页序
车 型件号件名厚度
长*宽
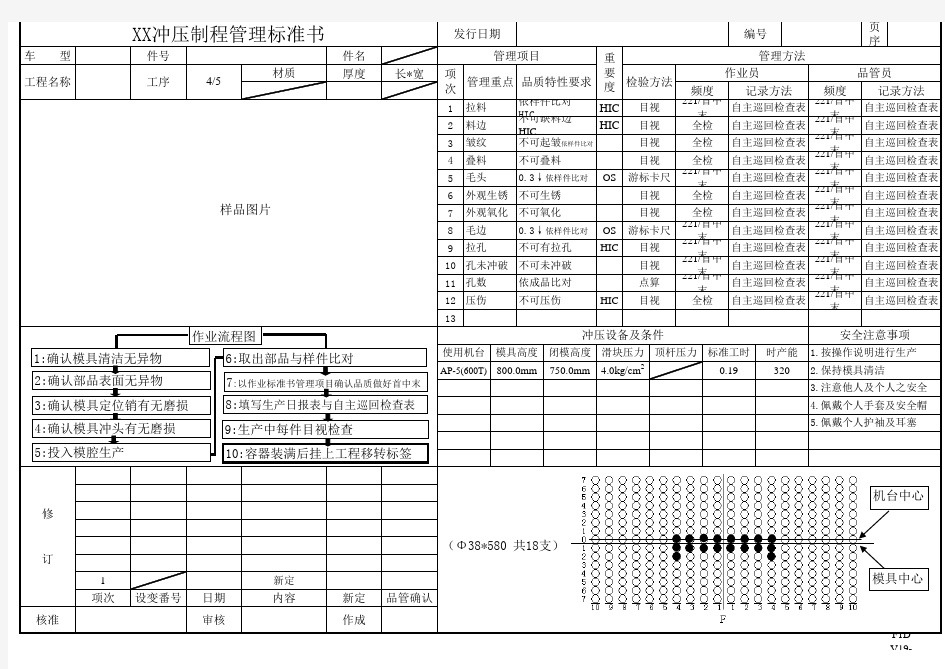
1HIC 2HIC 345OS
6
78OS 9
HIC 101112HIC 13
1
项次
设变番号日期新定品管确认
核准
审核
作成
F1DV19-A0
工程名称
工序
4/5
材质
内容修
订
新定
(Φ38*580 共18支)
4.佩戴个人手套及安全帽
5.佩戴个人护袖及耳塞
320
2.保持模具清洁
3.注意他人及个人之安全AP-5(600T)
800.0mm
750.0mm
4.0kg/cm 2
0.19
冲压设备及条件
安全注意事项
使用机台
模具高度闭模高度滑块压力顶杆压力
标准工时时产能 1.按操作说明进行生产自主巡回检查表
压伤不可压伤
目视
全检
自主巡回检查表221/首中末自主巡回检查表孔数依成品比对点算221/首中末自主巡回检查表221/首中末自主巡回检查表孔未冲破不可未冲破目视221/首中末自主巡回检查表221/首中末自主巡回检查表
拉孔
不可有拉孔目视221/首中末自主巡回检查表221/首中末自主巡回检查表毛边0.3↓依样件比对游标卡尺221/首中末自主巡回检查表221/首中末自主巡回检查表外观氧化不可氧化目视全检
自主巡回检查表221/首中末自主巡回检查表
外观生锈不可生锈目视全检自主巡回检查表221/首中末自主巡回检查表毛头0.3↓依样件比对游标卡尺221/首中末自主巡回检查表221/首中末自主巡回检查表全检自主巡回检查表221/首中末自主巡回检查表叠料不可叠料目视
全检自主巡回检查表221/首中末221/首中末自主巡回检查表
全检自主巡回检查表221/首中末自主巡回检查表目视料边不可缺料边 HIC 目视221/首中末自主巡回检查表品管员
频度记录方法
频度记录方法
作业员编号
项次
管理项目
重要度
管理方法管理重点品质特性要求
检验方法
XX冲压制程管理标准书
发行日期
皱纹不可起皱依样件比对目视拉料依样件比对 H 1:确认模具清洁无异物2:确认部品表面无异物3:确认模具定位销有无磨损5:投入模腔生产
6:取出部品与样件比对
7:以作业标准书管理项目确认品质做好首中末件8:填写生产日报表与自主巡回检查表9:生产中每件目视检查
10:容器装满后挂上工程移转标签
作业流程图
4:确认模具冲头有无磨损机台中心
模具中心
样品图片