
麻花钻标准 麻花钻标准麻花钻---FLUTED TWIST DRILL1.概述麻花钻是从实体材料上加工出孔的刀具,又是孔加工刀具中应用最广的刀具。麻花钻由三部分组成:工作部分-工作部分又分为切削部分和导向部分。切削部分担负着主要切削工作;导向部分的作用是当切削部分切入工作孔后起导向作用,也是切削部分的备磨部分。为了提高钻头的刚性与强度,其工作部分的钻芯直径向柄部方向递增,每100mm长度上钻芯直径的递增量为1.4-2mm。柄部--钻头的夹持部分,并用来传递扭矩。柄部分直柄与锥柄两种,前者用于小直径钻头,后者用于大直径钻头。颈部--颈部位于工作部分与柄部之间,磨柄部时退砂轮之用,也是钻头打标记的地方。麻花钻已实施出口产品质量许可制度,未取得出口质量许可证的产品不准出口。2.检验标准麻花钻产品均采用国家标准,并等效采用国际标准,见表6-10-56。表6-10-56麻花钻检验标准 产品名称国家标准等效国际标准适用范围(直径) 粗直柄小麻花钻 GB/T6135.1-1996 - 0.10-0.35mm 直柄短麻花钻 GB/T6135.2-1996 ISO235-1980 0.50-40.00mm 直柄麻花钻 GB/T6135.3-1996 ISO235-1980 0.20-20.00mm 直柄长麻花钻 GB/T6135.4-1996 ISO494-1975 1.00-31.50mm 直柄超长麻花钻 GB/T6135.5-1996 ISO/DIS3292 2.0-14.0mm 莫氏锥柄麻花钻 GB/T1438.1-1996 ISO235-1980 3.00-100.00mm 莫氏锥柄长麻花钻 GB/T1438.2-1996 - 5.00-50.00mm 莫氏锥柄加长麻花钻 GB/T1438.3-1996 - 6.00-30.00mm 莫氏锥柄超长麻花钻 GB/T1438.4-1996 ISO/DIS3291-93 6.00-50.00mm 3.检验项目、技术要求: (1)外观:不允许有裂纹、崩刃、烧伤、切削刃钝口及其他影响使用性能的缺陷。
钻头规格是什么 钻头是一种可以旋转并在头端具有切削能力的工具。它通常由碳钢SK或高速钢skh2,skh3等材料经过铣削或轧制,淬火,回火和热处理后制成。它用于在金属或其他材料上钻孔。它可用于钻床,车床,铣床,电动手钻和其他工具。 这是钻头规格: 钻头的钻头规格:钻头的钻头规格:钻头的钻头规格:钻头的规格:钻头的规格钻头的规格:钻头的规格钻头的规格对于钻头:规格:钻头的规格钻头:规格:钻头的规格:规格:钻头的规格:规格:钻头的规格:规格:钻头的规格用于位的比特:规范:规范:用于比特的比特规范:规范:规范:用于比特比特的规范:规范:规范:规范:比特规范:规范:规范:Φ1.0,Φ1.5,Φ2.5,Φ2.5,Φ2.5,Φ1.0,Φ3.3,Φ3.5,Φ3.5,Φ3.5,Φ3.5,Φ4.5,Φ9.0,Φ9.2,Φ9.5,Φ10.0,Φ10.2,Φ10.5,Φ11.0,Φ12.0 ,Φ12.5,Φ13.0,Φ13.5Φ14。 钻头直径规格:
1.钻头有许多规格和标准。例如,一些水管的钻孔相对较大,而电线的钻孔则小得多,因此钻头的直径也不同。 2.大约有1毫米,2毫米,3毫米,4毫米,5毫米,6毫米,7毫米,8毫米,9毫米,9.8毫米等。每1毫米的距离累积有0.1毫米。例如,从1mm到2mm的钻头的尺寸承载0.1mm,并且存在较大的钻头,其通常不用于石油钻探。除了石油勘探。 演习的类型是什么 根据结构分类,可以分为: 整体钻头:顶部,主体和手柄由相同的材料制成。 端部焊接头:钻头的顶部由硬质合金焊接。 根据钻钉的分类,它们可以分为: 直柄钻头:钻头直径小于13.0 mm,使用直柄。 锥柄钻头:钻头的手柄是锥形的,通常锥度是莫氏锥度。
莫氏锥度的公称直径或叫外锥大径基本尺寸指的是什么? 很奇怪 锥度就是锥度难道这个姓莫的发明了另外一种锥度的表示体系?难道用莫氏锥度的地方就不能用公制锥度表示?? 莫氏锥度是指一组特定的锥度,只是一组数据,数据很普通,但是被赋予了超出数值的更多含义。就像π一样,只是无数数字中的一个,但是只有它叫π。下面是摘抄的资料。 莫氏锥度莫氏锥度是一个锥度的国际标准,用于静配合以精确定位。由于锥度很小,利用摩擦力的原理,可以传递一定的扭距,又因为是锥度配合,所以可以方便的拆卸。在同一锥度的一定范围内,工件可以自由的拆装,同时在工作时又不会影响到使用效果,比如钻孔的锥柄钻,如果使用中需要拆卸钻头磨削,拆卸后重新装上不会影响钻头的中心位置。 莫氏锥度,有0,1,2,3,4,5,6共七个号,锥度值有一定的变化,每一型号公称直径大小分别为9.045,12.065,17.78,23.825,31.267,44.399,63.348。主要用于各种刀具(如钻头、铣刀)各种刀杆及机床主轴孔锥度。 莫氏锥度又分为长锥和短锥,长锥多用于主动机床的主轴孔,短锥用于机床附件和机床 连接孔,莫氏短锥有,B12,B16,B18,B22,B24六个型号,他们是根据莫氏长锥1,2,3号缩短而来,例如B10和B12是莫氏长锥1号的大小两端,一般机床附件根据大小和所需传动扭矩选择使用的短锥,如常用的钻夹头1-13毫米通常都是采用B16的短锥孔. 公制锥度,以大端直径标注.主要用于较大主轴锥度,刀套,刀杆 号数锥度C 外锥大径基本尺寸D 0 1:19.212 9.045 1 1:20.047 12.065 2 1:20.020 17.78 3 1:19.922 23.825 4 1:19.254 31.267 5 1:19.002 44.399 6 1:19.180 63.348 锥度C与圆锥角α的关系为: C=2Xtg(α/2)
