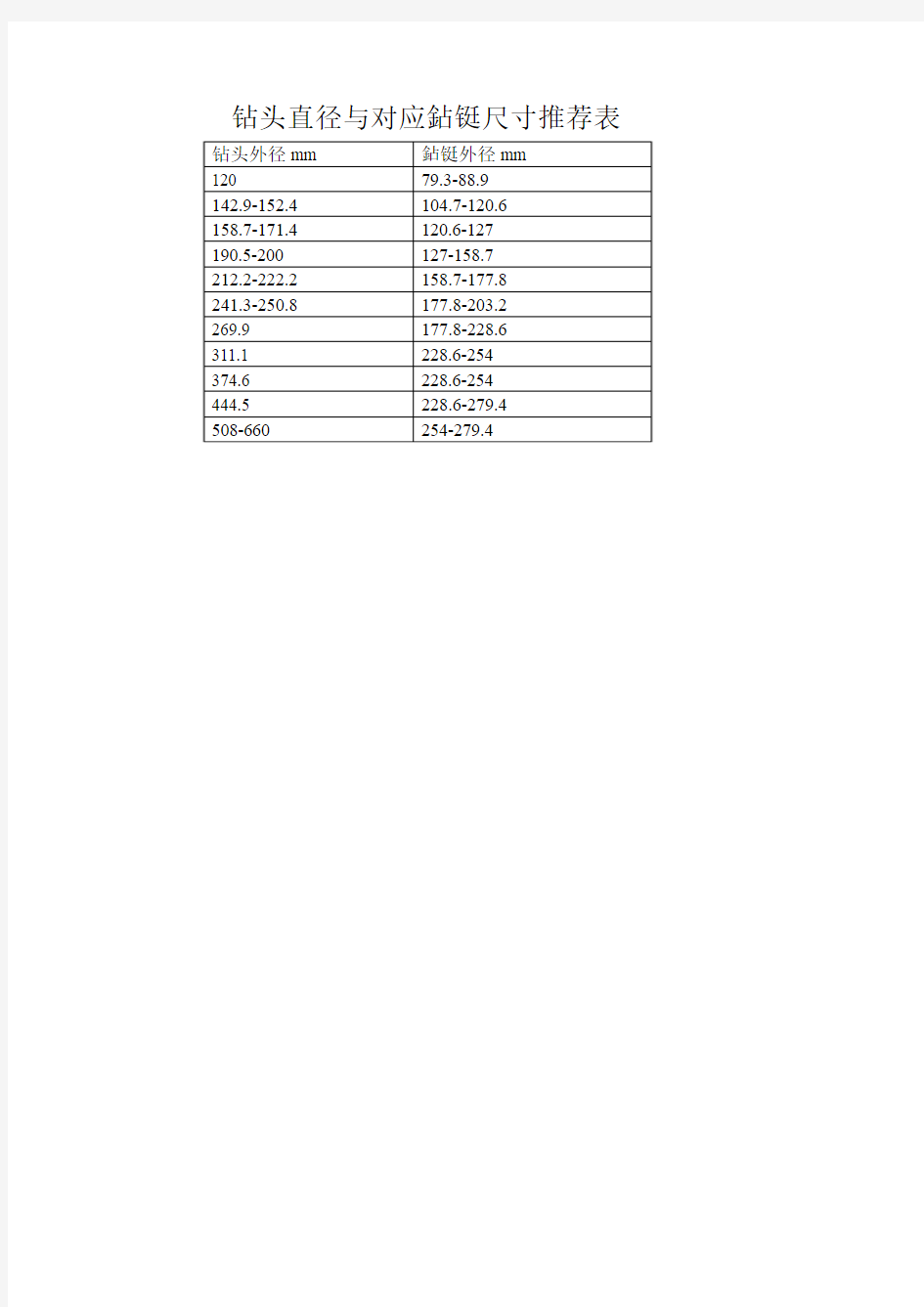
钻头直径与对应鉆铤尺寸推荐表
钻头规格是什么 钻头是一种可以旋转并在头端具有切削能力的工具。它通常由碳钢SK或高速钢skh2,skh3等材料经过铣削或轧制,淬火,回火和热处理后制成。它用于在金属或其他材料上钻孔。它可用于钻床,车床,铣床,电动手钻和其他工具。 这是钻头规格: 钻头的钻头规格:钻头的钻头规格:钻头的钻头规格:钻头的规格:钻头的规格钻头的规格:钻头的规格钻头的规格对于钻头:规格:钻头的规格钻头:规格:钻头的规格:规格:钻头的规格:规格:钻头的规格:规格:钻头的规格用于位的比特:规范:规范:用于比特的比特规范:规范:规范:用于比特比特的规范:规范:规范:规范:比特规范:规范:规范:Φ1.0,Φ1.5,Φ2.5,Φ2.5,Φ2.5,Φ1.0,Φ3.3,Φ3.5,Φ3.5,Φ3.5,Φ3.5,Φ4.5,Φ9.0,Φ9.2,Φ9.5,Φ10.0,Φ10.2,Φ10.5,Φ11.0,Φ12.0 ,Φ12.5,Φ13.0,Φ13.5Φ14。 钻头直径规格:
1.钻头有许多规格和标准。例如,一些水管的钻孔相对较大,而电线的钻孔则小得多,因此钻头的直径也不同。 2.大约有1毫米,2毫米,3毫米,4毫米,5毫米,6毫米,7毫米,8毫米,9毫米,9.8毫米等。每1毫米的距离累积有0.1毫米。例如,从1mm到2mm的钻头的尺寸承载0.1mm,并且存在较大的钻头,其通常不用于石油钻探。除了石油勘探。 演习的类型是什么 根据结构分类,可以分为: 整体钻头:顶部,主体和手柄由相同的材料制成。 端部焊接头:钻头的顶部由硬质合金焊接。 根据钻钉的分类,它们可以分为: 直柄钻头:钻头直径小于13.0 mm,使用直柄。 锥柄钻头:钻头的手柄是锥形的,通常锥度是莫氏锥度。
冲击钻头规格型号大全冲击钻型号有哪些 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展 冲击钻头规格型号大全冲击钻型号有哪些 (1)操作前必须查看电源是否与电动工具上的常规额定220VA电压相符,以免错接到380VA的电源上。 (2)使用冲击钻前请仔细检查机体绝缘防护、辅助手柄及深度尺调节等情况,机器有无螺丝松动现象。 (3)冲击钻必须按材料要求装入φ6-25MM之间允许范围的合金钢冲击钻头或打孔通用钻头。严禁使用超越范围的钻。 (4)冲击钻导线要保护好,严禁满地乱拖防止轧坏、割破,更不准把电线拖到油水中,防止油水腐蚀电线。 (5)使用冲击钻的电源插座须配备漏电开关装置,并检查电源线有无破损现象,使用当中发现冲击钻漏电、震动异常、高热或者有异声时,应立即停止工作,找电工及时检查修理。 冲击钻头型号规格:型号:12,材质:合金,类别:硬质合金冲击钻,直径:12(mm),全长:200(mm)。 冲击钻体于特种钢材,刀头于:K10(YG6X)材料整体高温处理后,可以在木材,石头,混凝土,钢板上轻松钻孔,避免在不同场地的使用省去更换的时间。直径:3mm-25mm,长度:
70mm-1000mm 工作长度和整体工艺按德标(DIN 8039)生产要求,表面以抛丸处理,完全符合环保要求。 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展
钻头: 在钻井过程中钻头是破碎岩石的主要工具,井眼是由钻头破碎岩石而形成的。一个井眼形成得好坏,所用时间的长短,除与所钻地层岩石的特性和钻头本身的性能有关外,更与钻头和地层之间的相互匹配程度有关。钻头的合理选型对提高钻进速度、降低钻井综合成本起着重要作用。 钻头是进行石油钻井工作的重要工具之一,钻头是否适应岩石性质及其质量的好坏,在选用钻井工艺方面起着非常重要的作用,特别是对钻井质量、钻探速度、钻井成本方面产生着巨大的影响,PDC 钻头是当今石油和天然气勘探开发行业广泛使用的一种破颜工具,它有效地提高了机械钻具,缩短了钻井周期。 钻头直径规格表: 钻头是一种旋转而头端有切削能力的工具。一般以碳钢SK,或高速钢SKH2,SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床、手电钻等工具机上使用。 下面介绍一下钻头规格: 麻花钻头规格:Φ1.0、Φ1.5、Φ2.0、Φ2.5、Φ3.0、Φ3.2、Φ3.3、Φ3.5、Φ3.8、Φ4.0、Φ4.2、Φ4.5、Φ4.8、Φ5.0、Φ5.2、Φ5.5、Φ5.8、Φ6.0Φ、6.2、Φ6.5、Φ6.8、Φ7.0、Φ7.2、Φ7.5、Φ7.8、Φ8.0、Φ8.2、Φ8.5、Φ8.8、Φ9.0、Φ9.2、Φ9.5、Φ10.0、Φ10.2、Φ10.5、Φ11.0、Φ12.0、Φ12.5、Φ13.0、Φ13.5、Φ14。
钻头直径规格: 1、钻头是有很多规格标准的,像一些水管通过的钻孔相对来说要大些,而电线所需的钻孔要小得多,因此钻头直径也是有差别的。 2、钻头直径规格大致有1mm、2mm、3mm、4mm、5mm、6mm、7mm、8mm、9mm、9.8mm等,每相距1mm,其中都有0.1mm的累加的,比如直径从1mm到2mm的钻头规格按0.1mm 进位,.还有更大的,用于石油钻探的,一般用不到。除非石油勘探。 依构造分类可分为: 整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成。 端焊式钻头:钻顶部位由碳化物焊接而成。 依钻枘分类可分为: 直柄钻头:钻头直径于Φ13.0mm以下,皆采用直柄。 锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度。 依用途分类可分为: 中心钻头:一般用于钻孔前打中心点用,前端锥面有60°,75°,90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合。 麻花钻头:为工业制造上使用最广泛的一种钻头,我们一般使用的就是麻花钻头。 超硬钻头:钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工。
