(注:红色部分,学生使用该表时请删去!!)
车间工序号工序名称材料牌号
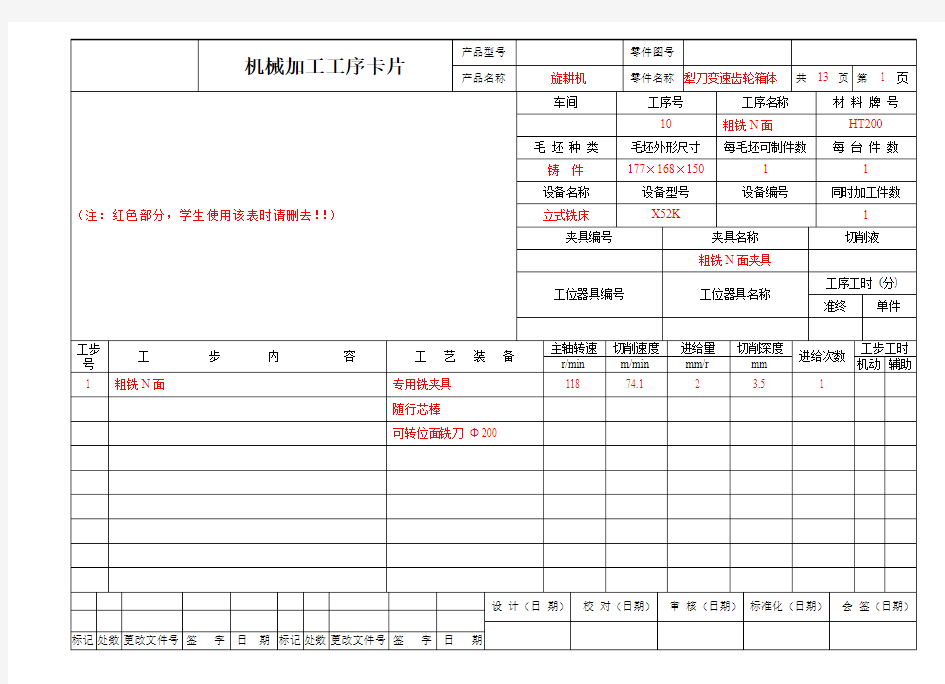
10粗铣N面HT200
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件177×168×15011
设备名称设备型号设备编号同时加工件数立式铣床X52K1夹具编号夹具名称切削液
粗铣N面夹具
工位器具编号工位器具名称
工序工时(分)
准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 粗铣N面专用铣夹具118 74.1
2 3.5 1
随行芯棒
可转位面铣刀Ф200
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
6.3
3.2
15
58+0.74-0
15
54h 13
1
2
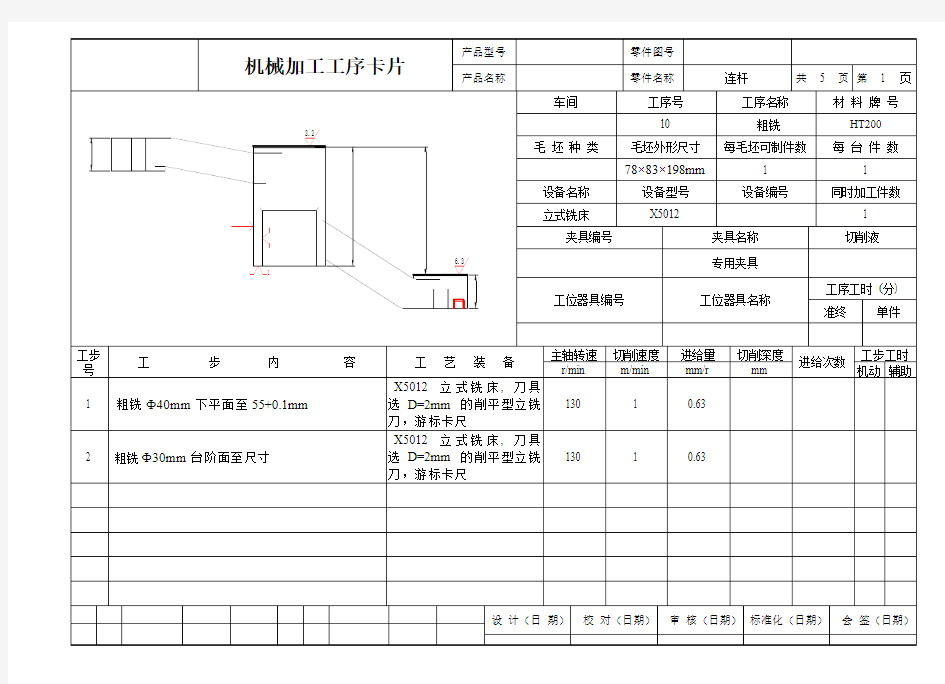
车间 工序号 工序名称 材 料 牌 号
10 粗铣 HT200
毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数
每 台 件 数
78×83×198mm
1 1 设备名称 设备型号 设备编号
同时加工件数
立式铣床
X5012
1 夹具编号 夹具名称 切削液
专用夹具 工位器具编号
工位器具名称
工序工时 (分) 准终 单件
工步号 工 步 内 容
工 艺 装 备
主轴转速 切削速度 进给量 切削深度 进给次数
工步工时 r/min m/min mm/r mm
机动 辅助 1
粗铣Ф40mm 下平面至55+0.1mm
X5012 立式铣床, 刀具
选 D=2mm 的削平型立铣刀,游标卡尺
130
1
0.63
2 粗铣Ф30mm 台阶面至尺寸 X5012 立式铣床, 刀具选 D=2mm 的削平型立铣刀,游标卡尺
130 1 0.63
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
机械加工工序卡片
产品型号 零件图号
产品名称
零件名称
共 5 页 第 2 页
6.3
6.3
15
22
15
54h 13
40
11 0
+0.43
301
2
车间 工序号 工序名称 材 料 牌 号
10 粗铣
HT200
毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数
每 台 件 数
78×83×198mm
1 1 设备名称
设备型号
设备编号
同时加工件数
立式铣床
X5012
1 夹具编号
夹具名称
切削液 专用夹具
工位器具编号
工位器具名称
工序工时 (分) 准终 单件
工步
号 工 步 内 容 工 艺 装 备
主轴转速 切削速度 进给量 切削深度 进给次数
工步工时 r/min m/min mm/r mm
机动 辅助
1 粗铣Ф40及Ф30平台面至54.5mm X501
2 立式铣床, 刀具选 D=mm 的削平型立铣刀,游标卡尺
130 1 0.63 2
粗铣Ф30台阶面至尺寸
130 1 0.63
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
6.3
3.2
15
58+0.74
-0
15
54h 13
1
2
