
含氰废水处理
含氰废水处理采用碱性氯化法、二氧化氯协同破氰法、电解氯化法和臭氧氧化法等进行处理。
1.碱性氯化法废水中的氰(CN-)采用碱性氯化法处理时,通过局部氧化可将CN-氧化成CNO-(一级处理),通过完全氧化可进一步生成C02和N2(二级处理)。
(1)工艺参数
pH值:一级处理时,pH>4~6.5;二级处理时;pH=4~6.5;
投约量:使用不同药剂(C12,HClO,NaClO)处理氰化物时的投药比见表7.10。
投荮量不足或过量,对含氰废水处理均不利。为监测投药量是否恰当,可采用ORP氧化还原电位仪自动控制氯的投量。对一级处理,OPR达到300mV时反应基本完成;对二级处理,OPR需达到650mV。通常水中余Cl-量为2~5mg/L时,可认为氰已基本被破坏。
(2)反应时间
对一级处理,PH≥11.5时,反应时间t=1min;pH=10~1l时,t=10~15min;对二级处理,pH=7时,t=10min;pH=9~9.5时,t=30min,一般选用15min。
(3)温度的影响
一级处理时,包括两个主要互应
CN-+OCl-+H20=CNCl+20H-
CNCl+20H-=CNO-+Cl-+H20
第一个反应生成剧毒的CNCl,第二个反应CNCl在碱性介质中水解生成低毒的CNO-。CNCl的水解速度受温度的影响较大,温度越高,水解速度越快。为防止处理后出水中有残留的CNCl,在温度较低时,需适当延长反应时间或提高废水的pH值。
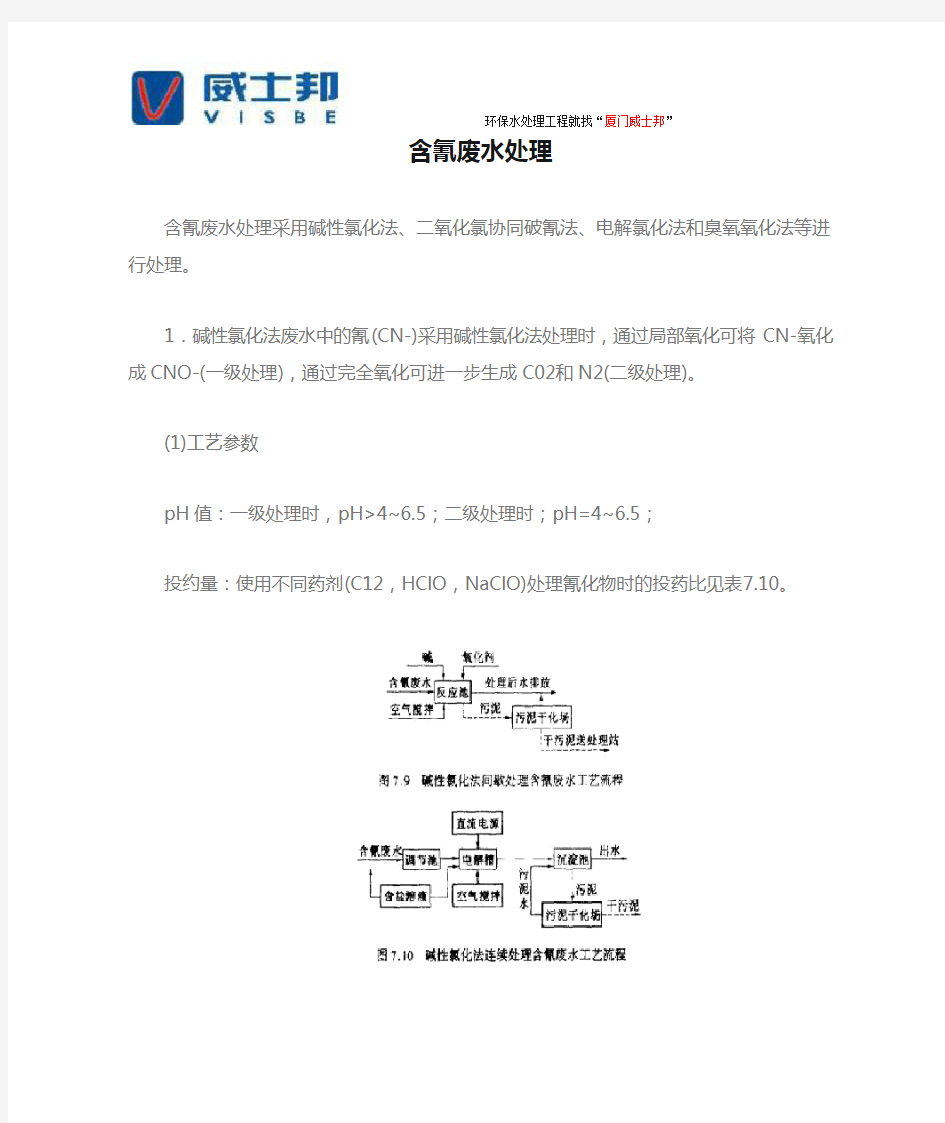
(4)工艺流程
碱性氯化法的间歇处理流程见图7.9,连续处理流程见图7.10,完全氧化处理流程见图7.11,兰西法处理流程见图7.12。
碱性氯化法处理含氰废水的效果见表7.11。
2.二氧化氯协同破氰法
随着水处理技术的发展,近年来在含氰废水处理技术方面出现了一种新技术—二氧化氯(Cl02)协同破氰法。所谓二氧化氯协同破氰法,即在制取二氧化氯的同时有H202、Cl2、O3产生,这些氧化剂均对氰有氧化去除作用。
(1)二氧化氯协同发生器工作原理
二氧化氯协同氧化剂由专用发生器产生,发生器由电解槽、直流电源和吸收管组成。电解槽由隔膜分成阳极室(内室)和阴极室(外室);内室有阳极和中性电极,外室有阴极。二氧化氯协同发生器的工作原理如图7.13所示。
(2)二氧化氯协同氧化剂在含氰废水中的作用
二氧化氯协同氧化剂处理含氰废水的过程,是利用其强氧化性在碱性条件下氧化氰,使其转化成N2和C02气体,从而达到破氰消毒的目的。同时利用氧化还原的原理,还可以消除废水中的部分阴离子,如S2-、SO32-、N02-;除去部分阳离子,如F2+、Mn2+,Ni+。
(3)投加量和反应时间
当含氰浓度为100mg/L时,二氧化氯投加量为100mg/3,反应时间为24h。ClO2协同氧化剂处理含氰废水,药剂投加量是碱性氯化法处理废水时药剂投加量的1/5,同等处理量时,设备的一次性投资比次氯酸钠发生器少20%~30%。
3.电解氯化法
(1)工作原理
废水中的简单氰化物和络合物通过电解,在阳极和阴极上产生化学反应,把氰电解氧化为二氧化碳和氮气。利用这一原理可有效去除废水中的氰。
①在阳极产生的化学反应:
对简单氰化物,第一阶段的反应是
CN-+20H--2e→CNO-+H20
反应进行得很强烈,接着发生第二阶段的两个反应2
CNO-+40H--6e→2C02↑+N2↑+2H20
CNO-+2H20→NH4++C032-
电解过程中,产生一部分铵。
对络合氰化物,反应过程如下
Cu(CN)32-+60H--6e→Cu++3CNO-+3H20
Cu(CN)32→Cu++3CN-
在电解的介质中投加食盐寸发生下列反应
2C1--2e→2[Cl]
2[Cl]+CN—+20H-→CNO-+2Cl-+H20
6[Cl]+Cu(CN)32-+60H-→Cu++3CNO-+6Cl-+3H20
6[Cl]+2CNO-+40H-→2C02+N2+6Cl-+2H20
②在阴极产生的化学反应
2H++2e→H2↑
Cu2++2e→Cu
Cu2++20H-→Cu(OH)2↓
(2)处理方式与工艺流程
电解法处理含氰废水的工艺流程见图7.14,按处理方式有间歇式和连续式两种。
(3)工艺参数
调节池的有效容积按1.5~2.0h平均流量计算。间歇式处理(无调节池)时阳极采用石墨,极板厚25~50mm;阴极采用钢板,极板厚2~3mm;阳、阴极板间距为15~30mm;槽电压为6~8.5V。废水含氰浓度与槽电压、电流密度、电解时间的关系见表7.12。
空气搅拌用气量(相对于1m3废水),对间歇式为0.1~0.3m3/(min·m3),连续式为0.1~0.5m3/(min·m3),空气压力为(0.5~1.0)X105Pa。
(4)处理效果
含氰废水经电解法处理后,出水含CN-浓度为0~0.5mg/L,同时可在阴极回收金属。但在处理过程中会产生少量CNCl气体,故需采取防护措施。
4.臭氧氧化法
臭氧氧化法是利用臭氧作为氧化剂来氧化消除氰污染的一类方法。
(1)工艺参数臭氧投量:总投量为每氧化1 g CN-需投加4.6gO3。因废水中其他杂质也消耗O3,实际投加量为氧化1 g CN-需投加5 g O3。
接触时间:对于游离CN-,接触时间为t=15min时,去除率为97%;t=20min时,去除率为99%。对络合CN,在上述时间条件下只能分别去除40%和60%。
pH值:随废水pH值升高,CN-的去除率增加,但随着pH值的升高,又会导致O3在水中的溶解度降低,因此需综合考虑,一般以PH=9~11较为宜。
催化剂的影。当废水中存在1mg/L的Cu+时,O3去除CN-的接触时间可较正常时间缩短1/4~1/3。因此,O3处理含废水时常以亚铜离子为催化剂。
(2)处理流程
臭氧氧化法处理含氰废水的工艺流程见图7.15。
(3)处理效果
当废水含CN-浓度为20~30mg/L,时,按CN-:O3为1:5(质量比)投加03后,处理后的出水含CN-浓度可达到0.01mg/L以外,可以作为清洗水回用。
