重庆市轨道交通会展中心支线(会展中心~礼嘉段)轨道工程 地下线道岔道床 施工方案 编制: 审核: 审批: 中铁一局集团有限公司 重庆轨道交通会展中心支线工程项目经理部
2011年9月
目录 一、作业内容 (1) 二、技术标准 (1) 三、道岔铺设工艺流程 (1) 四、道岔施工工期安排 (2) 五、劳动力组织及施工机具表 (3) 六、作业细则 (5) 6.1、施工准备: (5) 6.2、基标测设 (5) 6.3、散布道岔岔料 (6) 6.4、联轨、架轨 (6) 6.5、悬挂混凝土岔枕 (7) 6.6、粗调道岔几何尺寸 (7) 6.7、绑扎、焊接钢筋网架 (7) 6.8、精调道岔几何尺寸 (8) 6.9、立道岔模板 (9) 6.10、浇筑道床混凝土 (9) 6.11、抹面、整修及养护 (9) 6.12、道岔状态检验 (10) 6.13、混凝土养生 (10) 七、质量注意事项 (10) 八、钢筋工程施工技术要求 (11) 九、模板工程现场施工技术要求 (12) 十、隐蔽工程质量保证措施 (14) 十一、安全及职业健康保证措施 (14) 十二、环保及文明施工 (15)
地下线道岔道床施工方案 一、作业内容 重庆市轨道交通会展中心支线(会展中心~礼嘉段)轨道工程道岔施工包括:60kg/m钢轨9号单开道岔9组,其中包含7组左开、2组右开;15m间距60kg/m钢轨9号交叉渡线1组。 具体作业内容:通过岔区附近隧道支洞将轨料用汽车运输至道岔施工位置,道床基底处理、道岔料散料、绑扎钢筋网、道岔轨道架设、悬挂混凝土短岔枕、道岔精调、浇筑道床混凝土。 二、技术标准 2.1《铁路轨道施工及验收规范》TB10413-2003。 2.2《铁路混凝土与砌体工程施工规范》TB10210-2001 2.3《铁路混凝土与砌体工程施工质量验收标准》 TB10424-2003 2.4《钢筋焊接及验收规范》JGJ18-2003 2.5《混凝土结构工程施工质量验收规范》(GB50204-2011) 2.6《预拌混凝土》(GB/14099-2003) 2.7《地下铁道工程施工及验收规范》GB50299-1999 2.8其他强制性标准。 三、道岔铺设工艺流程 道岔整体道床施工计划采用4个作业面进行施工,道岔整体道床采用一次成型的施工工艺,整体道床浇筑前将道岔按照设计位置定位后连接成一整体,然后用钢轨支承架将道岔整体架立,精调道岔各部分尺寸达到设计及规范要求的技术标准,支立模板浇筑混凝土,具体施工工艺如下3-1图示:
道岔铺设施工方案 编写: 复核: 二〇〇八年四月三日
目录 1 工程概况 (1) 2 编制依据 (1) 3 主要工程数量 (1) 4 工期安排 (1) 5 人员安排(见表一) (1) 6 施工方案 (1) 6.1总体施工方案 (1) 6.2正线道岔铺设施工方法 (2) 6.3到发线及站线道岔铺设施工方法 (9) 7 质量保证措施 (10) 8 安全保证措施 (11) 9 施工机具安排 (见表二) (11) 10 附表 (11)
1 工程概况 2 编制依据 2.1《客运专线铁路轨道工程施工技术指南》 2.2《客运专线铁路轨道工程施工验收暂行标准》 2.3《石太铁路客运专线有限公司质量管理办法》 2.4《中铁三局联合体石太客运专线项目质量管理体系程序文件》 2.5《新建铁路石家庄至太原客运专线指导性施工组织设计》 2.6《新建铁路石家庄至太原客运专线Z9标实施性组织设计》 2.7《中铁三局联合体石太铁路客运专线施工技术管理办法》 2.8线路设计文件 2.8局指下发2008年施工要点安排 3 主要工程数量 4 工期安排 5 人员安排(见表一) 6 施工方案 6.1总体施工方案 站内正线道岔在岔位位置首先在铺轨时采用工具轨进行临时过渡,待岔位处达到铺设道岔条件时,采用封锁一条正线,在该线路上换铺道岔的施工方案,另一条线路正常开通以保证前方
正常铺轨的施工方案。 到发线及站线道岔采用预铺法,待正线铺轨至相应的站场后,平板车运送岔料至施工现场,然后进行道岔铺设。 6.2正线道岔铺设施工方法 正线岔道岔施工工艺流程图 6.2.1施工准备 6.2.1.1与线下单位进行资料交接 在道岔铺设前进行相关资料的交接,交接资料包括 CPII点及线路中桩、水准点等控制点,路基基础资料如路基强度报告等。 6.2.1.2道岔进场验收完毕。道岔应在制造厂内进行预组装和调试,按厂内组装试铺验收技术条件的规定检验合格,并在各部分打上组合标记;道岔出厂时,应提供铺设图,并有质检部门签发出厂合格证,其标识和包装应符合相关的规定。 6.2.1.3站内两股正线(包括岔位处)已铺设,养护基本到设计标准。 6.2.1.4道岔铺设龙门吊安装完毕,其走行范围覆盖车站一端。 6.2.1.5岔位外移桩已测设。
内燃道岔打磨机安全技术操作规程示范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
内燃道岔打磨机安全技术操作规程示范 文本 使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 1、操作人员必须经过培训,考试合格后方可作业。 2、使用前认真阅读使用说明书,并按要求操作。 3、必须在天窗修或者施工封锁范围内使用。 4、作业前检查 ①对机械进行全面检查,确保机械处于完好状态。 ②检查汽油机燃油,润滑系统不得有渗漏和堵塞现 象。 ③检查汽油机和砂轮传动皮带的松紧是否合适。 ④检查砂轮保护装置是否正确、牢固、可靠。 ⑤瞬间起动汽油机确定砂轮转向是否正确,空转一分 钟观察运转是否正常。