车间 工序号 工序名称 材 料 牌 号 30 精铣
HT200 毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数
每 台 件 数
78×83×198mm
1 1 设备名称
设备型号
设备编号
同时加工件数
立式铣床
X5012
1 夹具编号
夹具名称 切削液
专用夹具
工位器具编号
工位器具名称
工序工时 (分) 准终 单件
工步
号 工 步 内 容 工 艺 装 备
主轴转速 切削速度 进给量 切削深度 进给次数
工步工时 r/min m/min mm/r mm
机动 辅助
1
精铣Ф40平面至尺寸54h13
X5012 立式铣床, 刀具选 D=2mm 的削平型立铣刀,游标卡尺
188
1.5
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
6.3
6.3
22
15
54h 13
40
11 0
+0.43
301
2
车间
工序号 工序名称 材 料 牌 号
40
钻孔
HT200 毛 坯 种 类
毛坯外形尺寸 每毛坯可制件数
每 台 件 数
78×83×198mm
1 1 设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z535
1 夹具编号
夹具名称 切削液
专用夹具
工位器具编号 工位器具名称
工序工时 (分) 准终 单件
工步
号 工 步 内 容
工 艺 装 备
主轴转速 切削速度 进给量 切削深度 进给次数
工步工时 r/min m/min mm/r mm
机动 辅助 1 扩Ф25(H9)使尺寸达到Ф24.8mm 立式Z535 型钻床
D=24.7mm 的锥柄扩孔钻D=25的精铰刀,内径百分表
275 21.3 0.8 2 粗铰孔Ф25(H9)使尺寸达到Ф24.96 200 15 1.2 3
精铰孔Ф25(H9)使尺寸达到尺寸
110 7.8 0.9 4 倒角 300
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
6.3
6.3
15
22
15
54h 13
40
11 0
+0.43
301
2
50 钻孔
HT200 毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数
每 台 件 数
78×83×198mm
1 1 设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z518
1 夹具编号
夹具名称 切削液
专用夹具
工位器具编号
工位器具名称
工序工时 (分) 准终 单件
工步
号 工 步 内 容 工 艺 装 备
主轴转速 切削速度 进给量 切削深度 进给次数
工步工时 r/min m/min mm/r mm
机动 辅助 1 钻 2×Ф8(H7)的小孔使尺寸达到 7.8mm
立式 Z518 型钻床,D=7.8mm ,9.8mm 的
直柄麻花钻,D=8mm ,10mm 的直柄机用铰刀,
D=8mm ,10mm 的精铰刀,专用量具 1000 22 0.3 2
钻Φ10(H7)的内孔使尺寸达到Φ9.8mm 1000 25 0.3 3 粗铰Φ10(H7)内孔使尺寸达到Φ9.96mm 500 12 1.2 4 精铰Φ10(H7)内孔使尺寸达到Φ10(H7)mm
800 20 0.9 5
粗铰 2×Φ8(H7)小孔使尺寸达到Φ7.96mm