钻头: 在钻井过程中钻头是破碎岩石的主要工具,井眼是由钻头破碎岩石而形成的。一个井眼形成得好坏,所用时间的长短,除与所钻地层岩石的特性和钻头本身的性能有关外,更与钻头和地层之间的相互匹配程度有关。钻头的合理选型对提高钻进速度、降低钻井综合成本起着重要作用。 钻头是进行石油钻井工作的重要工具之一,钻头是否适应岩石性质及其质量的好坏,在选用钻井工艺方面起着非常重要的作用,特别是对钻井质量、钻探速度、钻井成本方面产生着巨大的影响,PDC 钻头是当今石油和天然气勘探开发行业广泛使用的一种破颜工具,它有效地提高了机械钻具,缩短了钻井周期。 钻头直径规格表: 钻头是一种旋转而头端有切削能力的工具。一般以碳钢SK,或高速钢SKH2,SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床、手电钻等工具机上使用。 下面介绍一下钻头规格: 麻花钻头规格:Φ1.0、Φ1.5、Φ2.0、Φ2.5、Φ3.0、Φ3.2、Φ3.3、Φ3.5、Φ3.8、Φ4.0、Φ4.2、Φ4.5、Φ4.8、Φ5.0、Φ5.2、Φ5.5、Φ5.8、Φ6.0Φ、6.2、Φ6.5、Φ6.8、Φ7.0、Φ7.2、Φ7.5、Φ7.8、Φ8.0、Φ8.2、Φ8.5、Φ8.8、Φ9.0、Φ9.2、Φ9.5、Φ10.0、Φ10.2、Φ10.5、Φ11.0、Φ12.0、Φ12.5、Φ13.0、Φ13.5、Φ14。
钻头直径规格: 1、钻头是有很多规格标准的,像一些水管通过的钻孔相对来说要大些,而电线所需的钻孔要小得多,因此钻头直径也是有差别的。 2、钻头直径规格大致有1mm、2mm、3mm、4mm、5mm、6mm、7mm、8mm、9mm、9.8mm等,每相距1mm,其中都有0.1mm的累加的,比如直径从1mm到2mm的钻头规格按0.1mm 进位,.还有更大的,用于石油钻探的,一般用不到。除非石油勘探。 依构造分类可分为: 整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成。 端焊式钻头:钻顶部位由碳化物焊接而成。 依钻枘分类可分为: 直柄钻头:钻头直径于Φ13.0mm以下,皆采用直柄。 锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度。 依用途分类可分为: 中心钻头:一般用于钻孔前打中心点用,前端锥面有60°,75°,90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合。 麻花钻头:为工业制造上使用最广泛的一种钻头,我们一般使用的就是麻花钻头。 超硬钻头:钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工。
莫氏锥度表 莫氏圆锥量规用于检查机床与工具圆锥孔和圆锥柄的锥度和尺寸的正确性,莫氏量规分A型不带扁尾和B型带扁尾两种型式,精度等级分为1、2、3级。 不带扁尾莫氏圆锥工作环规A型927 Morse taper working ring gauge without flat tail,type A 927 编号 Ltem 规格 Specificaltions 锥度值 Taper 质量 Weight(Kg) 927-01 0 1:19.212 0.058 927-02 1 1:20.047 0.110 927-03 2 1:20.020 0.240 927-04 3 1:19.922 0.450 927-05 4 1:19.254 0.830 927-06 5 1:19.002 2.100 927-07 6 1:19.180 5.300 不带扁尾莫氏圆锥工作塞规A型928 Morse taper working plug gauge without flat tail,type A 928 编号 Ltem 规格 Specificaltions 锥度值 Taper 质量 Weight(Kg) 928-01 0 1:19.212 0.054 928-02 1 1:20.047 0.104 928-03 2 1:20.020 0.251 928-04 3 1:19.922 0.499 928-05 4 1:19.254 0.921 928-06 5 1:19.002 2.10 928-07 6 1:19.180 5.00 锥度1:50,请问什么叫锥度: 锥度:是等腰三角形的底边比高。表示线段延长后形成一只等腰三角形,它的底边为1、高度为50. 斜度是:等腰三角形1/2底边比高。也是锥度的半角。1:50的锥度用斜度表是1:100. 锥度1:50用角度表是1.145877395度 斜度1:100是0.572938697度
钻头规格有哪些- 钻头是一种旋转而头端有切削能力的工具。一般以碳钢SK,或高速钢SKH2,SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床、手电钻等工具机上使用。下面介绍一下钻头规格:麻花钻头规格:Φ1.0、Φ1.5、Φ2.0、Φ2.5、Φ3.0、Φ3.2、Φ3.3、Φ3.5、Φ3.8、Φ4.0、Φ4.2、Φ4.5、Φ4.8、Φ5.0、Φ5.2、Φ5.5、Φ5.8、Φ6.0Φ、6.2、Φ6.5、Φ6.8、Φ7.0、Φ7.2、Φ7.5、Φ7.8、Φ8.0、Φ8.2、Φ8.5、Φ8.8、Φ9.0、Φ9.2、Φ9.5、Φ10.0、Φ10.2、Φ10.5、Φ11.0、Φ12.0、Φ12.5、Φ13.0、Φ13.5、Φ14。钻头直径规格:1、钻头是有很多规格标准的,像一些水管通过的钻孔相对来说要大些,而电线所需的钻孔要小得多,因此钻头直径也是有差别的。2、钻头直径规格大致有1mm、2mm、3mm、4mm、5mm、6mm、7mm、8mm、9mm、9.8mm等,每相距1mm,其中都有0.1mm的累加的,比如直径从1mm到2mm 的钻头规格按0.1mm进位,.还有更大的,用于石油钻探的,一般用不到。除非石油勘探。钻头的种类有哪些- 依构造分类可分为:整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成。端焊式钻头:钻顶部位由碳化物焊接而成。依钻枘分类可分为:直柄钻头:钻头直径于Φ13.0mm以下,皆采用直柄。锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度。依用途分类可分为:中心钻头:一般用于钻孔前打中心点用,前端锥面有60°,75°,90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合。麻
