石油萘装置改扩建项目储罐安装工程焊接工艺指导书
编制:
审核:
批准:
江苏启安建设集团石化安装有限公司
2010年5月8日
江苏启安建设集团
石化安装有限公司
焊接工艺指导书
焊接工艺指导书编号:QAP-26
焊接工艺评定报告编号: QA-26
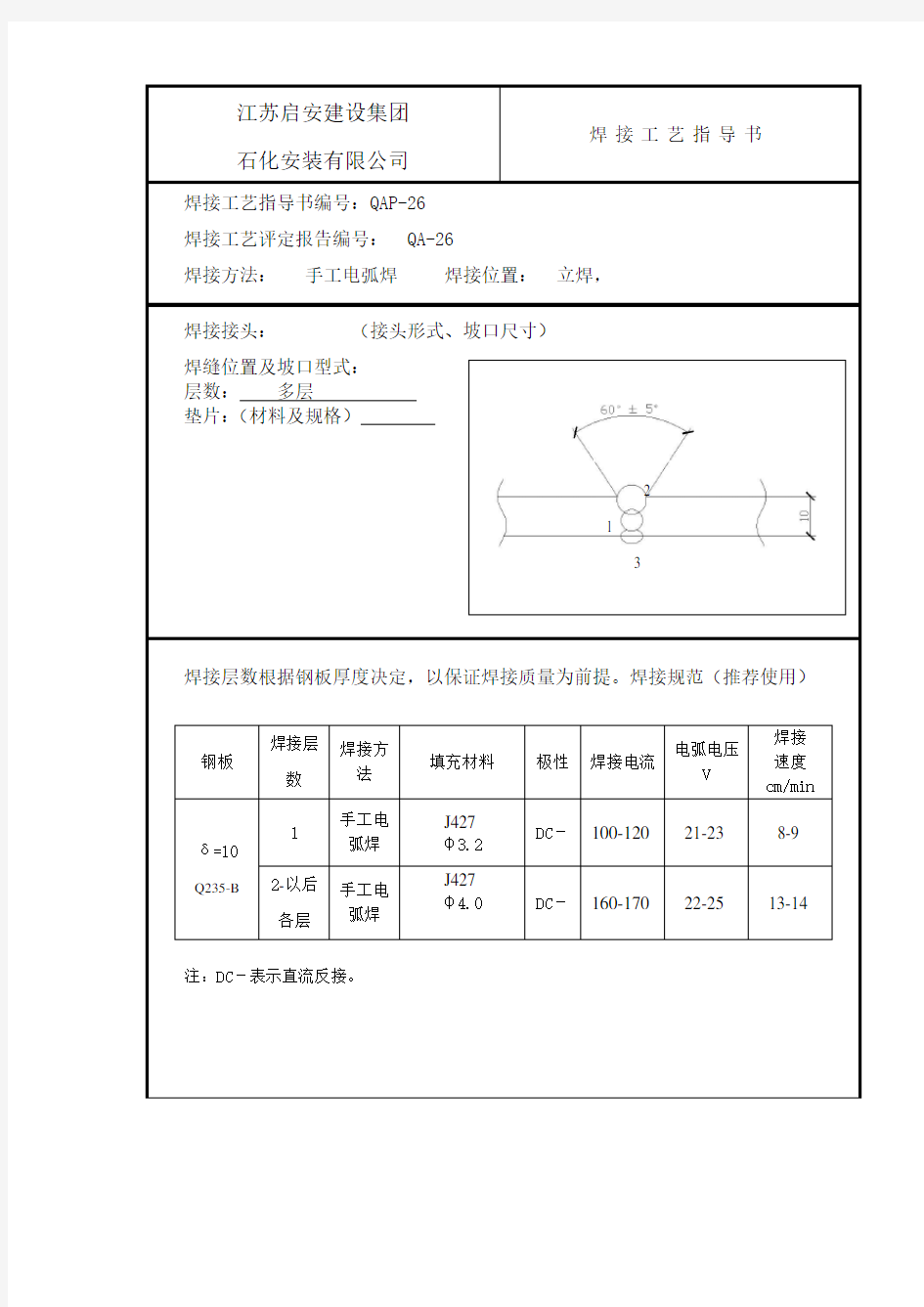
焊接方法:手工电弧焊焊接位置:立焊,
焊接接头:(接头形式、坡口尺寸)
焊缝位置及坡口型式:
层数:多层
垫片:(材料及规格)
焊接层数根据钢板厚度决定,以保证焊接质量为前提。焊接规范(推荐使用)
钢板
焊接层
数焊接方
法
填充材料极性焊接电流
电弧电压
V
焊接
速度
cm/min
δ=10 Q235-B
1
手工电
弧焊
J427
φ3.2
DC-100-120 21-23 8-9 2-以后
各层
手工电
弧焊
J427
φ4.0 DC-160-170 22-25 13-14
注:DC-表示直流反接。1
2
3
工艺要求:
焊条烘干:按照厂家要求执行。
焊条保温:烘干后的焊条应在烘箱内保温,随取随用,焊条使用保温桶。
焊接操作:焊条焊接时摆动,
焊接起弧:严禁在母材表面起弧。
施工措施:
清理工具:动力角向砂轮机。
点焊:采用焊条J427 φ3.2 ,定位焊长度应大于30mm。由合格熟练的焊工担任,焊接工艺要求与正常施焊相同。
焊前准备:坡口两侧50-60mm范围除锈、污,层间砂轮打磨。
层间清理及其它:层间锤击清渣,砂轮打磨。焊接及焊缝返修:可以采用砂轮机清除缺陷。但清除长度不小于50mm。
施焊环境要求:
环境温度:若环境温度低于-10℃时,停止焊接。
环境湿度:小于90%RH。
环境风速:若环境风速大于8m/s时,停止焊接。
雨雪环境停止焊接。
编制日期审核日期
江苏启安建设集团有限公司焊接工艺指导书
焊接工艺指导书编:2009.2-02-03
焊接工艺评定报告编号:2009.2-02-03
焊接方法:手工电弧焊焊接位置:边缘板与底圈壁板T型焊缝
焊接接头:(接头形式、坡口尺寸)
焊缝位置及坡口型式:
层数:多层
垫板:(材料及规格)
板材厚度:10mm
焊角尺寸:10mm
焊接层数根据钢板厚度决定,以保证焊接质量为前提。焊接规范(推荐使用)
钢板
焊接层
数焊接方法
填充材
料
极性焊接电流
电弧电
压
V
焊接
速度
cm/min
δ=10 Q235-B
1 手工电弧焊
J427
φ4.0
DC-90-110 28-30 9-11 2-以后
