之间的凝聚效率,达到提高降尘效率的目的。该技术雾化效果好,耗水量低且雾粒密度大,并 且能够二次雾化,提高凝聚效果。 经实践验证,该技术在风压为0.3-0.6mpa,耗水量小于1m3/min,雾粒平均 粒径<30um,对呼吸性粉尘降尘率>74%,总降尘率>88%。再比如磁化水降尘 技术,该技术是在静磁学和共振磁学理论基础上发展而来的,水在经过磁化处理 后结构和性质会发生短暂的变化,其黏度降低,晶构变小,会使水珠变小,有利 于提高水的雾化程度,增加与粉尘接触的机会,提高降尘效率,该技术的降尘设 备安装简单、性能可靠且成本比较低,一次投入长期有效,降尘效率明显高于其 它物理化学方法,现场测试表明磁化水相比普通水源的降尘率可以达到282%。 另外还有预荷电高效喷雾技术,该技术也就是我们通常所说的荷电水雾技术,这 种技术相对来说比较复杂一些,它对呼吸性粉尘的降尘效果是随着水雾荷质比的 提高而现行上升的,最高可以达到75.7%,制约该技术发展的瓶颈是需要研究出 耗水量小、雾化效果显著、雾粒密度大且水雾能够携带足够多的电荷的电介喷嘴,目前经过发展已经形成了五种电介喷嘴,可以满足不同尘源特点的不同需求。实 验室降尘实验表明,在水压0.7-2.0mpa下电介喷嘴进行荷电喷雾,呼吸粉尘的降 尘率可以达到60%以上。 上述这些都是目前对于降尘研究的一些基础性应用。从国外的降尘技术和手 段来看,目前在德国的煤炭行业中多使用袋式除尘器,该机器除尘效果较好但体 积较大,在我国目前现有的煤矿条件下难以广泛应用,但可以作为一种发展方向 去研究。荷兰使用的是uo系列除尘器,该机器的除尘效果可以达到惊人的99.3%以上,脱水率更是可以达到98%以上,但该机器的工作阻力非常大且体积也比较大,同样不适用于我国煤矿行业现有的技术环境。在南非那边使用射流扇风机、 喷水器和除尘器等综合防尘系统,除尘率也能达到97%左右。 目前煤炭行业中常用的除尘设备,有袋式除尘器、文丘里除尘器以及静电除 尘器等,但这些设备体积较大且造价较高,都属于有动力装置,没办法在煤炭行 业得到广泛应用。最常见的还是喷雾降尘,但该法耗水量大,除尘效果差且会导 致现场泥泞不堪,影响工作效率[1]。 二、新型除尘技术的研究和应用
一、钢铁厂用除尘器除尘系统流程及主要技术参数 1.1除尘系统流程 钢铁厂炼钢电炉除尘器采用炉内排烟和炉外排烟相结合的排烟方式,净化更加彻底。炉外排烟由密闭罩和屋顶罩组成,两者可互换使用,加料、出钢过程中主要使用屋顶罩,冶炼过程中则主要使用大密闭罩。 钢铁厂炼钢电炉除尘的除尘系统主要由排烟装置、水冷密排管、强制吹风冷却器、内排烟风机、埋刮板输送机、斗式提升机、储灰仓、主排烟风机、消声器等几部分组成,结构合理,性能稳定。 二、钢铁厂除尘设备的介绍 1、特点 目前国内处理电炉烟尘一般都采用钢铁厂炼钢电炉除尘器,通明除尘根据电炉烟尘细且粘的特点,为了保证袋式除尘器在适当的阻力水平下正常工作,要求袋式除尘器应具有较强的清灰能力,选用LCM长袋低压大型脉冲袋式除尘器。该种设备已在电炉炼钢、高炉喷煤、烧结、耐火、碳黑、水泥等行业中广泛应用,取得了良好效果。其主要特点如下: (1)清灰能力非常强。其清灰强度达到60~200g,是机械振打袋式除尘器的几倍甚至几十倍,对细而粘的粉尘,也能获得良好的清灰效果。 (2)过滤负荷较高,过滤风速高达1.5m/min。 (3)滤袋可长达6m,是传统脉冲袋式除尘器的2~3倍,占地面积更小。 (4)喷吹装置配备了“双薄膜片快速脉冲阀”,启闭迅速,阻力更小,能
以较低的喷吹压力获得更强的清灰能力。 (5)维修工作量更小。 (6)更换和安装滤袋方便。由于滤袋靠缝在袋口的弹性涨圈嵌在花板上,因而不需绑扎,也不需螺栓等联接件紧固,换袋时在花板以上的净气侧进行,人与尘袋接触短暂,大大减轻了换袋时操作人员的劳动强度。 (7)配备了通明除尘设备有限公司研制的TM系列脉冲控制仪。可靠性高、功能齐全,对供电电压波动、环境温度变化、粉尘影响等因素的抗干扰能力强,已在多座电炉除尘系统中应用,至今工作正常。 2、主体结构 (1)除尘器划分为24个仓室,布置成两列,中间为进风和出风总风道。仓室之间有隔板严密分隔,以实现离线清灰。 (2)各仓室进风口与滤袋之间设挡风板,在箱体内部取上进风方式。 (3)各仓室进口设手动蝶阀,出口设气动停风阀。可实现离线清灰以及除尘器在不停机状态下实现单个仓室的检修和每个仓室的风量分配。 (4)每个仓室设216条滤袋,滤袋尺寸为120mm×6000mm。24个仓室共计5184条,总过滤面积为11716m2。 (5)滤袋框架采用八角星形断面,与圆形断面相比,可增强清灰效果,减少滤袋与框架之间的磨损,有助于延长滤袋寿命,便于滤袋框架的抽出与插入。 (6)滤袋材质选用涤纶针刺毡。 (7)采用停风脉冲清灰方式,每仓室设一套喷吹装置,喷吹管与脉冲阀出口采取插接方式便于拆装。喷吹管上喷嘴具有不同的孔径,使喷吹时进入滤袋的气量均匀。 (8)电磁脉冲阀为TMF直通式电磁脉冲阀,其压力输出口为双扭线结构。 (9)上箱体顶部设有落水坡度(20:1)和落水槽,以防止顶盖积水。 (10)每个仓室设一个灰斗,设有一台仓壁振动器和一个人孔门。 (11)灰斗下口设有手动插板阀和星形卸灰阀,前者供检修星型卸料器时用。 (12)每个仓室设有一个“U”型压力计,以观察各仓室滤袋两端的阻力。 3、除尘器的控制 除尘器的控制采用泊头市通明除尘设备有限公司研制的PLC脉冲控制柜。 3.1 控制内容 控制内容包括:袋式除尘器清灰控制;监测和显示除尘器进出口压差,超限报警;监测和显示除尘器进出口烟气温度,超限报警;停风阀阀位监视,故障报警;清灰周期显示;清灰时脉冲阀阀号及停风阀阀号显示。 3.2 控制方式 在除尘器进、出口总管上的压力变送器连续监测除尘器进出口总压差。当总压差值达到设定值(1800Pa)时,电脑控制系统启动清灰程序,除尘器喷吹系统开始工作。清灰控制方式有定时、定压差和单仓清灰三种,正常生产时,选择定压差方式,在设备检修阶段,可选择定时或单仓清灰方式。 停风阀设手动、自动两种控制方式,自动控制由电脑控制,手动控制可在控制面板上操作,也可在现场操作箱上操作。 控制柜面板上设有检修仓选择开关及指示灯,当除尘器某一仓室需检修时,闭合该仓的检修开关,该仓自动退出清灰程序,待检修完毕后切断检修开关,该仓恢复自动运行。
输煤系统 复合式无动力除尘器产品介绍