⑥二冲程汽油机必须使用二冲程汽油机油,汽油与机油配合比为25:1。四冲程汽油机分别加注润滑汽油机油和汽油。 5、作业中 ①打磨机只能在油门处于全速工作状态时开始进行打磨,磨轨要缓慢进行,以防止机具过载。 ②操作者保持与砂轮的安全距离,其他人员应该避开打磨方向,一面烧伤或砂轮伤害。 ③遇到机械故障时,应该立即停机,快速下道,撤离到限界以外,禁止在线路上检修。 6、作业后 ①打磨完成后,关闭点火装置,待发动机熄火后松开夹具,机具下道后抬出限界以外。 ②按照使用说明书对机器进行保养。 ③打磨机长时间不用应该卸下砂轮,放净汽油,擦拭
道岔施工方案 1.工程概况 直股通过速度250km/h,侧股通过速度80km/h。 2.道岔参数 2.1. 18号单开道岔主要技术参数:全长:69m,前长:31.729m,后长:37.271m,辙叉角:3度10分47.39秒,导曲线半径:1100m。 2.2. 18号单开道岔主要组件参数:转辙器轨排:长2 3.392m,钢轨6.3t,扣件7t,岔枕9.7t。导轨组件:长2 4.614m,钢轨7.2t。辙岔轨排:长20.992m,钢轨7.0t,扣件 5.7t,岔枕8.3t。 3.道岔组件及技术要求 3.1转辙器 3.1.1.直基本轨与曲线尖轨组件,重量5.8t,长度约24m。 时速250公里18号道岔曲线尖轨降低值列表
3.1.2.吊点设置及组件示意图,组件共设置6个吊点,如下图: 3.1.3.曲基本轨与直线尖轨组件,重量5.8t,长度约24m。 时速250公里18号道岔直线尖轨降低值列表 3.1. 4.吊点设置及组件示意图,组件共设置6个吊点,如下图: 3.1.5.安装工具:弦线、轨距尺、塞尺、扳手、卡尺、支距尺、钢卷尺。 3.2.可动心轨辙叉及组件 3.2.1.辙叉重量8.3t,长度约21m。 3.2.2.吊点设置及组件示意图,组件共设置6个吊点,如下图:
3.1.5.安装工具:轨距尺、塞尺、支距尺、卡尺、钢卷尺(50、3)、卡钳、扭矩扳手、撬棍。 3.3.导轨(胶接绝缘轨)组件 3.3.1.起吊钢轨时吊点间距必须小于4m,起吊点距离端头不得大于3m。 3.4.电务转换设备 3.4.1.主要组成及参数:转换设备包括转辙机、外锁闭装置、密贴检查器、安装装置等。 时速250公里18号道岔转换设备主要参数
( 操作规程 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 钢轨内燃道岔打磨机的安全操 作规程(通用版) Safety operating procedures refer to documents describing all aspects of work steps and operating procedures that comply with production safety laws and regulations.
钢轨内燃道岔打磨机的安全操作规程(通 用版) 一、适用范围 NCM-4型内燃道岔打磨机主要用来打磨道岔转辙器的尖轨、辙叉心轨、翼轨顶面及侧面肥边,也可打磨各种型号钢轨顶面及侧面肥边。性能优越,结构合理,质量可靠,省时省力,是工务部门维修线路的必备工具。 二、主要技术参数 1、汽油机 型号:HONDA-GX160 功率:3.05kW 转速:3600r/min 2、通用平形砂轮
规格:Φ250×Φ32×32 最大磨削线速度:40m/s 3、磨削垂直行程:170mm 4、磨削砂轮位置调整角度(从垂直 方向起向两侧面可分别倾斜角度):30° 5、外廓尺寸:2900×850×1000 6、整机质量:114kg 三、基本结构与工作原理 工作原理:汽油机经过V带传动,使主轴(砂轮)产生回转运动,再通过转动手轮经丝杠、丝母实现垂直方向的进给磨削运动,而水平方向的进给磨削主要是靠大车架上的小车架的水平移动来实现。 小车架上装有蜗轮副,能使砂轮左右最大倾斜30°角,以适应各种斜面打磨需要。推动大车架沿钢轨纵向反复移动完成磨削工作。 主要结构:有两个部件组成: 1、安装有四个带单轮缘滚轮在轨道上移动的大台车架。 2、安装有四个带双轮缘滚轮、能在大车架上沿垂直轨道方向水
铁 道 技 术 监 督RAILWAY QUALITY CONTROL 标准化工作STANDARDIZATION WORK 第42卷 第5期Vol.42 No.5 ?·?2·? 中国和欧洲高速铁路道岔标准体系及内容分析 王树国,司道林,葛晶,王猛 (中国铁道科学研究院铁道建筑研究所,北京 100081 ) 摘?要:概述欧洲高速铁路道岔标准制定情况及其主要内容,分析主要标准的特点。介绍我国高速铁 路道岔标准体系建立的过程,该标准体系由设计、制造和铺设3个部分组成,包括6个标准。阐述各标准的主要内容、适用范围和主要特点,分析我国与欧洲高速铁路道岔标准的差异。 