神的处理方法 砷的处理方法 废水中的三价砷可以用沉淀法进行回收,如硫酸厂中的废水,可用硫化钠在20?40°C下进行处理,所得的硫化砷用硫酸铜在70°C进行处理,冷却后进行分离,分出硫化铜后,再与硫酸铜溶液反应,并在〉70 C通入空气或氧,使砷 成为五价,再分出硫化铜,溶液通入二氧化硫或硫酸厂的尾气,使五价砷还原成三价砷,并结晶,过滤干燥,即可回收三氧化二砷[1]。 在从蒽醌磺酸制备氨基蒽醌过程中,以前曾用过Na2HAsO4作为催化剂, 其废水可以先在90 C加入过氧化氢,再通过一个阳离子交换树脂处理,出水中形成的H3ASO4可以用20%的NR3 (R = C8?16的烷基)在二甲苯中的溶液进行萃取,约有95%以上的砷被回收,其纯度可达97?98%,可以回用于氨基蒽酯的生产。而出水中砷的最终浓度可降至0.005?0.007mg/L[2]。 5.3沉淀及混凝沉降法 砷的主要处理方法有硫化物沉淀法,或与多价重金属如三价铁等络合并与金属氢氧化物进行共沉定。第二种方法是水处理技术中常采用的传统混凝沉降法。此外也可采用活性炭和矶土吸附或离子交换。
5.3.1铁盐法 铁盐法是处理含砷废水主要方法,由于砷(V)酸铁的溶解度极小,所以除 直接用铁盐处理[3][4][5][6][7][8][9][10]外,也可在处理含砷废水时,先进行氧化处理,使废水中的三价砷先氧化成五价砷,使沉淀或混凝沉降法的效果更好。 由于空气对三价砷的氧化速度很慢,所以常用氧化剂进行氧化,常用的氧化剂有氯,臭氧,过氧化氢,漂白粉,次氯酸钠[11][12][13]或高锰酸钾,也可以在亚硫酸钠存在下进行光催化氧化[14][15]。如在活性炭存在下也可以进行空气催化氧化,再与镁,铁,钙或锰等盐作用,脱砷能力可以提高10?30倍[16]。结合 铁盐处理,出水中的砷含量可以降至0.05?0.1mg/L[17]。铁盐法可以用在饮用 水的净化中去[18] 废水中的砷可以用石灰乳、铁盐沉淀、中和,再用PTFE膜过滤,废水中 的砷的去除率可达99.7%,克服了传统的含砷废水处理工艺投资高,占地大, 运行成本高,处理后水质不稳定的弱点,滤清液无色,清澈,透明,可以达标排放或降级回用[19]。 用硫酸铁或其它三价铁盐可以有效地去除废水中的砷化合物。当初始浓 度为0.31?0.35毫克/升时,用硫酸铁处理,砷的去除率可达91?94%,如再经双层滤料过滤,去除率还可增加5?7%,总去除率可达98?99%,出水砷含量可降至0.003?0.006毫克/升[20]。在用硫酸铁作为凝聚剂时,当用量在500毫克/升时,可以使水中的含砷量从25毫克/升降至5毫克/升以下。其机理是共沉淀法,在铁沉淀的同时,将砷也从废水中络合除去。砷酸盐和亚砷酸盐都可以用这种方法处理。如在处理前用氧化的方法进行预处理,使亚砷酸盐先氧化或高锰酸钾氧化成砷酸盐,其去除效果会更好[21][22]。其沉淀的pH值可以控制在>2 在沉降时加入高分子絮凝剂其效果更好[23]。采用石灰-聚合硫酸铁法对硫酸生产中含砷废水进行了处理,实验了pH值、m(Fe)/m(As)(质量比)、石灰加入量等条件对As去除率的影响。结果表明,当p H 值为&8—10.6, m ( Fe) /m (As)不小于5时,处理后的废水中As的质量浓度小于1 mg/L,符合国家排标准[24]。当用漂白粉作为氧化剂,结合铁盐处理,可以得到铁盐沉淀,出水中的砷含量可降至0.3?0.5mg/L,产生的砷酸钙含砷及锑分别为20及22%,可在玻璃工
最常见的废水处理工艺一览! 表面处理废水 1.磨光、抛光废水 在对零件进行磨光与抛光过程中,由于磨料及抛光剂等存在,废水中主要污染物为COD、BOD、SS。 一般可参考以下处理工艺流程进行处理:废水→调节池→混凝反应池→沉淀池→水解酸化池→好氧池→二沉池→过滤→排放 2.除油脱脂废水 常见的脱脂工艺有:有机溶剂脱脂、化学脱脂、电化学脱脂、超声波脱脂。除有机溶剂脱脂外,其它脱脂工艺中由于含碱性物质、表面活性剂、缓蚀剂等组成的脱脂剂,废水中主要的污染物为pH、SS、COD、BOD、石油类、色度等。 一般可以参考以下处理工艺进行处理:废水→隔油池→调节池→气浮设备→厌氧或水解酸化→好氧生化→沉淀→过滤或吸附→排放
该类废水一般含有乳化油,在进行气浮前应投加CaCl2破乳剂,将乳化油破除,有利于用气浮设备去除。 当废水中COD浓度高时,可先采用厌氧生化处理,如不高,则可只采用好氧生化处理。 3.酸洗磷化废水 酸洗废水主要在对钢铁零件的酸洗除锈过程中产生,废水pH一般为2-3,还有高浓度的Fe2+,SS浓度也高。 可参考以下处理工艺进行处理:废水→调节池→中和池→曝气氧化池→混凝反应池→沉淀池→过滤池→pH回调池→排放 磷化废水又叫皮膜废水,指铁件在含锰、铁、锌等磷酸盐溶液中经过化学处理,表面生成一层难溶于水的磷酸盐保护膜,作为喷涂底层,防止铁件生锈。该类废水中的主要污染物为:pH、SS、PO43-、COD、Zn2+等。 可参考以下处理工艺进行处理:废水→调节池→一级混凝反应池→沉淀池→二级混凝反应池→二沉池→过滤池→排放 4.铝的阳极氧化废水
所含污染物主要为pH、COD、PO43-、SS等,因此可采用磷化废水处理工艺对阳极氧化废水进行处理。 电镀废水 电镀生产工艺有很多种,由于电镀工艺不同,所产生的废水也各不相同,一般电镀企业所排出的废水包括有酸、碱等前处理废水,氰化镀铜的含氰废水、含铜废水、含镍废水、含铬废水等重金属废水。此外还有多种电镀废液产生。对于含不同类型污染物的电镀废水有不同的处理方法,分别介绍如下: 1.含氰废水 目前处理含氰废水比较成熟的技术是采用碱性氯化法处理,必须注意含氰废水要与其它废水严格分流,避免混入镍、铁等金属离子,否则处理困难。该法的原理是废水在碱性条件下,采用氯系氧化剂将氰化物破坏而除去的方法,处理过程分为两个阶段,第一阶段是将氰氧化为氰酸盐,对氰破坏不彻底,叫做不完全氧化阶段,第二阶段是将氰酸盐进一步氧化分解成二氧化碳和水,叫完全氧化阶段。
