实验二反应精馏
反应精馏是精馏技术中的一个特殊领域。在操作过程中,化学反应与分离同时进行,
故能显著提高总体转化率,降低能耗。此法在酯化、醚化、酯交换、水解等化工生产中得到应用,而且越来越显示其优越性。
一、实验目的:
1.了解反应精馏是既服从质量作用定律又服从相平衡规律的复杂过程。
2.掌握反应精馏的操作。
3.能进行全塔物料衡算和塔操作的过程分析。
4.了解反应精馏与常规精馏的区别。
5.学会分析塔内物料组成。
二、实验原理:
反应精馏过程不同于一般精溜,它既有精馏的物理相变之传递现象,又有物质变性的化学反应现象。两者同时存在,相互影响,使过程更加复杂。因此.反应精馏对下列两种情况特别适用:(1)可逆平衡反应。一般情况下,反应受平衡影响,转化率只能维持在
平衡转化的水平;但是,若生成物中有低沸点或高沸点物质存在,则精馏过程可使其连续地从系统中排出,结果超过平衡转化率,大大提高了效率。(2)异构体混合物分离。通
常因它们的沸点接近,靠精馏方法不易分离提纯,若异构体中某组分能发生化学反应并能生成沸点不同的物质,这时可在过程中得以分离。
对醇酸酯化反应来说,适于第一种情况。但该反应若无催化剂存在,单独采用反应精馏操作也达不到高效分离的目的,这是因为反应速度非常缓馒,故一般都用催化反应方式。酸是有效的催化剂,常用硫酸。反应随酸浓度增高而加快,浓度在0.2一1.0%(WT)。此外,还可用离子交换树脂,重金属盐类和丝光沸石分子筛等固体催化剂。反应精馏的催化剂用硫酸,是由于其催化作用不受塔内温度限制,在全塔内都能进行催化反应,而应用固体催化剂则由于存在一个最适宜的温度,精馏塔本身难以达到此条件,故很难实现最佳化操作。
本实验是以醋酸和乙醇为原料,在酸催化剂作用下生成醋敢乙酯的可逆反应。
反应的化学方程式为:
CH3COOH + C2H5OH →CH3COOC2H5 + H2O 实验的进料有两种方式:一是直接从塔釜进料;另一种是在塔的某处进料。前者有间歇和连续式操作;后者只有连续式。本实验用后一种方式进料,即在塔上部某处加带有酸催化剂的醋酸,塔下部某处加乙醇。釜沸腾状态下塔内轻组分逐渐向上移动,重组分向下移动。具体地说,醋酸从上段向下段移动,与向塔上段移动的乙醇接触,在不同填料高度上均发生反应,生成酯和水。塔内此时有4组元。由于醋酸在气相中有缔合作用,除醋酸外,其它三个组分形成三元或二元共沸物。水—酯,水—醇共沸物沸点较低,醇和酯能不断地从塔顶排出。若控制反应原料比例,可使某组分全部转化。因此,可认为反应精馏的分离塔也是反应器。全过程可用物料衡算式和热量衡算式描述。
1.物料平衡方程
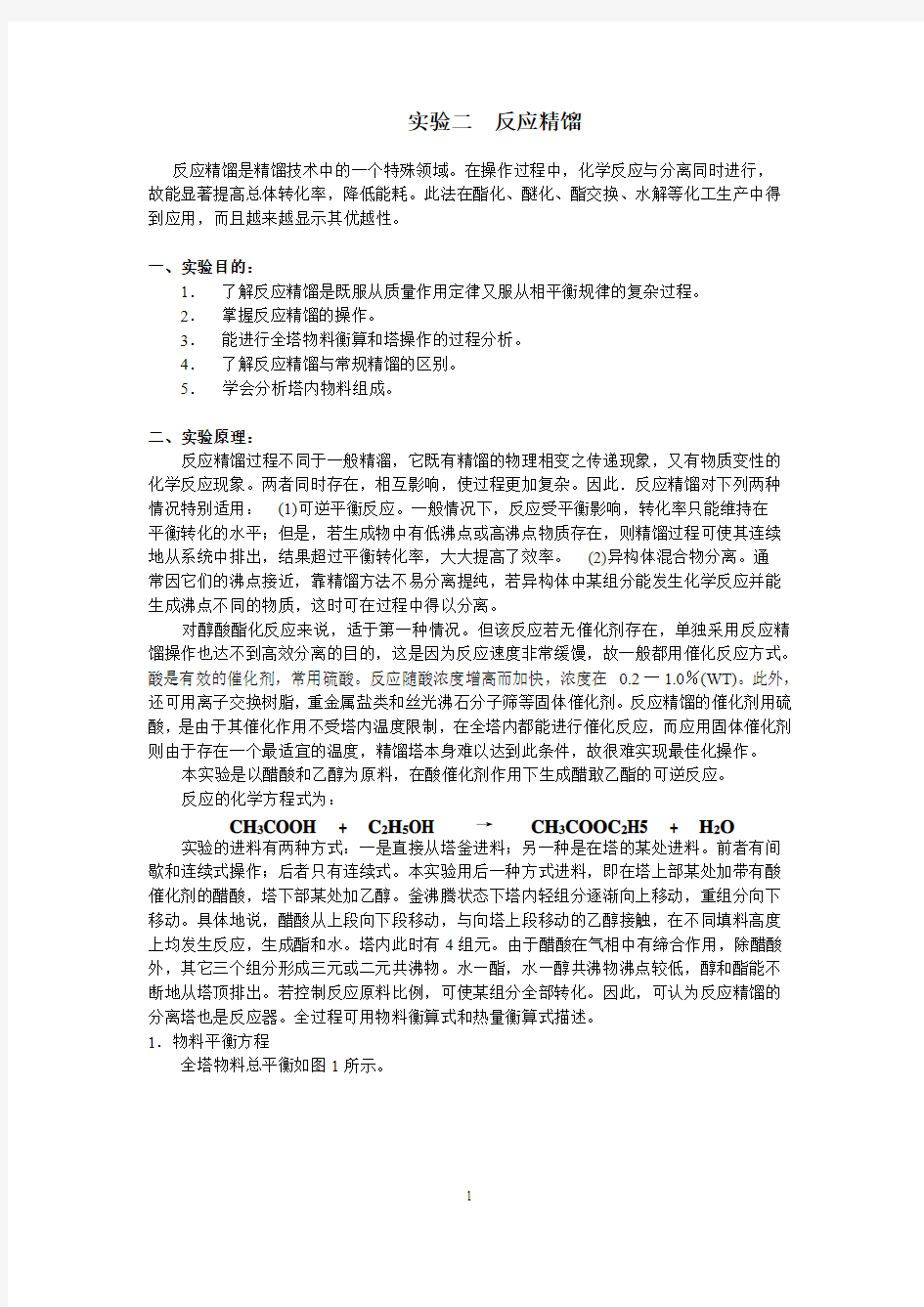
全塔物料总平衡如图1所示。
图
反应精馏过程的气液流动示意
对第j 块理论板上的i 组进行物料衡算如下:
i j j i j j i i j j j i j j i j X L Y V R Z F Y V X L +=+++++--,,,,,1111 (1)
n j ≤≤2, 4,3,2,1=i
2.气液平衡方程
对平衡级上某组分i 有如下平衡关系:
0,,,=-?j i j i j i Y X K (2)
每块板上组成的总和应符合下式:
1,
1
=∑=n
i j
i Y ;
1,
1
=∑=n
i j
i X (3)
3.反应速率方程
52
10,
,,,????
?