关键词:高速铁路;道岔;标准;中国;欧洲 中图分类号:U213.6-65 文献标识码:B 文章编号:1006-9178(2014)05-0002-04 Abstract:The authors summarize the formulation of European standards on high-speed railway turnouts and its main contents,analyze its characteristics of major standards,introduce the development process of domestic high-speed turnouts standard system which is composed of six specifications on design,manufacturing and laying of the turnouts. The authors also describe the scope,the main contents and the characteristics of the high-speed turnouts specifications,and analyze the differences between Chinese high-speed railway turnouts standards and European standards. Keywords:High-speed Railway;Turnouts;Standard;China;Europe 0 引言 道岔是铁路轨道的关键设备,道岔的设计、制造和铺设关系到铁路运营的安全性,因此建立完善的高速铁路道岔标准体系,组织制定各道岔标准,对于保障道岔产品的高精度、高平顺性和高安全性具有重要意义。 德国、法国是高速铁路发展较早、技术水平较高的国家。为规范高速铁路道岔的设计、制造和铺设,保证道岔性能,德国、法国均制定了适应各自工业水平和铁路运营特点的道岔标准,最终形成欧洲道岔标准,并随着技术进步和认识的深入不断修订、完善。 目前,我国高速铁路进入大发展时期,已有6 000余组高速道岔铺设于高速铁路并投入运营。为规范道岔产品的设计和制造,我国先后制定了高速铁路道岔设计、制造和铺设技术条件,初步建立起高速铁路道岔标准体系。 为了不断完善我国高速铁路道岔标准体系,有 必要开展我国和欧洲高速铁路道岔标准体系的对比分析研究。 1 欧洲道岔标准 1.1欧洲道岔标准概述 欧洲有关道岔的标准很多,最重要的有以下3个:①EN 13232(所有部分)《轨道交通 轨道 道岔和交叉》②EN 13231-2:2006《轨道交通 轨道 作业和验收:有砟道岔作业》;③EN 13803-2:2007《轨道交通 轨道 轨道线型设计参数 轨距大于等于1 435 mm 第2部分:曲率突变条件下的道岔及线型设计》。 EN 13232由9个部分组成,主要内容包括道岔及其部件的定义、道岔区轮轨关系、道岔线型和结构设计、道岔制造和组装、工电接口、道岔总体设计流程等方面的要求和指导,见表1。 EN 13232(所有部分)的第1部分规定道岔、转辙器和辙叉的通用术语,参照配图给出各组件的定义;第2部分规定道岔线型的几何设计原则;第3部分规定车轮和轨道的特征、车轮导向与车轮荷载转移的几何设计原则;第4部分规定可动部位与转换、锁闭和表示设备之间的界面及相关要求;第 收稿日期:2014-03-12 基金项目:铁道部科技研究开发计划项目(Z2013-G005) 作者简介:王树国,副研究员 2014年5月(总第331期)
施工方案 道岔铺设施工方案 编写: 复核: 二〇〇八年四月三日 目录 1 工程概况 (1) 2 编制依据 (1) 3 主要工程数量 (1) 4 工期安排 (1) 5 人员安排(见表一) (1) 6 施工方案 (1) 6.1总体施工方案 (1) 6.2正线道岔铺设施工方法 (2) 6.3到发线及站线道岔铺设施工方法 (8) 7 质量保证措施 (9) 8 安全保证措施 (9) 9 施工机具安排(见表二) (10) 10 附表 (10)
1 工程概况 2 编制依据 2.1《客运专线铁路轨道工程施工技术指南》 2.2《客运专线铁路轨道工程施工验收暂行标准》 2.3《石太铁路客运专线有限公司质量管理办法》 2.4《中铁三局联合体石太客运专线项目质量管理体系程序文件》 2.5《新建铁路石家庄至太原客运专线指导性施工组织设计》 2.6《新建铁路石家庄至太原客运专线Z9标实施性组织设计》 2.7《中铁三局联合体石太铁路客运专线施工技术管理办法》 2.8线路设计文件 2.8局指下发2008年施工要点安排 3 主要工程数量 4 工期安排 5 人员安排(见表一) 6 施工方案 6.1总体施工方案 站内正线道岔在岔位位置首先在铺轨时采用工具轨进行临时过渡,待岔位处达到铺设道岔条件时,采用封锁一条正线,在该线路上换铺道岔的施工方案,另一条线路正常开通以保证前方正常铺轨的施工方案。 到发线及站线道岔采用预铺法,待正线铺轨至相应的站场后,平板车运送岔料至施工现场,然后进行道岔铺设。
6.2正线道岔铺设施工方法 正线岔道岔施工工艺流程图 点等控制点,路基基础资料如路基强度报告等。 6.2.1.2道岔进场验收完毕。道岔应在制造厂内进行预组装和调试,按厂内组装试铺验收技术条件的规定检验合格,并在各部分打上组合标记;道岔出厂时,应提供铺设图,并有质检部门签发出厂合格证,其标识和包装应符合相关的规定。 6.2.1.3站内两股正线(包括岔位处)已铺设,养护基本到设计标准。 6.2.1.4道岔铺设龙门吊安装完毕,其走行范围覆盖车站一端。 6.2.1.5岔位外移桩已测设。 6.2.1.6位移观测桩已按要求设置完成。 6.2.2施工工序及施工方法 6.2.2.1道碴摊铺 1、道碴摊铺 道碴摊铺是岔位位置按道岔尺寸补足相应的底碴和面碴,使道床基本达到设计高程,减少起道对道岔质量的影响。为使道床密度达到规定要求,使用压路机压实,压实时由外侧向内侧纵向作业,重叠压实不小于50cm,达到平整无明显痕迹。 压实后的道床及时进行几何尺寸、表面平整度、碴顶高程及密度检查,达到标