氨氮废水处理工程 设计方案 废水水量及水质确定 一、废水的水量 根据业主提供的废水处理量为:Q=240T/d, 二、废水的水质 根据业主提供的资料,废水水质如下: NH4-N:6000mg/L T:30℃PH=7-8 SO42-:10000mg/L 废水处理要求 本项目设计废水处理能力为240T/d。 本工程废水处理后废水中氨氮含量达到国家一级排放标准, 即:NH3-N≤15mg/L 废水处理工艺方案 一、工艺确定原则 1、严格执行有关环境保护的各项规定,废水处理后氨氮含量达到该地区的地方排放标准氨氮小于15mg/L; 2、依据废水水质特点,在充分论证的基础上,选用先进合理的废水处理工艺,保证废水达标排放; 3、治理方案力求工艺简洁,方法原(机)理清晰明了; 4、处理系统具有灵活性和操作弹性,以适应废水水质、水量的变化; 5、本方案力求达到工艺先进、运行稳定、管理简单、能耗低、维修方便等特点; 6、处理后不造成二次污染。 二、工艺设计范围 1.废水处理工艺流程、工艺高程和各处理单元设计; 2.废水处理平面布置、设备选型、布置和控制设计; 3.废水处理区1.00m以内的所有工艺管道和线路设计; 三、污水处理工艺设计选择依据 1)、本工程的废水中主要污染物和控制指标为氨氮。氨氮废水处理,目前国内采用的处理工艺有以下几种:https://www.doczj.com/doc/aa4566477.html, 1、生化处理工艺 该工艺利用生物菌将有机氮转化为氨氮,再通过硝化与反硝化将硝态氮还原成气态氮从水中逸出,从而达到脱氮的目的。
但由于生物菌所能承受氨氮的浓度较低,一般不能超过200mg/L,当氨氮高于200-300mg/L 时,会抑制细菌生长繁殖。因此该工艺只适用于氨氮含量200mg/L左右的低浓度氨氮废水。此外,生化处理工艺工程占地面积较大,温度较低时,总脱氮效率也不高。 2、传统填料式的吹脱工艺 该工艺是利用废水中所含的氨氮等挥发性物质的实际浓度与平衡浓度之间存在的差异,在碱性条件下用空气吹脱,使废水中的氨氮等挥发性物质不断的由液相转移到气相中,从而达到从废水中去除氨氮的目的。 但由于氨氮在水中存在溶解平衡关系,当气液两相的氨处于平衡状态时,水中的氨氮将不能被吹脱逸出,因此该工艺不适用于高浓度氨氮废水。且传统填料式吹脱工艺还存在吹脱效率低,吹脱风量大(气液比3000:1左右)、时间长,对温度要求高、填料易结垢等缺点。 3、蒸氨汽提法 蒸氨气体法也是利用氨氮的气相浓度和液相浓度之间的气液平衡关系对氨氮进行分离,该工艺是把水蒸气通入废水中,当蒸气压超过外界压力时,废水沸腾从而加速了氨氮等挥发性物质的逸出过程。 与传统填料式吹脱相同的是,当气液两相中氨达到平衡时,蒸氨气提法也不能继续使水中氨氮持续逸出,因此单次气提也不能将氨氮完全脱除,若采用连续多次气提进行脱氮则会大大增加投资成本和运行成本。 以上两种方法均只能将氨氮处理至100mg/L左右。 4、沸石离子交换法 沸石是含水的钙、钠以及钡、钾的铝硅酸盐矿物,因其含有一价和二价阳离子,具有离子交换性,因此沸石具有离子交换的能力,可将废水中的NH4+交换出来。 该工艺的缺点是只适用于氨氮含量在50mg/L以下的废水,且交换剂用量大需再生,再生频繁,并且再生液需要再次脱氨氮。采用该工艺还要求对废水做预处理以除去悬浮物,因此此法的成本较高,同等浓度下,处理费用为其他工艺的1.5~2倍。 5、折点加氯工艺 折点加氯工艺是利用氯气通入水中所发生的水解反应生成次氯酸和次氯酸盐,通过次氯酸与水中氨氮发生化学反应,将氨氮氧化成氮气而去除。 此方法的缺点是加氯量大、费用高、操作安全性差,设备腐蚀严重,容易发生危险,工艺过程中每氧化1mg/L的氨氮要消耗14.3mg/L的碱度,从而增加了总溶解固体的含量,比较适合低浓度氨氮废水的处理。 6、超声波吹脱工艺 利用超声波来降解水中的化学污染物,尤其是难降解有机污染物,是一种深度氧化处理废水的新技术。 该工艺利用超声波辐射将压缩空气作为超声波的推动力,产生空化气泡,加强了废水中
铜冶炼含砷污水处理 国内铜冶炼企业在90年代得到了快速发展,冶炼能力的上升加大了对原料铜精砂的需求。为了生产需要,一些企业降低了对原料的质量要求,特别是原料中砷的含量。国家有关质量标准规定原料中As<0.3%,但国内有些矿山生产的铜精砂中As含量较高,个别原料中As>1%。产生的后果是给企业的环境治理带来难度,使某些企业的大气排放和污水排放超标。本文主要讨论的是水环境的影响。对铜冶炼企业含砷工业污水的形成以及如何处理达标排放,并确保不造成二次污染,从本人的设计经验及生产实践中,阐述一些认识及看法。 1 含砷工业污水的组成 1.1 污酸 铜精砂中砷一般以铜的硫化物形态存在,主要是以砷黝铜矿(3Cu2S.As2S3)和硫砷铜矿(Cu3AsS4)存在。含砷矿物在采选过程中基本不溶于水而赋存在铜精砂中。在熔炼过程中,铜精砂中的砷由于高温绝大部分进入冶炼烟气中,并以As2O3的形态存在。而冶炼烟气通过净化、干吸、转化的工艺流程制成硫酸。制酸工艺采用一转一吸时,烟气中As2O3绝大部分进入制酸尾气中,经尾气处理系统进行处理和回收,使尾气达标排放。但现有尾气处理工艺存在着处理费用高,且尾气排放难以达标的问题,所以冶炼烟气制酸企业大都通过技术改造尽可能采用两转两吸制酸工艺,使制酸尾气能够达标排放。而烟气中的As2O3及其它杂质则进入定期抽出的污酸中,再对污酸进行处理,回收其有用金属。分析一些企业的排出污酸中含砷量一般均达3~10g/L,特殊情况高达20g/L,并含其它有害杂质。如贵冶和金隆铜业公司的污酸成分,见表1。 表1 污酸成分及杂质含量 g/L 成分H2SO4As F Cu Fe Bi Cd 贵冶529.9 5.281 1.181 1.3480.5450.4100.149 金隆1340.0 1.4 5.9000.10013.100 1.2 污水 冶炼企业的工业污水主要来源于电收尘冲洗、硫酸车间地面冲洗水和其它工况点被污染的生产水。水量大,成分复杂,含有As、Cu、Pb、Zn、Cd等有害金属离子,需进行深度处理后才能达标排放。有代表性的厂区工业污水成分见表2。 2 含砷污水的处理 2.1 高砷污酸的处理 2.1.1 处理原理 化工企业在硫酸生产中排出污酸一般采用石灰乳多段中和即可达到予期效果,而铜冶炼企业硫酸生产中的污酸由于高砷杂质的存在,必须采用硫化法除砷及铜离子后,再进行中和法处理,才能使工业污水达标排放。目前国内厂家污酸处理主要采用硫化→中和→氧化工艺或中和→硫化→氧化工艺。经生产实践验证,取得了满意的效果。如金隆铜业公司采用的污酸处理工艺见图1