450 11 1.2 6 精铰 2×Φ8(H7)小孔使尺寸达到Φ8(H7)
720 18 0.9
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日期
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
设备名称设备型号设备编号同时加工件数
1 夹具编号夹具名称切削液
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日期
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
设备名称设备型号设备编号同时加工件数
1 夹具编号夹具名称切削液
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日期
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日期
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数夹具编号夹具名称切削液
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日期
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日期
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日期
材料牌号HT200 毛坯种类金属型铸件毛坯外形尺寸754×400×186 每毛坯件数 1 每台件数 1 备注 工序号工序名称工序内容车 间 工 段 设备工艺装备 工时 准终单件 01 铸造金属型铸造毛坯 02 回火热处理 03 探伤检验 04 表面喷丸处理 10 粗铣以顶面为粗基准,粗铣箱体结合面X7010 面铣刀、游标卡尺 20 粗铣以箱体结合面为基准,粗铣顶面X7010面铣刀、游标卡尺 30 钻孔结合上下箱体,钻、铰出两个定位孔2-φ12H8组合钻床麻花钻、铰刀、卡尺、塞规40 粗铣以结合面为基准两销定位,粗铣前后端面及凸台组合铣床面铣刀、游标卡尺 50 粗铣以结合面为基准两销定位,粗铣右端面组合铣床面铣刀、游标卡尺 60 半精铣以顶面为基准,半精铣箱体结合面X7010 面铣刀、游标卡尺 70 半精铣以结合面为基准两销定位,半精铣前后端面至图纸要求组合铣床面铣刀、游标卡尺 80 半精铣以结合面为基准两销定位,半精铣右端面至图纸要求组合铣床面铣刀、游标卡尺 90 半精铣以结合面为基准两销定位,半精铣顶面至图纸要求X7010 面铣刀、游标卡尺100 半精铣结合上下箱体,铣结合面凹槽至图纸要求X7010 立铣刀、游标卡尺110 精铣以顶面为基准,精铣箱体结合面至图纸要求X7010 面铣刀、游标卡尺 120 钻顶面孔 以结合面为基准,用心轴穿过φ110,钻14-φ18组装孔;钻顶面 螺纹孔4-M12-6H;钻两肋板中间凸台M20×1.5螺纹孔 组合钻床麻花钻、卡尺、塞规 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期) 标记处数更改文件号签字日期标记处数更改文件号签字日期