钻头的种类及规格 1. 钻头是一种旋转而头端有切削能力的工具,一般以碳钢SK,或高速钢SKH2, SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床,手电钻等工具机上使用。 2. 钻头种类 A.依构造分类 (1).整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成. (2).端焊式钻头,钻顶部位由碳化物焊接而成. B.依钻枘分类 (1).直柄钻头:钻头直径于ψ13.0mm以下,皆采用直柄. (2).锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度. C.依用途分类 (1).中心钻头:一般用于钻孔前打中心点用,前端锥面有60°, 75°, 90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合. (2).麻花钻头: 为工业制造上使用最广泛的一种钻头,我们一般使用的就是麻花钻头. (3).超硬钻头: 钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工. (4).油孔钻头: 钻身有两道小孔,切削剂经此小孔到达切刃部份,以带走热量及切屑,使用此钻头一般工作物旋转,而钻头静止 (5).深孔钻头:最早用于枪管及石包管之钻孔加工,又称为枪管钻头。深孔钻头为一直槽型,在一圆管中切除四分之一强的部份以产生刃口排屑 (6). 钻头铰刀: 为了大量生产之需要,其前端为钻头,后端为铰刀,钻头直径与铰刀直径只差铰孔之裕留量,也有钻头于螺攻丝混合使用,故又称为混合钻头. (7). 锥度钻头: 当加工模具进料口时,可使用锥度钻头. (8). 圆柱孔钻头: 我们称其为沉头铣刀,此种钻头前端有一直径较小之部分称为道杆. (9).圆锥孔钻头: 为钻削圆锥孔之用,其前端角度有90°,60°等各种,我们使用的倒角刀就是圆锥孔钻头的一种. (10).三角钻头: 一种电钻所使用之钻头,其钻柄制成三角形之面,使夹头可确实固定钻头. 钻头的保养与维护及钻孔注意事项 1. 钻头使用后,应立即检查有无破损,钝化等不良情形若有应立即加以研磨、修整; 2. 存放时,钻头应对号入座,则以后取用时,方便省时,节省了再寻找钻头之时间 3. 钻通孔时,当钻头即将钻穿之瞬间,扭力最大,故此时需较轻压力慢进刀,以避免钻头因受力过大而扭断; 4. 钻孔前必须先打中心点其目的为容纳静,点避免钻头静点触底,可导引钻头在正确的钻孔位置上; 5. 钻孔时,应充分使用切削齐且注意排屑; 6. 钻交交叉孔时,应先行钻大直径孔,再钻小孔径; 7. 钻头钻削时,破碎或突然停止的现象,可能是进刀太快,磨利或钻孔时急冷急热之原故;
莫氏锥度 莫氏锥度是一个锥度的国际标准,用于静配合以精确定位。由于锥度很小,可以传递一定的扭距,又因为又锥度,又便于拆卸。利用的就是摩擦力的原理,在一定的锥度范围内,工件可以自由的拆装,同时在工作时又不会影响到使用效果,比如钻孔的锥柄钻.在锥柄上好后,钻头可以将工件钻出需要的孔,而锥柄处不会出现转动现象. 莫氏锥度,有0,1,2,3,4,5,6共七个号,主要用于各种刀具(如钻头、铣刀)各种刀杆及主轴锥度. 公制锥度,以大端直径标注.主要用于较大主轴锥度,刀套,刀杆。莫氏锥度: 号数锥度C 标准锥度 0 1:19.212=0.0520508158 1°29'27" 1 1:20.047=0.0498827754 1°25'43" 2 1:20.020=0.0499500500 1°25'50" 3 1:19.922=0.050195763 4 1°26'16" 4 1:19.254=0.0519372598 1°29'15" 5 1:19.002=0.0526260394 1°20'26" 6 1:19.180=0.0521376434 1°29'36" 锥度C与圆锥角α的关系为: C=2×tg(α/2)
4号莫氏锥度: 锥度(2tgα):1:19.254=0.05194;锥角(2α)=2°58′31〃;斜角(α)=1°29′15〃;斜度(tgα)=0.026 莫氏6号锥度2度59分12秒公称直径63.348 普通长度182 带舌尾长度210 标准留距8 以上单位全是毫米 [莫氏锥度NO.2] 基本值:1:20.020 圆锥角α:2度51分40.7960秒(2.861 332 23 度);rad:0.049 939 67 锥度C:1:16.666 666 7 标准号:1443(296) GB/T 157-2001 莫氏圆锥锥度A B (max) C (max) D (max) E(max) F G H J K 0 19.212:1 9.045 56.5 59.5 10.5 6 4 1 3 3.9 1°29'27" 1 20.047:1 12.065 6 2 65.5 13.5 8.7 5 1.2 3.5 5.2 1°25'43" 2 20.020:1 17.780 75 80 16 13.5 6 1.6 5 6. 3 1°25'50" 3 19.922:1 23.825 9 4 99 20 18. 5 7 2 5 7.9 1°26'16" 4 19.254:1 31.267 117. 5 124 24 24.5 8 2.5 6.5 11.9 1°29'15" 5 19.002:1 44.399 149.5 15 6 29 35. 7 10 3 6.5 15.9 1°20'26" 6 19.180:1 63.348 210 218 40 51 13 4 8 19 1°29'36" 7 - 83.058 285.75 294.1 34.9 - - 19.05 – 19 1°29'25