10 高速铁路道岔技术 10.1 高速道岔类型 在高速铁路中,道岔有其特殊的地位,几乎无一例外地通过单开道岔实现两股轨 道的连接。高速道岔在其功能上和结构上与常速道岔相比,虽无原则上的区别,但要求安全性和舒适性更高。 按分界点设置方案不同,高速道岔一般分为两种类型。 第一类用于中间站、区段站的车站正线 因为通过道岔侧股时,必然是进站停车或停站后出站,所以侧向过岔仅要求满足中速运行条件。属于这一类的有我国客运专线的18 号道岔,日本新干线的18 号道岔,法国高速新线的20 号道岔,德国高速新线的18.5号道岔,俄罗斯的18 号和22 号道岔,美国的28 号道岔,意大利的18.2 号道岔等。 国外铁路在这些线路上夜间停运,有足够的时间养路,虽然站间距离较长,在区间也不设渡线,即在正常运营时不采用反向行车。 第二类用于区间渡线和高速侧向过岔的部位 一是因为站间距离较长,电务和工务实行天窗维护,需要反向行车;二是因为高速客运专线与既有线大站间的联络线需要高速侧向过岔。属于这一类的有我国客运专线的42号、50号道岔,法国高速新线的tg0.0218即46号和tg0.0154 即65 号道岔,日本新干线的38 号道岔,德国高速新线的26.5 号和42 号道岔,英国的tg0.0145即69号道岔等。 国内外高速铁路中高速道岔主要技术参数见表10.1.1
续表10.1.1
10.2 高速道岔结构特征 综观国内外高速道岔结构,其特征主要如下: 10.2.1 转辙器 (1)转辙器尖轨采用矮形特种断面钢轨制造的藏尖式、曲线形、弹性可弯式跟端尖轨。 (2)为防止车轮轮缘冲击和扎伤尖轨尖端,使尖轨尖端埋藏在基本轨轨头侧面刨切部分,以便使尖轨轨头非工作边与基本轨工作边相密贴。 (3)为增大导曲线半径,道岔侧股设计为曲线形尖轨,曲线尖轨半径与导曲线半径相一致。 (4)曲线尖轨有切线形和割线形之分。尖轨与基本轨的平面连接方式有普遍采用切线形曲线尖轨的趋势。日本、法国和德国高速道岔均为切线形。一般在尖轨顶宽 2.5~5mm 处作斜切以减小其薄弱部分的长度。我国采用相离半切线形,俄罗斯采用割线形曲线尖轨。 (5)曲线尖轨尖端有冲击角和无冲击角之分。一般半切线形曲线尖轨尖端有冲击角,如我国的高速道岔,而切线形曲线尖轨尖端有的有冲击角,如法国的高速道岔, 有的则无冲击角,如日本的高速道岔,冲击角的大小直接关系到逆岔侧向过岔速度。 (6)曲线尖轨的长度一般都较长,少则10 几米,长则40~50 多米,它分为尖轨跟端部分、尖轨可弯部分及尖轨板动部分的长度。为保证尖轨的转换可靠性及板动到位,常设置多根转辙杆,如法国的65号道岔,尖轨长57.5m,采用6 根转辙杆;日本的38号道岔,尖轨长42.1m,也采用6根转辙杆;德国的26.5 号道岔,尖轨长31.74m,采用4根转辙杆;我国的18号道岔,尖轨长21.45m,设置了3 根转辙杆。 (7)尖轨跟端经模压加工成与标准钢轨相同的断面,并用焊接方法使其与相邻的钢轨连接,同时用能纵向调节的弹性扣件牢固扣压,以提高转辙器的稳固性和可靠性。 (8)直股尖轨为直线形,尖轨尖端轨距不作任何加宽,有利于高速直向过岔。 10.2.2 辙叉及护轨 (1)有高锰钢整铸辙叉和可动心轨或可动翼轨之分。为消灭辙叉有害空间及减小翼轨冲击角,加大导曲线半径,一般可采用由特种断面钢轨制成的可动心轨式高锰钢曲线辙
钢轨、道岔打磨车作业指导书 1. 目的与要求 目的:指导机械操作人员正确、安全的使用钢轨、道岔打磨车。 要求:机械操作人员熟练掌握钢轨、道岔打磨车的各项操作规程。 2. 适用范围 2.1 本作业指导书规定了钢轨、道岔打磨车的作业条件、作业程序、作业要求、作业质量的控制。 2.2 本作业指导书适用于钢轨打磨车和道岔打磨车打磨作业。 3. 引用标准 《铁路技术管理规程》、《铁路工务安全规则》、《铁路线路修理规则》《大型养路机械使用管理规则》。 4. 作业程序 4.1 作业要求: 4.1.1 作业时必须封锁线路,封锁时间应满足《修规》有关规定。 4.1.2 封锁前后不限速。 4.1.3 钢轨打磨车用于打磨区间线路、站线,道岔打磨车主要用于道岔区间打磨。 4.1.4 道岔打磨车作业时,打磨范围为道岔及其前后不小于25米线路,相邻道岔夹直线按钢轨打磨作业标准打磨。 4.1.5 影响打磨作业的设施(道口铺面、红外线探头等)需拆除,否则作为障碍物跳过。 4.1.6 道岔打磨时,交叉渡线的菱形交叉不打磨。 4.2 点名分工 工班长组织作业人员点名,明确作业范围、节点时分及安全注意事项,所有人员均应按规定使用劳动保护用品。 4.3 安全预想 4.3.1 上班要集中思想,做到自控、互控、他控及联控。 4.3.2 按规定要求设置好相应的防护,加强操作人员与防护员之间联系。 4.3.3 严格“天窗修”点内作业规定和动车组运行区段避车安管理规定。
