甘肃畜牧工程职业技术学院
毕业设计(论文)
题目:CO2气体保护焊气孔、飞溅的控制
学生姓名:张根根
系别:机械工程系
专业:材料成型与控制技术
学号: 0903310209
班级:09.1
指导教师:胡建龙
目录
绪论 (3)
一、焊接制造的战略地位 (3)
二、焊接制造的主要成就 (3)
三、焊接方法分类 (4)
第一章CO2气体保护电弧焊基础知识 (5)
1.1 CO2气体保护焊的分类 (5)
1.1.1实芯焊丝CO2气体保护焊 (5)
1.1.2药芯焊丝CO2气体保护焊 (6)
1.2 CO2气体保护焊工艺特点 (6)
1.2.1 CO2气体保护焊的优点 (6)
1.2.2 CO2气体保护焊的缺点 (6)
1.2.3 CO2气体保护焊的冶金特点 (7)
1.3 CO2气体保护焊的工艺参数 (7)
1.3.1最佳的焊接工艺参数应满足以下几个条件: (8)
1.4 CO2气体保护焊的应用 (9)
1.4.1 CO2气体保护焊在车辆制造中的应用 (10)
1.4.2 CO2气体保护焊在电力工业中的应用 (11)
第二章CO2气体保护焊气孔的控制 (12)
2.1 气孔的特点 (12)
2.2 气孔的危害 (12)
2.3 气孔的形成方式 (12)
2.4 产生气孔的影响因素及其防止措施 (12)
2.4.1保护气体的因素 (13)
2.4.2 电流种类和电源特性的因素 (14)
2.4.3 焊丝种类的因素 (14)
2.4.4 焊丝伸出长度的因素 (14)
2.4.5 焊接速度的因素 (14)
2.4.6 焊枪与焊件后倾角的因素 (16)
2.4.7 外界气流、湿度的因素 (16)
2.4.8 操作技能的因素 (16)
2.4.9 产生气孔的其它因素 (17)
第三章CO2气体保护焊飞溅的控制 (17)
3.1 焊接飞溅的定义 (17)
3.2 焊接飞溅的不同分类 (17)
3.3 CO2气体保护焊飞溅产生原因及相应防止措施 (17)
3.3.1飞溅产生原因及飞溅分类 (17)
3.3.2.采用不同的降低飞溅的方法 (18)
3.4现场操作过程中减少飞溅的措施 (19)
3.4.1.对于焊丝伸出产度的控制: (19)
3.4.2电流极性: (19)
结论 (20)
致谢 (21)
摘要:在连接领域,焊接已成为了最主要的连接方式,焊接是一种将材料永久连接,并成为具有给定功能结构的制造技术。几乎所有的产品,从几十万吨巨轮到不足1克的微电子元件,在生产中都不同程度地依赖焊接技术。焊接已经渗透到制造业的各个领域,直接影响到产品的质量、可靠性和寿命以及生产的成本、效率和市场反应速度。但在所有的焊接方式中,或多或少都将存在一定的焊接缺陷,本文主要针对CO2气保焊接中出现气孔的缺陷,全面的分析了在焊接低合金钢中气孔产生的影响因素,并阐述了防止产生气孔的工艺措施。
关键词:二氧化碳气体保护焊;CO2;气孔缺陷;影响因素;防止措施。
Abstract: In the connection area, welding has become the most important connection, welding is a permanent connection to the material, and a functional structure with a given manufacturing technology. Almost all of the products ship from several hundred thousand tons to less than 1 gram of microelectronic components, in production are to varying degrees dependent on welding technology. Weld has penetrated into all areas of manufacturing a direct impact on product quality, reliability and longevity, and production costs, efficiency and market responsiveness.But in all the welding, more or less there will be some welding defects, the paper mainly for CO2 gas shielded welding holes appear, welding spatter defects too large, comprehensive analysis of the porosity in welding low-alloy steel, the impact of factors that welding spatter, and described the air hole to prevent and reduce the splash process measures.
Key words: carbon dioxide gas shielded arc welding; CO2; porosity; welding spatter; factors; prevention measures.