钻头的种类及规格 1. 钻头是一种旋转而头端有切削能力的工具,一般以碳钢SK,或高速钢SKH2, SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床,手电钻等工具机上使用。 2. 钻头种类 A.依构造分类 (1).整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成. (2).端焊式钻头,钻顶部位由碳化物焊接而成. B.依钻枘分类 (1).直柄钻头:钻头直径于ψ13.0mm以下,皆采用直柄. (2).锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度. C.依用途分类 (1).中心钻头:一般用于钻孔前打中心点用,前端锥面有60°, 75°, 90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合. (2).麻花钻头: 为工业制造上使用最广泛的一种钻头,我们一般使用的就是麻花钻头. (3).超硬钻头: 钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工. (4).油孔钻头: 钻身有两道小孔,切削剂经此小孔到达切刃部份,以带走热量及切屑,使用此钻头一般工作物旋转,而钻头静止 (5).深孔钻头:最早用于枪管及石包管之钻孔加工,又称为枪管钻头。深孔钻头为一直槽型,在一圆管中切除四分之一强的部份以产生刃口排屑 (6). 钻头铰刀: 为了大量生产之需要,其前端为钻头,后端为铰刀,钻头直径与铰刀直径只差铰孔之裕留量,也有钻头于螺攻丝混合使用,故又称为混合钻头. (7). 锥度钻头: 当加工模具进料口时,可使用锥度钻头. (8). 圆柱孔钻头: 我们称其为沉头铣刀,此种钻头前端有一直径较小之部分称为道杆. (9).圆锥孔钻头: 为钻削圆锥孔之用,其前端角度有90°,60°等各种,我们使用的倒角刀就是圆锥孔钻头的一种. (10).三角钻头: 一种电钻所使用之钻头,其钻柄制成三角形之面,使夹头可确实固定钻头. 钻头的保养与维护及钻孔注意事项 1. 钻头使用后,应立即检查有无破损,钝化等不良情形若有应立即加以研磨、修整; 2. 存放时,钻头应对号入座,则以后取用时,方便省时,节省了再寻找钻头之时间 3. 钻通孔时,当钻头即将钻穿之瞬间,扭力最大,故此时需较轻压力慢进刀,以避免钻头因受力过大而扭断; 4. 钻孔前必须先打中心点其目的为容纳静,点避免钻头静点触底,可导引钻头在正确的钻孔位置上; 5. 钻孔时,应充分使用切削齐且注意排屑; 6. 钻交交叉孔时,应先行钻大直径孔,再钻小孔径; 7. 钻头钻削时,破碎或突然停止的现象,可能是进刀太快,磨利或钻孔时急冷急热之原故;
钻头规格有哪些- 钻头是一种旋转而头端有切削能力的工具。一般以碳钢SK,或高速钢SKH2,SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床、手电钻等工具机上使用。下面介绍一下钻头规格:麻花钻头规格:Φ1.0、Φ1.5、Φ2.0、Φ2.5、Φ3.0、Φ3.2、Φ3.3、Φ3.5、Φ3.8、Φ4.0、Φ4.2、Φ4.5、Φ4.8、Φ5.0、Φ5.2、Φ5.5、Φ5.8、Φ6.0Φ、6.2、Φ6.5、Φ6.8、Φ7.0、Φ7.2、Φ7.5、Φ7.8、Φ8.0、Φ8.2、Φ8.5、Φ8.8、Φ9.0、Φ9.2、Φ9.5、Φ10.0、Φ10.2、Φ10.5、Φ11.0、Φ12.0、Φ12.5、Φ13.0、Φ13.5、Φ14。钻头直径规格:1、钻头是有很多规格标准的,像一些水管通过的钻孔相对来说要大些,而电线所需的钻孔要小得多,因此钻头直径也是有差别的。2、钻头直径规格大致有1mm、2mm、3mm、4mm、5mm、6mm、7mm、8mm、9mm、9.8mm等,每相距1mm,其中都有0.1mm的累加的,比如直径从1mm到2mm 的钻头规格按0.1mm进位,.还有更大的,用于石油钻探的,一般用不到。除非石油勘探。钻头的种类有哪些- 依构造分类可分为:整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成。端焊式钻头:钻顶部位由碳化物焊接而成。依钻枘分类可分为:直柄钻头:钻头直径于Φ13.0mm以下,皆采用直柄。锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度。依用途分类可分为:中心钻头:一般用于钻孔前打中心点用,前端锥面有60°,75°,90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合。麻