4.3.4 作业前确认机械状态良好,各作业装置位置正确到位。 4.3.5 线路设备管理方负责提前清除作业地段及两侧的可燃物,在作业中做好防火措施。 4.3.6 线路设备管理方应提前处理焊接接头、翼轨、异形接头、钢轨错牙等超限处所。 4.3.7 线路设备管理方负责修复道岔打磨车打磨顶面时造成的曲股划痕。 4.4 防护设置 4.4.1 现场设置随车防护员,防护人员必须经考试合格的职工担任。上道作业前,必须指派驻站联络员并提前40分钟到达车站办理登记手续,加强与车站值班员联系,全面了解列车运行情况并及时通知现场防护员。 4.4.2 作业负责人确认防护已到位,并接到施工命令(命令号、施工起讫时间)后,通知作业人员,上道作业。 4.5 上道作业 4.5.1 进入封锁施工地点后,应立即按规定设置有关防护信号。 4.5.2 钢轨打磨 4.5.2.1 作业准备 ⑴钢轨打磨车按封锁命令进入作业地点。 ⑵转换至打磨作业工况。 ⑶在直线上放下测量小车,确认小车走行轮准确入位(没有此项功能的车型可省略此操作)。 ⑷在直线上放下作业打磨小车,确认小车走行轮准确入位。 ⑸将主控计算机上工作状态设置成“打磨”状态,确认最低作业速度设置, 在发动机规定转速状态下启动打磨电机,输入打磨模式。 4.5.2.2 打磨作业 ⑴设定作业驾驶室。 ⑵确认制动系统完全缓解后,调速至合适的作业速度开始作业。 ⑶根据线路的环境打开或关闭打磨车侧面喷射及枕木喷洒消防水开关,并适时调节喷头角度。 ⑷如遇到不能打磨的区域(如平交道口等),应设置障碍区域或人工操作避让障碍。
客专线系列18号高速道岔简介 高速铁路道岔均为单开道岔,其种类可以按采用的技术系列、速度、轨下基础类型进行分类。从技术系列上,可以分为客专线系列(我国自主研发)、CN系列(德国技术)和CZ 系列(法国技术)。自主研发的客运专线道岔,除18号采用单圆曲线的平面线形外,大号码道岔采用圆曲线+缓和曲线的平面线形。 一.客运专线道岔主要尺寸 18号道岔线形及主要尺寸 二.客专线系列道岔主要特征 尖轨采用60D40钢轨制造;尖轨跟端采用间隔铁、限位器或无传力结构;翼轨采用轧制的特种断面翼轨;翼轨与长心轨或岔跟尖轨胶接;岔跟尖轨用60kg/m钢轨制造;所有铁垫板采用硫化处理;部分滑床板间隔设置施维格辊轮,辊轮高度可方便地进行调整;扣件为弹条Ⅱ型扣件;混凝土岔枕采用长岔枕,垂直于道岔直股布置;牵引点设两岔枕之间,尖轨采用多机多点、分动转换。
客专线系列高速道岔扣件系统 一.通用扣件 有砟道岔与无砟道岔采用相同的Ⅱ型弹条分开式扣件系统,即钢轨和弹性铁垫板的联结采用Ⅱ型弹条结构,铁垫板与岔枕的联结采用φ30岔枕螺栓及带缓冲套、缓冲调距块的结构。轨下设5mm橡胶垫板,板下设20mm橡胶垫层与铁垫板硫化在一起(弹性铁垫板)。调高垫板设在岔枕顶面和弹性铁垫板之间,可实现-4~+26 mm调高量。铁座与轨底间设置轨距块,与缓冲调距块相结合,可实现-8~+4 mm的调距量,调距精度为1mm。 缓冲调距块轨距块盖板及橡胶垫圈 通用型弹性铁垫板5mm厚轨下橡胶垫板
二.特殊零部件 (一)滑床板 (二)辊轮与辊轮滑床板 单辊轮双辊轮(三)弹性夹 SSB4(360mm)用于尖轨跟端SSB3(303mm)用于滑床板 SSB2(224mm)用于护轨垫板
拆除既有5#道岔线路铺设施工方案 1、拆除60-12#道岔人员分布: 施工负责人:1人 技术负责人:1人 安全负责人:1人 测量人员:3人 驻站联络员:2人 防护人员:9人(机械防护2人,现场防护5人,网口防护2人)技术人员:1人 材料员:1人 施工人员:150人每15人一组小组长一名1、2、3、4、、、、组。(综合队20人应急) 2、拆除60-12#道岔要点安排 拆除一组道岔工序作业时间安排表 序号工序名称作业内容及标准作业时间 1 拆除防护网5分钟 2 拆除既有道岔锯轨,穿滑轨垫滑轮,道岔推移50分钟 20分钟 3 道床清理平整道砟,宽度、深度符合技术要求(枕下20cm/300cm 宽) 50分钟 4 线路铺设拉线抬摆方正轨枕、钢轨落槽按装配件涂油、锯轨连 接。 40分钟 5 上砟整道横拨顺直,道碴饱满,捣固密实,两侧作业,依次进 行 6 精调细整高低水平几何尺寸准确15分钟 7 电务调试三方确认,销记开通30分钟 合计210分钟 3、主要机具表 拆除1组道岔施工配备的主要工具、机具如下表:
主要工具、机具数量表 团山站站改主要工具、机具数量需求表 序号用途机具名称单位数量备注 1 大型机 械装载机台 3 50型号 2 挖掘机台 4 70型号 3 吊车台 2 25吨汽车吊 4 拆网 封网内六角扳手把10 5 铁线捆 1 12# 6 防护网立柱根40 水泥柱 7 拆除道 岔轨枕钳副20 施工队配 8 钢轨切割机套8 上海产锯片5 箱 9 丁字扳手(24#)把40 施工队配 10 丁字扳手(32#)把100 施工队配 11 活动扳手(375)把8 施工队配 12 内燃扳手台 4 施工队配 13 抬杠(竹子)个32 施工队配 14 撬棍根200 施工队配 15 抬轨钳把32 3 16 棕绳米300 粗绳200米细绳100米 17 钢丝绳根40 2m,4m,6m,8m 各10根 吊岔枕专用钢丝绳套30 带U型环 18 套丝扳手(板牙)个12 施工队配 19 尖铁锹把40 施工队配