含氰污水处理方法:因科法——二氧化硫—空气氧化法 (2015-05-27 13:36:26) 含氰污水处理方法:因科法——二氧化硫—空气氧化法 在一定pH值范围内,在铜的催化作用下,利用SO2和空气的协同作用氧化废水中的氰化物,称为二氧化硫—空气氧化法,常简写成SO2/Air法。该方法是加拿大国际镍金属公司于1982年发明的。该公司的英文缩写是INCO,所以也把二氧化硫—空气氧化法叫做因科法。二氧化硫—空气氧化法工艺简单,设备不复杂,处理效果一般优于氯氧化法(不考虑硫氰化物的毒性)、药剂来源广、处理成本尚不算高、投资少。因此,近年来,使用该方法的矿山已达三十多个,我国于1984年开始研究二氧化硫—空气氧化法,于1988年完成工业试验,有几个氰化厂曾采用二氧化硫—空气氧化法处理含氰废水,取得了一定的效果。 1 二氧化硫—空气氧化法特点 二氧化硫—空气氧化法是一种纯消耗性的处理含氰废水(浆)方法,无经济效益,因此,人们常常把这种方法与氯氧化法比较。 1.1二氧化硫—空气氧化法的优点 1)能把废水中总氰化物(CNT-)降低到L,而氯氧化法仅能把可释放氰化物降低到L。 2)能去除亚铁氰化物和铁氰化物,使水质大为提高。 3)去除废水中重金属的效果较好,在车间排放口除铜有时超标外,其它重金属均达标。 4)可处理废水,也可处理矿浆。
5)所需设备为氰化厂常用设备,投资少,易于操作、管理和维护。6)工艺过程比较简单,可人工控制,也可自动控制,均可取得满意的处理效果。 7)当催化剂适量时,反应速度较快,可在~小时内完成反应。 8)药剂来源广,对药剂质量要求不高,可利用“三废”做为SO2来源。 9)处理后废水组成简单,对受纳水系影响小,给废水循环使用创造了条件。 10)即可间歇处理,又可连续处理。 11)处理成本通常比氯氧化法低,尚可被矿山接受。 12)不氧化硫氰化物、药耗低,从处理成本方面考虑,也可算是一个优点。 1.2二氧化硫—空气氧化法的缺点 1)不能消除废水中的硫氰化物,处理含硫氰化物的废水时,废水残余毒性大些,因为硫氰化物的毒性是氰化物的千分之几。 2)车间排放口铜离子有时超标,但尾矿库溢流水铜不会超标。 3)产生的氰酸钠水解慢,废水在尾矿库停留时间需长些,否则废水仍具有一定毒性。 4)可能需要加催化剂铜盐—宝贵的有色金属被消耗。 5)电耗高,一般是氯氧化法的3~5倍。 6)影响处理效果的因素多,反应pH值、催化剂加量、二氧化硫加量、充气量及空气弥散程度等,而氯氧化法仅加氯量和pH值两项。
石灰沉淀法是一种常用的含砷废水处理方法,其基本原理是向含砷废水中加入氧化钙、氢氧化钙等沉淀剂,利用可溶性砷与钙离子形成难溶的化合物,如各种亚砷酸钙和砷酸钙盐沉淀,从而达到从废水中去除砷的目的。但石灰沉淀法除砷过程中形成的砷酸钙盐在堆放过程中如果与空气中的CO2接触,会影响其溶解度和稳定性。Robins(1981,1983)的研究结果表明,砷酸钙与空气中的CO2接触会分解成碳酸钙和砷酸,砷会从砷酸钙盐沉淀中析出,重新进入环境中[1,2];张昭和、彭少方(1995)研究了大气中CO2对Ca3(AsO4)2溶解度的影响,结果表明在砷渣露天堆放的开放体系中由于CO2的作用,砷酸钙向碳酸钙转化,砷又进入水中从而造成二次污染,应引起足够的重视[3]。石灰沉淀法除砷过程中,随着Ca/As摩尔比和pH值的不同,除生成Ca3(AsO4)2外,还可以生成一系列其他的砷酸钙盐,而这些砷酸钙盐因组成和结构的不同,在水环境中的稳定性与溶解度也存在一定的差异,其受CO2影响的程度也未见报道。本文通过前期砷酸钙盐沉淀和溶解实验所得到的热力学数据,对平衡系统中的Ca3(AsO4)2·xH2O、Ca5(AsO4)3(OH)和Ca4(OH)2(AsO4)2·4H2O三种砷酸钙盐进行不同CO2分压条件下的化学模拟计算和热力学分析,预测CO2对砷酸钙盐在水中稳定性和溶解度的影响,研究结果为含砷酸钙盐废弃物的最终处置场所与方法的选择,避免砷被天然水体浸取
具有实际的指导意义。 1含砷废水中和沉淀过程中形成的砷酸钙的类型 石灰沉淀法除砷一直以来被认为是一种有效的含砷废水处理方法并得到普遍应用,所以其沉淀产物砷酸钙盐在自然条件下的稳定性一直受到人们的关注。Nishimura等(1985)曾用Ca3(AsO4)2·Ca(OH)2表示石灰沉淀法去除五价砷形成的砷酸钙盐的物质结构[4];Swash和Monhemius(1995)在常温条件下进行实验,结果说明沉淀物的组成很可能是CaHAsO4·xH、Ca5H2(AsO4)4和Ca3(AsO4)2结构的化合物[5];Bothe和Brown(1999)通过实验确定,在向含砷(V)的废水中投加石灰时,会形成Ca4(OH)2(AsO4)2·4H2O、Ca5(AsO4)3OH和Ca3(AsO4)2·3H2O等[6];Donahue 和Hendry(2003)在高Ca/As比条件下,确定含砷尾矿废水中和产生的沉淀主要是Ca4(OH)2(AsO4)2·4H2O[7]。 混合沉淀过程中生成的砷酸钙化合物的组成与结构主要取决于溶液的Ca/As摩尔比和pH值。在我们实验的Ca/As 摩尔比(10、125、15、167、20和40)和pH值(1~14)条件下,生成的砷酸钙盐利用X射线衍射(XRD, Brucker D8Advance)、扫描电镜(SEM, Joel JSM-5610LV)和热重分析(TGA,TA Instruments Model 2050)对其性质进行研究,发现主要存在三种类型的砷酸钙盐,即Ca3(AsO4)2·xH2O、