钻头直径规格表: 钻头是一种旋转而头端有切削能力的工具。一般以碳钢SK,或高速钢SKH2,SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床、手电钻等工具机上使用。 下面介绍一下钻头规格: 麻花钻头规格:Φ1.0、Φ1.5、Φ2.0、Φ2.5、Φ3.0、Φ3.2、Φ3.3、Φ3.5、Φ3.8、Φ4.0、Φ4.2、Φ4.5、Φ4.8、Φ5.0、Φ5.2、Φ5.5、Φ5.8、Φ6.0Φ、6.2、Φ6.5、Φ6.8、Φ7.0、Φ7.2、Φ7.5、Φ7.8、Φ8.0、Φ8.2、Φ8.5、Φ8.8、Φ9.0、Φ9.2、Φ9.5、Φ10.0、Φ10.2、Φ10.5、Φ11.0、Φ12.0、Φ12.5、Φ13.0、Φ13.5、Φ14。 钻头直径规格: 1、钻头是有很多规格标准的,像一些水管通过的钻孔相对来说要大些,而电线所需的钻孔要小得多,因此钻头直径也是有差别的。 2、钻头直径规格大致有1mm、2mm、3mm、4mm、5mm、6mm、7mm、8mm、9mm、9.8mm等,每相距1mm,其中都有0.1mm的累加的,比如直径从1mm到2mm的钻头规格按0.1mm 进位,.还有更大的,用于石油钻探的,一般用不到。除非石油勘探。 依构造分类可分为: 整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成。 端焊式钻头:钻顶部位由碳化物焊接而成。 依钻枘分类可分为:
直柄钻头:钻头直径于Φ13.0mm以下,皆采用直柄。 锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度。 依用途分类可分为: 中心钻头:一般用于钻孔前打中心点用,前端锥面有60°,75°,90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合。 麻花钻头:为工业制造上使用最广泛的一种钻头,我们一般使用的就是麻花钻头。 超硬钻头:钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工。 油孔钻头:钻身有两道小孔,切削剂经此小孔到达切刃部份,以带走热量及切屑,使用此钻头一般工作物旋转,而钻头静止。 深孔钻头:最早用于枪管及石包管之钻孔加工,又称为枪管钻头。深孔钻头为一直槽型,在一圆管中切除四分之一强的部份以产生刃口排屑。 钻头铰刀:为了大量生产之需要,其前端为钻头,后端为铰刀,钻头直径与铰刀直径只差铰孔之裕留量,也有钻头于螺攻丝混合使用,故又称为混合钻头。 锥度钻头:当加工模具进料口时,可使用锥度钻头。 圆柱孔钻头:我们称其为沉头铣刀,此种钻头前端有一直径较小之部分称为道杆。
莫氏锥度是一个锥度的国际标准,用于静配合以精确定位。由于锥度很小,可以传递 一定的扭距,又因为又锥度,又便于拆卸。利用的就是摩擦力的原理,在一定的锥度范围内,工件可以自由的拆装,同时在工作时又不会影响到使用效果,比如钻孔的锥柄 钻.在锥柄上好后,钻头可以将工件钻出需要的孔,而锥柄处不会出现转动现象. 莫氏锥度,有0,1,2,3,4,5,6共七个号,主要用于各种刀具(如钻头、铣刀)各 种刀杆及主轴锥度. 公制锥度,以大端直径标注.主要用于较大主轴锥度,刀套,刀杆 号数锥度C 外锥大径基本尺寸D 0 1:19.212 9.045 1 1:20.047 12.065 2 1:20.020 17.78 3 1:19.922 23.825 4 1:19.254 31.267 5 1:19.002 44.399 6 1:19.180 63.348 锥度C与圆锥角α的关系为: C=2Xtg(α/2) MT0 1:19.212 MT1 1:20.047 MT2 1:20.020 MT3 1:19.922 MT4 1:19.254 MT5 1:19.002 MT6 1:19.180 用莫氏锥孔,是因为莫氏锥孔的锥度在3度左右,定心好,有自锁性能。 车床常用卡盘装夹工件,但中小型车床主轴的端头,一样制作有莫氏锥孔。 第一个用处,是用来安装心轴,检测机床精度用; 第二个用处,在制作一些需要精确重复定位的夹具时,作为定位基准; 第三,在扩大车床的使用范围时,当然也能直接装卡刀具 莫氏锥度: 号数锥度C 外锥大径基本尺寸D 0 1:19.212 9.045 1 1:20.047 12.065
钻头型号规格表_钻头型号尺寸表【太全了】 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 钻头是用来在实体材料上钻削出通孔或盲孔,并能对已有的孔扩孔的刀具。常用的钻头主要有麻花钻、扁钻、中心钻、深孔钻和套料钻。扩孔钻和锪钻虽不能在实体材料上钻孔,但习惯上也将它们归入钻头一类。 钻头结构:一种钻头,包括一个刀杆(1),刀杆有一个尖端,尖端有两个位于一个主平面(C-C)上的切削刀片(5、5′),所述切削刀片(5、5′)具有在共同第二平面(E-E)上取向的短的中心切削刀刃。所述刀刃形成一个点状中心切削刀刃用于进入工件,并且由此将钻头对中。在刀杆上,设两个排屑槽(6、6′),所述排屑槽(6、6′)从尖端延伸到底端。在沿刀杆的任一截面上,排屑槽在管平面上都位于彼此径向相对的位置,管平面与在管的两侧的两个刃带的共同刃带平面(F-F)成90°延伸,所述刀杆在该平面具有最大的刚性。中心切削刀刃的第二平面(E-E)的取向与刃带平面或刀杆的底端的主刚性方向(F-F)大约成90°角。 钻头是一种在对混凝土等进行的钻孔作业中,能缓和钻孔状态突然改变的情况,使钻孔作业稳定,即使在产生大粒的切屑时,钻孔效率也不致降低的钻头。