道岔大修作业流程及标准 一、道岔(线路)预铺 道岔预铺主要作业流程为:预铺位置选定—设置物理隔离—搭设预铺平台—预铺岔枕—核实道岔材料及零配件规格、型号及数量—安装垫板、配件—涂长效油脂—组装联结道岔轨件(冻结、焊联)—预铺验收及整治超限—电务安装、调试设备。 线路轨排预铺主要作业流程为:预铺位置选定—搭设预铺平台—预铺Ⅲ型枕—核实材料及零配件规格、型号及数量—安装配件—涂车轴油—预铺验收及整治超限。 1.选择道岔(线路)预铺场地,整平夯实搭设支撑墩的位置,确保受力均匀,有条件时利用既有站线股道进行预铺。 2.设置物理隔离。对道岔(线路)预铺地点进行物理隔离,根据道岔(线路)预铺地点现场情况,采用半封闭或全封闭的形式,靠线路道床边坡一侧设置牢靠的临时栅栏(注意轨道电路和限界安全),确保道岔(线路)预铺时人员、材料、机具均在线路外侧由物理隔离的封闭式安全限界范围内进行。 3.搭设预铺平台。预铺道岔(线路)底架必须平整牢固,枕木跺采用井字架式。选用P50(或P60)再用轨(无侧磨)铺设架子轨。平台由枕木架子和钢轨组成,要求平、稳、不超限。 4.排放岔枕(III型枕)。选定基准股用钢尺按标准间距打点,按道岔(线路)设计图铺设道岔(线路)新枕,确保岔枕(线路)间隔准确。 5.铺设道岔钢轨件。按铺设图初步摆放好,全面复测钢轨长度,对尖轨等重点部位进行复查,检查道岔基本轨、岔内配轨、异型轨是否布置正确,岔心型号是否匹配,复核轨端螺栓孔距。 6.钢轨钻孔。位置应在轨腹中和轴上且必须倒棱,钢轨螺栓孔径偏差除图纸有注明外,误差均为0~+1mm;螺栓孔中心位置上下偏差不超过1.5mm;相邻螺栓孔中心距离偏差为±1mm。 7.按要求安装限位器。 8.安装滑床板与护轨垫板的安装。滑床台应平滑,无异物,预铺时在台板与轨底侧面间首先使用2mm轨距调整片,以备轨距向内调
RGH20C型道岔打磨车作业标准 1 目的 规范各号位操作手作业程序,保证作业质量、作业效率和人身、设备安全。 2 适用范围 适用于道岔打磨施工中的RGH20C型道岔打磨车作业。 3 引用标准 3.1 《铁路线路修理规则》铁运[2006]146号。 3.2 《铁路工务安全规则》铁运[2006]177号。 3.3《大型养路机械使用管理规则》铁运[2006]227号。 4 岗位职责 4.1 各号位分布图: 三号位 六号位五号位 四号位 作业方向 4.2 一号位岗位职责 1)负责撤除一号车防溜,运行前的检查工作,包括各个油位,工作装置是否到位,是否工作正常及牢固,确认随车安全备品及救援设备是否有效及状态良好。 2)运行前进行制动机性能试验。 3)运行过程中严格执行“彻底瞭望,确认信号,高声呼唤,手比眼看”,呼唤应答声音要洪亮、吐字清楚。 4)一号车方向的作业及作业前后对一号车磨头、小车等工作装置进行检查,确保小车收放到位、磨头角度、横移
及中位到位。 5)作业过程中认真观察车况,确认工作装置及仪表显示正常。 4.3 一、二号位作业程序 4.3.1 运行前的准备工作 1) 撤除本车铁鞋,对本车各个油箱油位及机油位进行检查,确保油料充足。 2)确认打磨头、打磨小车和打磨小车导向轮必须在提起位置并锁定牢固。 3)严格按照JZ-7型制动机的机能试验对打磨车进行试闸,试闸作业结束后,检查无线列调电台、运行监控记录装置、机车信号等,确保各装置能够正常工作。 4)检查走行照明灯、标志灯和雨刮器,确保其能正常工作。 5)检查随车所带的安全防护用品是否齐全,确保火炬响墩在有效期内。 6)确认弹簧制动在缓解位。 7)确认制动阀在缓解位或过充位。 8)转换至所需档位。 9)提高发动机转速到1800rpm,同时系好安全带。 10)鸣笛一长声,推动驱动手柄前进。 4.3.2 放车 1)降低发动机转速到900rpm。 2)在触摸屏上,按压小车下降/上升按钮,打磨小车下降。当导向轮解锁并下落到钢轨上时,监视器上的下降指示灯变亮。 4.3.3 作业 1)输入一个或一组打磨模式。 2)按压所需要的打磨头按钮或小车控制面板顶部的导向轮标志按钮,选择启动一个或全部。 3)激活选择的模式。
普速铁路道岔人工打磨作业 指导手册 2020年6月
一、作业目的 及时做好道岔轨件修理工作,预防和整治道岔轨件病害,可提高轨道平顺性,延长道岔使用寿命。 二、作业范围 尖轨、辙叉、基本轨、可动心轨轨头作用面低塌、麻点、鱼鳞伤、肥边、掉块,因肥边造成轨距、查照间隔、护背距离、护轨轮缘槽和辙叉咽喉、轮缘槽宽度超过标准、尖轨非作用边产生肥边、岔区不良焊缝及道岔打磨车打磨受限制的区域进行小型机械打磨。 钢轨及辙叉伤损达到下列标准时,需进行打磨整治: 钢 轨 及 辙 叉 病 害 Vmax >120km/h Vmax≤120km/h 测量方法 钢轨接头顶面或内侧错牙(mm ) >1 >2 直尺测量 工作边或轨端肥边(mm ) >1 >2 擦伤或剥落掉块、钢轨低头 接近或达到轻伤 接近或达到轻 伤 硬弯(mm ) >0.3 >0.5 1 m 直尺测量矢度 焊缝凹陷(mm ) >0.3 >0.5 钢轨母材轨顶面凹陷或接头马鞍型磨耗(mm ) >0.3 >0.5 波浪型磨耗 达到轻伤 达到轻伤 辙叉心轨与翼轨设计高差值(mm ) ≥1 ≥2 心轨翼轨磨耗测量仪
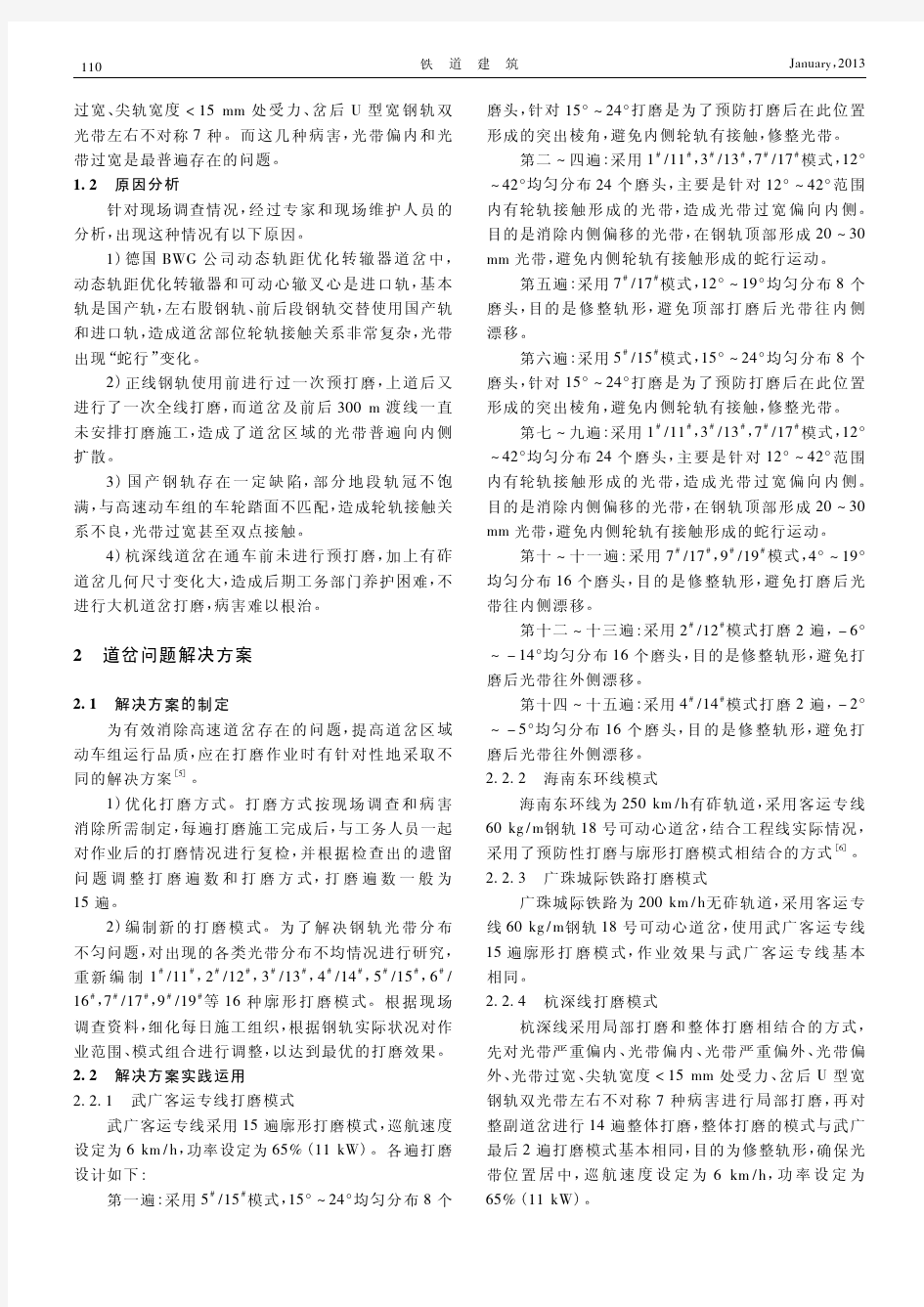
图1 尖轨部分打磨车打磨受限区域 图2 可动心轨辙叉打磨车打磨受限区域 图3 辙叉作用面麻点、鱼鳞伤
图4 辙叉心轨、翼轨作用边肥边 图5 辙叉跟拼接处剥落、掉块
图6尖轨非作用边肥边及掉块 图7 岔区不良焊缝