前言 ?采用改进的复合式无动力除尘装置,重要的是能使粉尘达到输煤系统规范要求;?利于节约能源降低消耗; ?利于改善工作环境; ?利于安全文明生产; ?利于企业形象并获得良好的社会效应!
复合式无动力产品的提出 ?传统输煤系统传送带落料处采用的是普通导料槽加引风装置,这样可以将物料传送产生的粉尘引走后再采用布袋、静电、水浴等形式来控制粉尘。 ?大连宝源科建电力设备制造有限公司生产的复合式无动力除尘器彻底改变了这种情况。复合式无动力产品运用空气动力学原理实现了自降尘,真正实现了无动力和零排放。无动力系统无需引风机大大节省了电能,减少了设备数量和安装空间、无水浴实现了污水、污泥零排放;比较布袋式除尘耗材等大大减少。
产品基本原理 ?来自皮带运输差点(转运站)上游的物料在下落过程中与皮带撞击产生了大量的粉尘空气,同时在物料下落冲击压力作用下,使降尘室的底部和上部之间产生了使用粉尘空间可以流动的压差。在煤流管上部的气压为负压(降尘室尾部),在煤流管下部的气压为正压(降尘室首部),因此正压粉尘空气通过降尘室实现风粉分离后,分离的风返回到煤流导管颈部补充上部负压气源,而粉尘则落回皮带上。探测器将皮带煤料上的粉尘及煤的表面湿度转化为数字信号,传递到智能控制器,控制雾化系统实现水雾覆盖,最后使浮尘降落在物料上,传送到下一段皮带,实现了空气粉尘的闭路循环。 ?自动化检测控制系统 ?首先检测燃煤表面水分,将传感器安装在输煤皮带运行架上,使用传感器探头直接触到皮带的燃煤上,采集信号传送自动化控制系统,经模拟表面水分数字转换,待确定干度指数超标后控制系统发出执行信号并接通电源,电磁阀开启给水(皮带在运行状态)。 ?粉尘空气循环系统 ?由于燃煤转运从上而下落料时,煤流导管和封闭扣槽内产生大量冲击粉尘空气。运用空气动力学原理,使燃煤下落时粉尘空气和燃煤分流运行。因此正压粉尘空气通过降尘室连通返回煤流管颈部补充上部负压气源,从而达到了粉尘空气在抑制、缓解、捕集装置系统和煤流管内来复式循环降尘处理。 ?全封闭系统 ?导料槽采用滑板式(无侧滚),使输煤皮带两侧运行平直,在导料槽底部与运动皮带间安装了滑动密封装置,它有效的阻止了粉尘在皮带两侧外溢。在导料槽出口及导料槽中安装了多级具有挡尘作用的软帘,使飞溅的粉尘被挡尘帘隔阻,从而实现了对导料槽的全封闭作用。
RULES FOR CLASSIFICATION OF D ET N ORSK E V ERITAS Veritasveien 1, NO-1322 H?vik, Norway Tel.: +47 67 57 99 00 Fax: +47 67 57 99 11SHIPS NEWBUILDINGS SPECIAL EQUIPMENT AND SYSTEMS ADDITIONAL CLASS PART 6 CHAPTER 7 DYNAMIC POSITIONING SYSTEMS JANUARY 2004 This booklet includes the relevant amendments and corrections shown in the July 2007 version of Pt.0 Ch.1 Sec.3. CONTENTS PAGE Sec.1General Requirements (5) Sec.2General Arrangement (11) Sec.3Control System (15) Sec.4Thruster Systems (18) Sec.5Power Systems (19) Sec.6Environmental Regularity Numbers (21)
CHANGES IN THE RULES Comments to the rules may be sent by e-mail to rules@https://www.doczj.com/doc/a513955870.html, For subscription orders or information about subscription terms, please use distribution@https://www.doczj.com/doc/a513955870.html, Comprehensive information about DNV and the Society's services is found at the Web site https://www.doczj.com/doc/a513955870.html, ? Det Norske Veritas Computer Typesetting (FM+SGML) by Det Norske Veritas Printed in Norway If any person suffers loss or damage which is proved to have been caused by any negligent act or omission of Det Norske Veritas, then Det Norske Veritas shall pay compensation to such person for his proved direct loss or damage. However, the compensation shall not exceed an amount equal to ten times the fee charged for the service in question, provided that the maximum compen-sation shall never exceed USD 2 million. In this provision "Det Norske Veritas" shall mean the Foundation Det Norske Veritas as well as all its subsidiaries, directors, officers, employees, agents and any other acting on behalf of Det Norske Veritas. General. The present edition of the rules includes additions