钻头大致呈辐射状配置的切刃部,具有至少2个主切刃部、以及在圆周方向上配设于所述主切刃部与主切刃部之间的,至少两个副切刃部,所述主切刃部具备作为其切刃的主切刃,主切刃内端位于旋转中心,外端则位于切刃部的旋转轨迹的外缘; 所述副切刃部具有作为其切刃的副切刃,该副切刃内端位于向外径侧偏离旋转中心的部位,外端则位于向旋转中心侧偏离切刃部的旋转轨迹的外缘的位置上。 一种钻头,具备配置于钻头前端的多个切刃部、及设于该切刃部基端一侧且于基端部上形成有柄部的轴状钻头主体; 所述切刃部具有由切削面与后隙面的接合缘向前端侧突设而形成的切刃,所述切刃自钻头旋转中心侧向外径侧配置成大致辐射状 各类钻头规格如下表 钻头规格180度规格小径大径全长小径刃长柄径 M3 3.4 6.5 65 13 6.5 M4 4.5 8.0 75 18 8 M5 5.5 9.5 85 22 9.5 M6 6.6 11.0 90 25 11 M8 9.0 14.0 100 28 12 M10 11.0 17.5 110 30 12 M12 14.0 20.0 115 32 12 1/4 6.85 11.0 90 25 11
莫氏锥度
莫氏锥度的公称直径或叫外锥大径基本尺寸指的是什么? 很奇怪 锥度就是锥度难道这个姓莫的发明了另外一种锥度的表示体系?难道用莫氏锥度的地方就不能用公制锥度表示?? 莫氏锥度是指一组特定的锥度,只是一组数据,数据很普通,但是被赋予了超出数值的更多含义。就像π一样,只是无数数字中的一个,但是只有它叫π。下面是摘抄的资料。 莫氏锥度莫氏锥度是一个锥度的国际标准,用于静配合以精确定位。由于锥度很小,利用摩擦力的原理,可以传递一定的扭距,又因为是锥度配合,所以可以方便的拆卸。在同一锥度的一定范围内,工件可以自由的拆装,同时在工作时又不会影响到使用效果,比如钻孔的锥柄钻,如果使用中需要拆卸钻头磨削,拆卸后重新装上不会影响钻头的中心位置。 莫氏锥度,有0,1,2,3,4,5,6共七个号,锥度值有一定的变化,每一型号公称直径大小分别为9.045,12.065,17.78,23.825,3 1.267,44.399,63.348。主要用于各种刀具(如钻头、铣刀)各种刀杆及机床主轴孔锥度。
莫氏锥度又分为长锥和短锥,长锥多用于主动机床的主轴孔,短锥用于机床附件和机床连接孔,莫氏短锥有,B12,B16,B18,B22,B24六个型号,他们是根据莫氏长锥1,2,3号缩短而来,例如B10和B12是莫氏长锥1号的大小两端,一般机床附件根据大小和所需传动扭矩选择使用的短锥,如常用的钻夹头1-13毫米通常都是采用B16的短锥孔. 公制锥度,以大端直径标注.主要用于较大主轴锥度,刀套,刀杆 号数锥度C 外锥大径基本尺寸D 0 1:19.212 9.045 1 1:20.047 12.065 2 1:20.020 17.78 3 1:19.922 23.825 4 1:19.254 31.267 5 1:19.002 44.399 6 1:19.180 63.348 锥度C与圆锥角α的关系为: C=2Xtg(α/2)
钻头规格,钻头规格表,钻头的规格 钻头是用来在实体材料上钻削出通孔或盲孔,并能对已有的孔扩孔的刀具。常用的钻头主要有麻花钻、扁钻、中心钻、深孔钻和套料钻。扩孔钻和锪钻虽不能在实体材料上钻孔,但习惯上也将它们归入钻头一类。 钻头结构: 一种钻头,包括一个刀杆(1),刀杆有一个尖端,尖端有两个位于一个主平面(C-C)上的切削刀片(5、5′),所述切削刀片(5、5′)具有在共同第二平面(E-E)上取向的短的中心切削刀刃。所述刀刃形成一个点状中心切削刀刃用于进入工件,并且由此将钻头对中。在刀杆上,设两个排屑槽(6、6′),所述排屑槽(6、6′)从尖端延伸到底端。在沿刀杆的任一截面上,排屑槽在管平面上都位于彼此径向相对的位置,管平面与在管的两侧的两个刃带的共同刃带平面(F-F)成90°延伸,所述刀杆在该平面具有最大的刚性。中心切削刀刃的第二平面(E-E)的取向与刃带平面或刀杆的底端的主刚性方向(F-F)大约成90°角。 钻头是一种在对混凝土等进行的钻孔作业中,能缓和钻孔状态突然改变的情况,使钻孔作业稳定,即使在产生大粒的切屑时,钻孔效率也不致降低的钻头。 钻头大致呈辐射状配置的切刃部,具有至少2个主切刃部、以及在圆周方向上配设于所述主切刃部与主切刃部之间的,至少两个副切刃部,所述主切刃部具备作为其切刃的主切刃,主切刃内端位于旋转中心,外端则位于切刃部的旋转轨迹的外缘; 所述副切刃部具有作为其切刃的副切刃,该副切刃内端位于向外径侧偏离旋转中心的部位,外端则位于向旋转中心侧偏离切刃部的旋转轨迹的外缘的位置上。 一种钻头,具备配置于钻头前端的多个切刃部、及设于该切刃部基端一侧且于基端部上形成有柄部的轴状钻头主体; 所述切刃部具有由切削面与后隙面的接合缘向前端侧突设而形成的切刃,所述切刃自钻头旋转中心侧向外径侧配置成大致辐射状; 各类钻头规格如下表 钻头规格180度 规格小径大径全长小径刃长柄径 M3 3.4 6.5 65 13 6.5 M4 4.5 8.0 75 18 8 M5 5.5 9.5 85 22 9.5 M6 6.6 11.0 90 25 11 M8 9.0 14.0 100 28 12
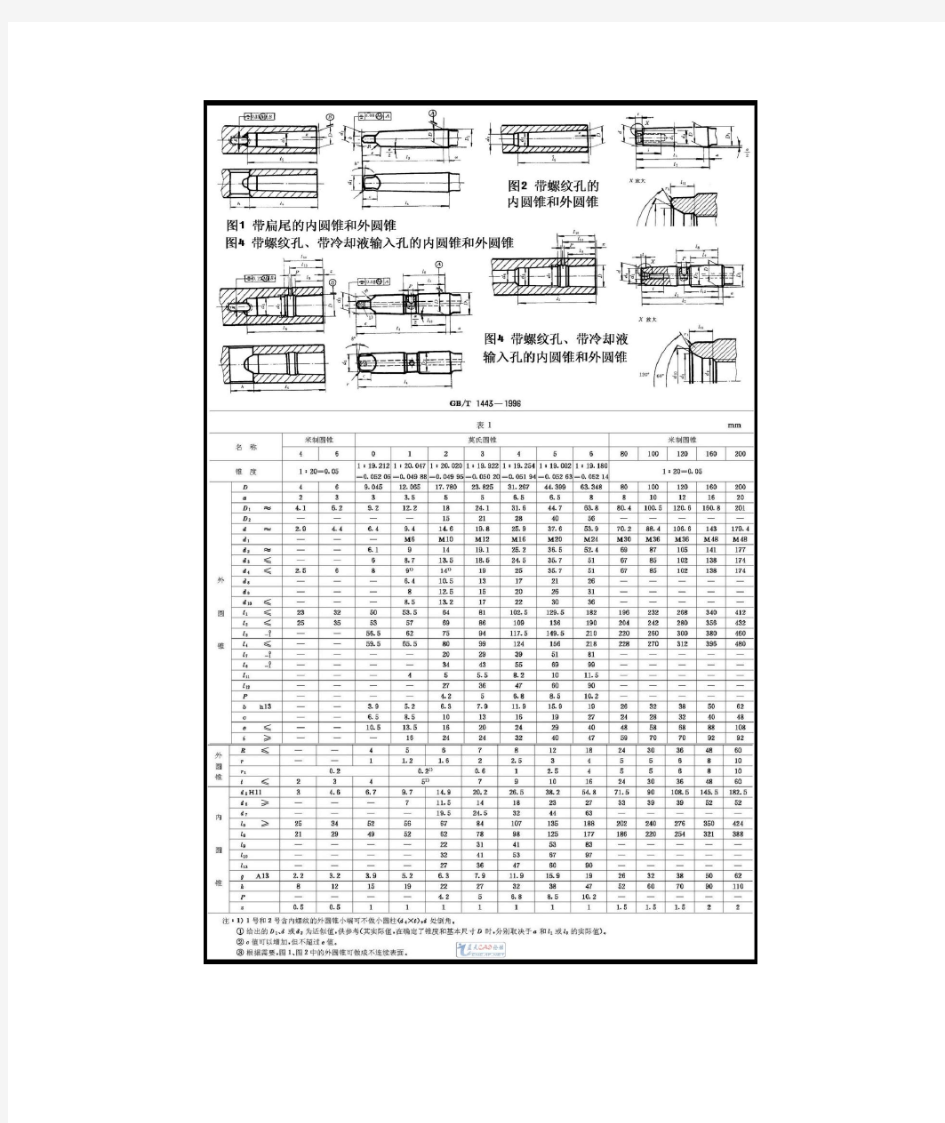
莫氏锥度 莫氏锥度[1]是机加工中关于锥度的国际标准,主要用于机械中旋转体的精密固定。莫氏锥度杆配合带锥度的内孔,是利用摩擦力来传递扭矩的。一般为加大传递力矩,常加上扁尾。因其拆卸简便,重复拆卸不会影响精度,在机械加工中应用极为广泛。 莫氏锥度分为长锥和短锥。长锥用于机床本体的连接,传递的力矩较大,有0,1,2,3,4,5,6共七个型号。 短锥用于机床刃具及附件的连接,传递的力矩较小。有B10,B12,B16,B18,B22,B24六个型号。 锥度的基准为1:20,表中的锥度并非恰好1:20,是因为材料粗细不同,产生的内应力不一样,所以其数值需要经过修正。但要求不高时,锥度值可以全部取1:20。 莫氏的长锥详细尺寸[编辑]