词目:表镶金刚石钻头 英文:surface set diamond bit 释文:金刚石钻头的一种。钢质的圆筒状钻头体,上部车有丝扣,下部烧结有钻头胎体,金刚石的颗粒是包镶在钻头胎体的表面上。胎体的外径略大于钢体直径、内径略小于钢体内径,内外侧和底部都有可以过水的沟槽,在钻进时流过冲洗液带走岩粉和冷却钻头。表镶金刚石钻头都是包镶的天然金刚石,故价格昂贵,因而只用在一些特殊难钻进的硬地层。石油钻井用表镶金刚石钻头较多。 词目:孕镶金刚石钻头 英文:impregnated diamond bit 释文:金刚石钻头的一种。钻头胎体里均匀包镶着金刚石颗粒的钻头。钻进时胎体磨损,金刚石不断出露克取岩石,可以一直将胎体全部磨完,都有新出露的金刚石进行工作,类似于砂轮磨削金属材料。胎体有一定高度,外径略大于钻头体外径、内径也略小于钻头体内径,胎体的外侧面、内侧面和底面均有水槽,以便通过冲洗液排除岩粉和冷却钻头。大多数的孕镶金刚石钻头是使用的人造金刚石,称为人造孕镶金刚石钻头。人造金刚石比天然金刚石价格便宜很多,也能较广泛地用在硬地层中钻进。[ 词目:电镀金刚石钻头 英文:electro-plated diamond bit 释文:又称铸造金刚石钻头。中国独有的利用电镀原理而制成的金刚石钻头。金刚石的胎体是在电镀槽里被一层一层镀覆在钻头体上,电镀覆盖电解金属的同时,撒布金刚石颗,金刚石就被包裹在电镀金属层里。长时间的反复补砂和镀覆就形成了钻头的工作层。电镀时钻头钢体也采用塑料模具定型,使镀层沿钻头轴线方向增长,并保证胎体的内外径尺寸和小槽等。电镀金刚石钻头所用的金刚石也多是人造金刚石,钻头胎体的成分主要是镍,与普通孕镶金刚石钻头有相同的适用条件。 词目:钻头胎体 英文:matrix 释文:包镶金刚石和连接空白钻头体的钻头冠部合金或金属称胎体。它一般用难熔金属碳化钨粉末或铸造碳化钨为骨架材料;以易熔金属如Cu、cu-Ni、zn、Sn、Mn等为粘结剂,在模具内以高温条件下压结,温度一般为1000~1200℃。钻头的工作能力在很大程度上取决于胎体的性质,要有相当的强度、抗冲击韧性,特别是硬度与耐磨性要与所钻岩层性质相适应。孕镶金刚石钻头随钻进胎体要相应磨损,使金刚石不断裸露出来以破碎岩石,因此胎体硬度与耐磨性是孕镶钻头的一个重要指标。调节胎体骨架金属的成分、粒度,以及粘结金属的成分、比例和烧结工艺可改变胎体硬度和耐磨性,保证在各类岩层中都能取得最好的钻进效果。按胎体的硬度进行了分类分级,共分软、中硬、硬3类,6级,见表。坚硬致密的弱研磨性地层应选用软胎体,即洛氏硬度(HRC)在35以下;在强研磨性地层、裂隙地层则应选用硬胎体,即HRC 硬度在35~45之间。
如何在实际工作中正确选择孕镶金刚石钻头设计参数 孕镶金刚石钻头广泛应用于小口径岩石钻探的施工中,而采用合理的钻头设计参数对提高钻探效率发挥钻头最大功效至关重要。本文根据黑河象山电站帷幕灌浆工程岩石钻探实例,初步阐述如何正确选择孕镶金刚石钻头设计参数及其实际意义。 孕镶金刚石钻头适用于硬至坚硬、可钻性Ⅶ—Ⅻ级、完整均质至破碎、裂隙性的、具有研磨的岩层。钻头设计时应考虑的结构参数如下: 一、胎体 胎体高度H =10~12mm ,H 值愈大,则钻头稳定性愈好。 胎体工作层高一般为4mm 。 胎体厚度一般为8mm 。壁厚影响钻进效率和钻头寿命;壁厚小,钻进效率高,金刚石消耗量少;但不够耐磨,钻头寿命较短。 二、唇面形状 孕镶钻头的唇面形状要比表镶的多,它除了表镶钻头的那些以外,还可采用: 1.尖齿形,它又分同心圆尖齿形(见图3.13-5a )、阶梯尖齿形(见图3.13-5b )和交错式尖齿形(见图3.13-5c )。 2.带底喷式水眼(见图3.13-6) 若岩石软硬互层和破碎,为提高岩矿心采取率,则可选用阶梯形底喷式水眼钻头。 二、胎体性能 胎体是钻头极其重要的组成部分,其成分和性能比较复杂,但设计或选择时,目前仅根据岩石性质,确定相适应的胎体硬度和耐磨性。 选择原则是岩石硬、研磨性弱,则胎体偏软、耐磨性偏低;相反,岩石软、研磨性强,则胎体偏硬、耐磨性要高。具体选择时,可参考表3.13-4,表3.13-5。 表3.13-4 设计原则是:岩石愈硬、研磨性偏低,则粒度较细、品级较高。设计时可参考表3.13-6。 表3.13-6 四、金刚石浓度 根据岩石硬度和研磨性设计金刚石浓度,浓度保证胎体唇面上的金刚石数量有足够的切削能力和有较高的耐磨性。 (a ) (b ) (c ) 图3.13-5 尖齿形钻头 (a)—同心圆尖齿形;(b)—阶梯尖齿形;(c)—交错式尖齿形 图3.13-6 阶梯形底喷水眼钻头
钻头直径规格表: 钻头是一种旋转而头端有切削能力的工具。一般以碳钢SK,或高速钢SKH2,SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床、手电钻等工具机上使用。 下面介绍一下钻头规格: 麻花钻头规格:Φ1.0、Φ1.5、Φ2.0、Φ2.5、Φ3.0、Φ3.2、Φ3.3、Φ3.5、Φ3.8、Φ4.0、Φ4.2、Φ4.5、Φ4.8、Φ5.0、Φ5.2、Φ5.5、Φ5.8、Φ6.0Φ、6.2、Φ6.5、Φ6.8、Φ7.0、Φ7.2、Φ7.5、Φ7.8、Φ8.0、Φ8.2、Φ8.5、Φ8.8、Φ9.0、Φ9.2、Φ9.5、Φ10.0、Φ10.2、Φ10.5、Φ11.0、Φ12.0、Φ12.5、Φ13.0、Φ13.5、Φ14。 钻头直径规格: 1、钻头是有很多规格标准的,像一些水管通过的钻孔相对来说要大些,而电线所需的钻孔要小得多,因此钻头直径也是有差别的。 2、钻头直径规格大致有1mm、2mm、3mm、4mm、5mm、6mm、7mm、8mm、9mm、9.8mm等,每相距1mm,其中都有0.1mm的累加的,比如直径从1mm到2mm的钻头规格按0.1mm 进位,.还有更大的,用于石油钻探的,一般用不到。除非石油勘探。 依构造分类可分为: 整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成。 端焊式钻头:钻顶部位由碳化物焊接而成。 依钻枘分类可分为:
直柄钻头:钻头直径于Φ13.0mm以下,皆采用直柄。 锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度。 依用途分类可分为: 中心钻头:一般用于钻孔前打中心点用,前端锥面有60°,75°,90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合。 麻花钻头:为工业制造上使用最广泛的一种钻头,我们一般使用的就是麻花钻头。 超硬钻头:钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工。 油孔钻头:钻身有两道小孔,切削剂经此小孔到达切刃部份,以带走热量及切屑,使用此钻头一般工作物旋转,而钻头静止。 深孔钻头:最早用于枪管及石包管之钻孔加工,又称为枪管钻头。深孔钻头为一直槽型,在一圆管中切除四分之一强的部份以产生刃口排屑。 钻头铰刀:为了大量生产之需要,其前端为钻头,后端为铰刀,钻头直径与铰刀直径只差铰孔之裕留量,也有钻头于螺攻丝混合使用,故又称为混合钻头。 锥度钻头:当加工模具进料口时,可使用锥度钻头。 圆柱孔钻头:我们称其为沉头铣刀,此种钻头前端有一直径较小之部分称为道杆。
钻头尺寸毫米英寸对照表 毫米英寸毫米英寸毫米英寸毫米英寸毫米英寸毫米英寸 .35....... .0138 1.95...... .0768 4.30...... .1693 7.25...... .2854 10.50....... .4134 27.00....... 1.0630 .38....... .0150 2.00...... .0787 4.40...... .1732 7.30...... .2874 10.80....... .4252 28.00....... 1.1024 .40....... .0157 2.05...... .0807 4.50...... .1772 7.40...... .2913 11.00....... .4331 29.00....... 1.1417 .42....... .0165 2.10...... .0827 4.60...... .1811 7.50...... .2953 11.20....... 4409 30.00....... 1.1811 .45....... .0177 2.15...... .0846 4.70...... .1850 7.60...... .2992 11.50....... .4528 31.00....... 1.2205 .48....... .0189 2.20...... .0866 4.75...... .1870 7.70...... .3031 11.80....... .4646 32.00....... 1.2598 .50....... .0197 2.25...... .0886 4.80...... .1890 7.75...... .3051 12.00....... .4724 33.00....... 1.2992 .55....... .0217 2.30...... .0906 4.90...... .1929 7.80...... .3071 12.20....... .4803 34.00....... 1.3386 .60....... .0236 2.35...... .0925 5.00...... .1969 7.90...... .3110 12.50....... .4921 35.00....... 1.3780 .65....... .0256 2.40...... .0945 5.10...... .2008 8.00...... .3150 13.00....... .5118 36.00....... 1.4173 .70....... .0276 2.45...... .0965 5.20...... .2047 8.10...... .3189 13.50....... .5315 37.00....... 1.4567 .75....... .0295 2.50...... .0984 5.25...... .2067 8.20...... .3228 14.00....... .5512 38.00....... 1.4961 .80....... .0315 2.55...... .1004 5.30...... .2087 8.25...... .3248 14.50....... .5709 39.00....... 1.5354 .85....... .0335 2.60...... .1024 5.40...... .2126 8.30...... .3268 15.00....... .5906 40.00....... 1.5748 .90....... .0354 2.65...... .1043 5.50...... .2165 8.40...... .3307 15.50....... .6102 41.00....... 1.6142 .95....... .0374 2.70...... .1063 5.60...... .2205 8.50...... .3346 16.00....... .6299 42.00....... 