绪论
一、焊接制造的战略地位
焊接是一种将材料永久连接,并成为具有给定功能结构的制造技术。几乎所有的产品,从几十万吨巨轮到不足1克的微电子元件,在生产中都不同程度地依赖焊接技术。焊接已经渗透到制造业的各个领域,直接影响到产品的质量、可靠性和寿命以及生产的成本、效率和市场反应速度。我国2002年的钢产量超过1.85亿吨,如果再加上进口的钢材,国内市场流通的钢材总量达到2亿多吨,成为世界最大的钢材生产国和消费国。目前,钢材是我国最主要的结构材料,在今后20年钢材仍将占有重要的地位。然而,钢材必须经过加工才能成为有给定功能的产品。由于焊接结构具有重量轻、成本低、质量稳定、生产周期短、效率高、市场反应速度快等优点,焊接结构的应用日益增多。与世界工业发达国家一样,我国焊接加工的钢材总量比其他加工方法多。因此,发展我国制造业,尤其是装备制造业,必须高度重视焊接技术的同步提高。
二、焊接制造的主要成就
自我国实行改革开放政策以来,经济有了巨大的发展。钢的产量从1979年的3,178万吨提高到2002年的18,500万吨,增加了5倍。这为大量采用钢结构提供了物质基础。近几年来,我国在大型焊接钢结构的开发与应用方面创造了建国以来的最高水平,有的已成为世界第一。
例如,(1)世界关注的长江三峡水利工程,其水电站的水轮机转轮直径10.7m,高5.4m,重达440吨,为世界最大、最重的不锈钢焊接转轮,转轮分别由上冠、下环和13个或15个叶片焊接而成,每个转轮需要消耗12吨焊丝。同样,三峡水电站的电机定子座和蜗壳的结构也是巨大的,其中电机定子座直径22m,高6m,重832吨,是在我国焊接的最大钢结构机座;蜗壳进水口直径12.4m,总重量750吨,为世界最大、最重的焊接蜗壳。
例如,(2)我国另一项重大工程:铺设从新疆维吾尔自治区塔里木盆地的轮南到上海的输送天然气的管线,全长约4,300km.管线采用X70钢,直径1016mm(40英寸)的焊接螺旋管和焊接直缝管。这是我国铺设的第一条高强度钢的长距离管线,并且在铺设中采用了自动化焊接技术和其他新型焊接材料和工艺。
例如,(3)跨越长江的芜湖长江大桥,是一座公路/铁路两用桥,采用矮塔斜拉结构,全长10km,主跨312m,是我国目前跨度最大的公/铁两用桥,采用50mm厚的14MnNbq 钢整体焊接箱型主桁。
例如,(4)“世界第一拱桥”——上海卢浦大桥,全长3,900m,跨度550m,为世界跨度最大的全焊钢结构拱桥,用3.4万吨厚度为30-100mm的细晶粒钢焊接而成。
例如,(5)上海的金茂大厦是我国目前最高的摩天大楼,采用焊接钢结构框架,共有88层,高420m.
例如,(6)北京国家大剧院,其椭球形穹顶长轴212.2m,短轴143.64m,高46.28m,焊接钢结构的总重量达6,475吨,将成为世界最大的穹顶。
三、焊接方法分类
目前,在工业生产中应用的焊接方法已达百余种,根据它们的焊接过程特点可将其分为熔焊、压焊、钎焊三大类。
图0-1
第一章 CO2气体保护电弧焊基础知识
1.1 CO2气体保护焊的分类
CO2气体保护有多种分类方法。表1.1列出了按照焊丝直径.操作方法.特殊应用和新工艺对CO2保护焊的分类。目前应用中,最常用的是根据焊丝形状对CO2气体保护焊的分类。
表1-1
1.1.1实芯焊丝CO2气体保护焊
CO2气体保护焊通常按采用的焊丝直径来分类,当焊丝直径小于或等于1.2mm,称为细丝CO2气体,主要采用短路过渡形式焊接薄板材料。应用最广泛的是焊接厚度小于3mm的低碳钢和低合金钢结构的零部件。
焊丝直径大于1.6mm时,称为粗丝CO2气体保护焊,一般采用大电流和较高的电弧电压来焊接中厚板。