????=∑j i j i j i j
j j i X Q X P K R (4) 式(4)指原料中各组分的浓度相等条件下才成立,否则予以修正。 4.热量衡算方程
对平衡级上进行热量衡算,最终得到下式:
01111=+-++--++--rj j j rj j j j j j j j j j H R Q H F H V h L H V h L
三、实验装置:
实验装置如图2所示。
图2 反应精馏实验装置流程图
反应精馏塔用玻璃制成。直径29mm,塔高1400 mm,塔内填装φ3x 3 mm不锈钢θ环型填料;塔釜玻璃双循环自动出料塔釜,容积500m1,塔外壁镀有金属保温膜,通电使塔身加热保温。塔釜用500W电加热棒进行加热,采用电压控制器控制釜温。塔顶冷凝液体的回流采用摆动式回流比控制器操作。此控制系统由塔头上摆锤、电磁铁线圈、回流比计数器等仪表组成。进料采用高位槽经转子流量计进入塔内,可选择不同的进料口。
四、实验步骤:
操作前在釜内加入200克接近稳定操作组成的釜液,并分析其组成。检查进料系统各管线是否连接正常。无误后将醋酸、乙醇注入原料量管内(醋酸内含0.3%硫酸),打开进料流量计阀门,向釜内加料。
打开加热开关,注意不要使电流过大,以免设备突然受热而损坏。待釜液沸腾,开启塔身保温电路,调节保温电流(注意:不能过大),开塔头冷却水。当塔头有液体出现,待全回流10—15分钟后开始进料,实验按规定条件进行。一般可把回流比给定在3:1。酸醇分子比定在1:1.3,进料科速度为0.5mo1(乙醇)/h。进料后仔细观察塔底和塔顶温度。调节塔顶与塔釜出料速度。记录所有数据,及时调节进出料,使处于平衡状态。稳定操作2小时,其中每隔30分钟用小样品瓶取塔顶与塔釜流出液,称重并分析组成。在稳定操作下用微量注
射器在塔身不同高度取样口内取液样,直接注入色谱仪内,取得塔内组分浓变分布曲线。如果时间允许,可改变回流比或改变加料分子比,重复操作,取样分析,并进行对比。实验完成旨关闭加料,停止加热,让持液全部流至塔釜,取出釜液称重,停止通冷却水。
五、实验数据处理:
自行设计实验数据记录表格。根据实验测得数据,按下列要求写出实验报告:
1、实验目的与实验流程步骤;
2、实验数据与数据处理;
3、实验结果与讨论及改进实验的建议。
可根据下式计算反应转化率和收率。
转化率=[(醋酸加料量+原釜内醋酸量)—(馏出物醋酸量+釜残液醋酸量)]
/(醋酸加料量+原釜内醋酸量)
进行醋酸和乙醇的全塔物料衡,计算塔内浓度分布、反应收率、转化率等。
实验数据记录及处理
组分质量校正因子f
水0.549
乙醇 1
乙酸乙酯 1.109
乙酸 1.225
进样量:0.5μl
W i%=f i A i%/∑f i A i%
数据处理举例:
1、各组分质量分数
水:0476.053.865
1.109+38.213+8.9220.5498.922
0.549%%%=???==
∑i i i i i A f A f W
乙醇:3716.053.8651.109+38.213+8.9220.549213
.38%%%222=??==
∑i
i A f A f W
乙酸乙酯:5808.053.865
1.109+38.213+8.9220.54953.865
1.109%%%333=???==∑i i A f A f W
2、 转化率 X A =
04
.801971
.076.7304.80?-=0.8184
3、 收率
Y =60
04.80853036
.076.737078.076.81?+?=334.19443.0=0.708
4、 物料衡算
塔顶产品中,水:81.76×0.0396=3.24g 乙醇:81.76×0.2526=20.65g 乙酸乙酯:81.76×0.7078=57.87g 塔釜残液中,水:73.76×0.2308=17.02g 乙醇:73.76×0.2686=19.81g 乙酸乙酯:73.76×0.3036=22.39g
乙酸:73.76×0.1971=19.54g
反应共生成乙酸乙酯57.87+22.39=80.26g ,反应消耗乙酸:
6088
26
.80?=54.72g , 由物料衡算反应消耗乙酸为:80.04-19.54=60.5g ,两者基本相等,符合物料衡算。
六、思考与讨论
1、 怎样提高酯化收率?
答:对于酯化反应CH 3COOH+C 2H 5OH CH 3COOC 2H 5+H 2O ,为可逆平衡反应,一般情况下,反应受平衡的影响,转化率受平衡影响只能维持在平衡转化的附近;但是可以通过减小一种反应生成物的浓度,使平衡向有利于提高转化率的方向进行。反应精馏可以使生成物中高沸点或者低沸点物质从系统中连续的排出,使结果超过平衡转化率,大大提高效率。 2、 不同回流比对产物分布有何影响?
答:当回流比增大时,乙酸乙酯的浓度比回流比小时要大,但当回流比过大时,传质推动力减小,理论塔板数增大,需要的投资增加。 3、 加料摩尔比应保持多少为最佳?
答:此反应原料反应摩尔比为1:1,为加大反应的转化率通常使某种组分过量,因此在此反应中使乙醇过量,而且乙醇的沸点较低,容易随产物被蒸出,所以加入乙醇的摩尔数应该大于乙酸的摩尔数,比例约为2:1。
七、符号说明:
F j ---- j板进料流量
h j ---- j板上液体焓值
H j ---- j板上气体焓值
H f,j ----- j板上原料焓值
H r,j ----- j板上反应热焓值
L j ----- j板下降液体量
K i,j ----- i组分的汽液平衡常数
P j ----- j板上液体混合物体积(持液量)
R i,j ----- 单位时间j板上单位液体体积内i组分反应量V j ----- j板上升蒸汽量
X i,,j---- j板上组分i的液乡摩尔分数
Y i,,j ---- j板上组分i的气相摩尔分数
Z i,j ----- j板上i组分的原料组成
θi,j ----- 反应混合物i组分在j板上的体积
Q j ----- j板上冷却或加热的热量
化工原理实验报告 实验名称:精馏实验 学院:化学工程学院 专业:化学工程与工艺 班级:化工10-1班 姓名:丁翔学号10402010141 同组者姓名:方艳艳、夏佳利、王程曦 指导教师:史玉立 日期:2012年10月22日
一、实验目的 1.、了解精馏塔的基本结构及流程。 2.、掌握连续精馏的操作方法。 3.、学会板式精馏塔、单板效率和填料精馏塔等板高度的测定方法。 4.、确定部分回流时不同回流比对精馏塔效率的影响。 二、实验原理 1、全塔效率E T 全塔效率E T=N T/N P,其中N T为塔内所需理论板数,N P为塔内实际板数。板式塔内 各层塔板上的气液相接触效率并不相同,全塔效率简单反映了塔内塔板的平均效率,它反映了塔板的结构、物系性质、操作状况对塔分离能力的影响,一般由实验测定。 式中N T由已知的双组份物系平衡关系,通过实验测得塔顶产品组成X D、料液组成X F、热状态q、残液组成X W、回流比R等,即能用图解法求得。 2、单板效率E M 是指气相或液相经过一层实际塔板前后的组分变化与经过一层理论塔板前后的组成变化的比值。 三、实验装置流程 图1 精馏塔实验装置流程图