and amendments decided by the board in November 2003, and supersedes the January 2003 edition of the same chapter. The rule changes come into force on 1 July 2004. This chapter is valid until superseded by a revised chapter. Supple-ments will not be issued except for an updated list of minor amend-ments and corrections presented in Pt.0 Ch.1 Sec.3. Pt.0 Ch.1 is normally revised in January and July each year. Revised chapters will be forwarded to all subscribers to the rules.Buyers of reprints are advised to check the updated list of rule chap-ters printed Pt.0 Ch.1 Sec.1 to ensure that the chapter is current. Main changes —Steering gears shall be designed for continuous operation when they form part of the DP-system. Testing requirements to steer-ing gear shall also be specified. —The specific requirement for certification of UPS used for DP control systems is removed. Certification of UPSs now shall fol-low main class requirements in Pt.4 Ch.8 Electrical Systems.—Requirement for certification of the independent joystick system required for notations DYNPOS-AUT , DYNPOS-AUTR and DYNPOS-AUTRO introduced. —The new rules give opening for one of the three gyros required for notation DYNPOS-AUTR and DYNPOS-AUTRO to be re-placed by a heading device based upon another principle, as long as this heading device is type approved as a THD (Transmitting Heading Device) as specified in IMO Res. MSC.116 (73). — The possibility for letting the independent joystick system use the same redundant network as the DP control system is re-moved. In the new rules the independent joystick system may share the communication link with the manual control, but not with the DP-control system. —More specific requirements to the effect of failures in the inde-pendent joystick control system. —Power supply for the independent joystick system is now re-quired to be independent of the DP control system UPSs. —The input power supply to the redundant UPSs is now required derived from different sides of the main switchboard. — Specification of power supply arrangement for position reference systems (PRS). The requirement is now that the power supply shall be in line with the overall redundancy requirements. PRSs shall still be powered from UPS. —The requirement for full separation between fuel oil systems de-signed with redundancy for notation DYNPOS-AUTR is clari-fied. —The new rules require FMEAs for Power Management Systems.— Requirement for DP-Control centre arrangement and layout doc-umentation is introduced. Corrections and Clarifications In addition to the above stated rule requirements, a number of correc-tions and clarifications have been made in the existing rule text.