为了适应现代工业应用的需要,近十几年来CO2气体保护焊得到迅速发展,在生产中除了常规的CO2气体保护焊方法外,还派生出一些改进的方法,如CO2电弧点焊,CO2气体保护立焊,CO2保护窄间隙焊,CO2加其他(CO2+O2)的保护焊,以及CO2气体与焊渣混合保护焊等。
1.1.2药芯焊丝CO2气体保护焊
药芯焊丝CO2气体保护焊是一种CO2气体——焊剂联合保护的焊接方法。焊接时焊丝的药芯熔化,从而在焊缝表面上覆盖一层薄薄的熔渣。
由于焊丝截面形状不同,药丝焊丝的焊弧稳定性和融化过程特征与实心焊丝相比有差异。由于药芯不导电,焊接过程中容易产生电弧沿焊丝截面旋转的现象,致使焊丝末端熔化不均匀、电弧稳定性稍差。采用折叠截面的药芯焊丝时电流分布较均匀,电弧燃烧稳定,焊丝熔化均匀,冶金反应完全,容易保证获得优质的焊缝。
药芯焊丝CO2气体保护焊常用直流反极性和长弧焊规范。例如焊接电流一般使用范围位250——750A,电弧电压24——26V。焊接电流大于30m/h。由于药芯焊丝一般用较大的电流进行焊接,获得焊缝熔深较大,常用于焊接中厚板。
1.2 CO2气体保护焊工艺特点
1.2.1 CO2气体保护焊的优点
焊接成本低CO2气体及CO2焊丝价格便宜,焊接能耗低;因此,CO2气体保护焊的使用成本很低,只有埋弧焊及手工电弧焊的30%——50%。
生产效率高CO2气体保护焊采用细丝焊接时,焊接电流密度较大,电弧热量集中,熔透能力强,熔敷速度快,且焊后无需进行清渣处理,因此生产效率高;半自动CO2气体保护焊的效率比手工电弧焊高1——2倍,自动CO2气体保护焊比手工电弧焊高2——5倍。
适用范围广适用于各种位置的焊接,而且既可用于薄板的焊接又可用于厚板的焊接;CO2气流还对焊件起一定的冷却作用,在一定程度上防止了焊接薄壁构件的烧穿问题,还能减小焊件变形。
便于实现自动化CO2气体保护焊是明弧操作,便于监视及控制,焊前对焊件的清理工作可从简,有利于实现焊接过程机械化及自动化。
1.2.2 CO2气体保护焊的缺点
焊缝成形较粗糙,飞溅较大,特别是工艺参数匹配不当时,飞溅就更严重。
不能焊接易氧化的金属材料,且不适于在有风的地方施焊。
劳动条件较差,CO2气体保护焊弧光强度及紫外线强度分别为手工电弧焊的2—3倍和20—40倍,电弧的辐射较强;而且操作环境中CO2的含量较大,对工人的健康不利。
1.2.3 CO2气体保护焊的冶金特点
CO2电弧的氧化性及合金过渡
在电弧热量作用下,CO2发生分解,放出氧气
2CO2————2CO+O2
氧气又进一步分解为氧原子O2————2O
CO2电弧具有很强的氧化性,使铁及合金元素发生氧化。这些氧化反应不利后果是:合金元素大量烧损
碳与氧反应,生成一氧化碳气体,易于导致气孔
因此,CO2焊必须采用必要的措施进行脱氧。通常采用的方法是在焊丝中加入适量脱氧剂,脱氧剂与氧的亲和力比铁及碳强,因此可阻止铁.碳等与氧发生不利的反应。脱氧剂在完成脱氧任务之余,所剩余的量作为合金元素留在焊缝中,起着提高焊缝力学性能的作用。目前CO2气体保护焊焊丝一般采用硅.锰联合脱氧,有些焊丝中还加少量的钛.铝。
焊丝中的合金元素根据其烧损情况,可以分为两类:一类是合金元素烧损较多,即过渡系数较小,常称为活性元素;另一类是合金元素基本上下烧损,即过渡系数一般大于90%,常称为稳定元素。在活性元素中,各种元素的烧损情况不同,它们之间也有相互影响。
铝和钛是最活泼的元素,在熔滴形成过程中,铝和钛被大量烧损,从而保护了锰,硅等元素不被烧损或较少烧损。铝比钛更易烧损,所以在焊接不锈钢时,为了保护钛,铌等元素,常常加入铝元素脱氧。