三、作业条件 1.纳入维修或施工天窗,办理封锁手续,同时按规定指派胜任人员担当施工(作业)负责人。 2.作业影响电务设备时,应通知电务部门到场配合,作业结束后,作业单位与配合单位在道岔调试合格后才能撤离。 四、作业所需工机具 MC3道岔打磨机、MV3道岔打磨机、仿形打磨机或精磨机、发电机、角向砂轮机、棒式打磨机、辙叉心轨翼轨磨耗测量仪、尖轨降低值测量仪、1米钢尺、小钢尺、塞尺、道尺、照明设备(夜间作业)、个人防护用品。 五、作业标准及要求 (一)尖轨的作用边打磨(MC3道岔打磨机) 此打磨以消除尖轨作用面肥边和不均匀磨耗为目的。将尖轨操动至开口位,调整道岔打磨机砂轮片高度,使其高于尖轨工作边铣削台高度,调整角度使砂轮片与尖轨作用面平行,自下而上按每 2 度进行角度转换打磨,直至消除肥边及不均匀磨耗。打磨时走行要均匀平稳。打磨起止点前后要做好起收刀力 度的转换,来回打磨遍数根据现场打磨量确定。 打磨后用角向砂轮机进行局部倒圆、打磨毛刺和抛光作业。
道岔插铺施工方案 1.工程概况 1.1工程简况 窑街煤电集团有限公司铁路专用装车线工程YJZYX-ZQ标段位于甘肃省兰州市红古区海石湾镇,兰青二线货3线从海石湾车站到发线12股(东牵引线)出岔(岔37)与正线平行设臵,全长1054.83m。货4线两端连接在货3线上,且货4线直线与货3线平行设臵,全长500m。站内设37#、39#、57#、59#道岔,均为P50单开道岔。 1.2施工组织安排 根据施工组织安排,专用线铺轨于2010年10月15日~2010年11月15日施工;铺碴整道于2010年10月25日~2010年11月15日施工,为不影响站后工程施工,定于2010年10月28日封闭东牵引线,开始37#道岔接入施工。37#道岔与39#道岔之间线路同期铺设。 施工影响范围:DK62+450至DK64+600间既有铁路及货场铁路。 作业时间:2010年10月28日~2010年11月2日 施工配合部门:西宁车务段、西宁电务段、西宁工务段 1.3人员组织机构安排 总体负责人:谭立伟 技术交底负责人:刘礼 现场交底负责人:谭立伟刘礼刘祖科 安全交底负责人:夏季 安全防护人员:李桂兵张秦张晓军张发刚 驻站联络员:罗万侠 2.主要施工方法及技术措施 2.1施工方案 施工前与铁路运营单位协调封闭东牵引线,在确保既有线行车安全的前提下组织施工。39#、57#、59#道岔铺设采用人工配合16t汽车吊在现场岔位处进行铺设,37#道岔采取插铺技术,即提前预铺道岔,在线路封闭点内拆除既有线路,通过横移、纵移到设计位臵的插铺施工方案。道岔铺设施工工艺流程见“道岔铺设施工工艺流程图”。
道岔铺设施工工艺流程图 2.2施工顺序 2.2.1 39#、57#、59#道岔 施工准备→测量定位→封闭东牵引线(线路防护)→人工配合16t汽车吊道岔铺设→上面碴→道床捣固、养护→道岔调试→解除封锁开通线路。 2.2.2 37#道岔 施工准备→测量定位→线外预铺道岔→封闭东牵引线(线路防护)→拆除既有线路,扒碴并铺道碴至设计标高→纵、横移新道岔至设计位臵→道岔前后钢轨连接→上面碴→道床捣固、养护→道岔调试→解除封锁开通线路。
成组更换道岔施工组织设计 一、编制依据 1、赤大白铁路大板东站成组更换道岔相关设计文件。 2、现行有关铁路工程设计规范、施工规范、验收标准、暂行规定、国家有关法律、法规及规定。 3、现行铁路施工技术安全规程,国家、铁道部、铁路局有关安全管理办法、规定。 4、赤大白铁路有关建设管理办法。 5、现场勘测资料及项目部机械设备、人力资源及施工能力状况。 二、工程概况: 1、大板东站P50-9型道岔需要更换,更换道岔的编号为:19#道岔,线路木枕更换为砼枕。 2、主要工程数量: 更换道岔1组及木枕更换为砼枕。 三、施工劳动力及机具安排 1、劳动力安排 1)、施工总负责人一人,负责人力、物力和机械设备的调配与供应,及时解决施工中出现的问题及落实次日施工的准备情况。 2)、技术负责人一人,负责施工组织、技术工作(配轨、计算预留轨缝、制定施工计划)、质量、进度、作业流程的监控。 3)、安全负责人一人,负责施工中防护、人身安全及对标检查。 4)、综合部负责人一人,负责材料的发放及回收。
5)、施工现场负责人一人,负责施工的人员、机械组织。 6)、现场工务监管二人,负责施工丢掉那线路质量的监控。 7)、设置驻站一人、大小里程800米防护二人、中间防护一人,指派的防护员必须经考试合格的员工持证上岗。 8)、值班调度一人,负责施工“天窗点”的对外沟通和现场施工信息的上传下达。9)、施工队伍:设置1个施工队伍,设置作业人员25人。 2、机具安排
装载机辆 四、临时设施方案、施工用电、用水:接铁路电源作为施工、照明用电,施工 要点作业时备1 台。1用24KW发电机2、施工道路:利用既有道路作为施工便道。五、工期安排1、工期安排。月25日月10日至2015年662015年六、施工方案1、施工准备施工前,落实好劳力,及时组织进场,调查联系料 源,根据与设备管理单位 签定的《施工安全配合协议》,提前联系电务等相关单位或部门,查明影响施工的相关设备,防护或迁移后再施工。、施工步骤2 )点前准备(1 19#道岔位置 进行复测,现场进行标注。①、对②、组织施工人员进行施工安全教育,交清施工范围、目的、方法、步骤、标准、质量要求、时间节点等,并对所有参与作业人员进行明确分工。提前倒运到施工地点并装筐或装袋堆码整插入道岔地段所 补充的道碴,③、,坡度不大齐于既有线路安全限界以外,道碴堆放应距轨头外侧不小于810mm 于1:1。 ④、量好岔后配轨长度,进行锯轨、钻眼。 (2)要点施工 ①、封锁命令下达后,卸开两端夹板螺栓,电务拆除连接导线,第一节轨排整体吊装移出线路以外。第二节卸开螺栓,拨出钢轨,按道岔配置轨枕数量抬出线路