单位:(mm) 莫氏锥度号锥度 A B (max) C (max) D (max) E (max) F G H J 半斜角(α/2) 0 1:19.212 9.045 56.5 59.5 10.5 6 4 1 3 3.9 1° 29' 27" 1 1:20.047 12.065 6 2 65.5 13.5 8.7 5 1.2 3.5 5.2 1° 25' 43" 2 1:20.020 17.780 75 80 16 13.5 6 1.6 5 6. 3 1° 25' 50" 3 1:19.922 23.825 9 4 99 20 18. 5 7 2 5 7.9 1° 26' 16" 4 1:19.254 31.267 117. 5 124 24 24.5 8 2.5 6.5 11.9 1° 29' 15" 5 1:19.002 44.399 149.5 15 6 29 35. 7 10 3 6.5 15.9 1° 30' 26" 6 1:19.180 63.348 210 218 40 51 13 4 8 19 1° 29' 36" 7 1:19.231 83.058 285.75 294.1 34.9 - - 19.05 - 19 1° 29' 22"
钻头规格是什么 钻头是一种可以旋转的工具,其尖端具有切削能力。一般由SK碳钢或skh2、skh3高速钢等材料经铣削或轧制、淬火、回火、热处理后制成。它用于在金属或其他材料上钻孔。可用于钻床、车床、铣床、手电钻等工具。 这是钻头规格: 钻头规格:钻头规格:钻头规格:钻头规格:钻头规格:钻头规格:钻头规格:钻头规格钻头规格:规格:钻头规格钻头:规格:钻头规格:规格钻头:规格:钻头规格:规格:钻头用钻头规格:规格:规格:钻头规格:规格:规格:钻头规格:规格:规格:规格:规格:规格:规格:Φ1.0,Φ1.5,Φ2.5,Φ2.5、Φ2.5、Φ1.0、Φ3.3、Φ3.5、Φ3.5、Φ3.5、Φ4.5、Φ9.0、Φ9.2、Φ9.5、Φ10.0、Φ10.2、Φ10.5、Φ11.0、Φ12.0、Φ12.5、Φ13.0、Φ13.5Φ14。 钻头直径规格:
1钻头有许多规格和标准。例如,有些水管的孔比较大,而金属丝的孔要小得多,所以钻头的直径也不一样。 2大约有1毫米、2毫米、3毫米、4毫米、5毫米、6毫米、7毫米、8毫米、9毫米、9.8毫米等,每1毫米距离,总共有0.1毫米。例如,从1毫米到2毫米的钻头直径为0.1毫米,还有较大的钻头,一般不用于石油钻探。除了石油勘探。 什么是运动类型 按结构分类可分为: 整体式钻头:钻头的顶部、主体和手柄均采用同一材质。 端焊头:钻头顶部由硬质合金焊接而成。 根据钻钉的分类,可分为: 直柄钻头:如果钻头直径小于13.0 mm,则使用直柄钻头。 锥柄钻头:钻头的手柄是锥形的,锥度通常是莫氏锥度。 按用途分类,可分为:
中心钻:通常在钻孔前钻中心点。前端的锥面为60°75°和90°等,以便在车床工作时由尾座支撑,并用60°中心钻配合车床尾座的上中心。 麻花钻:它是工业制造中使用最广泛的钻头。我们通常用麻花钻。 超硬钻头:钻头前端或完全由硬质合金刀具制成的材料,用于钻孔材料。 油孔钻:钻体上有两个小孔,切削剂通过这些小孔到达切削刃,带走热量和切屑。一般情况下,当钻头静止时,利用钻头的工作物体旋转。 深孔钻:最早用于钻桶和钻石管的方法,也称为筒钻。深孔钻为直槽式。切下圆管的四分之一,以清除尖端的碎屑。 钻头的后端是大批量生产的钻头,铰刀是钻头的后端。钻头直径和铰刀直径只与铰孔余量不同。有些钻头和丝锥混在一起,所以也叫混合钻。 锥头:在加工模具的进料孔时,可以使用锥头。 圆柱孔钻:我们称之为埋头钻。这个钻头的前端有一个小直径的部件,叫做履带杆。 锥孔钻:用于钻前角为90°和60°的锥孔。我们使用的倒角刀是锥形孔钻。
麻花钻标准 令狐采学 麻花钻标准麻花钻---FLUTED TWIST DRILL1.概述麻花钻是从实体材料上加工出孔的刀具,又是孔加工刀具中应用最广的刀具。麻花钻由三部分组成:工作部分-工作部分又分为切削部分和导向部分。切削部分担负着主要切削工作;导向部分的作用是当切削部分切入工作孔后起导向作用,也是切削部分的备磨部分。为了提高钻头的刚性与强度,其工作部分的钻芯直径向柄部方向递增,每100mm长度上钻芯直径的递增量为1.4-2mm。柄部--钻头的夹持部分,并用来传递扭矩。柄部分直柄与锥柄两种,前者用于小直径钻头,后者用于大直径钻头。颈部--颈部位于工作部分与柄部之间,磨柄部时退砂轮之用,也是钻头打标记的地方。麻花钻已实施出口产品质量许可制度,未取得出口质量许可证的产品不准出口。2.检验标准麻花钻产品均采用国家标准,并等效采用国际标准,见表6-10-56。表6-10-56麻花钻检验标准 产品名称国家标准等效国际标准适用范围(直径)粗直柄小麻花钻 GB/T6135.1-1996 - 0.10-0.35mm 直柄短麻花钻GB/T6135.2-1996 ISO235-1980 0.50-40.00mm 直柄麻花钻GB/T6135.3-1996 ISO235-1980 0.20-
20.00mm 直柄长麻花钻GB/T6135.4-1996 ISO494-1975 1.00-31.50mm 直柄超长麻花钻GB/T6135.5-1996 ISO/DIS3292 2.0-14.0mm 莫氏锥柄麻花钻GB/T1438.1-1996 ISO235-1980 3.00-100.00mm 莫氏锥柄长麻花钻 GB/T1438.2-1996 - 5.00-50.00mm 莫氏锥柄加长麻花钻 GB/T1438.3-1996 - 6.00-30.00mm 莫氏锥柄超长麻花钻 GB/T1438.4-1996 ISO/DIS3291-93 6.00-50.00mm 3.检验项目、技术要求: (1)外观:不允许有裂纹、崩刃、烧伤、切削刃钝口及其他影响 使用性能的缺陷。 (2)麻花钻的表面粗糙度,见表6-10-57。 表6-10-57 表面粗糙度种类切削刃后面Rz 刃带Rz 沟槽Rz 柄部表面Ra 普通级麻花钻 6.3 6.3 12.5 1.25 精密级麻花钻 6.3 6.3 6.3 1.25 (3)工作部分的尺寸偏差按国家标准规定。 (4)普通级麻花钻位置公差按表6-10-58的规定,精密级麻花钻位 置公差按表6-10-59的规定。
