焊接件通用技术要求
一、主题内容与适用范围
本标准规定了本公司产品焊接件的技术要求,试验方法和检验规则。本标准适用于本公司生产的各机型农机及其它焊接件的制造和检验。若本标准规定与图纸要求相矛盾时,应以图纸要求为准。本标准适用于手工电弧焊、CO2气体保护焊等焊接方法制造的焊接件。
二、技术要求
1、材料
用于制造组焊件的原材料(钢板、型钢和钢管等)、焊接材料(焊条、焊丝、焊剂、保护气体等) 进厂时,须经检验部门根据制造厂的合格证明书验收后,才准入库。对无牌号、无质证书的原材料和焊材,必须进行检验和鉴定。其成份和性能符合要求时方准使用。
1.1焊接材料:
1)焊条、焊丝应存放于干燥、通风良好的库房内,各类焊条必须分类、分牌号堆放,避免混乱。搬运过程轻拿轻放,不要损伤药皮。焊条码放不可过高
2)仓库内,保持室温在0°C以上,相对湿度小于60%。
3)各类存储时,必须离地面高300mm,离墙壁300mm以上存放,以免受潮。
4)一般焊条一次出库量不能超过两天的用量,已经出库的焊条,必须要保管
好。焊条使用前应按其说明书要求进行烘焙,重复烘焙不得超过两次。
1.2原材料
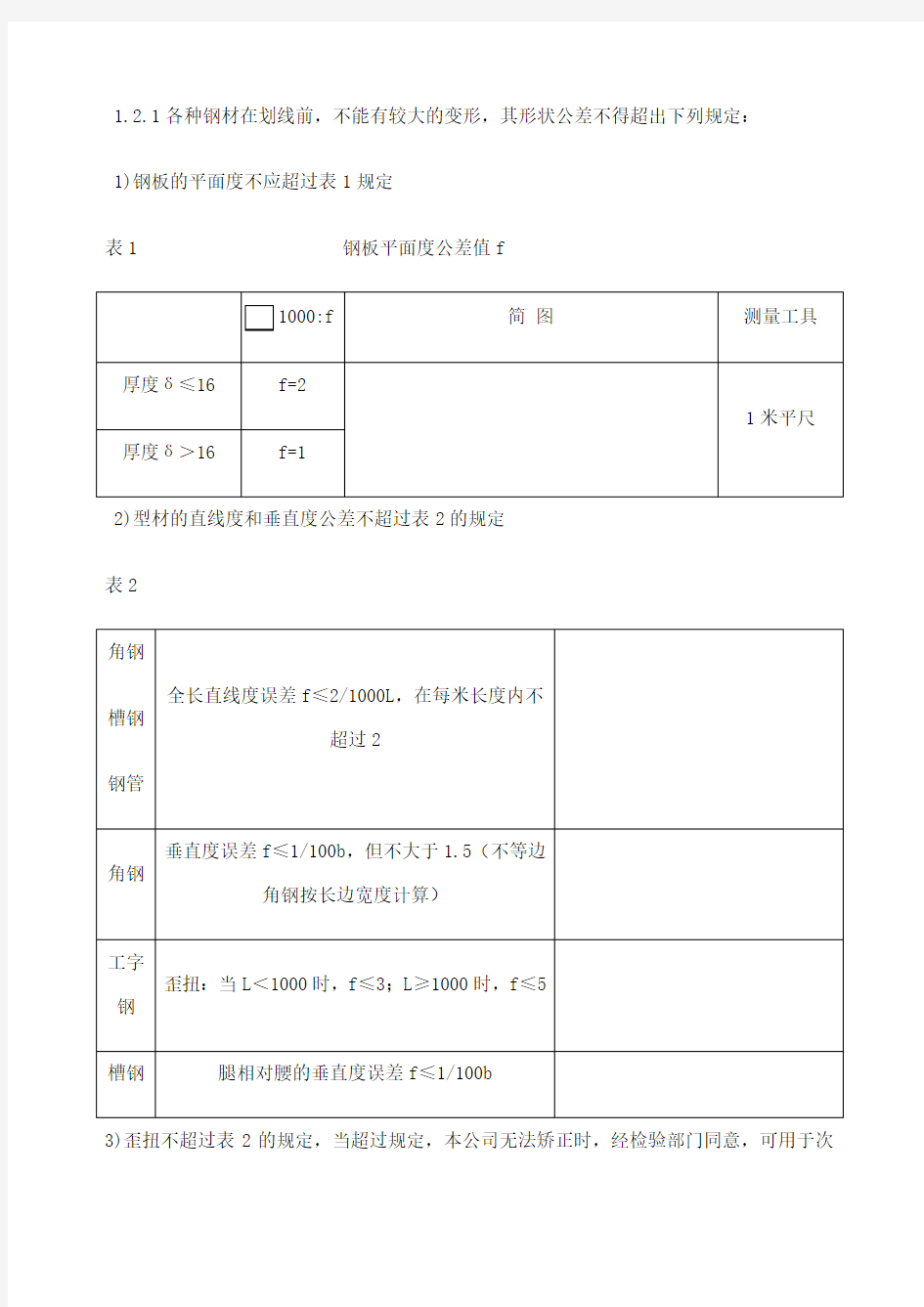
1.2.1各种钢材在划线前,不能有较大的变形,其形状公差不得超出下列规定:
1)钢板的平面度不应超过表1规定
表1 钢板平面度公差值f
2)型材的直线度和垂直度公差不超过表2的规定
表2
3)歪扭不超过表2的规定,当超过规定,本公司无法矫正时,经检验部门同意,可用于次
要结构。
1.2.2下料:
1.2.2.1尺寸偏差:钢材可采用机械剪切、气割、等离子切割、火焰切割、激光切割等下料方法,零件切割后的尺寸偏差应符合下列规定:
剪板机下料零件尺寸的极限偏差按表3规定:气割、等离子切割、火焰切割的零件尺寸的极限偏差按表4规定
表3 剪板机下料零件尺寸的极限偏差mm
表4 气割、等离子切割、火焰切割零件尺寸的极限偏差mm
当板厚小于或等于18mm时,气割孔直径尺寸的极限偏差按表5规定:当板厚>18-30时,极限偏差按表5放大0.5mm;当板厚>30时,极限偏差按表5放大1mm。
表5 气割孔直径尺寸极限偏差mm
(δ≤18)
1.2.2.2零件的形位公差应符合下列规定
1)板材零件表面的直线度与平面度公差应符合表6规定。直线度应在被测面全长上测量。表6
2)型材(角钢、槽钢、工字钢)零件的直线度、平面度、垂直度及歪扭公差应符合表7规定。
表7
3)零件机械切割的边棱,不应有高度大于0.5mm的毛刺和深度大于1mm的划痕。零件气割边棱,不应有裂纹、氧化渣,割痕深度不得大于表8规定
表8
2、焊接参数选择
2.1手工电弧焊:
2.1.1焊条直径:
焊条直径是根据焊件厚度、焊接位置、接头形式、焊接层数等进行选择的。厚度较大的焊件,搭接和 T 形接头的焊缝应选用直径较大的焊条。对于小坡口焊件,为了保证底层的熔透,宜采用较细直径的焊条,如打底焊时一般选用Φ2.5mm 或Φ3.2mm 焊条。不同的焊接位置,选用的焊条直径也不同,通常平焊时选用较粗的Φ(4.0~6.0)mm 的焊条,立焊和仰焊时选用Φ(3.2~4.0)mm 的焊条;横焊时选用Φ(3.2~5.0)mm 的焊条。对于特殊钢材,需要小工艺参数焊接时可选用小直径焊条。?