焦化废水处理综述 姓名:卫奇杰学号:3120406101 摘要:随着现在工业的发展,工业产生的焦化废水处理问题越来越引人注意。特别是在我国,现在中国是世界第一焦炭生产大国。焦化废水处理问题更是尤为重要。焦化废水一旦超标排放,将对环境有很大危害。本文综述了近年来国内外焦化废水的处理方法,分析了现有焦化废水处理方法存在的问题,并提出焦化废水处理技术发展趋势。 关键词:预处理、物理化学处理法、化学处理法、生物处理法 1 前言 焦化废水是煤制焦炭、煤气净化及焦化产品回收过程中产生的废水,废水排放量大,水质成分复杂,除了氨、氰、硫氰根等无机污染物外,还含有酚、油类、萘、吡啶、喹啉、蒽等杂环及多环芳香族化合物(PAHs)。酚类化合物对一切生物都有毒害作用,可以使细胞失去活力,使蛋白质凝固,引起组织损伤、坏死,直至全身中毒;多环芳烃不但难以生物降解,通常还是致癌物质。因此焦化废水的大量排放,不但对环境造成严重污染,同时也直接威胁到人类的健康。[1] 焦化废水一般按常规方法先进行预处理、然后进行生物脱氮二次处理。但是,焦化废水经上述处理后,外排废水中氰化物、COD 及氨氮等仍然很难达标。针对此种状况,近年来国内外学者开展了大量的研究,研发出多种焦化废水处理技术。 2 焦化废水处理二级处理技术 2.1 物理化学处理法 2.1.1 混凝法 混凝法的关键在于混凝剂,常见的混凝剂有铝盐、铁盐、聚铝、聚铁和聚丙烯酰胺等。目前国内焦化厂家一般采用聚合硫酸铁[2]。赖鹏等[3]利用 Fe2(SO4)
3作为混凝剂,对焦化废水生化处理出水进行深度处理。结果表明,在 Fe2(SO4)3投加量为 400mg/L、pH5的条件下,溶解性有机碳(DOC)去除率达到 40.1%,出水 COD<150mg/L,能够达到国家的二级排放标准。吴克明等[4]采用混凝-气浮法对焦化废水的处理进行了研究。结果表明,聚合氯化铝铁(PAFC)+聚丙烯酰胺(PAM)处理废水,生成的矾花大而密实,沉降速度快,出水色度低,效果较好。Donghee Park 等[5]用硫酸亚铁和氯化铁来去除残留在经前置反硝化工艺处理的出水中氰化物。在加入和没有加入 PAC 溶液的两种情况下进行批量试验得到两种铁溶液的最佳剂量。结果表明,硫酸亚铁溶液可以取代氯化铁溶液处理废水中氰化物,尤其是铁氰化物。 2.1.2 吸附法 吸附法处理成本高,吸附剂再生困难,不利于处理高浓度的废水,故常用于废水的深度处理[6]。周静等[7]利用粉煤灰-石灰体系作吸附剂,对焦化废水中氨氮进行深度处理。结果表明,废水经该工艺处理后,水样中氨氮浓度77.67mg/L 降至 25mg/L 以下,可以达到国家工业废水二级排放(GB8978-I996)。I.Vazquez [8]分别对吸附剂颗粒活性炭和树脂 XAD-2、AP-246 和 OC-1074 进行平衡,动力学和柱分析。结果表明,颗粒活性炭(GAC)呈现最高的吸附容量、最大的吸附参数和最高的动态能力。 2.1.3 稀释和气提 焦化废水中含有的高浓度氨氮物质以及微量高毒性的 CN—等对微生物有抑制作用。因此这些污染物应尽可能在生化处理前降低其浓度,通常采用稀释和气提的方法。一般情况下,气提不能使氨氮达到排放标准,只能作为预处理,仍需进一步研究。 2.1.4 烟道气处理焦化废水 程志久等[9]利用烟道气处理焦化剩余氨水或全部焦化废水的方法,在江苏淮钢集团焦化剩余氨水处理工程中获得成功应用。实践证明,该方法与常规的生化法相比,不仅研究思路全新、效果也迥异。它是将废水中的污染物,主要是有机污染物以固化状态与废水分离,而废水中的水分全部汽化,从而实现了废水经处理后的零排放,并确保烟道气达标外排。它“以废治废”具有投资省、运行费用低、处理效果好的巨大优势。
处理含氰废水的其它方法 除了氯氧化法、二氧化硫-空气氧化法、过氧化氢氧化法、酸化回收法、萃取法已独立或几种方法联合使用于黄金氰化厂外,生物化学法、离子交换法、吸附法、自然净化法在国内外也有工业应用,由于报道较少,工业实践时间短,资料数据有限,本章仅对这些方法的原理、特点、处理效果进行简要介绍。 11.1 生物化学法 11.1.1生物法原理 生物法处理含氰废水分两个阶段,第一阶段是革兰氏杆菌以氰化物、硫氰化物中的碳、氮为食物源,将氰化物和硫氰化物分解成碳酸盐和氨: 微生物 Mn(CN)n(n-m)-+4H2O+O2─→Me-生物膜+2HCO3-+2NH3 对金属氰络物的分解顺序是Zn、Ni、Cu、Fe对硫氰化物的分解与此类似,而且迅速,最佳pH值6.7~7.2。 细菌 SCN-+2.5O2+2H2O→SO42-+HCO3-+NH3 第二阶段为硝化阶段,利用嗜氧自养细菌把NH3分解: 细菌 NH3+1.5O2→NO2-+2H++H2O 细菌 NO2-+0.5O2→NO3- 氰化物和硫氰化物经过以上两个阶段,分解成无毒物以达到废水处理目的。
生物化学法根据使用的设备和工艺不可又分为活性污泥法、生物过滤法、生物接触法和生物流化床法等等,国内外利用生物化学法处理焦化、化肥厂含氰废水的报导较多。 据报道,从1984年开始,美国霍姆斯特克(Homestake)金矿用生物法处理氰化厂废水,英国将一种菌种固化后用于处理2500ppm的废水,出水CN-可降低到1ppm,是今后发展的方向。 微生物法进入工业化阶段并非易事,自然界的菌种远不能适应每升数毫克浓度的氰化物废水,因此必须对菌种进行驯化,使其逐步适应,生物化学法工艺较长,包括菌种的培养,加入营养物等,其处理时间相对较长,操作条件严格。如温度、废水组成等必须严格控制在一定范围内,否则,微生物的代谢作用就会受到抑制甚至死亡。设备复杂、投资很大,因此在黄金氰化厂它的应用受到了限制。但生物化学法能分解硫氰化物,使重金属形成污泥从废水中去除,出水水质很好,故对于排水水质要求很高、地处温带的氰化厂,使用生物法比较合适。 11.1.2 生物法的应用情况 国外某金矿采用生物化学法处理氰化厂含氰废水。首先,含氰废水通过其它废水稀释,氰化物含量降低到生化法要求的浓度(CN-<10.0mg/L)、温度(10℃~18℃,必要时设空调),pH值(7~8.5)然后加入营养基(磷酸盐和碳酸钠),废水的处理分两段进行,两段均采用Φ3.6×6m的生物转盘,30%浸入废水中以使细菌与废水和空气接触,第一段用微生物把氰化物和硫氰化物氧化成二氧化碳、硫酸盐和氨,同时重金属被细菌吸附而从废水中除去,第二段包括氨