1.6535 1.00...... .0394 2.75...... .1083 5.70...... .2244 8.60...... .3386 16.50....... .6496 43.00....... 1.6929 1.05...... .0413 2.80...... .1102 5.75...... .2264 8.70...... .3425 17.00....... .6693 44.00....... 1.7323 1.10...... .0433 2.90...... .1142 5.80...... .2283 8.75...... .3445 17.50....... .6890 45.00....... 1.7717 1.15...... .0453 3.00...... .1181 5.90...... .2323 8.80...... .3465 18.00....... .7087 46.00....... 1.8110 1.20...... .0472 3.10...... .1220 6.00...... .2362 8.90...... .3504 18.50....... .7283 47.00....... 1.8504 1.25...... .0492 3.20...... .1260 6.10...... .2402 9.00...... .3543 19.00....... .7480 48.00....... 1.8898 1.30...... .0512 3.25...... .1280 6.20...... .2441 9.10...... .3583 19.50....... .7677 49.00....... 1.9291 1.35...... .0531 3.30...... .1299 6.25...... .2461 9.20...... .3622 20.00....... .7874 50.00....... 1.9685 1.40...... .0551 3.40...... .1339 6.30...... .2480 9.25...... .3642 20.50....... .8071 55.00....... 2.1654 1.45...... .0571 3.50...... .1378 6.40...... .2520 9.30...... .3661 21.00....... .8268 60.00....... 2.3622 1.50...... .0591 3.60...... .1417 6.50...... .2559 9.40...... .3701 21.50....... .8465 65.00....... 2.5591 1.55...... .0610 3.70...... .1457 6.60...... .2598 9.50...... .3740 22.00....... .8661 70.00....... 2.7559 1.60...... .0630 3.75...... .1476 6.70...... .2638 9.60...... .3780 22.50....... .8858 75.00....... 2.9528 1.65...... .0650 3.80...... .1496 6.75...... .2657 9.70...... .3819 23.00....... .9055 80.00....... 3.1496 1.70...... .0669 3.90...... .1535 6.80...... .2677 9.75...... .3839 23.50....... .9252 85.00....... 3.3465 1.75...... .0689 4.00...... .1575 6.90...... .2717 9.80...... .3858 24.00....... .9449 90.00....... 3.5433 1.80...... .0709 4.10...... .1614 7.00...... .2756 9.90...... .3898 24.50....... .9646 95.00....... 3.7402
金刚石钻头生产厂家 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 中山市华超电子科技有限公司 中山市华超电子科技有限公司是一家专业加工生产销售橡套电缆(橡胶线)的民营企业。我厂已联合国内多家大型生产厂商共同合作加工生产橡胶线及各类特殊电缆,并形成长期战略合作伙伴关系。工厂先后荣获“广东省高新技术企业”、“广东省民营科技企业”等荣誉称号,并被评为“省级创新型企业”。工厂资金技术实力雄厚厂房占地面积2多万平方米,职工200多人,其中高、中级职称技术人员和管理人员占总人数的30%左右。经过多年的发展,现已成为拥有两间分公司、产值在同行业隐步领先。工厂积极推行先进的管理体系,先后通过了 IS09001、ISO14001等质量、环境体系认证,以及取得了德国VDE、美国UL、加拿大CSA、澳洲SAA、韩国KS、法国BV、NF、日本PSE、JQA、中国CCC、TLC、CCS、矿用产品安全标志等产品认证。 