各层
手工电弧焊
J427
φ4.0 DC-90-110 28-30 9-11
注:DC-表示直流反接。
工艺要求:
焊条烘干:按照厂家要求执行。
焊条保温:烘干后的焊条应在烘箱内保温,随取随用,焊条使用保温桶。
焊接操作:焊条焊接时摆动,
焊接起弧:严禁在母材表面起弧。
施工措施:
清理工具:动力角向砂轮机。
点焊:采用焊条J J427φ4.0,定位焊长度应大于50mm。由合格熟练的焊工担任,焊接工艺要求与正常施焊相同。
焊前准备:焊缝两侧50-60mm范围除锈、污,层间砂轮打磨。
层间清理及其它:层间锤击清渣,砂轮机打磨。
焊接及焊缝返修:可以采用砂轮机清除缺陷。但清除长度不小于50mm。
施焊环境要求:
环境温度:若环境温度低于-10℃时,停止焊接。
环境湿度:小于90%RH。
环境风速:若环境风速大于10m/s时,停止焊接。
雨雪环境停止焊接。
编制日期审核日期
江苏启安建设集团有限公司焊接工艺指导书
焊接工艺指导书编:Q A-16
焊接工艺评定报告编号:Q P A-16
焊接方法:手工电弧焊焊接位置:管子对接
焊接接头:(接头形式、坡口尺寸)
焊缝位置及坡口型式:V型
层数:
垫板:(材料及规格)
接头简图Ф159×6
焊接层数根据钢板厚度决定,以保证焊接质量为前提。焊接规范(推荐使用)
钢号
焊接层
数焊接方法
填充材
料
极性焊接电流
电弧电
压
V
焊接
速度
cm/min
20
1 手工电弧焊
J422
φ2.5
DC+ 100-125 11-13
2-以后
各层
手工电弧焊
J422
φ2.5 DC+ 90-110 22-23 6-8
注:DC-表示直流反接。
工艺要求:
焊条烘干:按照厂家要求执行。
焊条保温:烘干后的焊条应在烘箱内保温,随取随用,焊条使用保温桶。
焊接操作:焊条焊接时摆动,
焊接起弧:严禁在母材表面起弧。
施工措施:
清理工具:动力角向砂轮机。
点焊:采用焊条J422φ2.5,定位焊长度应大于50mm。由合格熟练的焊工担任,焊接工艺要求与正常施焊相同。
焊前准备:焊缝两侧50-60mm范围除锈、污,层间砂轮打磨。
层间清理及其它:层间锤击清渣,砂轮机打磨。
焊接及焊缝返修:可以采用砂轮机清除缺陷。但清除长度不小于50mm。
施焊环境要求:
环境温度:若环境温度低于-10℃时,停止焊接。
环境湿度:小于90%RH。
环境风速:若环境风速大于8m/s时,停止焊接。
雨雪环境停止焊接。
编制日期审核日期