某半导体芯片生产项目含砷废水处理方案浅析 摘要:随着半导体行业的高速发展,半导体芯片生产将产生大量的含砷废水。同时,日趋严格的废 水排放标准对含砷废水处理提出了更高的要求。本文针对半导体集成电路芯片生产产生的含砷废水,结合 工程实际情况,分析了袋滤-氢氧化钙-氯化铁混凝沉淀的处理方法,并采用膜分离技术及离子交换技术对 废水进行深度处理,取得了良好的除砷效果,将出水总砷稳定地控制在0.1mg/L以下,达到污染排放标准, 降低了对环境的影响。 关键词:半导体;砷化镓;含砷废水;共沉淀;超滤;离子交换 随着信息技术和通讯产业的高速发展,化合物半导体材料在微电子和光电子领域发挥越来越重要的作用。在半导体材料发展过程中,半导体材料主要经历了以硅(Si)、锗(Ge)为代表的第一代元素半导体,以砷化镓(GaAs)、磷化铟(InP)为 代表的第二代化合物半导体,以及以氮化镓(GaN)、碳化硅(SiC)为代表的第三代宽禁带半导体材料三大阶段[1]。作为第二代半导体材料,砷化镓是除硅之外研究最深入、应用最广泛的半导体材料。相对于硅,砷化镓具有较大的禁带宽度,更高的电子迁移率和饱和迁移速率[2],其不仅可直接研制光电子器件,以砷化镓为衬底制备的集成电路芯片是实现高速率光线通信及高频移动通信必不可少的关 键部件[3],在光电子、微电子及移动通信中应用愈加广泛。近年来,砷化镓半导体材料市场需求迅速增长。我国的砷化镓产业也在不断发展,近几年成立了多家砷化镓芯片生产企业。 基于自身材料和生产工艺,在砷化镓芯片的生产过程中排放的废气和废水中均含有砷化合物,其含砷废水的处理也成为砷化镓生产项目亟待解决的问题之一。砷及其化合物对人体及其他生物体均有广泛的毒害作用,已被国际防癌研究机构和美国疾病控制中心确定为第一类致癌物[4]。由于砷的高毒性和致癌性,在 GB8978-1996《污水综合排放标准》[5]中总砷被列于第一类污染物,最高允许排放浓度为0.5mg/L。而一些经济较为发达的城市和地区针对废水中总砷制定了更为严格的地方标准。DB31/374-2006《上海市地方标准——半导体行业污染物排放标准》[6]中,砷化镓工艺的总砷最高允许排放浓度为0.3mg/L。DB11/307-2013《北京市地方标准——水污染物综合排放标准》[7]中,排入公共污水处理系统的砷排放限值为0.1 mg/L,均高于国家标准。半导体行业排放监管的日趋严格,对含砷废水的处理工艺也提出了更高的要求。本文以某半导体芯片生产项目为例,浅析其含砷废水综合处理方案,以期为含砷废水处理达标排放提供思路。 1 含砷废水来源 半导体集成电路芯片制造是采用半导体平面工艺在衬底上形成电路并具备 电学功能的生产过程,其生产工艺十分复杂,包括外延片清洗、光刻、湿法蚀刻、
焦化废水处理工程 (1)焦化废水特点 焦化废水是重污染废水,COD高达6000~8500mg/L,是典型的难处理废水,含有毒有害物质,废水冲击性强。 (2)基本工艺流程 (3)技术优势 出水水质达到国家排放标准。A/A/O+混凝沉淀+BAF工艺流程可靠,经过A/A/O+混凝沉淀之后,处理出水COD150mg/L,再经BAF,出水COD小于100mg/L,BAF 对难生化降解有机物有良好的处理效果。BAF采用酶促陶粒滤料,可提高难生化降解有机物的处理效率,是保证处理效果的关键。 (4) 沙钢集团宏发炼钢厂焦化废水处理厂工程实例 1)企业简介 江苏沙钢集团是目前国内最大的电炉钢和优特钢材生产基地、江苏省重点企业集团、国家特大型工业企业,全国最大的民营钢铁企业。其优质高线国内市场占有率35%,出口量全国第一,热轧带肋钢筋国内市场占有率10%左右。2006销售收入588 亿元,2005 荣膺“全国大中型企业自主创新能力行业十强”。中国海关发布2005 年“中国外贸进出口企业200 强”,2006 年中国企业500 强第66 位。其下属的宏发炼钢厂是集团主要的钢产品生产基地及最大的出口产品生产基地。 2)项目概况 宏发炼钢厂焦化废水处理一、二期工程配套的污水处理站,是为220 万吨/年生产能力的专用酚氰污水处理场。处理装置采用A/A/O的基本流程,配以深度处理混凝和BAF 工艺,在开工后,实际进水负荷超过设计值88%情况下,仍达到较好的出水水质状态。对高浓度、难降解的酚氰污水,采用硝化、反硝化,配以曝气生物滤池工艺后,使出水COD同样能够达标。 公司将曝气生物滤池成功运用于高浓度焦化废水处理后的把关技术,取得了理想的效果。运行表明,BAF 对出水稳定达标排放,尤其对NH3—N 和COD 的去除有着不可替代的作用。在焦化行业废水处理技术方面实现了新的突破,其优越--的处理性能得到充分的体现,在业内使用得到一致好评与推崇。
含氰电镀废水的处理方法 含氰电镀废水处理的几种方法:一般有碱性氯化法、电解法、活性炭法。 1碱性氯化法 基本原理是在含氰废水中投加氧化剂(如漂白粉),将氰氧化成二氧化碳和氮。氧化分为两个阶段,第一阶段是将氰化物氧化成氰酸盐,第二阶段再将氰酸盐氧化成二氧化碳和氮气。主要水处理构筑物需设氧化反应池两座、沉淀池一座以及相应的投药装置等。反应池中设pH计及ORP计(氧化还原电位计)控制水质及投药量,并设搅拌装置。第一阶段氧化反应时间控制在10~15min,pH值控制在10~11,第二阶段氧化反应时间控制在10~30min,pH值控制在8左右。 2电解法 电解法处理含氰废水的实质就是次氯酸氧化法,其原理同样是基于氧化反应,与碱性氯化法不同的是其所投加的氧化剂是通过电解食盐水所产生的次氯酸根。因此需设一套电解食盐水装置。该方法的优点是处理效果稳定可靠,管理方便,操作简单,无泥渣,可不设沉淀池。缺点是耗电量较大。 3活性炭法 此种方法主要用于氰化镀铜废水处理。基本原理:含有氰化物的废水在有足够的溶解氧和铜离子的条件下,通过活性炭的催化氧化作用,生成NH3及CuCO3·Cu(OH)2等物质,从而破坏氰化物的毒性,同时铜和氰构成的络合离子被活性炭吸附。基本流程:废水→氧化剂
柱→活性炭柱(两级)→排放或回收。活性炭吸附达饱和后,用6%的硫酸铵和含有效氯为8g/L的次氯酸钠再生。此种方法的优点是投资少,操作简单,费用低,水处理效果好。缺点是再生废液难处理,易造成二次污染。 对于含氰废水,除上述处理方法外,还有离子交换法、薄膜蒸发回收法等。离子交换法同样存在再生废液二次污染的问题,且投资大、成本高。而薄膜蒸发回收法设备较复杂,且需消耗蒸气,辅助设备较多,运行管理不易掌握,因此在中小型电镀生产厂中很少使用。