1.底硅铺设.................................................... -1 - 作业条件................................................... - 1 - 作业标准................................................... - 1 - 安全控制要点............................................... -2 - 2.岔枕摆放 ................................................... 一2 - 作业条件................................................... -2 - 作业标准................................................... -2 - 安全控制要点............................................... -4 - 3.道岔铺设 ................................................... -4 - 作业条件 (4) 作业标准 (4) 安全控制要点............................................... -6 - 4.工电联调 ................................................... -7 - 作业条件................................................... -7 - 作业标准................................................... -7 - 安全控制要点............................................... -8 - 5.道岔焊接 ................................................... -8 - 作业条件................................................... -8 - 作业标准................................................... —8 一 安全控制要点............................................... 一11 一
更换道岔尖轨作业 1、目的 更换伤损尖轨,确保:道岔设备良好。 2、适应范围 适用于所有道岔尖轨。 3、质量标准 3.1、尖轨无轧伤,无拱背,无侧弯。 3.2、尖轨顶面宽50mm及以上断面处,尖轨顶面不低于基本轨顶面2mm 3.3、尖轨各部位轨距及技术尺寸:符合标准。 3.4、尖轨尖端及竖切面与基本轨窍贴,尖轨顶铁长度符合铺设标准。 3.5、正线、到发线滑床板不密贴每侧不超过一块,其它站线不超过2 块。尖轨与滑床板间隙不大于2mm。 3.6、连接杆螺栓、顶铁螺栓无松动。 3.7、尖轨跟端接头上下及左右无错牙。 3.8、两尖轨应相对,相错量不超过20mm。 4、作业前准备和确认事项 4.1、确认作业地点和工作量,明确作业人员及分工,并做好安全讲话 记录。 4.2、备好下列工具、材料并确认其使用状态良好:撬棍、扳手、道尺、 30m钢卷尺、钢直尺、支距尺、剁子、道镐、四齿耙、道钉锤、克丝钳、机油、油刷、钢丝刷、铁片、油漆、毛笔。 4.3、备好防护信号用品:对讲机、红黄信号旗、喇叭、停车信号牌。 4.4、联系配合作业的电务人员。 5、作业程序 5.1、设驻站联络员防护,掌握工地准备作业情况。 5.2、设工地防护,与驻站联络员联系,掌握列车运行情况。
5.3、工地准备作业 5.3.1、检查要换上的尖轨各部尺寸,顶铁长度及有无伤损。 5.3.2、检查尖轨与各连接杆相连的眼孔位置是否相符,不符时要事先 钻好眼孔。 5.3.3、调查尖轨前后轨缝是否均匀,换上的尖轨的尖端与另一根尖轨 尖端相错若超过20mm时,应进行调整。 5.3.4、打磨基本轨肥边。 5.3.5、方正轨枕。 5.4、基本作业 5.4.1、根据封锁施工命令,按《封锁、慢行施工防护作业》第5.2条、 6.3条办理封锁施工手续和使用相应的防护办法。 5.4.2、卸开尖轨跟端接头及各连接部位的螺栓并涂油。 5.4.3、更换尖轨。 5.4.4、上尖轨跟端夹板及各连结部位螺栓,同时更换伤损失效的各类 螺栓。 5.4.5、测量轨距,检查尖轨相错情况。 5.4.6、会同电务调整第一连接杆,使尖轨与基本轨密贴。 5.4.7、尖轨在第一拉杆中心处的最小动程:直尖轨为142mm,曲尖轨 为152mm,AT型弹性可弯头轨12号普通道岔为180 mm ,12号提速道忿为160mm。 5.5、整理作业 5.5.1、对转辙部分的空吊板进行捣固 5.5.2、会同车站、电务进行道岔操试试验,确认良好,撤除施工防护, 开通线路。 5.5.3、作业完后,由施工负责人按质量标准要求进行质量回检并记录。 6、注意事项 6.1、使用撬棍翻动尖轨时,禁止用手翻动尖轨。