焊丝中的锰和硅总要烧损一些,两者之间的相互影响也很大。如果焊丝中的锰含量高,硅的烧损就小,也就是硅的过渡系数将提高;反之,焊丝中硅含量高,锰的烧损也小,锰的过渡系数也将提高。
碳的烧损比较特殊。如果母材与焊丝中含碳量超过0.06%——0.07%时,碳将被烧损;若含碳量更高,则将被大量烧损,过渡系数只有50%。反之,如果含碳量小于0.06%——0.07%时,焊缝的含碳量不但不减少,反而还可能增加,即所谓产生增碳现象。
铌,铬,钼,铜等合金元素在焊接过程中一般很少烧损。各种元素的过渡系数由于保护气体,工艺参数和合金元素含量的不同,将有很大差别。
1.3 CO2气体保护焊的工艺参数
正确选择焊接工艺参数是获得高生产率和高质量焊缝的先决条件,各种工艺参数的选择是以生产率要求,被焊材料,焊缝位置和形状,以及设备情况为基础的。CO2气体保护焊通常采用短路过渡及细颗粒过渡工艺,工艺参数主要包括:焊丝直径、焊接电流、电弧电压、焊接速度、焊丝伸出长度、直流电路电感值、气体流量、电源极性、焊接角度及焊接方向等。
1.3.1最佳的焊接工艺参数应满足以下几个条件:
焊接过渡稳定,飞溅最小;
焊接外形美观,没有烧穿、咬边、气孔和裂纹等缺陷;
对两面焊接的焊缝,应保证一定的熔上深,使之焊透;
在保证上述要求的条件下,应具有最高的生产率。
焊丝直径
焊丝直径的选择一焊件厚度、焊接位置及生产率要求为依据。短路过渡CO2焊一般采用细丝,以提高过渡频率,稳定焊接电弧,通常采用的焊丝直径有0.8mm、1.2mm及1.6mm 三种。细颗粒过渡CO2气体保护焊采用的焊丝直径一般大于1.2mm .通常采用的焊丝直径有1.6mm、2.0mm、3.0mm和4.0mm四种。
采用相同的焊接电流时,由于焊丝直径不同,焊丝的熔化速度也不同。焊丝越细,熔化速度越高,而且电流值越大,这种差别越明显。
焊接电流在保证母材焊透又不致烧穿的原则下,焊接电流应根据工件的厚度、坡口形状、焊丝直径以及所需要的熔滴过渡形式来选择。对于一定的焊丝直径,所允许的电流范围很宽,焊丝直径不同时,这个范围也不同。立焊仰焊时,以及对焊接接头横焊焊缝表面焊道的施焊,当所用焊丝直径大于1.0时,应选用较小的焊接电流。
当焊接电流大于250A时,不论采用哪种直径的焊丝,当焊接过程稳定时,都难以实现短路过渡焊焊接。一般都把焊接工艺参数调节为颗粒状过渡范围,用来焊接中厚度板。在焊接参数合理和稳定的情况下,飞溅不大、焊缝成形好,但表面质量不如埋弧焊。
当所有其他参数保持恒定时,焊接电流与送丝速度或熔化速度以非线性关系变化。当送丝速度增加时,焊接电流也随之增大。碳钢焊丝和不锈钢焊丝的焊接电流与送丝速度之间的关系是对于每一种直径的焊丝,在低电流时曲线接近于线性。可是在高电流时特别是细丝焊时,曲线变为非线性。随着焊接电流的增大,熔化速度以更高的速度增加,这种非线性关系将继续增大。这是由于焊丝伸出长度的电阻热引起的。
电弧电压
电弧电压是指导电嘴到工件之间两点的电压,是个很重要的焊接参数,影响到焊接过程的稳定性。对焊缝的成形、飞溅、焊接缺陷、短路频率及焊缝的力学性能有很大的影响。
对于短路过渡CO2焊来说,电弧电压是个很重要的焊接参数,因为它直接决定了熔滴过渡的稳定性及飞溅大小,进而影响焊缝成形及焊接接头质量。对于一定的焊丝直径,有一最佳电弧电压范围,电压小于该范围的下限时,短路小桥不宜断开。易导致固体短路,导致很大飞溅,甚至导致固体焊丝飞溅;电压大余该范围上限时,易产生大滴排斥过渡,飞溅很大、电弧不稳定。