马鞍山市鸿航金属工业有限公司 马鞍山市鸿航金属工业有限公司地处“中国刃模具之乡”和“博望剪折机床及刃模具特色产业”的安徽马鞍山博望区,公司引进先进的硅溶胶精密铸造工艺,生产各种出口不锈钢、碳钢、低合金钢等精密铸件。公司以高质量、高标准、顾客满意度为办厂目标,拥有一批专业化铸造科研队伍,配备了精密铸造成套设备以及材质光谱分析仪、拉力试验机、硬度计、金相显微镜等检测试验设备。并采用欧美先进的公差和材质标准,始终坚持以顾客为中心,奉行“科学管理,开拓创新、诚信顾客”的质量方针,不断拓展精铸件的应用领域。公司承接来图来样加工,热忱欢迎国内外客商光临惠顾。 阜新市金力超硬工具有限公司 阜新市金力超硬工具有限公司,公司坐落于辽宁省阜新市高新技术开发区,是9000认证企业,具有专业的研发团队和雄厚的技术力量,专业从事金刚石工具、PDC复合片钻头的研发、生产、销售和服务。“金力钻头”:PDC金刚石复合片钻头、天然金刚石钻头和人造金刚石钻头,均已通过煤炭工具北京凿岩机具产品质
一、PDC钻头命名: 1、M1963钻头各字母和数字的意思? M:胎体PDC钻头(MS:刚体PDC钻头) 19:切削齿尺寸,¢19mm(13--¢13mm,08--¢8mm) 6:刀翼数 3:冠部形状,变化范围1~9,1---冠部抛物线最长;9---冠部抛物线最短 2、FS2663的含义? FS:刚体(FM:胎体) 2:2000系列 6:6刀翼(5:5刀翼) 6:复合片尺寸,6/8″--19mm(2:8mm;4:13mm,8:25.4mm) 3:布齿密度和位置。 3.G535的含义? G:金系列 5:复合片尺寸:19mm(4:1/2″--13mm) 3:冠部形状:1---9:尖---平 5:布齿密度。 二、PDC钻头选择原则 1、钻头冠部形状确定原则 不同冠形PDC钻头的攻击性依次为:长抛物线型>中等抛物线型>短抛物线型;按照岩石硬度分类,推荐的钻头冠型如下:按照岩石硬度分类,推荐的钻头冠型: 岩石硬度抗压强度(psi) 冠部形状 很低硬度0-8000 长抛物线 中等硬度8000-16000 中等抛物线 高硬度16000-32000 短抛物线 ?针对软硬交错地层,采用多种抗回旋设计 2、切削齿尺寸选择原则: 岩石硬度抗压强度(psi) 切屑齿尺寸 很低硬度0-8000 19-24mm 中等硬度8000-16000 16-19mm 高硬度16000-32000 13-16mm 极高硬度32000-50000 8-13mm(超强齿) 3、布齿密度原则 岩石硬度抗压强度(psi) 布齿密度 很低硬度0-8000 低布齿密度 中等硬度8000-16000 中等布齿密度 高硬度16000-32000 高布齿密度 极高硬度32000-50000 高布齿密度(超强齿) 三、地层硬度分级 牙轮钻头机械钻速(h/m)地层硬度岩石类型抗压强度(Mpa) 111/124 15~30 很软粘土、粉砂岩、砂岩〈25
钻头型号规格表_钻头型号尺寸表【太全了】 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 钻头是用来在实体材料上钻削出通孔或盲孔,并能对已有的孔扩孔的刀具。常用的钻头主要有麻花钻、扁钻、中心钻、深孔钻和套料钻。扩孔钻和锪钻虽不能在实体材料上钻孔,但习惯上也将它们归入钻头一类。 钻头结构:一种钻头,包括一个刀杆(1),刀杆有一个尖端,尖端有两个位于一个主平面(C-C)上的切削刀片(5、5′),所述切削刀片(5、5′)具有在共同第二平面(E-E)上取向的短的中心切削刀刃。所述刀刃形成一个点状中心切削刀刃用于进入工件,并且由此将钻头对中。在刀杆上,设两个排屑槽(6、6′),所述排屑槽(6、6′)从尖端延伸到底端。在沿刀杆的任一截面上,排屑槽在管平面上都位于彼此径向相对的位置,管平面与在管的两侧的两个刃带的共同刃带平面(F-F)成90°延伸,所述刀杆在该平面具有最大的刚性。中心切削刀刃的第二平面(E-E)的取向与刃带平面或刀杆的底端的主刚性方向(F-F)大约成90°角。 钻头是一种在对混凝土等进行的钻孔作业中,能缓和钻孔状态突然改变的情况,使钻孔作业稳定,即使在产生大粒的切屑时,钻孔效率也不致降低的钻头。
钻头大致呈辐射状配置的切刃部,具有至少2个主切刃部、以及在圆周方向上配设于所述主切刃部与主切刃部之间的,至少两个副切刃部,所述主切刃部具备作为其切刃的主切刃,主切刃内端位于旋转中心,外端则位于切刃部的旋转轨迹的外缘; 所述副切刃部具有作为其切刃的副切刃,该副切刃内端位于向外径侧偏离旋转中心的部位,外端则位于向旋转中心侧偏离切刃部的旋转轨迹的外缘的位置上。 一种钻头,具备配置于钻头前端的多个切刃部、及设于该切刃部基端一侧且于基端部上形成有柄部的轴状钻头主体; 所述切刃部具有由切削面与后隙面的接合缘向前端侧突设而形成的切刃,所述切刃自钻头旋转中心侧向外径侧配置成大致辐射状 各类钻头规格如下表 钻头规格180度规格小径大径全长小径刃长柄径 M3 3.4 6.5 65 13 6.5 M4 4.5 8.0 75 18 8 M5 5.5 9.5 85 22 9.5 M6 6.6 11.0 90 25 11 M8 9.0 14.0 100 28 12 M10 11.0 17.5 110 30 12 M12 14.0 20.0 115 32 12 1/4 6.85 11.0 90 25 11