四、实验步骤及注意事项 1、全回流: (1)配制体积浓度16~19%的酒精水溶液加入塔釜中,至釜容积约2/3处; (2)启动总电源,再启动塔釜电加热器,通过控制电加热器电流来控制塔釜加热量。当发现液沫夹带过量时,应调低电流; (3)塔釜加热开始后,打开冷凝器的冷却水阀门,调冷却水流量至400 l/h左右,使塔顶蒸汽全部冷凝实现全回流; (4)当塔顶温度、回流量和塔釜温度稳定后,分别从塔顶和塔釜取样,进行色谱分析; (5)测板式塔单板效率时,塔板上液体取样直接用注射器从所测定的塔板中缓缓抽出,各个样尽可能同时取。 2、部分回流: (1)在原料罐中配制体积浓度50~60%的酒精水溶液; (2)待塔全回流操作稳定后,打开进料阀,开启进料泵按钮,调节进料量至适当大小; (3)启动回流比控制器按钮,调节回流比R (R=1~4); (4)当流量、塔顶及塔内温度稳定后,即可对进料、塔顶、塔釜液取样进行色谱分析,注意在取样瓶上标注以免出错; (5)测板式塔单板效率时,塔板上液体取样直接用注射器从所测定的塔板中缓缓抽出,各个样尽可能同时取。 3、结束实验 (1)实验结束后,关上进料泵电源,回流比分配器电源,电加热罐电源。 (2)打开成品罐放空阀、原料罐上的放空阀,打开循环泵电源,把塔釜和原料罐的料达到成品罐混合,打完之后关上成品罐和原料罐上的所有阀门,关上仪表电源和总电源,为下次实验做准备。 4、注意事项 (1)实验前,必须手动(电压为100V)给釜中缓缓升温,30min后再进行塔釜温度自动控制,否则会因受热不均而导致玻璃视盅炸裂。 (2)塔顶放空阀一定要打开。 (3)料液一定要加到设定液位2/3处方可打开加热管电源,否则塔釜液位过低会使电加热丝露出干烧致坏。 (4)部分回流时,进料泵电源开启前务必打开进料阀,否则会损害进料泵。 五、原始实验数据(附页) 稳定时温度T=90.1℃
Record the situation and lessons learned, find out the existing problems and form future countermeasures. 姓名:___________________ 单位:___________________ 时间:___________________ 精馏实验报告
编号:FS-DY-20707 精馏实验报告 学院:化学工程学院姓名:学号:专业:化学工程与工艺班级:同组人员: 课程名称:化工原理实验实验名称:精馏实验实验日期 北京化工大学 实验五精馏实验 摘要:本实验通过测定稳定工作状态下塔顶、塔釜及任意两块塔板的液相折光度,得到该处液相浓度,根据数据绘出x-y图并用图解法求出理论塔板数,从而得到全回流时的全塔效率及单板效率。通过实验,了解精馏塔工作原理。关键词:精馏,图解法,理论板数,全塔效率,单板效率。 一、目的及任务 ①熟悉精馏的工艺流程,掌握精馏实验的操作方法。 ②了解板式塔的结构,观察塔板上汽-液接触状况。
③测定全回流时的全塔效率及单塔效率。 ④测定部分回流时的全塔效率。 ⑤测定全塔的浓度(或温度)分布。 ⑥测定塔釜再沸器的沸腾给热系数。 二、基本原理 在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液,在塔板上实现多次接触,进行传热与传质,使混合液达到一定程度的分离。回流是精馏操作得以实现的基础。塔顶的回流量与采出量之比,称为回流比。回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。回流比存在两种极限情况:最小回流比和全回流。若塔在最小回流比下操作,要完成分离任务,则需要无穷多塔板的精馏塔。当然,这不符合工业实际,所以最小回流比只是一个操作限度。若操作处于全回流时,既无任何产品采出,也无原料加入,塔顶的冷凝液全部返回塔中,这在生产中午实际意义。但是由于此时所需理论板数最少,又易于达到稳定,故常在工业装置的开停车、排除故障及科学研究时采用。
----------专业最好文档,专业为你服务,急你所急,供你所需------------- 精馏实验 一.实验目的 1.了解连续精馏塔的基本结构及流程。 2.掌握连续精馏塔的操作方法。 3.学会板式精馏塔全塔效率的测定方法。 二.实验原理 1. 理论塔板数NT 和全塔效率E T 的测定 理论板是指离开该塔板的气液两相互成平衡的塔板。 全塔效率又称总板效率,是指达到指定分离效果所需理论板数与实际板数的比值,即: (1) 式中:E T ——全塔效率 N T ——理论塔板数 N P ——实际塔板数 板式塔内各层塔板上的气液相接触效率并不相同,全塔效率简单地反映了整个塔内所有塔板的平均效率,它反映了塔板结构、物质性质、操作状况对塔分离能力的影响,一般需要由实验测定。如果塔的结构因素固定,物系相同,影响的因素主要就是操作因素,回流比的大小是操作因素中最重要的因素。众所周知,全回流操作所需理论塔板数最少,而且在全回流下,塔不再分精馏段和提馏段,如果在全回流下测定总板效率,实验控制更为方便。有时,实验的目的是为了进行模拟以测定数据,就应该使应用条件和实验条件一致,可能需要指定某一回流比测定全塔效率。 (1)解析法求理论塔板数 对于某一双组分溶液的精馏分离,如果在全回流条件下该物系的相对挥发度随组成的变化不大,可用芬斯克方程直接计算全回流的最少理论塔板数 Nmin : (2) 式中;x D —— 塔顶馏出液中易挥发组分的摩尔分率;
----------专业最好文档,专业为你服务,急你所急,供你所需------------- x W —— 塔釜馏残液中易挥发组分的摩尔分率; —— 平均挥发度; 、 分别表示塔顶和塔釜的相对挥发度。 如果该物系的相对挥发度随组成的变化较大,采用芬斯克方程求取会引入较大的误差,可以采用图解法求取。 (2)图解法求理论塔板数 利用物系的气—液相平衡关系,在直角坐标上做出平衡线和对角线(全回流操作时的操作线)。根据测得的塔顶馏出液和塔釜馏残液中易挥发组分的摩尔分率x D 和x W ,在对角线和平衡线之间,从对角线上一点x D 开始作直角梯级,直至在对角线上的交点小于x W 为止,其理论塔板数N T =梯级数-1。 在某一回流比下的理论塔板数可用逐板计算法,一般用图解法。步骤如下: ① 在直角坐标上绘出待分离混合液的x —y 平衡曲线,并作出对角线。 ② 根据确定的回流比做精馏段操作线,方程式如下: (3) 式中;y n+1 ——精馏段内第n+1块塔板上升蒸汽组成(摩尔分率); X n ——精馏段内第n 块塔板下降液体组成(摩尔分率); R ——回流比,R = L/D ; L ——精馏段内液体回流量,kmol/h ; D ——塔顶馏出液流量,kmol/h 。 ③ 根据进料热状况参数,做q 线,方程式为: (4) 式中;X F ——进料料液组成,(摩尔分率); q ——进料热状况参数 对于泡点进料,q=1。 ④ 做提馏段操作线,方程式如下:
北 京 化 工 大 学 实 验 报 告 课程名称: 化工原理实验 实验日期: 2011.04.24 班 级: 化工0801 姓 名: 王晓 同 组 人:丁大鹏,王平,王海玮 装置型号: 精馏实验 一、摘要 精馏是实现液相混合物液液分离的重要方法,而精馏塔是化工生产中进行分离过程的主要单元,板式精馏塔为其主要形式。本实验用工程模拟的方法模拟精馏塔在全回流的状态下及部分回流状态下的操作情况,从而计算单板效率和总板效率,并分析影响单板效率的主要因素,最终得以提高塔板效率。 关键词:精馏、板式塔、理论板数、总板效率、单板效率 二、实验目的 1、熟悉精馏的工艺流程,掌握精馏实验的操作方法。 2、了解板式塔的结构,观察塔板上气-液接触状况。 3、测测定全回流时的全塔效率及单板效率。 4、测定部分回流时的全塔效率。 5、测定全塔的浓度或温度分布。 6、测定塔釜再沸器的沸腾给热系数。 三、实验原理 在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液,在塔板上实现多次接触,进行传热和传质,使混合液达到一定程度的分离。 回流是精馏操作得以实现的基础。塔顶的回流量和采出量之比,称为回流比。回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。 回流比存在两种极限情况:最小回流比和全回流。若塔在最小回流比下操作,要完成分离任务,则需要有无穷多块塔板的精馏塔。当然,这不符合工业实际,所以最小回流比只是一个操作限度。若操作处于全回流时,既无任何产品采出,也无原料加入,塔顶的冷凝液全部返回塔中,这在生产中无实验意义。但是,由于此时所需理论板数最少,又易于达到稳定,故常在工业装置开停车、排除故障及科学研究时采用。 实际回流比常取用最小回流比的1.2-2.0倍。在精馏操作中,若回流系统出现故障,操作情况会急剧恶化,分离效果也将变坏。 板效率是体现塔板性能及操作状况的主要参数,有以下两种定义方法。 (1)总板效率E e N E N 式中 E —总板效率; N —理论板数(不包括塔釜); Ne —实际板数。
实习报告 实习名称:化工仿真技术 学院:化学工程学院专业:化学工程与工艺班级: 姓名:学号 指导教师: 日期:
第3章精馏系统 一、实习目的 化工仿真实习是我们大学学习计划的重要组成,解决了大学生的生产实习问题。仿真实习使得我们不进工厂就能通过计算机得到开车、停车和事故处理操作的机会,使得我们能比较系统的学习生产过程的基本程序和具体操作方法,分析操作参数的合理性、设备及仪表是否运转正常,从而加强我们对基本理论的理解、基本方法的运用和基本技能的训练。仿真教学有强调工业背景、适用面广、操作与控制界面先进、突出操作实践、内容由浅入深由简到繁、相互呼应、相互补充、附有大量思考题、实用性强、提倡新的教学方法等优点。能从分发挥学生创造意识的环境。可很好的将我们所学的理论知识和时间相结合,进一步巩固深化我们的专业知识和技能。 二、实习内容 1、工艺流程简介 脱丁烷塔是大型乙烯装置中的一部分。本塔将来自脱丙烷塔釜的烃类混合物(主要有C4、C5、C6、C7等),根据其相对挥发度的不同,在精馏塔内分离为塔顶C4馏分,含少量C5馏分,塔釜主要为裂解汽油,即C5以上组分的其他馏分。因此本塔相当于二元精馏。 工艺流程为:来自脱丙烷塔的釜液,压力为0.78MPa, 温度为65℃(由TI-1指示),经进料手操阀V1和进料流量控制FIC-1,从脱丁烷塔(DA-405)的第21块塔板进入(全塔共有40块板)。在本塔提馏段第32块塔板处设有灵敏板温度检测及塔温调节器TIC-3(主调节器)与塔釜加热蒸汽流量调节器FIC-3(副调节器)构成的串级控制。 塔釜液位由LIC-1控制。塔釜液一部分经LIC-1调节阀作为产品采出,采出流量由FI-4指示,一部分经再沸器(EA-405A/B)的管程汽化为蒸汽返回塔底,使轻组分上升。再沸器采用低压蒸汽加热,釜温由TI-4指示。设置两台再沸器的目的是釜液可能含烯烃,容易聚合堵管。万一发生此种情况,便于切换。再沸器A的加热蒸汽来自FIC-3所控制的0.35MPa低压蒸汽,通过入口阀V3进入壳程,凝液由阀V4排放。再沸器B的加热蒸汽亦来自FIC-3所控制的0.35MPa低压蒸汽,入口阀为V8,排凝阀为V9。塔釜设排放手操阀V24,当塔釜液位超高但不合格不允许采出时排放用(排放液回收)。塔顶和塔底分别设有取压阀V6和V7,引压至差压指示仪PDI-3,及时反映本塔的阻力降。此外塔顶设压力调节器PRC-2,塔底设压力指示仪PI-4,也能反映塔压降。 2
精馏综合实验 一、 实验目的 1. 熟悉精馏的工艺流程,了解板式塔的结构; 2. 掌握精馏过程的操作及调节方法; 3. 在全回流及部分回流条件下,测定板式塔的全塔效率及单板效率; 4. 观察精馏塔内气液两相的接触状态; 5. 了解阿贝折光仪测定混合物组成的方法 二、 基本原理 精馏利用混合物中各组分的挥发度的不同将混合物进行分离。在精馏塔中,再沸器或塔釜产生的蒸汽沿塔逐渐上升,来自塔顶冷凝器的回流液从塔顶逐渐下降,气液两相在塔内实现多次接触,进行传质、传热过程,轻组分上升,重组分下降,使混合液达到一定程度的分离。如果离开某一块塔板(或某一段填料)的气相和液相的组成达到平衡,则该板(或该段填料)称为一块理论板或一个理论级。然而,在实际操作的塔板上或一段填料层中,由于汽液两相接触时间有限,气液相达不到平衡状态,即一块实际操作的塔板(或一段填料层)的分离效果常常达不到一块理论板或一个理论级的作用。要想达到一定的分离要求,实际操作的塔板数总要比所需的理论板数多,或所需的填料层高度比理论上的高。 对于二元物系,若已知气液平衡数据,则根据塔顶馏出液的组成x D 、原料液的组成x F 、塔釜液的组成x W ,及操作回流比R 和进料热状态参数q ,就可用图解法或计算机模拟计算求出理论塔板数。 1.求全塔效率 在板式精馏塔中,完成一定分离任务所需的理论塔板数与实际塔板数之比定义为全塔效率(或总板效率),即: P T T N N E = (1) 式中 T E ——全塔效率; T N ——理论塔板数(不含釜); P N ——实际塔板数。 2.求单板效率 如果测出相邻两块塔板的气相或液相组成,则可计算塔的单板效率(塔板数自上向下计数)。 对于气相: 1 *1n n MV n n y y E y y ++-= - (2) 对于液相:
北京化工大学学生实验报告 姓名: 学号: 专业: 班级: 同组人员: 课程名称:化工原理实验 实验名称:精馏实验 实验日期: 2016.5.13 北京化工大学