细颗粒过渡CO2焊也采用直流反接。首先应根据被焊材料及板厚选择焊接电流,然后根据焊接电流、焊接直径选择电弧电压。焊接电流越大,焊丝直径越小,选择的电弧电压也应越大。但电弧电压也不得太高,否则飞溅将显著增大。
焊接速度
半自动短路过渡CO2气体保护焊的焊接速度一般不超过30m/h;自动焊的焊接速度不超过90m/h。焊接速度应能满足不同种类钢材对焊接线能量的要求。如果采取必要的措施,选择合适的规范参数,采用性能良好的电源,可以使焊接速度超过20m/h,这就是高速CO2气体保护焊。
焊丝干伸长
短路过渡焊接所使用的焊丝都很细,焊丝干伸长上所产生的电阻热成为焊接规范中不可忽视的因素。在其他规范参数不变时,焊丝干伸长增加,干伸区压降增加,焊接电流减小,熔深也减小。直径越细,电阻率越大的焊丝这种影响越大。如果干伸长增加,电弧抗风能力弱,可能会卷入空气,影响电弧稳定。如果干伸长较短,虽然保护效果会好一些,单飞溅易附着在喷嘴里,也可能造成保护不良。
气体流量
细丝小规范焊接时的气体流量通常为5——15L/min;中等规范焊接时约20L/min;粗丝大规范焊接时约为25——50L/min.室外作业要适当加大保护气流量。
堆焊及补焊铸件时,采用直流正极性较为合适。因为熔化极阴极产热量比阳极产热量大,焊丝熔化系数大,约为反极性的1.6倍,金属熔敷率高,可以提高生产率。同时工件为正极,产热量小,熔深浅,对堆焊有利。
1.4 CO2气体保护焊的应用
CO2气体保护焊作为一种高效节能的焊接方法在西方发达国家已经有非常广泛的应用,比如日本1996年CO2焊机的年销售台数占总焊机销售台数的42%,已经成为日本国内焊接领域应用最广泛的焊接方法。目前我国CO2气体保护焊技术在汽车制造,造船,机车车辆,工程机械等机械加工制造业已经得到广泛应用。
1.4.1 CO2气体保护焊在车辆制造中的应用
汽车桥壳总成的焊接
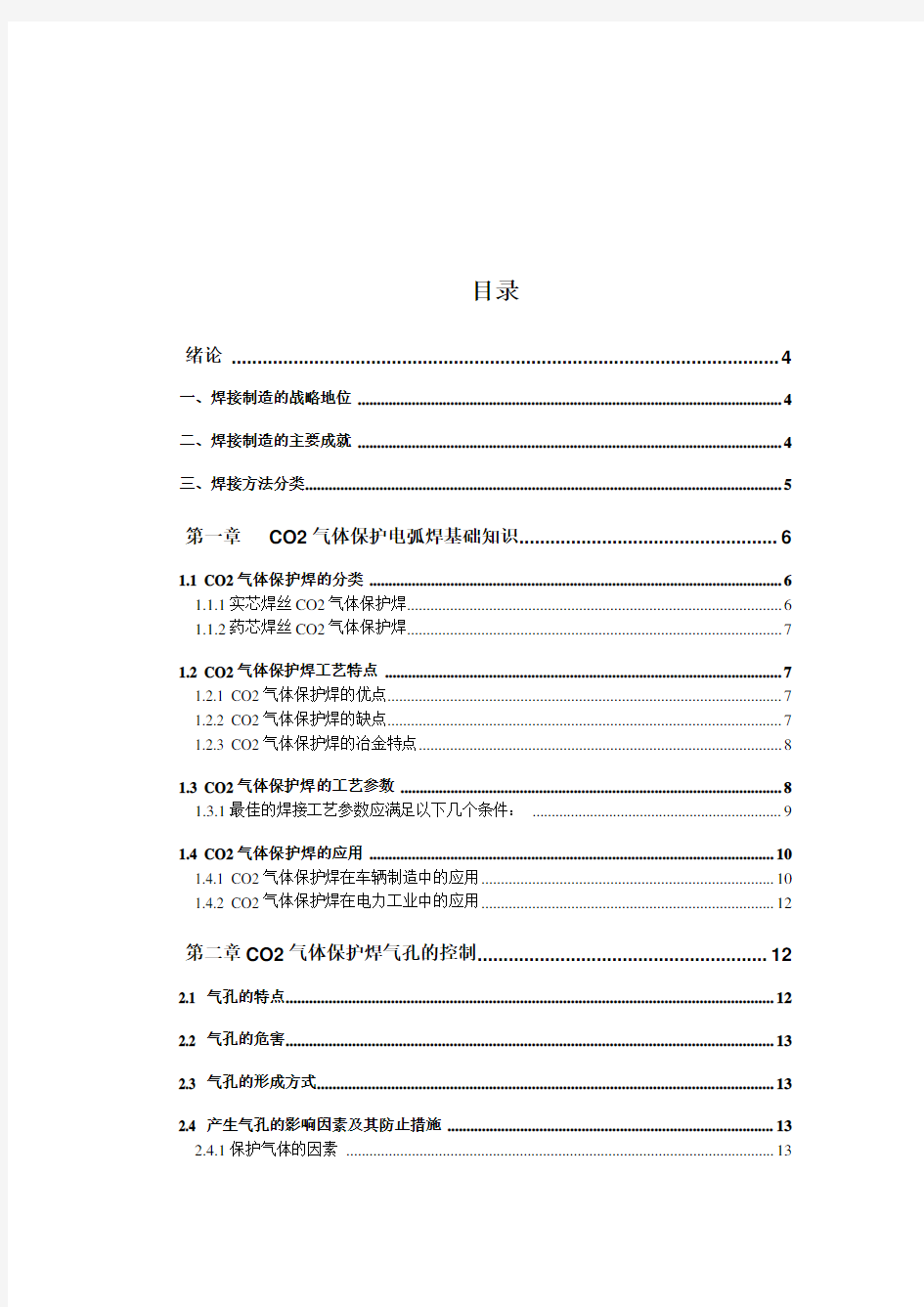
桥壳是汽车的重要部件之一。现在国内外轻、中、重型汽车都已广泛采用冲焊桥壳。汽车后桥两个半桥壳是由厚度12——15mm的MnB钢冲压制成,三角板和加强板采用厚度为12mm的35刚板。厚盖板厚度为5mm。
对接焊缝必须全部焊透,接头中不得有裂纹、未焊透、条状夹渣和链状气孔、密集气孔等缺陷。还需在承受两倍半设计载荷下做试验,经60万次循环不断裂为合格。如图1-2
图1-2
用CO2半自动焊焊接钢板弹簧座,焊接工艺参数见下表1-3:
图1-3
机车转向架是内燃机车的行车部分,承受车体上部的垂直载荷、纵向牵引力、制动力和冲击载荷等,受力大而复杂,要求转向架有足够的强度和刚度。机车转向架的外形尺寸为5910mmⅹ2500mmⅹ900mm,重3.5t。
由于转向架的前端梁、后端梁、侧梁和横梁都是箱形结构,应分别进行部件组装,焊接、整形、粗加工,然后在组装台上组装成构架。构架焊接转胎可旋转、升降,使构架上不同位置的焊缝都处于水平位置施焊。
转向架的CO2气体保护焊工艺参数见下表1-4:
表1-4
汽车的车轮由车辋与轮辐构成。其中车辋材质厚度是δ=6mm的特殊形状的热轧优质低碳型钢,轮辐用厚度δ=11mm的Q235刚热轧钢板冲压制成,同一圆周上有4段焊缝。
车轮总成的焊接采用直径为2mm的焊丝四头专用焊机,牌号为NZC5-8X800,车轮总成的CO2保护焊工艺参数见下表1-5:
表1-5
1.4.2 CO2气体保护焊在电力工业中的应用
支持盖大环缝的CO2气体保护焊
75000kW水轮机支持盖材质为Q235钢,支持盖上有几条直径8100mm的环缝。