??根据工件厚度选择时,可参考表9。对于重要结构应根据规定的焊接电流范围 ( 根据热输入确定 )参照表10焊接电流与焊条直径的关系来决定焊条直径。
表9 根据工件厚度选择焊接直径
2.1.2 焊接电流:
??焊接电流是焊条电弧焊的主要工艺参数,焊工在操作过程中需要调节的只有焊接电流,而焊接速度和电弧电压都是由焊工控制的。焊接电流的选择直接影响着焊接质量和劳动生产率。
??焊接电流越大,熔深越大,焊条熔化快,焊接效率也高,但是焊接电流太大时,飞溅和烟雾大,焊条尾部易发红,部分涂层要失效或崩落,而且容易产生咬边、焊瘤、烧穿等缺陷,增大焊件变形,还会使接头热影响区晶粒粗大,焊接接头的韧性降低;焊接电流太小,则引弧困难,焊条容易粘连在工件上,电弧不稳定,易产生未焊透、未熔合、气孔和夹渣等缺陷,且生产率低。
??因此,选择焊接电流时,应根据焊条类型、焊条直径、焊件厚度、接头形式、焊缝位置及焊接层数来综合考虑。首先应保证焊接质量,其次应尽量采用较大的电流,以提高生产效率。板厚较的,T 形接头和搭接头,在施焊环境温度低时,由于导热较快,所以焊接电流要大一些。但主要考虑焊条直径、焊接位置和焊道层次等因素。
1) 考虑焊条直径焊条直径越粗,熔化焊条所需的热量越大,必须增大焊接电流,每种焊条都有一个最合适电流范围,表10是常用的各种直径焊条合适的焊接电流参考值。
??当使用碳钢焊条焊接时,还可以根据选定的焊条直径,用下面的经验公式计算焊接电流:???????????????I=dK
式中:I 一一焊接电流 (A) :
??????d——焊条直径 (mm) :
??????K——经验系数 (A/cra) ,见表 3-20。
表9 焊接电流经验系数与焊条直径的关系
2) 考
虑焊接
位置:在
平焊位置焊接时,可选择偏大些的焊接电流,非平焊位
置焊接时,为了易于控制焊缝成形,焊接电流比平焊位置小 10%~20%。
3) 考虑焊接层次:通常焊接打底焊道时,为保证背面焊道的质量,使用的焊接电流较小;焊接填充焊道时,为提高效率,保证熔合好,使用较大的电流:焊接盖面焊道时,防止咬边和保证焊道成形美观,使用的电流稍小些。
??焊接电流—一般可根据焊条直径进行初步选择,焊接电流初步选定后,要经过试焊,检查焊缝成形和缺陷,才可确定。对于有力学性能要求的如锅炉、压力容器等重要结构,要经过焊接工艺评定合格以后,才能最后确定焊接电流等工艺参数。
表11 焊接电流与焊条直径的关系
2.1.3电弧电压
当焊接电流调好以后,焊机的外特性曲线就决定了。实际上电弧电压主要是由电弧长度来决定的。电弧长,电弧电压高,反之则低。焊接过程中,电弧不宜过长,否则会出现电弧燃烧不稳定、飞溅大、熔深浅及产生咬边、气孔等缺陷:若电弧太短,容易粘焊条。一般情况下,电弧长度等于焊条直径的0.5~1倍为好,相应的电弧电压为16—25V。碱性焊条的电弧长度不超过焊条的直径,为焊条直径的一半较好,尽可能地选择短弧焊;酸性焊条的电弧长度应等于焊条直径。