实验五精馏实验 摘要:本实验通过测定稳定工作状态下塔顶、塔釜及任意两块塔板的液相折光度,得到该处液相浓度,根据数据绘出x-y图并用图解法求出理论塔板数,从而得到全回流时的全塔效率及单板效率。通过实验,了解精馏塔工作原理。 关键词:精馏,图解法,理论板数,全塔效率,单板效率。 一、目的及任务 ①熟悉精馏的工艺流程,掌握精馏实验的操作方法。 ②了解板式塔的结构,观察塔板上汽-液接触状况。 ③测定全回流时的全塔效率及单塔效率。 ④测定部分回流时的全塔效率。 ⑤测定全塔的浓度(或温度)分布。 ⑥测定塔釜再沸器的沸腾给热系数。 二、基本原理 在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液,在塔板上实现多次接触,进行传热与传质,使混合液达到一定程度的分离。 回流是精馏操作得以实现的基础。塔顶的回流量与采出量之比,称为回流比。回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。 回流比存在两种极限情况:最小回流比和全回流。若塔在最小回流比下操作,要完成分离任务,则需要无穷多塔板的精馏塔。当然,这不符合工业实际,所以最小回流比只是一个操作限度。若操作处于全回流时,既无任何产品采出,也无原料加入,塔顶的冷凝液全部返回塔中,这在生产中午实际意义。但是由于此时所需理论板数最少,又易于达到稳定,故常在工业装置的开停车、排除故障及科学研究时采用。 实际回流比常取最小回流比的1.2~2.0倍。在精馏操作中,若回流系统出现故障,操作情况会急剧恶化,分离效果也将变坏。 板效率是体现塔板性能及操作状况的主要参数,有以下两种定义方法。
报告编号:LX-FS-A15629 筛板精馏塔精馏实验报告标准范本 The Stage T asks Completed According T o The Plan Reflect The Basic Situation In The Work And The Lessons Learned In The Work, So As T o Obtain Further Guidance From The Superior. 编写:_________________________ 审批:_________________________ 时间:________年_____月_____日 A4打印/ 新修订/ 完整/ 内容可编辑
筛板精馏塔精馏实验报告标准范本 使用说明:本报告资料适用于按计划完成的阶段任务而进行的,反映工作中的基本情况、工作中取得的经验教训、存在的问题以及今后工作设想的汇报,以取得上级的进一步指导作用。资料内容可按真实状况进行条款调整,套用时请仔细阅读。 筛板精馏塔精馏实验 6.1实验目的 1.了解板式塔的结构及精馏流程 2.理论联系实际,掌握精馏塔的操作 3.掌握精馏塔全塔效率的测定方法。 6.2实验内容 ⑴采用乙醇~水系统测定精馏塔全塔效率、液泛点、漏液点 ⑵在规定时间内,完成D=500ml、同时达到xD≥93v%、xW≤3v%分离任务 6.3实验原理
塔釜加热,液体沸腾,在塔内产生上升蒸汽,上升蒸汽与沸腾液 体有着不同的组成,这种不同组成来自轻重组份间有不同的挥发度, 由此塔顶冷凝,只需要部分回流即可达到塔顶轻组份增浓和塔底重 组份提浓的目的。部分凝液作为轻组份较浓的塔顶产品,部分凝液 作为回流,形成塔内下降液流,下降液流的浓度自塔顶而下逐步下 降,至塔底浓度合格后,连续或间歇地自塔釜排出部分釜液作为重 组份较浓的塔底产品。 在塔中部适当位置加入待分离料液,加料液中轻组份浓度与塔截
北京化工大学 实验报告 精馏实验 一、摘要 精馏是实现液相混合物液液分离的重要方法,而精馏塔是化工生产中进行分离过程的主要单元,板式精馏塔为其主要形式。本实验用工程模拟的方法模拟精馏塔在全回流的状态下及部分回流状态下的操作情况,从而计算单板效率和总板效率,并分析影响单板效率的主要因素,最终得以提高塔板效率。 关键词:精馏、板式塔、理论板数、总板效率、单板效率 二、实验目的 1、熟悉精馏的工艺流程,掌握精馏实验的操作方法。 2、了解板式塔的结构,观察塔板上气- 液接触状况。 3、测测定全回流时的全塔效率及单板效率。 4、测定部分回流时的全塔效率。 5、测定全塔的浓度或温度分布。 6、测定塔釜再沸器的沸腾给热系数。 三、实验原理 在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液,在塔 板上实现多次接触,进行传热和传质,使混合液达到一定程度的分离。 回流是精馏操作得以实现的基础。塔顶的回流量和采出量之比,称为回流比。回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。 回流比存在两种极限情况:最小回流比和全回流。若塔在最小回流比下操作,要完成分离任务,则
需要有无穷多块塔板的精馏塔。当然,这不符合工业实际,所以最小回流比只是 一个操作限度。若操作处于全回流时,既无任何产品采出,也无原料加入,塔顶的冷凝液全部返回塔中,这在生产中无实验意义。但是,由于此时所需理论板数最少,又易于达到稳定,故常在工业装置开停车、排除故障及科学研究时采用。 实际回流比常取用最小回流比的倍。在精馏操作中,若回流系统出现故障,操作情况会急剧恶化,分离效果也将变坏。 板效率是体现塔板性能及操作状况的主要参数,有以下两种定义方法。 (1)总板效率E N e 式中E —总板效率;N—理论板数(不包括塔釜);Ne —实际板数。 2)单板效率E ml E x n 1 x n E ml * x n 1 x n* 式中E ml—以液相浓度表示的单板效率; x n,x n-1—第n 块板的和第(n-1 )块板得液相浓度; x n*—与第n 块板气相浓度相平衡的液相浓度。 总板效率与单板效率的数值通常由实验测定。单板效率是评价塔板性能优劣的重要数据。物系性质、板型及操作负荷是影响单板效率的重要因素。当物系与板型确定后,可通过改变气液负荷达到最高的板效率;对于不同的板型,可以在保持相同的物系及操作条件下,测定其单板效率,已评价其性能的优劣。总板效率反映全塔各塔板的平均分离效果,常用于板式塔设计中。 若改变塔釜再沸器中电加热器的电压,塔板上升蒸汽量将会改变,同时,塔釜再沸器电加热器表面的温度将发生变化,其沸腾给热系数也将发生变化,从而可以得到沸腾给热系数也加热量的关系。由牛顿冷却定律,可知 Q A t m
实验六 精馏塔实验 一、实验目的 1.了解板式精馏塔的结构和操作。 2.学习精馏塔总板效率的测量方法。 3.学习识别精馏塔内出现的几种操作状态及对塔性能的影响; 4.观测塔板上气─液传质过程的情况。 二、实验内容 1.测定全回流条件下精馏塔的总板效率。 2.测定部分回流条件下精馏塔的总板效率。 3.测定不同进料位置对精馏过程的影响。 三、实验原理 1.板式塔的总板效率 总板效率E 又称全塔效率,是指塔体本身的理论板数N T 与实际板数N p 的比值。 (6—1) 2.理论板数N T 的求法 对于二元物系(乙醇—正丙醇)系统,若已知其气—液平衡数据,则根据精馏塔的原料液组成、进料状态、操作回流比及塔顶流出液组成和塔底釜液组成可以求得该塔的理论板数N T 。 ⑴ 全回流条件下(R=∞) 此条件下,在y —x 图上,对角线即为精馏段操作线。根据已测出的塔顶、塔釜的浓度x D 和x W ,用求理论塔板的图解法,在平衡与操作线之间绘阶梯,即可求得塔系统内x D 和x W 两取样口之间的理论塔板数N T 。 ⑵ 部分回流条件下 进料热状况参数q 的计算: 进料为冷液体时,q 值的计算式可写成 (6—2) 式中:t F —冷液体进料的温度,℃。 t BP —进料的泡点温度,℃。 C PM —进料液体在平均温度(t F +t BP )/2下的比热,kJ/(kmol ·℃)。 r m —进料液体在其组成和泡点温度下的汽化潜热,kJ/kmol 。 kJ/(kmol ·℃) (6—3) kJ/kmol (6—4) 式中:C p1、C p2—分别为纯组分1和纯组分2在平均温度(t F +t BP )/2下的比热,kJ/(kmol ·℃)。 100%T p N E N = ?m m F BP PM r r t t C q +-= )(2 22111x M C x M C C P P PM +=2 22111x M r x M r r m +=