第一章金刚石钻头基本知识 第一节概述 1.1金刚石钻头的发展历史 金刚石钻头是不同于牙轮钻头的另一类钻井破岩工具,其使用可以追溯到19世纪60年代。最初人们以天然金刚石为切削元件制作打炮眼和挖掘隧道的工具,后来出现了用于石油钻井的钢体鱼尾式天然金刚石全面钻进钻头和取心钻头。早期的金刚石钻头是将天然金刚石冷镶在低碳钢上的。由于天然金刚石来源有限,价格昂贵,加之本身尺寸、性能方面的原因以及当时落后的制造工艺,大大限制了金刚石钻头在石油钻井工业中的应用。 随着粉末冶金技术的发展,出现了采用烧结碳化钨作为钻头体的胎体式金刚石钻头。这种技术的出现使金刚石钻头的制造水平大大提高。胎体式金刚石钻头具有耐冲蚀、耐磨损的特点,具有良好的使用性能,其制造工艺也不复杂,因此一经出现就迅速推广开来。 人造聚晶金刚石的研制成功,对金刚石钻头技术的发展起了巨大的推动作用。人造聚晶金刚石复合片钻头(PDC钻头)的出现一度被称为20世纪80年代钻井工业技术的一大突破,这种新技术对石油钻井业的发展产生了巨大的影响。现场使用证明,软到中等硬度地层钻井用PDC钻头具有机械钻速高、进尺多、寿命长、工作平稳、井下事故少、井身质量好等优点,并能与井下动力钻具配合用于高速钻井。合理使用金刚石钻头可以大大缩短建井周期,降低钻井成本,提高钻井经济效益。 1.2金刚石钻头的发展前景 经过近二十多年的发展,金刚石钻头已经成为继牙轮钻头之后的又一重要破岩工具。时至今日,PDC钻头在石油钻头市场所占的份额越来越大,几乎每年以30%的速度侵吞牙轮钻头市场。随着新的设计理论、设计方法和材料等技术的发展,PDC钻头的适用范围也在不断扩展,以前被认为不适用于PDC钻头的地层现在也广泛使用,比如我国中原油田的文留区块的沙二至沙三地层由于地质情况复杂、夹层多,可钻性差,以前一直被认为是PDC钻头的禁区,在这里钻的井除了取心之外用的都是牙轮钻头。可是从2000年开始,PDC钻头在这个区块的使用量逐渐增多,效果也很好,而2001年底我公司的一只8 1/2 BK542-4型PDC钻
Q/SYCQZ 川庆钻探工程有限公司企业标准 Q/SYCQZ 411—2011 PDC金刚石钻头使用技术规范 2011-04-13发布2011-05-11实施
目次 前言................................................................................. II 1 范围 (1) 2 规范性引用文件 (1) 3 钻头分类及表示方法 (1) 4 使用条件 (1) 5 钻井技术要求 (1) 6 钻井操作要求 (2) 7 钻头起出判定 (2) 8 资料录取 (3) 附录A(资料性附录) PDC钻头使用记录卡片 (4)
前言 根据《中华人民共和国标准化法》和GB/T 1.1-2000《标准的结构和编写规则》。参照现有的Q/SYCQZ 001《钻井技术操作规程》技术要求、有关规定进行编制。 本标准由川庆钻探工程有限公司提出。 本标准由川庆钻探工程有限公司钻井专业标准化技术委员会归口。 本标准由川庆钻探工程有限公司川东钻探公司负责起草。 本标准起草人:刘竞、古光平、王华平、高含。
PDC金刚石钻头使用技术规范 1 范围 本标准规定了PDC金刚石钻头的使用条件、钻井技术、钻井操作、钻井安全要求、钻头起出时间确定及钻头使用资料录取等要求。 本标准适用于油、气井旋转钻井作业用PDC金刚石钻头(以下简称钻头)。 2 规范性引用文件 下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。 Q/SYCQZ-001 钻井技术操作规程 3 钻头分类及表示方法 3.1 钻头的分类方法 钻头分类号由五到八个字符组成,第一个字符用英文字母表示厂家,第二个字符用英文字母表示钻头体的材料,M表示胎体,S表示钢体。第三至第五或第六个字符用阿拉伯数字分别表示钻头的布齿密度、聚晶金刚石复合片(以下简称PDC)的尺寸或切削齿的类别、钻头的冠部轮廓形状,第六到八用英文字母表示钻头特征。 3.2 钻头型号的表示方法 3.2.1 钻头型号由钻头直径代号、厂家命名型号和按本标准制定的钻头分类号三部分组成。 3.2.2 各钻头厂家产品说明书应标注命名代码意义。 4 使用条件 4.1 对井眼的要求: 4.1.1 井底清洁无金属落物。钻头入井前应对井底进行打捞清理,保持井底干净。 4.1.2 保证井眼畅通。 4.2 地面设备工作可靠。 4.3钻头达到金刚石钻头产品质量标准SY/T5127的要求。 5 钻井技术要求 5.1 钻头选型应与地层相适应。定向钻进尽可能使用短保径、井底覆盖率大的钻头。 5.2 钻具组合
龙源期刊网 https://www.doczj.com/doc/a718385672.html, 人造孕镶金刚石钻头的制作工艺 作者:郑宏俊刘守进杨深然汪美娜杜啸 来源:《中国科技纵横》2012年第02期 摘要:主要对煤矿和煤田勘探中常用的金刚石钻头的模具制作进行了分析,并简要介绍了金刚石钻头的热压工艺,以及在制作过程中应注意的问题。 关键词:金刚石钻头热压模具 人造孕镶金刚石钻头是经过特种工艺把金刚石微粉与特殊配方的粉末焊接在刚体上而制成的。它具有钻进效率高,使用寿命长等特点,它还具有很好的胎体耐磨性、抗冲蚀性及冲击性,胎体的线膨胀系数较高,胎体与缸体结合强度高,孕镶胎体金刚石分布均匀等优点。它的破岩作用是由金刚石颗粒完成的。在坚硬地层中,单粒金刚石在钻压作用下,使岩石处于极高的应力状态下(约4200~5700MPa,有资料认为可达6300MPa),使岩石发生岩性转变,由 脆性变为塑性。单粒金刚石吃入地层,在扭矩作用下切削破岩,切削深度基本上等于金刚石颗粒的吃入深度。 目前,金刚石钻头已被广泛应用在地质勘探中,也被应用在国内外的众多矿区中。