含酚氰废水处理设计 design of phenolic and cyanic waste water treatment han fenqlng feishul chull sheji 含酚氮废水处理设计(design of phenolie and eyanide waste water treatment)将冶金厂含酚氛废水中的大量致毒物质,经过处理以达到环境保护标准后排放的设施设计。治理含酚氰废水的根本措施是改革生产工艺以减少或不产生废水,在进行废水处理前回收废水中的有用物质以减少废水中的有害杂质。如焦化厂采用煤干燥预热、脱硫脱氰、油洗蔡、蒸氨及高炉煤气干法除尘等,既可减少废水量又可减轻处理难度。废水来源与特性含酚氰废水主要来自焦化厂的炼焦生产,其次是煤气发生站和高炉煤气洗涤循环水系统。在煤干馏时煤的水分同煤气一起逸出,在煤气冷却和气液分离过程中排出。还有是来自煤气净化和化工产品加工过程中的分离水和排污水。在通常情况下,焦化厂废水发生量约为每吨煤0.51~。.82m3,其废水成分复杂,浓度高,除含酚、氰外,尚有氨及硫化物等。一般含酚400一soomg/L,含氛6一10mg/L,化学需氧量(COD)2800~3100mg/L,总氨(T·NH3)300一 soorng/L,油80~12omg/L,硫氛化物(SCN一)500 一60Omg/L。煤气发生站含酚氰废水来自煤气竖管和洗涤塔循环水系统的排污水。其废水发生量约为每吨煤0.85~0. 90m,,因制气所用原料不同,废水水质变化很大。当以烟煤为原料时,废水中除总固体物含量很高外,含酚1000~3200mg/L,含焦油500~1200叫/ L,COD250o~Z000omg/L,含氰2~20mg/L。当以无烟煤或焦炭为原料时,水质污染相对较轻,总固体物含量较低,含酚o·4一iZmg/L,含氰2~Zomg/L, C0D100~60Omg/L。炼铁厂含酚氰废水来自高炉煤气洗涤循环水系统的排污水,其水质因冶炼制度和使用原料,燃料不同差异较大,除悬浮物很高外,酚、氰含量较低(含酚o·l~5·omg/L,含氰o·2一6·omg/L),因常将其作为冲渣的补充水而用掉,故一般不纳入含酚氰废水处理设施中治理。但对锰铁高炉,因其排污水中含氰高达400mg/L左右,必须考虑处理措施。此外,厂区的煤气管道水封用水,在没有处理措施的情况下,一般也纳入焦化厂的生物处理装置一并处理。处理工艺主要有生化处理法,活性炭吸附法和生物脱氮法。生化处理法又分为活性污泥法和生物膜法。活性污泥法是在人工充氧条件下,对废水和各种微生物群体进行连续混合培养,形成活性污泥。利用活性污泥的生物凝聚、吸附和氧化作用,以分解去除污水中的有机污染物,然后使污泥与水分离,大部分污泥再回流到曝气池,剩余部分则排至污泥处理系统。该法包括延时曝气,两段生化等。生物膜法是采用各种不同载体,首先通过污水与载体的不断接触,在载体上繁殖生物膜,然后利用膜的生物吸附和氧化作用来降解去除污水中的有机污染物。脱落下来的生物膜与水进行分离。生物膜法包括接触氧化池法、生物滤池〔塔)法和生物转盘法等。为了强化生物处理效果,也可以往曝气池中投加重金属离子、炭粉、葡萄糖等,诸如生物一铁法、生物一炭法和投生长素法等,以促进细菌的新陈代谢,提高细菌的繁殖速度,提高污泥浓度,加速生物氧化的进行。活性污泥法的典型流程见图1,废水先进行预处理,主要是除油并对水质和水量进行均和调节。除油在一次沉淀池和气浮池中进行,以去除对生化处理有影响的焦油、轻油和乳化油,其停留时间分别为2~4h和 45min左右。除油后的废水在均和池、调节池中被混合稀释,在均和池中停留时间一般为8h,在调节池中为 16h。除油后的废水在曝气池和二次沉淀池中进行生化处理,在曝气池中,废水在不断通气供氧的条件下同回流污泥充分接触,通过微生物的新陈代谢作用,使有害物质被氧化分解。曝气池的容积一般按24h进水量计算。经曝气后的泥水混
含砷废水处理研究进展 各位读友大家好,此文档由网络收集而来,欢迎您下载,谢谢 摘要:含砷废水的传统处理方法,如物理法和化学法的不足之处在于费用高,二次污染大,工程化程度小。微生物法在含砷废水处理方面的研究取得了显著进展,研究成果已投入工程应用。本文认为活性污泥法对含砷废水的处理有着广阔的应用前景。 随着冶金和化工等行业发展以及贫矿的开发,砷伴随主要元素被开发出来,进入废水中的砷数量相当大[1]。据1995年中国环境状况公报报道,95年砷排放量达到1084吨,比94年增长%,1996年中国环境状况公报报道,96年砷排放量达到1132吨,比95年增长%。含砷废水有酸性和碱性,当中一般也含有其它重金属离子。砷与铅等共同作用会使废水的毒性更大,国内外都曾发现废水中
砷的中毒事件[2]。 含砷废水中砷的存在形态受pH的影响很大,在中性条件下,可溶砷的数量达到最大,随着pH的升高或降低其溶解的数量都将降低。pH为时,溶液中砷主要以无机砷的形态存在,当pH为时,有机砷为其主要存在形态[3]。但由于含砷废水的来源并不单一,其成分也是复杂多变的。 含砷废水的处理在六十年代就已得到世人的关注。如能回收利用则不仅可解决了砷对环境的污染问题,而且经济效益显著,节约资源。目前,比较系统的处理方法有化学沉淀法、物理法以及新兴的、最具发展前途的微生物法。 本文通过对含砷废水的传统处理方法如物化法和化学法进行系统论述,找出其存在的问题,详细考察微生物法处理含砷废水的研究进展,旨在为进一步发展活性污泥法处理含砷废水的处理技术提供重要的参考依据。 1化学法处理含砷废水处理含砷废
水,目前国内外主要有中和沉淀法、絮凝沉淀法、铁氧体法、硫化物沉淀法等,适用于高浓度含砷废水,生成的污泥易造成二次污染。在化学法方面的研究已经比较成熟,很多人曾在这方面做了深入的研究。 中和沉淀法作为工程上应用较广的一种方法,很多人在这方面作了深入的研究,机理主要是往废水中添加碱(一般是氢氧化钙)提高其pH,这时可生成亚砷酸钙、砷酸钙和氟化钙沉淀。这种方法能除去大部分砷和氟,且方法简单,但泥渣沉淀缓慢,难以将废水净化到符合排放标准[4]。 絮凝共沉淀法,这是目前处理含砷废水用得最多的方法。它是借助加入(或废水中原有)Fe3+、Fe2+、Al3+和Mg2+等离子,并用碱(一般是氢氧化钙)调到适当pH,使其形成氢氧化物胶体吸附并与废水中的砷反应,生成难溶盐沉淀而将其除去。其具体方法有,石灰-铝盐法、石灰-高铁法、石灰-亚铁法等[4]。