精馏实验报告范文 学院:化学工程学院姓名:学号:专业:化学工程与工艺班级:同组人员: 课程名称:化工原理实验实验名称:精馏实验实验日期北京化工大学 实验五精馏实验 摘要:本实验通过测定稳定工作状态下塔顶、塔釜及任意两块塔板的液相折光度,得到该处液相浓度,根据数据绘出x-y图并用图解法求出理论塔板数,从而得到全回流时的全塔效率及单板效率。通过实验,了解精馏塔工作原理。关键词:精馏,图解法,理论板数,全塔效率,单板效率。 一、目的及任务 ①熟悉精馏的工艺流程,掌握精馏实验的操作方法。 ②了解板式塔的结构,观察塔板上汽-液接触状况。 ③测定全回流时的全塔效率及单塔效率。 ④测定部分回流时的全塔效率。
⑤测定全塔的浓度(或温度)分布。 ⑥测定塔釜再沸器的沸腾给热系数。 二、基本原理 在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液,在塔板上实现多次接触,进行传热与传质,使混合液达到一定程度的分离。回流是精馏操作得以实现的基础。塔顶的回流量与采出量之比,称为回流比。回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。回流比存在两种极限情况:最小回流比和全回流。若塔在最小回流比下操作,要完成分离任务,则需要无穷多塔板的精馏塔。当然,这不符合工业实际,所以最小回流比只是一个操作限度。若操作处于全回流时,既无任何产品采出,也无原料加入,塔顶的冷凝液全部返回塔中,这在生产中午实际意义。但是由于此时所需理论板数最少,又易于达到稳定,故常在工业装置的开停车、排除故障及科学研究时采用。 实际回流比常取最小回流比的1.2~2.0倍。在精馏操作中,若回流系统出现故障,操作情况会急剧恶化,分离效果也将变坏。 板效率是体现塔板性能及操作状况的主要参数,有以下两种定义方法。 (1)总板效率E
系别:化学与环境科学系班级:09应用化学(1)班姓名:赖雪梅 学号:090604118
采用乙醇—水溶液的精馏实验 赖雪梅 摘要:双组分混合液的分离是最简单的精馏操作。在整个精馏塔中,汽液两相逆流接触,进行相际传质。液相中的易挥发组分进入汽相,汽相中的难挥发组分转入液相。对不形成恒沸物的物系,只要设计和操作得当,馏出液将是高纯度的易挥发组分,塔底产物将是高纯度的难挥发组分。进料口以上的塔段,把上升蒸气中易挥发组分进一步提浓,称为精馏段;进料口以下的塔段,从下降液体中提取易挥发组分,称为提馏段。两段操作的结合,使液体混合物中的两个组分较完全地分离,生产出所需纯度的两种产品。本文介绍了精馏实验的基本原理以及填料精馏塔的基本结构,研究了精馏塔在全回流条件下,塔顶温度等参数随时间的变化情况,测定了全回流和部分回流条件下的理论板数,分析了不同回流比对操作条件和分离能力的影响。 关键词:精馏;精馏段;提馏段;全回流;部分回流;等板高度;理论塔板数 1.引言 欲将复杂混合物提纯为单一组分,采用精馏技术是最常用的方法。尽管现在已发展了柱色谱法、吸附分离法、膜分离法、萃取法和结晶法等分离技术,但只有在分离一些特殊物资或通过精馏法不易达到的目的时才采用。从技术和经济上考虑,精馏法也是最有价值的方法。在实验室进行化工开发过程时,精馏技术的主要作用有:(1)进行精馏理论和设备方面的研究。(2)确定物质分离的工艺流程和工艺条件。(3)制备高纯物质,提供产品或中间产品的纯样,供分析评价使用。 (4)分析工业塔的故障。(5)在食品工业、香料工业的生产中,通过精馏方法可以保留或除去某些微量杂质。 2.精馏实验部分 2.1实验目的 (1)了解填料精馏塔的基本结构,熟悉精馏的工艺流程。 (2)掌握精馏过程的基本操作及调节方法。 (3)掌握测定塔顶、塔釜溶液浓度的实验方法。 (4)掌握精馏塔性能参数的测定方法,并掌握其影响因素。 (5)掌握用图解法求取理论板数的方法。
筛板精馏实验装置 使用说明书 华中师范大学化学学院2016年12月
筛板精馏实验装置 一、实验目的 1、熟悉板式精馏塔的结构、流程及各部件的结构作用; 2、了解精馏塔的正确操作,学会正确处理各种异常情况; 3、用作图法确定精馏塔全回流与部分回流时理论板数,并计算出全塔效率。 二、实验流程、装置描述 筛板精馏实验流程图 阀门:V1塔釜加料阀,V2塔釜放净阀,V3塔釜出料阀,V4塔底产品罐放净阀,V5塔顶产品罐放净阀,V6冷却正丙醇流量调节阀,V7采出电磁阀,V8回流电磁阀,V9采样阀,V10、
V11压差计连通阀。 温度:TI1塔釜温度,TI2塔顶温度,TI3回流温度,TI4进料温度,TI5~ TI12塔板温度。 压力:PI1塔釜压力。 差压:DPI1全塔压降。 流量:FI1冷却正丙醇流量。 液位:LI1塔釜液位。 流程说明: 进料:进料泵从原料罐内抽出原料液,经过塔釜换热器,原料液走管程,塔釜溢流液走壳程,热交换后原料液由塔体中间进料口进入塔体 塔顶出料:塔内蒸汽上升至冷凝器,蒸汽走壳程,冷却正丙醇走管程,蒸汽冷凝成液体,流入馏分器,一路经回流电磁阀回流至塔内,另一路经采出电磁阀流入塔顶产品罐塔釜出料:塔釜溢流液经塔釜出料阀V3溢流至塔釜换热器,塔釜溢流液走壳程,原料液走管程,热交换后塔釜溢流液流入塔釜产品罐 冷却正丙醇:冷却正丙醇来自实验室自来正丙醇,经冷却正丙醇流量调节阀V6控制,转子流量计计量,流入冷凝器,冷却正丙醇走管程,蒸汽走壳程,热交换后冷却正丙醇排入地沟 设备仪表参数: 精馏塔:塔内径D=50mm,塔内采用筛板及圆形降液管,共有8块板,板间距HT=55mm,塔板:筛板上孔径d=1.5mm,筛孔数N=127个,开孔率11%。 进料泵:蠕动泵,25#进料管,流量1.6ml/r,转速0-100.0rpm 冷却正丙醇流量计16~160 l/h 总加热功率为3.3Kw 压力传感器0—10KPa 温度传感器:PT100,直径3mm 差压传感器0-5 KPa 三、实验操作(以乙醇-正丙醇为例): 1、开车 ⑴、一般是在塔釜先加入10~20v%(体积)的乙醇正丙醇溶液,釜液位与塔釜出料口持平。 ⑵、开启软件和装置电源,软件与设备建立连接(软件操作见附1-软件说明)。 ⑶、开启电加热电源,选择加热方式,维持塔釜压力在约1000Pa为合适。 ⑷、打开塔顶冷凝器进正丙醇阀V5,流量约80 l/h。 ⑸、回流比操作切换至手动状态,关闭采出电磁阀,开启回流电磁阀,使塔处于全回流状态;
精馏实验实验报告 姓名 班级 学号
1.实验前,请想象并尝试描述气速与整塔压降的关系? 依照教材P228页,当液体喷淋量为零时,压降与空塔气速呈直线关系,与气体以湍流形式流过管道的关系类似;有一定喷淋量时,压降因管道变窄增大,但几乎与无喷淋量时平行;过截点以后,气体对液体产生阻滞作用,填料表面持液量增多,压降随气速较快增长;过了泛点之后,液体变为连续相而气体变为分散相,阻力猛增。 2.实验前,请同学们回顾精馏塔的塔板与填料的发展历程? 舌形塔板 斜孔塔板 鼓泡式塔板 散堆填料 规整填料