麻花钻---FLUTED TWIST DRILL 1.概述 麻花钻是从实体材料上加工出孔的刀具, 又是孔加工刀具中应用最广的刀具。麻花钻由三部分组成:工作部分-工作部分又分为切削部分和导向部分。切削部分担负着主要切削工作;导向部分的作用是当切削部分切入工作孔后起导向作用,也是切削部分的备磨部分。为了提高钻头的刚性与强度,其工作部分的钻芯直径向柄部方向递增,每100mm长度上钻芯直径的递增量为1.4-2mm。 柄部--钻头的夹持部分,并用来传递扭矩。柄部分直柄与锥柄两种,前者用于小直径钻头,后者用于大直径钻头。颈部--颈部位于工作部分与柄部之间,磨柄部时退砂轮之用,也是钻头打标记的地方。 麻花钻已实施出口产品质量许可制度,未取得出口质量许可证的产品不准出口。 2.检验标准 麻花钻产品均采用国家标准,并等效采用国际标准,见表6-10-56。 表6-10-56麻花钻检验标准 产品名称国家标准等效国际标准适用范围(直径) 粗直柄小麻花钻GB/T6135.1-1996 - 0.10-0.35mm 直柄短麻花钻GB/T6135.2-1996 ISO235-1980 0.50-40.00mm 直柄麻花钻GB/T6135.3-1996 ISO235-1980 0.20-20.00mm 直柄长麻花钻GB/T6135.4-1996 ISO494-1975 1.00-31.50mm 直柄超长麻花钻GB/T6135.5-1996 ISO/DIS3292 2.0-14.0mm 莫氏锥柄麻花钻GB/T1438.1-1996 ISO235-1980 3.00-100.00mm 莫氏锥柄长麻花钻GB/T1438.2-1996 - 5.00-50.00mm 莫氏锥柄加长麻花钻GB/T1438.3-1996 - 6.00-30.00mm 莫氏锥柄超长麻花钻GB/T1438.4-1996 ISO/DIS3291-93 6.00-50.00mm 3.检验项目、技术要求: (1)外观:不允许有裂纹、崩刃、烧伤、切削刃钝口及其他影响使用性能的缺陷。 (2)麻花钻的表面粗糙度,见表6-10-57。 表6-10-57表面粗糙度 种类切削刃后面Rz 刃带Rz 沟槽Rz 柄部表面Ra 普通级麻花钻 6.3 6.3 12.5 1.25 精密级麻花钻 6.3 6.3 6.3 1.25 (3)工作部分的尺寸偏差按国家标准规定。 (4)普通级麻花钻位置公差按表6-10-58的规定,精密级麻花钻位置公差按表6-10-59的规定。 表6-10-58普通级麻花钻位置公差mm 项目d≤3 d>3~6 d>6~10 d>10~18 d>18 工作部分对柄部轴 线的径向圆跳动0.08 钻芯对工作部分 轴线的对称度0.16 0.20 0.24 0.30 0.36
莫氏锥度号标准尺寸 莫氏锥度号锥度(2tgα)大端直径D圆锥角2α斜角α斜度(tgα)3#1:19.922=0.05020¢23.8252°52'32"1°26'16"0.0251 4#1:19.254=0.05194¢31.2672°58'31"1°29'15"0.026 5#1:19.002=0.05263¢44.3993°00'53"1°20'26"0.0263 莫氏圆锥锥度D(max)C(max)d(max)E(max)F G H J K 019.212:19.04556.559.510.564133.91°29'27" 120.047:112.0656265.513.58.751.23.55.21°25'43" 220.020:117.78075801613.561.656.31°25'50" 319.922:123.82594992018.57257.91°26'16" 419.254:131.267117.51242424.582.56.511.91°29'15" 519.002:144.399149.51562935.71036.515.91°20'26" 619.180:163.34821021840511348191°29'36" 7-83.058285.75294.134.9--19.05-191°29'25莫氏锥度: 号数锥度C外锥大径基本尺寸D 01:19.2129.045 11:20.04712.065 21:20.02017.78 31:19.92223.825 41:19.25431.267 51:19.00244.399 61:19.18063.348 锥度C与圆锥角α的关系为: C=2×tg(α/2)
三,标准规格 D直径L1总长L2刃长D直径L1总长L2刃长D直径L1总长L2刃长0.3 19 5 7 109 69 14 160 108 0.5 19 5 7.5 109 69 14.5 169 114 1 34 1 2 8 117 75 15 169 114 1.5 40 18 8.5 117 75 15.5 178 120 2 49 24 9 125 81 16 178 120 2.5 57 30 9.5 125 81 16.5 184 125 3 61 33 10 133 87 17 18 4 12 5 3.2 65 3 6 10.5 133 8 7 17.5 191 130 3.5 70 39 11 142 94 18 191 130 4 7 5 43 11.5 142 94 18.5 198 135 4.5 80 47 12 151 101 19 198 135 5 8 6 52 12.5 151 101 19.5 205 140 5.5 93 57 13 151 101 20 205 140 6 93 5 7 13.5 160 10 8 0 0 0 6.5 101 63 0 0 0 0 0 0