岩芯钻机主要有机械式钻机(低转速)和液压式钻机(高转速),其中金刚石钻头被广泛应用在液压式钻机中,其取芯的形式主要是绳索取芯,它也是今后地质勘探中的主要取样形式,深受探矿和基础建设工作者的欢迎,展现出了更广阔的前景。 1、钻头的种类及规格 按胎体唇面的形状分为圆弧、平底、梯齿、尖齿、锯齿、阶梯、齿轮、底喷、侧喷、特制平底等种类钻头。每种钻头在不同的地质条件下都具有不同的作用,选用相应种类的钻头才会以最快的速度成孔。 按钻进的用途分为取芯钻头和不取芯钻头。其中取芯钻头的取芯形式又可分为单管、双管及绳索取芯三种。 2、钻头模具及刚体设计 2.1 钻头模具设计 金刚石钻头在高温烧结的过程中,模具的外形和尺寸直接决定了钻头胎体的外形和尺寸,因此,模具的材料必须具有耐高温、变形小、传热效果好并且是非金属材料。而高强石墨是最佳的材料,它还具有硬度高、容易被加工等特点。
钻头规格,钻头规格表,钻头的规格 钻头是用来在实体材料上钻削出通孔或盲孔,并能对已有的孔扩孔的刀具。常用的钻头主要有麻花钻、扁钻、中心钻、深孔钻和套料钻。扩孔钻和锪钻虽不能在实体材料上钻孔,但习惯上也将它们归入钻头一类。 钻头结构: 一种钻头,包括一个刀杆(1),刀杆有一个尖端,尖端有两个位于一个主平面(C-C)上的切削刀片(5、5′),所述切削刀片(5、5′)具有在共同第二平面(E-E)上取向的短的中心切削刀刃。所述刀刃形成一个点状中心切削刀刃用于进入工件,并且由此将钻头对中。在刀杆上,设两个排屑槽(6、6′),所述排屑槽(6、6′)从尖端延伸到底端。在沿刀杆的任一截面上,排屑槽在管平面上都位于彼此径向相对的位置,管平面与在管的两侧的两个刃带的共同刃带平面(F-F)成90°延伸,所述刀杆在该平面具有最大的刚性。中心切削刀刃的第二平面(E-E)的取向与刃带平面或刀杆的底端的主刚性方向(F-F)大约成90°角。 钻头是一种在对混凝土等进行的钻孔作业中,能缓和钻孔状态突然改变的情况,使钻孔作业稳定,即使在产生大粒的切屑时,钻孔效率也不致降低的钻头。 钻头大致呈辐射状配置的切刃部,具有至少2个主切刃部、以及在圆周方向上配设于所述主切刃部与主切刃部之间的,至少两个副切刃部,所述主切刃部具备作为其切刃的主切刃,主切刃内端位于旋转中心,外端则位于切刃部的旋转轨迹的外缘; 所述副切刃部具有作为其切刃的副切刃,该副切刃内端位于向外径侧偏离旋转中心的部位,外端则位于向旋转中心侧偏离切刃部的旋转轨迹的外缘的位置上。 一种钻头,具备配置于钻头前端的多个切刃部、及设于该切刃部基端一侧且于基端部上形成有柄部的轴状钻头主体; 所述切刃部具有由切削面与后隙面的接合缘向前端侧突设而形成的切刃,所述切刃自钻头旋转中心侧向外径侧配置成大致辐射状; 各类钻头规格如下表 钻头规格180度 规格小径大径全长小径刃长柄径 M3 3.4 6.5 65 13 6.5 M4 4.5 8.0 75 18 8 M5 5.5 9.5 85 22 9.5 M6 6.6 11.0 90 25 11 M8 9.0 14.0 100 28 12
钻头规格是什么 钻头是一种可以旋转的工具,其尖端具有切削能力。一般由SK碳钢或skh2、skh3高速钢等材料经铣削或轧制、淬火、回火、热处理后制成。它用于在金属或其他材料上钻孔。可用于钻床、车床、铣床、手电钻等工具。 这是钻头规格: 钻头规格:钻头规格:钻头规格:钻头规格:钻头规格:钻头规格:钻头规格:钻头规格钻头规格:规格:钻头规格钻头:规格:钻头规格:规格钻头:规格:钻头规格:规格:钻头用钻头规格:规格:规格:钻头规格:规格:规格:钻头规格:规格:规格:规格:规格:规格:规格:Φ1.0,Φ1.5,Φ2.5,Φ2.5、Φ2.5、Φ1.0、Φ3.3、Φ3.5、Φ3.5、Φ3.5、Φ4.5、Φ9.0、Φ9.2、Φ9.5、Φ10.0、Φ10.2、Φ10.5、Φ11.0、Φ12.0、Φ12.5、Φ13.0、Φ13.5Φ14。 钻头直径规格:
1钻头有许多规格和标准。例如,有些水管的孔比较大,而金属丝的孔要小得多,所以钻头的直径也不一样。 2大约有1毫米、2毫米、3毫米、4毫米、5毫米、6毫米、7毫米、8毫米、9毫米、9.8毫米等,每1毫米距离,总共有0.1毫米。例如,从1毫米到2毫米的钻头直径为0.1毫米,还有较大的钻头,一般不用于石油钻探。除了石油勘探。 什么是运动类型 按结构分类可分为: 整体式钻头:钻头的顶部、主体和手柄均采用同一材质。 端焊头:钻头顶部由硬质合金焊接而成。 根据钻钉的分类,可分为: 直柄钻头:如果钻头直径小于13.0 mm,则使用直柄钻头。 锥柄钻头:钻头的手柄是锥形的,锥度通常是莫氏锥度。 按用途分类,可分为:
中心钻:通常在钻孔前钻中心点。前端的锥面为60°75°和90°等,以便在车床工作时由尾座支撑,并用60°中心钻配合车床尾座的上中心。 麻花钻:它是工业制造中使用最广泛的钻头。我们通常用麻花钻。 超硬钻头:钻头前端或完全由硬质合金刀具制成的材料,用于钻孔材料。 油孔钻:钻体上有两个小孔,切削剂通过这些小孔到达切削刃,带走热量和切屑。一般情况下,当钻头静止时,利用钻头的工作物体旋转。 深孔钻:最早用于钻桶和钻石管的方法,也称为筒钻。深孔钻为直槽式。切下圆管的四分之一,以清除尖端的碎屑。 钻头的后端是大批量生产的钻头,铰刀是钻头的后端。钻头直径和铰刀直径只与铰孔余量不同。有些钻头和丝锥混在一起,所以也叫混合钻。 锥头:在加工模具的进料孔时,可以使用锥头。 圆柱孔钻:我们称之为埋头钻。这个钻头的前端有一个小直径的部件,叫做履带杆。 锥孔钻:用于钻前角为90°和60°的锥孔。我们使用的倒角刀是锥形孔钻。