水轮机支持盖环缝采用CO2气体保护自动焊。选用H08Mn2SiA焊丝,直径为1.6mm。
水轮机支持盖环缝的CO2气体保护焊工艺参数见下表1-6:
表1-6
发动机下支架主要承受水轮机的重力,是机组中重要的受力构件。下支架中心体需要在现场与12条支腿焊接成一体,装配预留间隙为1——12mm。
支腿焊接选用H08Mn2SiA焊丝,直径为1.6mm。发电机下支架支腿的CO2焊工艺参数见下表1-7:
表1-7
第二章CO2气体保护焊气孔的控制
2.1 气孔的特点
气孔是焊接时熔池中的气体在凝固时未能逸出而残留在焊缝金属中所形成的空穴,是CO2气保焊时常见的也是主要的一种焊接缺陷。其形状有球形、椭圆形、旋风形和条虫状等。在焊缝内部的称内部气孔,露在焊缝表面的称外部气孔。气孔的大小不等,有时是单个存在,有时是密集在一起或是沿焊缝连续分布。常见的有氢气孔、氮气孔、一氧化碳气孔等。
2.2 气孔的危害
气孔是体积性缺陷,对焊缝的性能影响很大。其危害性主要是会降低焊缝的承载能力。因为这些缺陷占据了焊缝金属一定的体积,使焊缝的有效工作截面积减小,因而也就相应降低了焊缝的力学性能,使焊缝的塑性,特别是弯曲和冲击韧度降低得更多。如果气孔穿透焊缝表面,特别是穿透接触介质的焊缝表面,介质积存在孔穴内,当介质有腐蚀性时,将形成集中腐蚀,孔穴逐渐变深,变大,以至腐蚀穿孔而泄漏。从而破坏了焊缝的致密性,严重时会由此而引起整个金属结构的破坏。所以,防止焊缝中产生气孔,保证焊缝的焊接质量,是非常值得注意的问题。
2.3 气孔的形成方式
焊接过程中,熔池的周围充满着成分复杂的各种气体,这些气体主要来自周围的空气,焊件上的杂质如铁锈、油漆、油脂受热后所产生的气体等。所有这些都不断地与金属熔池发生作用。一些气体通过化学反应或溶解等形式进入熔池,使熔池的液体金属吸收了相当多的气体。如果这些气体排出较快,熔池结晶较慢,就不会形成气孔。但是如果气体的产生正处在熔池的结晶过程中,而结晶过程进行较快时,气体来不及排出熔池,就会残留在焊缝中形成气孔。
2.4 产生气孔的影响因素及其防止措施
产生气孔的因素很多,既有熔池冶金因素,又有焊接工艺因素,在某些条件下还受环境介质的影响。任何一个环节的疏忽都将导致气孔的产生。尽管不同气孔产生的条件有差异,但选用正确的焊接工艺,采取有效的防止气孔的措施,培训焊工,提高操作技能则是防止气孔产生的基本途径。现列举以下几个方面进行分析:
2.4.1保护气体的因素
CO2是一种无色、无味的气体,在0℃和 101.3kPa 气压时,密度为 1.9768g/cm3,为空气的1.5倍。在常温下很稳定,但在高温下(5000K 左右)几乎能全部分解。CO2是活性氧化性气体,在电弧的高温作用下将按下式进行分解: CO2 = CO + 2
1O 2 – Q 因此在焊接过程中会引起合金元素烧损,产生CO 气孔和引起较强的飞溅。众所周知,焊接用的CO2是液态的,而液态的CO2中可溶解质量分数为0.05%的水,其余的水则成自由状态沉于瓶底,在使用过程中和CO2一起挥发成水气后便混入CO2气体中同时进入焊接区,从而产生了气孔。为了避免气孔的产生,尽量不要用完气瓶内的气体,至少应留有1-2MPa 的气体,一是因剩余少量的气常富含多种杂质、以及水分;二是压力太低很难确保有效的保护作用。
在焊接电弧的高温作用下, 焊接区域气相中的氢不完全是以分子状态存在的,还有相当多的原子氢。因此,氢在熔滴和高温熔池金属中的溶解度是相当高的,但是当熔池金属冷却结晶时,氢的溶解度却又急剧降低,这样一来处于过饱和状态的原子氢将促使如下反应:2[H] = H 2,反应生成的分子氢由于不溶于金属而在液态金属中形成气泡。当过多的氢气泡来不及从快速冷却的熔池金属中全部逸出时,滞留在焊缝中的氢气泡就是所说的氢气孔⑩。但对于熔化极CO2气体保护电弧焊,其焊缝金属一般不会产生氢气孔。这是因为CO2气体在电弧高温下将发生分解反应:
CO2 = CO + 2
1O 2 – Q 分解出来的原子态氧具有较强的氧化性,与气相中的原子氢反应生成不溶于液体金属的OH ,从而能有效地阻止原子氢在熔滴和高温熔池中的大量溶解⑨。对于常用的70%-80%Ar+30%-20%CO2富氩混合气体保护焊,虽然保护气体由于活性气体CO2的添加而在电弧高温下具有一定的氧化性,但与单一的CO2气体相比,其氧化性还是比较弱的,焊缝金属中氢气孔产生的倾向大于CO2气体保护焊。各种气体的混合配比也有很大的影响,具体可参照表2.1;保护气体的流量大小是焊缝中气孔产生的关键性因素,具体的可参照表
2.2
表2.1 各种金属焊接中使用的保护气种类
2.4.2 电流种类和电源特性的因素
CO2气体保护焊是以CO2气体作为电弧介质并保护电弧和焊接区的电弧焊方法。焊接电流的大小、电源的特性都直接影响着电弧的稳定性。而电弧稳定又是控制气孔产生的有效保证。在使用交流电源时,焊接飞溅多,特别是采用短路过渡形式时,在焊接过程会产生大量的金属飞溅。同时,飞溅的产生降低了电弧的稳定性,加大了焊缝产生气孔的几率,严重影响焊接质量。此外采用短路过渡的CO2气保焊还存在焊缝成形差的工艺缺点。主要表现为焊缝表面不光滑、熔深浅、有气孔、焊缝成形窄而高,容易出现熔合的焊接缺陷等等。因此建议CO2气体保护焊最好选用平硬特性的直流电源或焊机,并要求具有良好的动特性,才可以确保符合电弧燃烧稳定的要求。焊接电流过小,在焊缝区域的能量就小,焊缝结晶也就越快,自然就容易产生气孔。电流的大小选用必须以母材和焊丝的要求为根据。常用的工艺参数可参阅表1.2
2.4.3 焊丝种类的因素
CO2气保焊焊丝的种类很多,按用途分有高强钢焊丝、低合金焊丝、有色金属焊丝等;按形态分有实芯焊丝、药心焊丝;按加工工艺分有镀铜焊丝、镀锌焊丝等。焊丝种类的如此繁多,但真正影响焊缝产生气孔的因素有两个方面:一方面是焊丝本身所含的化学成分的影响。焊丝含碳量过高,在焊接过程中会因还原作用剧烈会引起较大的飞溅、并产生气孔。焊丝中含H原子过多,也极容易使焊缝产生H气孔。若选用的焊丝成分符合标准并含有足够的脱氧元素Si和Mn,以及限制焊丝中的焊碳量,就可以有效的抑制溶池中FeO和C进行的反映,防止CO气孔的产生。另一方面是焊丝生产技术方面的影响。目前国内的CO2焊丝大都用镀铜作为保护层,并以化学镀为主。化学镀层结合强度低镀、铜层不均匀、易掉铜屑。并且镀铜层易生锈、保存时间短。国内焊丝锈蚀主要是基体与镀铜层界面生锈。有的焊丝刚发到厂,表面就发现锈蚀,有的存放一段时间后发现锈蚀,能保存半年的焊丝几乎很少,试想一盘锈迹斑斑的焊丝怎能焊出好的焊缝,怎能不产生气孔呢?!因此有必要采用非镀铜焊丝,至少也是要电镀的焊丝才可减少对焊接的影响。
2.4.4 焊丝伸出长度的因素
焊丝伸出长度要适当。伸出过长,CO2气体保护焊丝与熔池效果变差。伸出过短,保护效果虽好,但会阻挡焊工的视线。所以,通常焊丝伸出长度以10-20mm 为宜。另外施焊时在不影响焊工操作视线的情况下,应尽可能采用短弧焊接,一般焊丝与熔池的距离为2-8mm,即电弧的长度。电弧过长,增大了喷嘴与焊件之间的距离,保护效果变差,产生气孔。电弧过短,焊丝与母材易碰撞发生短路,焊接无法进行。
2.4.5 焊接速度的因素