公制粗螺纹公制细螺纹 规格标准径最大最小规格标准径最大最小规格标准径最大最小 M1.0*0.25 0.75 0.785 0.729 M1.0*0.2 0.8 0.821 0.783 M15*1.0 14 14.353 13.917 M1.1*0.25 0.85 0.885 0.829 M1.1*0.2 0.9 0.921 0.883 M16*1.5 14.5 14.676 14.376 M1.2*0.25 0.95 0.985 0.929 M1.2*0.2 1 1.021 0.983 M16*1.0 15 15.153 14.917 M1.4*0.3 1.1 1.142 1.075 M1.4*0.2 1.2 1.221 1.183 M17*1.5 15.5 15.676 15.376 M1.6*0.35 1.25 1.321 1.221 M1.6*0.2 1.4 1.421 1.383 M17*1.0 16 16.153 15.917 M1.7*0.35 1.35 1.421 1.321 M1.7*0.2 1.45 1.5 1.46 M18*2.0 16 16.21 15.835 M1.8*0.35 1.45 1.521 1.421 M1.8*0.2 1.6 1.621 1.583 M18*1.5 16.5 16.676 16.376 M2.0*0.4 1.6 1.679 1.567 M2.0*0.25 1.75 1.785 1.729 M18*1.0 17 17.153 16.917 M2.2*0.45 1.75 1.888 1.713 M2.2*0.25 1.95 1.985 1.929 M20*2.0 18 18.21 17.835 M2.3*0.4 1.9 1.979 1.867 M2.3*0.25 2.05 2.061 2.001 M20*1.5 18.5 18.676 18.376 M2.5*0.45 2.1 2.138 2.013 M2.5*0.35 2.2 2.221 2.121 M20*1.0 19 19.153 18.917 M2.6*0.45 2.2 2.238 2.113 M2.5*0.35 2.2 2.246 2.186 M22*2.0 20 20.21 19.835 M3.0*0.5 2.5 2.599 2.459 M3.0*0.35 2.7 2.721 2.621 M22*1.5 20.5 20.676 20.376 M3.0*0.6 2.4 2.44 2.28 M3.5*0.35 3.2 3.221 3.121 22*1.0 21 21.153 20.917 M3.5*0.6 2.9 3.01 2.85 M4.0*0.5 3.5 3.599 3.459 M24*2.0 22 22.21 21.835 M4.0*0.7 3.8 3.422 3.242 M4.5*0.5 4 4.099 3.959 M24*1.5 22.5 22.676 22.376 M4.0*0.75 3.25 3.326 3.106 M5.0*0.5 4.5 4.599 4.459 M24*1.0 23 23.153 22.917 M4.5*0.7 3.8 3.878 3.688 M5.5*0.5 5 5.099 4.959 M25*2.0 23 23.21 22.835 M5*0.8 4.2 4.334 4.134 M6.0*0.75 5.3 5.378 5.188 M25*1.5 23.5 23.676 23.376 M5*0.9 4.1 4.17 3.98 M6.0*0.5 5.5 5.55 5.4 M25*1.0 24 24.153 23.917 M6*1.0 5 5.153 4.917 M7.0*0.75 6.3 6.378 6.188 M26*1.5 24.5 24.676 24.876 M7*1.0 6 6.153 5.917 M7.0*0.5 6.5 6.55 6.4 M27*2.0 25 25.21 24.735 M8*1.25 6.8 6.912 6.647 M8.0*1 7 7.153 6.917 M27*1.5 25.5 25.676 25.376 M9*1.25 7.8 7.912 7.647 M8.0*0.75 7.3 7.378 7.188 M27*1.0 26 26.153 25.735 M10*1.5 8.5 8.676 8.376 M8.0*0.5 7.5 7.52 7.4 M28*2.0 26 26.21 25.835 M11*1.5 9.5 9.676 9.376 M9.0*1 8 8.153 7.917 M28*1.5 26 26.676 26.376 M12*1.75 10.3 10.24 10.106 M9.0*0.75 8.3 8.378 8.188 M28*1.0 27 27.153 26.917 M14*2.0 12 12.21 11.835 M10*1.25 8.8 8.912 8.647 M30*3.0 27 27.252 26.752 M16*2.0 14 14.21 13.835 M10*1.0 9 9.153 8.917 M30*2.0 28 28.21 27.835 M18*2.5 15 15.144 15.294 M10*0.75 9.3 9.378 9.188 M30*1.0 28 28.676 28.376 M20*2.5 17 17.744 17.294 M10*0.5 9.5 9.52 9.4 M32*2.0 30 29.153 28.917 M22*2.5 19 19.744 19.294 M11*1.0 10 10.153 9.917 M32*1.5 30 30.21 29.835 M24*3.0 21 21.252 20.752 M11*0.75 10.3 10.378 10.188 M33*3.0 30 30.676 30.376 M27*3.0 24 24.252 23.752 M12*1.5 10.5 10.676 10.376 M33*2.0 31 30.252 29.752 M30*3.5 26.5 26.771 26.211 M12*1.25 10.8 10.912 10.647 M33*1.5 31.5 31.21 30.835 M12*1 11 11.153 10.917 M35*1.5 33.5 33.676 31.376 M12*0.5 11.5 11.523 11.4 M36*3.0 33 33.252 32.752 M14*0.5 12.5 12.676 12.376 M36*2.0 34 34.21 33.835 M14*1.0 13 13.153 12.917 M36*1.5 34 34.676 34.376 M15*1.50 13.5 13.676 13.376