3.实验前,请尝试回答精馏操作过程中,使混合物较彻底分离的基本条件? 1、相对挥发度差异较大; 2、每一块板能使气液充分接触; 3、塔高足够高; 4、再沸器与冷凝器温度稳定; 5、混合物不形成共沸物; 6、运行规范稳定,不出现漏液、烨沫夹带、气泡夹带、液泛等非规范操作; 7、加料不反混; 二、实验记录 包括操作条件、实验现象、原始数据表,要求数据的有效数字、单位格式规范。 【原始数据表】 6 77.9 87.8 35.1 24.0 127 瓦数/kw 次数塔顶组成/% 塔釜组成/% 3 1 18.75 81.25 86.30 13.70 2 15.5 3 84.47 88.83 13.17 5 1 12.52 88.48 88.20 11.80 2 13.12 86.88 89.10 10.90 6 1 11.91 88.09 88.35 11.65 2 11.71 88.29 88.14 11.86
【数据处理】 ※空塔气速 首先根据测得的回流液流量求空塔气速。由于实验中采取全回流的方式,回流液质量流量与蒸气质量流量相同。 实验中转子流量计已经将实际溶液的流量转换为水的流量,由公式 2 1 s s V V = (1) 将读数转换为实际回流夜的流量。其中: f ρ取转子密度,近似为铁质,取密度7900kg/m3,1ρ取20 o C 水的密度,2ρ取回流温度下 混合液体的密度。水取998kg/m 3,乙醇取789 kg/m 3。 塔顶、塔釜的溶液组成取两次实验的平均值,并依据公式1 1 n wi m i x ρρ=∑ 计算不同温度下回 流液密度,得到数据如下: 表一、不同功率下的回流液密度 瓦数/kw 塔顶组成/%水 回流液密度kg/m^3 3 17.1 4 818.3751 5 12.82 810.7671 6 11.81 809.008 7 7 23.92 830.6076 7 13.07 811.2035 将所得到的回流液密度带入公式(1),即可得到回流液体积,体积和密度均已知,则可以得到回流液质量。因为全回流,所以根据物料守恒,上升蒸汽的质量与回流液质量相等。 表二、不同功率下的回流液质量流量 瓦数/kw 回流液体积流量L/h 回流液质量流量kg/h 3 7.3 5.9791 5 21.6 17.4929 6 27. 4 22.1651 7 20. 5 17.067 6 7 32.0 25.9294
中国地质大学(武汉) 材化学院 名称:精馏实验 指导老师:刘惠仙 班级:031111 一、实验内容: 1、采用乙醇-水物系测定精馏塔全塔效率。 二、实验目的: 1了解板式精馏塔的结构及精馏流程。G.
2理论连续实际,掌握精馏塔的操作。 3掌握精馏塔全塔效率的测定方法。 三、实验基本原理: 精馏塔的效率及测定 塔板效率是精馏塔设计的重要参数之一。有关塔板效率的定义有如下几种:点效率、Nurphree板效率、湿板效率和全塔效率。影响塔板效率的因素有很多,如塔板结构、气液相流量和接触状况以及物性等诸多因素,都对塔板效率有不 可忽视的影响。迄今为止,塔板效率的计算问题尚未得到很好的解决,一般还 是通过实验的方法测定。 由于众多复杂因素的影响,精馏塔内各板和板上各点的效率不尽相同,工程 上有实际意义的是在全回流条件下测定全塔效率。全塔效率的定义如下: η=×100% ① 其中-全回流下的理论板数(包括塔斧的贡献) N-精馏塔的实际塔板数。 只要在全回流条件下测定塔顶和塔底目的的组分浓度和,即可根据物系的相平衡关系,在y-x图上通过作图法求得,并根据式①得出η。 全塔效率是板式精馏塔分离性能的综合度量,它不仅与影响点效率、板效 率的各种因素有关,而且还包括了塔板上气液相组成变化的影响。因此,全塔 效率是一个综合了塔板结构、物性、操作变量等诸多因素影响的参数。 (1)精馏塔的操作及调节 精馏塔操作的目的指标质量和产量指标。质量指标是塔顶产品和塔底产品都要达到一定的分离要求:产量指标是指在规定时间内要获得一定数量的合格产品。操作过程中调节的目的是要根据精馏过程的原理,采用相应的控制手段, 调整某些工艺操作参数,保证生产过程稳定连续的进行,并能满足过程的质量 指标和产量指标。 精馏过程的稳定操作 在进料条件和工艺分离要求确定后,要严格维持塔内的总物料平衡和组分 物料平衡,即要满足 F=W+D ② F=D+W ③ 当总物料不平衡时,若进料量大于出料量,会引起淹塔;相反,若出料量大于 进料量,则会导致釜干料,最终将破坏精馏塔的正常操作。 由式②和③得到 D/F=(X Fi - X Wi )/( X Di - X Wi ) ④
化工原理实验报告 一、实验目的 1. 熟悉精馏的工艺流程,掌握精馏实验的操作方法; 2. 了解板式塔的结构,观察塔板上气-液接触状况; 3. 测定全回流时的全塔效率及单板效率。 4. 测定全塔的浓度分布。 二、摘要 在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶主板下降的回流液,在塔板上实现多次接触,进行传热与传质,使混合液达到一定程度的分离。对于双组分混合液的蒸馏,若已知汽液平衡数据,测得塔顶流出液组成D X 、釜残液组成W X ,液料组成F X 及回流比R 和进料状态,就可用图解法在y x 图上,或用其他方法求出理论塔板数T N 。塔的全塔效率T E 为理论塔板数与实际塔板数N 之比。精馏塔的单板效率M E 可以根据液相通过测定塔板的浓度变化进行计算。本实验在板式精馏塔全回流的情况下,通过测定乙醇丙醇体系混合液在精馏塔中的传质的一些参数,计算精馏塔的总板效率和某几块板的单板效率(液相单板效率),分析该塔的传质性能和操作情况。 三、实验原理 在板式精馏塔中,混合液的蒸汽逐板上升,回流液逐板下降,气液两相在塔板上接触,实现传质、传热过程而达到分离的目的。如果在每层塔板上,上升的蒸汽与下降的液体处于平衡状态,则该塔板称之为理论塔板。然而在实际操做过程中由于接触时间有限,气液两相不可能达到平衡,即实际塔板的分离效果达不到一块理论塔板的作用。因此,完成一定的分离任务,精馏塔所需的实际塔板数总是比理论塔板数多。 回流是精馏操作得以实现的基础。塔顶的回流量与采出量之比,称为回流比。回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。回流比存在两种极限情况:最小回流比和全回流。本实验处于全回流情况下,既无任何产品采出,又无原料加入,此时所需理论板最少,又易于达到稳定,可以很好的分析精馏塔的性能。影响塔板效率的因素很多,大致可归结为:流体的
化工原理实验指导书 沈阳工业大学 2003 年6 月
目录 实验一流体流动阻力的测定 (1) 实验二离心泵特性曲线的测定 (2) 实验三恒压过滤实验 (4) 实验四传热综合实验 (6) 实验五筛板式精馏塔的操作及塔板效率测定 (9) 实验六洞道干燥实验 (11) 综合实验一气体搅拌萃取塔液-液萃取实验 (13) 综合实验二间歇精馏实验 (16) 演示实验柏努利方程实验 (17) 雷诺实验20