含氰电镀废水处理的几种方法:一般有碱性氯化法、电解法、活性炭法 1 碱性氯化法 基本原理是在含氰废水中投加氧化剂(如漂白粉),将氰氧化成二氧化碳和氮。氧化分为两个阶段,第一阶段是将氰化物氧化成氰酸盐,第二阶段再将氰酸盐氧化成二氧化碳和氮气。主要水处理构筑物需设氧化反应池两座、沉淀池一座以及相应的投药装置等。反应池中设pH 计及ORP计(氧化还原电位计)控制水质及投药量,并设搅拌装置。第一阶段氧化反应时间控制在10~15min,pH值控制在10~11,第二阶段氧化反应时间控制在10~30min,pH值控制在8左右。 2 电解法 电解法处理含氰废水的实质就是次氯酸氧化法,其原理同样是基于氧化反应,与碱性氯化法不同的是其所投加的氧化剂是通过电解食盐水所产生的次氯酸根。因此需设一套电解食盐水装置。该方法的优点是处理效果稳定可靠,管理方便,操作简单,无泥渣,可不设沉淀池。缺点是耗电量较大。 3 活性炭法
此种方法主要用于氰化镀铜废水处理。基本原理:含有氰化物的废水在有足够的溶解氧和铜离子的条件下,通过活性炭的催化氧化作用,生成NH3及CuCO3·Cu(OH)2等物质,从而破坏氰化物的毒性,同时铜和氰构成的络合离子被活性炭吸附。基本流程:废水→氧化剂柱→活性炭柱(两级)→排放或回收。活性炭吸附达饱和后,用6%的硫酸铵和含有效氯为8g/L的次氯酸钠再生。此种方法的优点是投资少,操作简单,费用低,水处理效果好。缺点是再生废液难处理,易造成二次污染。 对于含氰废水,除上述处理方法外,还有离子交换法、薄膜蒸发回收法等。离子交换法同样存在再生废液二次污染的问题,且投资大、成本高。而薄膜蒸发回收法设备较复杂,且需消耗蒸气,辅助设备较多,运行管理不易掌握,因此在中小型电镀生产厂中很少使用。
砷的处理方法 废水中的三价砷可以用沉淀法进行回收,如硫酸厂中的废水,可用硫化钠在20~40℃下进行处理,所得的硫化砷用硫酸铜在70℃进行处理,冷却后进行分离,分出硫化铜后,再与硫酸铜溶液反应,并在>70℃通入空气或氧,使砷成为五价,再分出硫化铜,溶液通入二氧化硫或硫酸厂的尾气,使五价砷还原成三价砷,并结晶,过滤干燥,即可回收三氧化二砷[1]。 在从蒽醌磺酸制备氨基蒽醌过程中,以前曾用过Na2HAsO4作为催化剂,其废水可以先在90℃加入过氧化氢,再通过一个阳离子交换树脂处理,出水中形成的H3AsO4可以用20%的NR3(R=C8~16的烷基)在二甲苯中的溶液进行萃取,约有95%以上的砷被回收,其纯度可达97~98%,可以回用于氨基蒽酯的生产。而出水中砷的最终浓度可降至0.005~0.007mg/L[2]。 5.3沉淀及混凝沉降法 砷的主要处理方法有硫化物沉淀法, 或与多价重金属如三价铁等络合并与金属氢氧化物进行共沉定。第二种方法是水处理技术中常采用的传统混凝沉降法。此外也可采用活性炭和矾土吸附或离子交换。 5.3.1 铁盐法 铁盐法是处理含砷废水主要方法,由于砷(V)酸铁的溶解度极小,所以除直接用铁盐处理[3][4][5][6][7][8][9][10]外,也可在处理含砷废水时,先进行氧化处理,使废水中的三价砷先氧化成五价砷,使沉淀或混凝沉降法的效果更好。由于空气对三价砷的氧化速度很慢,所以常用氧化剂进行氧化,常用的氧化剂有氯,臭氧,过氧化氢,漂白粉,次氯酸钠[11][12][13]或高锰酸钾,也可以在亚硫酸钠存在下进行光催化氧化[14][15]。如在活性炭存在下也可以进行空气催化氧化,再与镁,铁,钙或锰等盐作用,脱砷能力可以提高10~30倍[16]。结合铁盐处理,出水中的砷含量可以降至0.05~0.1mg/L[17]。铁盐法可以用在饮用水的净化
几种工业废水处理工艺流程 一、表面处理废水1磨光、抛光废水 在对零件进行磨光与抛光过程中,由于磨料及抛光剂等存在,废水中主要污染物为COD、BOD、SS。 参考工艺流程废水→调节池→混凝反应池→沉淀池→水解 酸化池→好氧池→二沉池→过滤→排放 2除油脱脂废水 常见的脱脂工艺有:有机溶剂脱脂、化学脱脂、电化学脱脂、超声波脱脂。除有机溶剂脱脂外,其它脱脂工艺中由于含碱性物质、表面活性剂、缓蚀剂等组成的脱脂剂,废水中主要的污染物为pH、SS、COD、BOD、石油类、色度等。 参考工艺流程废水→隔油池→调节池→气浮设备→厌氧或 水解酸化→好氧生化→沉淀→过滤或吸附→排放 该类废水一般含有乳化油,在进行气浮前应投加CaCl2破乳剂,将乳化油破除,有利于用气浮设备去除。 当废水中COD浓度高时,可先采用厌氧生化处理,如不高,则可只采用好氧生化处理。3酸洗磷化废水 酸洗废水主要在对钢铁零件的酸洗除锈过程中产生,废水pH 一般为2-3,还有高浓度的Fe2+,SS浓度也高。 参考工艺流程废水→调节池→中和池→曝气氧化池→混凝 反应池→沉淀池→过滤池→pH回调池→排放
4磷化废水 磷化废水又叫皮膜废水,指铁件在含锰、铁、锌等磷酸盐溶液中经过化学处理,表面生成一层难溶于水的磷酸盐保护膜,作为喷涂底层,防止铁件生锈。该类废水中的主要污染物为:pH、SS、PO43-、COD、Zn2+等。 参考工艺流程废水→调节池→一级混凝反应池→沉淀池→二级混凝反应池→二沉池→过滤池→排放 5铝的阳极氧化废水 所含污染物主要为pH、COD、PO43-、SS等,因此可采用磷化废水处理工艺对阳极氧化废水进行处理。 二、电镀废水 电镀生产工艺有很多种,由于电镀工艺不同,所产生的废水也各不相同,一般电镀企业所排出的废水包括有酸、碱等前处理废水,氰化镀铜的含氰废水、含铜废水、含镍废水、含铬废水等重金属废水。此外还有多种电镀废液产生。对于含不同类型污染物的电镀废水有不同的处理方法,分别介绍如下: 1含氰废水 目前处理含氰废水比较成熟的技术是采用碱性氯化法处理,必须注意含氰废水要与其它废水严格分流,避免混入镍、铁等金属离子,否则处理困难。该法的原理是废水在碱性条件下,采用氯系氧化剂将氰化物破坏而除去的方法,处理过程