机械加工工艺过程卡填写说明 +%)查表得到,不计准备和终结时间; (15) 设备负荷率=(13 x(4)十(251天x8小时x60分x(12); (16) 根据需要填写。 (1)过程卡和工序卡的总页数; (2)当前页页序; (3)按零件图填写; (4)按设计任务书填写,包括了备品率和废品率; (5)按零件图填写; (6)填写“铸件”、“锻件”、“圆钢”、“板钢”等; (7)每毛坯可加工同一零件的数量; (8)工序号,可依自然数连续或不连续编号; (9)工序名称如“钻xx孔”、“粗铣xx面”、“攻xx螺纹” 等; (10)填写设备名称如“立钻”; (11)填写设备型号如“ Z5125A ”; (12)填写该工序所需设备数量; (13)基本时间t m和辅助时间t a之和,也称为操作时间。基本时 间取自工序卡。辅助时间按工序卡所表明的工序操作动作,查各动作的时间定额标准并累加得到(未见占基本时间百分比数据) ; (14)工时定额t t按公式t t= (t m+t a) [1+ ( a+? % ]计算。其中布置工作地时间、休息和生理需要时间按它们占作业时间的百分比
机械加工工序卡填写说明 (1 )、( 3)、(4)、( 5)、(6)、(11)同于对工艺过程卡相应内容的说明; (2)采用的切削液名称,如“水”、“水溶液”、“乳化液”等; (7)工序简图。要求:①主要简图是零件在机床上装夹位置的主视图,应有零件的外形轮廓,与本工序无关的结构要素不表示。②完整表示工序定位基 准、夹压力方向和作用面、夹压方式(机械夹紧、液压夹紧、气动夹紧、电磁夹紧),也可规定夹压位置。③用特粗线条表示出加工面,注明工序尺寸及 公差、加工面的相对位置精度、表面粗糙度等。④表示工序同时装夹零件的数目和排列方式。⑤若绘制简图的位置不够,可另页绘制(该页上保留工序卡表头,其它位置绘简图),顺序在本工序卡片之后,有页码。 (8)若需要专用夹具,填写夹具名称,如“钻夹具”。否则不填; (9)本工序工序内容序号,依自然数连续编号; (10)工序加工内容和主要技术要求。外协序只写工序名称和主要技术要求,如热处理的硬度和变形要求、电镀的镀层厚度。设计或工艺要求加工面配做配钻时,要在配做配钻前该面的最后工序另起一行注明,如“XX孔与XX 件配钻”; (11)填写设备型号如“ Z5125A ”; (12)专用的填写编号,由于没有编号规则,可填写刀辅具名称,并示以“专用”含义,如“成形铳刀”。标准的填写名称、规格,如“锥柄钻头①14.3X 200”、“ 45°车刀”; (13)填写量检具名称,如“孔位检具”、“卡规”等,已有“专用”含义。 标准的填写名称、规格、精度,如“卡尺0~125, 0.02”、“杠杆表0~0.8, 0.01 ”。 (14)、(15)、(16)、(17)切削用量三要素,由分析计算或查表得到。 (18 )工件切削部分的长度; (19 )直接改变加工对象几何状况或材料性质的工艺过程所消耗的时间,用相应加工方法基本时间计算公式计算。切削加工时,不仅与切削长度、走刀次数和切削用量有关,还与切入量、切出量、刀具尺寸等有关。