实验一流体流动阻力的测定 、实验目的 1、 了解流体在管道内摩擦阻力的测定方法; 2、 确定摩擦系数入与雷诺数Re 的关系。 、基本原理 由于流体具有粘性, 在管内流动时必须克服内摩擦力。 当流体呈湍流流动时, 质点间不 断相互碰撞,弓I 起质点间动量交换,从而产生了湍动阻力,消耗了流体能量。流体的粘性和 流体的涡流产生了流体流动的阻力。 在被侧直管段的两取压口之间列出柏努力方程式, 可得: △ P f = △ P h f 上 L —两侧压点间直管长度(m ) d —直管内径(m ) 入一摩擦阻力系数 u —流体流速(m/s ) △ P f —直管阻力引起的压降(N/m 2) 卩一流体粘度(Pa.s ) P —流体密度(kg/m 3) 本实验在管壁粗糙度、管长、管径、一定的条件下用水做实验,改变水流量,测得一系 列流量下的△ P f 值,将已知尺寸和所测数据代入各式,分别求出入 和Re ,在双对数坐标纸 上绘出入?Re 曲线。 三、实验装置简要说明 水泵将储水糟中的水抽出, 送入实验系统,首先经玻璃转子流量计测量流量, 然后送入 被测直管段测量流体流动的阻力,经回流管流回储水槽,水循环使用。 被测直管段流体流 动阻力△ P 可根据其数值大小分别采用变压器或空气一水倒置 U 型管来测量。 四、 实验步骤: 1、 向储水槽内注蒸馏水,直到水满为止。 2、 大流量状态下的压差测量系统 ,应先接电预热10-15分钟,观擦数字仪表的初始值并 记录后方可启动 泵做实验。 3、 检查导压系统内有无气泡存在 .当流量为0时打开B1、B2两阀门,若空气一水倒 置U 型管内两液柱的 高度差不为 0 ,则说明系统内有气泡存在,需要排净气泡方可测取数据。 排气方法:将流量调至较大,排除导压管内的气泡,直至排净为止。 4、 测取数据的顺序可从大流量至小流量,反之也可,一般测 15?20组数,建议当流 量读数 小于300L/h 时,用空气一水倒置 U 型管测压差△ P 。 5、 待数据测量完毕,关闭流量调节阀,切断电源。 2d 厂 P f u 2 Re du
精馏实验报告 WTD standardization office【WTD 5AB- WTDK 08- WTD 2C】
化工原理实验报告 一、实验目的 1. 熟悉精馏的工艺流程,掌握精馏实验的操作方法; 2. 了解板式塔的结构,观察塔板上气-液接触状况; 3. 测定全回流时的全塔效率及单板效率。 4. 测定全塔的浓度分布。 二、摘要 在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶主板下降的回流 液,在塔板上实现多次接触,进行传热与传质,使混合液达到一定程度的分离。对于双组分混合液的蒸馏,若已知汽液平衡数据,测得塔顶流出液组成D X 、釜残液组成W X ,液料组成F X 及回流比R 和进料状态,就可用图解法在y x 图上,或用其他方法求出理论塔板数T N 。塔的全塔效率T E 为理论塔板数与实际塔板数N 之比。精馏塔的单板效率M E 可以根据液相通过测定塔板的浓度变化进行计算。本实验在板式精馏塔全回流的情况下,通过测定乙醇丙醇体系混合液在精馏塔中的传质的一些参数,计算精馏塔的总板效率和某几块板的单板效率(液相单板效率),分析该塔的传质性能和操作情况。 三、实验原理 在板式精馏塔中,混合液的蒸汽逐板上升,回流液逐板下降,气液两相在塔板上接触,实现传质、传热过程而达到分离的目的。如果在每层塔板上,上升的蒸汽与下降的液体处于平衡状态,则该塔板称之为理论塔板。然而在实际操做过程中由于接触时间有限,气液两相不可能达到平衡,即实际塔板的分离效果达不到一块理论塔板的作用。因此,完成一定的分离任务,精馏塔所需的实际塔板数总是比理论塔板数多。 回流是精馏操作得以实现的基础。塔顶的回流量与采出量之比,称为回流比。回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。回流比存在两种极限情况:最小回流比和全回流。本实验处于全回流情况下,既无任何产品采出,又无原料加入,此时所需理论板最少,又易于达到稳定,可以很好的分析精馏塔的性能。影响塔板效率的因素很多,大致可归结为:流体的物理性质(如粘度、密
筛板塔精馏过程实验 一、实验目的 1、了解筛板精馏塔及其附属设备的基本结构,掌握精馏过程的基本操作方法。 2、学会判断系统达到稳定的方法,掌握测定塔顶、塔釜溶液浓度的实验方法。 3、学习测定精馏塔全塔效率和单板效率的实验方法,研究回流比对精馏塔分离效率的影响。 二、实验原理 2.1 全塔效率 TE 全塔效率又称总板效率,是指达到指定分离效果所需理论板数与实际板数的比值于塔内所需理论塔板数,可由已知的双组分物系平衡关系,以及实验中测得的塔顶、塔釜出液的组成,回流比R和热状况q等,用图解法求得TN 2.2 图解法求理论塔板数 TN 图解法又称麦卡勃-蒂列(McCabe-Thiele)法,简称M-T法,其原理与逐板计算法完全相同,只是将逐板计算过程在y-x图上直观地表示出来。 2.3 全回流操作 在精馏全回流操作时,操作线在y-x图上为对角线,如图8-3所示,根据塔顶、塔釜的组成在操作线和平衡线间作梯级,即可得到理论塔板部分回流操作。部分回流操作时,图解法的主要步骤为: (1)根据物系和操作压力在y-x图上作出相平衡曲线,并画出对角线作为辅助线;(2)在x轴上定出x=xD、xF、xW三点,依次通过这三点作垂线分别交对角线于点a、f、b; (3)在y轴上定出yC=xD/(R+1)的点c,连接a、c作出精馏段操作线; (4)由进料热状况求出q线的斜率q/(q-1),过点f作出q线交精馏段操作线于点d; (5)连接点d、b作出提馏段操作线; (6)从点a开始在平衡线和精馏段操作线之间画阶梯,当梯级跨过点d时,就改在平衡线和提馏 段操作线之间画阶梯,直至梯级跨过点b为止; (7) 所画的总阶梯数就是全塔所需的理论踏板数(包含再沸器),跨过点d的那块板就是加料板, 其上的阶梯数为精馏段的理论塔板数。 2.4 实验装置和流程 本实验装置的主体设备是筛板精馏塔,配套的有加料系统、回流系统、产品出料管路、残液出料管路、进料泵和一些测量、控制仪表。 筛板塔主要结构参数:塔内径D=68mm,厚度洌?4mm,塔板数N=10块,板间距HT =100mm。加料位置由下向上起数第4块和第6块。降液管采用弓形,齿形堰,堰长56mm,堰高7.3mm,齿深4.6mm,齿数9个。降液管底隙4.5mm。筛孔直径d0=1.5mm,正三角形排列,孔间距t=5mm,开孔数为77个。塔釜为内电加热式,加热功率2.5kW,有效容积为10L。塔顶冷凝器、塔釜换热器均为盘管式。单板取样为自下而上第1块和第10块,斜向上为液相取样口,水平管为气相取样口。 本实验料液为乙醇水溶液,釜内液体由电加热器产生蒸汽逐板上升,经与各板上的液体传质后,进入盘管式换热器壳程,冷凝成液体后再从集液器流出,一部分作为回流液从塔顶流入塔内,另一部分作为产品馏出,进入产品贮罐;残液经釜液转子流量计流入釜液贮罐。