2.1.4焊接速度
??焊条电弧焊的焊接速度是指焊接过程中焊条沿焊接方向移动的速度,即单位时间内完成的焊缝长度。焊接速度过快会造成焊缝变窄,严重凸凹不平,容易产生咬边及焊缝波形变尖;焊接速度过慢会使焊缝变宽,余高增加,功效降低。焊接速度还直接决定着热输入量的大小,一般根据钢材的淬硬倾向来选择。
2.1.5 焊缝层数
??厚板的焊接,一般要开坡口并采用多层焊或多层多道焊。多层焊和多层多道焊接头的显微组织较细,热影响区较窄。前一条焊道对后一条焊道起预热作用,而后一条焊道对前一条焊道起热处理作用。因此,接头的延性和韧性都比较好。特别是对于易淬火钢,后焊道对前焊道的回火作用,可改善接头组织和性能。
??对于低合金高强钢等钢种,焊缝层数对接头性能有明显影响。焊缝层数少,每层焊缝厚度太大时,由于晶粒粗化,将导致焊接接头的延性和韧性下降。
表12 手工电弧焊工艺参数示例
气体保护焊:
2.2 CO
2
气体保护焊在实际生产中用到的比较多,选择焊接工艺参数时,应做到以下几点;(1) CO
2
根据母材先确定焊丝直径和焊接电流;(2)根据选择的焊接电流,在试板上试焊,细心调整出相匹配的电弧电压;(3)根据试板上焊缝成型情况,细调整焊接电流,焊接电压,气体流量,达到最佳的焊接工艺参数;(4)在工件上正式焊接过程中,应注意焊接回路,接
触电阻引起的电压降低,及时调整焊接电压。
2.2.1 焊丝直径:
根据焊件情况,首先应选择合适的焊丝直径。常用焊丝直径为¢0.6mm~¢1.2mm,各种直径的焊丝都有其通用的电流范围、适合的焊接位置,见表12。从表10中可以看到,小于¢1.2mm的焊丝,适合于全位焊。大于¢1.2mm的焊丝主要适用于平焊。
表12
2.2.2 焊接电流:
焊接电流主要根据母材厚度,接头形式以及焊丝直径等正确选择。在保证焊头的前提下,尽量选择小电流,因为当电流太大时,易造成熔池翻滚,不仅飞溅大,焊缝成型也非常差。焊接电流与焊丝直径的关系件表10。
2.2.3电弧电压:
确定焊接电流的范围后,调整电弧电压。使电弧电压与焊接电流形成良好的匹配。焊
接过程中电弧稳定,飞溅小,能听到沙、沙的声音。能看到的焊剂电流表、电压表的指针稳定,搬动小,焊接电流和电弧电压也就达到了最佳匹配。最佳的电弧电压一般在16V~24V之间,粗滴过渡时,电压为25V-45V,所以电弧电压应细心调试。
2.2.4 焊接速度:
随着焊接速度增大(或减小)。则焊缝熔宽、熔深和堆积高度都相应减小(或增大)。当焊接速度过快时,会使气体保护的作用受到破坏,易使焊缝产生气孔。同时焊缝的冷却速度也会相应提高,也降低了焊缝金属的塑形和韧性,并会使焊缝中间出现一条棱,造成成型不良。当焊接速度过慢时,熔池变大,焊缝变宽,易因过热造成焊缝金属组织粗大或烧穿。因此焊接速度应根据焊缝内部与外观的质量选择。一般自动焊速为15m/h~30 m/h。
2.2.5 焊丝伸出长度:
焊丝伸出长度一般为焊丝直径的10~20倍。焊丝伸出长度与电流有关,电流越大,伸出长度越长。焊丝伸出长度与焊接电流的关系,见表13。焊丝伸出长度越长时,焊丝的电阻热越大,焊丝熔化速度越快,易造成成段焊丝熔断,飞溅严重,焊接过程不稳定;焊丝伸出长度太短时容易使飞溅物堵住喷嘴,有时飞溅物熔化到熔池中,造成焊缝成型差。一般经验公式是,伸出长度为焊丝直径的十倍,即¢1.2mm焊丝选择伸出长度为12mm左右。表13
2.2.6 气体流量:
气体流量会直接影响焊接质量,一般根据焊接电流、焊接速度、焊丝伸出长度及喷嘴直径来选择。当焊接电流越大,焊接速度越快,焊丝伸出长度越长时,气体流量应大些。气体流量越大或越小时,都会造成成型差、飞溅大、产生气孔。一般经验公式是,数量为焊丝直径的十倍,即¢1.2mm焊丝选择12L/min。当采用大电流快速焊接,或室外焊接及仰焊时,应适当提高气体流量。
CO
气体纯度不低于99.5%。
2
2.2.7 焊枪倾角:
当喷嘴与工件垂直时,飞溅都很大,电弧不稳。其主要原因是运条时产生空气阻力,使保护气流后偏吹。为了避免这种情况的出现,一般采用左向焊法焊接,可将喷嘴前倾10°~15°,不仅能够清楚观察和控制熔池,而且能够保证焊缝成型良好,焊接过程稳定。
2.2.8 电源极性:
气体保护焊电源极性一般采用直流反接焊接,因为直流反接时熔深大,飞溅小,CO
2
电弧稳定,焊缝成型好。
3、点固定位焊
零件须检验合格后,方可装配定位焊。焊缝间隙在其全长上的不均匀度,应在间隙量公差范围之内。
3.1装配焊接零件时,两个焊件(或焊边)的相互位置偏差应符合下列规定
1)钢板对接,如图1
图1
2)型钢对接,如图2
图2
3)对接接头的错边量,应小于板厚的10%,且最大不超过3mm,当两板厚不同时,应以两者中薄板计算,如图3
图3
4)装配工字梁或箱形梁或类似结构,应符合表14规定
表14
3.2焊接结构件点固定位焊焊缝,应符合下列要求
1)定位焊缝的高度和宽度,不应超过焊接焊缝的尺寸,其长度和间距,根据焊接结构件的大小确定。
2)定位焊与正式焊接用相同型号的焊条。
3)若焊件焊接需要预热时,定位焊也应预热相同的温度。
4)定位焊缝有裂纹时,必须铲掉重焊。
4、焊接
4.1结构件焊接时应符合下列要求:
1)应对装配定位焊的焊接结构件进行检验合格后,方可进行焊接。
2)焊接前应将焊缝处及两侧各20mm范围内工件表面的油、锈及其它污物清理干净。3)焊接时,不得在非焊缝区引弧,对多层焊道,应每焊一层焊缝,彻底清渣后,检查无缺陷时,方可再焊。
4.2焊接结构件的尺寸公差(焊件焊后要求)
1)焊接结构件的非机械加工面未注公差的尺寸的极限偏差应符合表16的规定
表16
2)焊接结构件焊后须经机械加工面的尺寸的极限偏差应符合表17的规定,但尺寸偏差不得超过加工余量的2/3,且保证有不小于2mm加工余量。
表17
3)焊接结构件的角度偏差,根据产品精度不同,分A、B、C三级,列于表18,角度偏差可直接标注在基本尺寸上,也可在图样或技术要求中标注公差等级,凡无标注角度偏差者,按C级加工与检验。
表18 焊接结构件角度偏差