焊接速度是主要的焊接工艺参数之一。焊接速度过快时,由于空气阻力对保护气层的影响;或遇侧向气流的侵袭,会使保护气层偏离焊丝和熔池,从而使保护效果变差,产生气孔。且焊接速度显著影响焊缝成形。所以,施焊时应选择合适的焊接速度。可参照表2.2
16.0 1.2 3 300 28/32 42
表2.2 CO2气保焊焊接工艺参数
2.4.6 焊枪与焊件后倾角的因素
CO2气保焊接时,在不妨碍焊工操作视线的情况下,焊枪应尽量垂直或与焊件表面后倾75°- 85°夹角。夹角过小,其内侧产生紊流,外侧保护气体挺度不够,气体保护效果变差,易产生气孔。
2.4.7 外界气流、湿度的因素
CO2气保焊时,由于气体保护层是柔性的,极易受到外界气流因素的扰动而遭破坏,产生气孔,因此焊接场地或通风设施风力不宜太大。焊接管道时,封闭管口,严禁穿堂风。另外CO2气保焊不宜在室外进行操作。当必须在室外作业时,风速必须不大于1m/s,相对湿度不大于90%,同时可增大保护气体流量。无特殊的防风措施,严禁施焊。外界气流影响见图2.3。
图2.3
2.4.8 操作技能的因素
操作熟练程度是防止气孔的重要环节,每个CO2气保焊操作焊工要有过硬的基本功。焊枪、工件之间必须保持正确的位置和相对角度,动作要协调配合。施焊时电弧要平稳,电弧的高度必须均匀一致。引燃电弧后,当调整焊枪角度时,电弧长度不变,严禁忽高忽低,防止气体瞬间进入熔池产生气孔。同时要注意观察熔池的变化,提高对气孔的排除能力。
2.4.9 产生气孔的其它因素
CO2气保焊焊对油、锈、水非常敏感,极易产生气孔和飞溅,因此对材料的表面质量要求较高。焊前必须经过严格的清理,必须对待焊工件坡口内外10-15mm范围内进行清理打磨,去除表面氧化膜、油脂和水份等杂质,露出金属光泽。同时对焊丝表面的油脂、铁锈也要用砂纸进行打磨,露出金属光泽。此外热引弧法在引燃电弧的1~2 s内,使加热电流Ih是恒定电流I的1.5~2倍,以便易于激发电弧,迅速建立气体保护,阻止外界气体混入。同时使母材中输入热量增大,熔池冷却速度减慢,金属粘度缓慢增加而利于气体逸出,这种热引弧法对减少起弧处的气孔特别有效,但它需要人配合,在引弧时调节电流,可见热引弧法具有其局限性。另外在焊管时起弧收弧时采取适当的运条方法,在正仰焊稍远处起弧,而后拉回正仰焊(或者说沿接头稍远处起弧,而后拉回接头处)。这样可以避免起弧点由于工件温度低而加速了结晶速度,或混入其它气体重新逸出而避免产生气孔。收弧时,电弧超过正平焊,而后拉回,使正平焊(或说接头处)的熔池和输入热增大,冷却速度减慢,气体容易逸出而减少气孔。对于排管的立焊部位及其横焊侧面的接头处均可采取相似措施。
第三章CO2气体保护焊飞溅的控制
3.1 焊接飞溅的定义
在焊接过程中,大部分熔化金属可过渡到熔池,有一部分焊丝熔化金属飞向熔池之外,飞到熔池之外的金属称为飞溅。
3.2 焊接飞溅的不同分类
我们将根据焊接过程的特点将焊接飞溅分为以下几类:熔焊主要以二氧化碳气体保护焊为研究对象,在CO2焊中,大部分焊丝熔化金属可过渡到熔池,有一部分焊丝熔化金属飞向熔池之外,飞到熔池之外的金属称为飞溅。特别是粗焊丝CO2气体保护焊大参数焊接时,飞溅更为严重,飞溅率可达20%以上,这时就不可能进行正常焊接工作了。
3.3 CO2气体保护焊飞溅产生原因及相应防止措施
在CO2焊中,大部分焊丝熔化金属可过渡到熔池,有一部分焊丝熔化金属飞向熔池之外,飞到熔池之外的金属称为飞溅。特别是粗焊丝CO2气体保护焊大参数焊接时,飞溅更为严重,飞溅率可达20%以上,这时就不可能进行正常焊接工作了。飞溅是有害的,它不但降低焊接生产率,影响焊接质量,而且使劳动条件变差。