湖南科技大学机械加工工艺过程卡片产品型号零件图号 产品名称变速箱零件名称变速箱下盖共 3 页第 1 页材料牌号HT200 毛坯种类金属型铸件毛坯外形尺寸754×400×186 每毛坯件数 1 每台件数 1 备注 工序号工序名称工序内容车 间 工 段 设备工艺装备 工时 准终单件 01 铸造金属型铸造毛坯 02 回火热处理 03 探伤检验 04 表面喷丸处理 10 粗铣以顶面为粗基准,粗铣箱体结合面X7010 面铣刀、游标卡尺20 粗铣以箱体结合面为基准,粗铣顶面X7010面铣刀、游标卡尺 30 钻孔结合上下箱体,钻、铰出两个定位孔2-φ12H8组合钻床麻花钻、铰刀、卡尺、塞 规 40 粗铣以结合面为基准两销定位,粗铣前后端面及凸台组合铣床面铣刀、游标卡尺50 粗铣以结合面为基准两销定位,粗铣右端面组合铣床面铣刀、游标卡尺60 半精铣以顶面为基准,半精铣箱体结合面X7010 面铣刀、游标卡尺70 半精铣以结合面为基准两销定位,半精铣前后端面至图纸要求组合铣床面铣刀、游标卡尺80 半精铣以结合面为基准两销定位,半精铣右端面至图纸要求组合铣床面铣刀、游标卡尺90 半精铣以结合面为基准两销定位,半精铣顶面至图纸要求X7010 面铣刀、游标卡尺100 半精铣结合上下箱体,铣结合面凹槽至图纸要求X7010 立铣刀、游标卡尺110 精铣以顶面为基准,精铣箱体结合面至图纸要求X7010 面铣刀、游标卡尺 120 钻顶面孔 以结合面为基准,用心轴穿过φ110,钻14-φ18组装孔;钻顶 面螺纹孔4-M12-6H;钻两肋板中间凸台M20×1.5螺纹孔 组合钻床麻花钻、卡尺、塞规 设计(日校对(日期)审核(日标准化(日会签(日 1 / 26
机械制造技术基础课程设计说明书“135调速器调速杠杆”零件机械加工工艺规程设计 院(系)机械工程学院 专业机械工程及自动化 班级 2010级机械X班 学生姓名张XX 指导老师赵XX 2013 年 6 月 3 日
课程设计任务书 兹发给2010级机械X班班学生张XX 课程设计任务书,内容如下: 1.设计题目:“135调速器调速杠杆”零件机械加工工艺规程设计 2.应完成的项目: (1)原始资料:该零件图样,Q=2000台/年,n=1件/台,每日1班 (2)零件图1张,毛坯图1张; (3)机械加工工艺过程卡片1张; (4)机械加工工序卡片1套; (5)课程设计说明书1份。 3.参考资料以及说明: (1)崇凯.机械制造技术基础课程设计指南[M].北京:化学工业出版社,2010 (2)吕明.机械制造技术基础(第二版)[M].武汉:武汉理工大学出版社,2010 (3)陈宏钧.实用机械加工工艺手册[M].北京:机械工业出版社,2003 (4)符炜.实用切削加工手册[M].长沙:湖南科学技术出版社,2003 4.本设计任务书于2013年6月3日发出,应于2013年6月14日前完成,然后进行答辩。 指导教师签发2013 年 6 月 3 日
课程设计评语: 课程设计总评成绩: 指导教师签字: 年月日
目录 一、零件的工艺分析及生产类型的确定 (6) 二、选择毛坯,确定毛坯尺寸,设计毛坯图 (8) 三、选择加工方法,制定工艺路线 (12) 四、工序设计 (14) 五、确定切削用量及基本时间 (18) 六夹具设计 (32) 七、总结 (34) 八、参考文献 (35)
课程设计与综合训练 说明书 杠杆(CA1340自动车床) 加工工艺及夹具设计 学院名称: 机械工程学院 专 业: 机械设计制造及其自动化 班 级:08机制2Z 姓 名:朱健 学 号:08321220 指导教师姓名: 范真 指导教师职称: 教授 2011年 12 月 JIANGSU TEACHERS UNIVERSITY OF TECHNOLOGY
机械制造技术基础课程设计任务书 题目:杠杆(CA1340自动车床)加工工艺规程及夹具设计 内容:1.零件图 1张 2.毛坯图 1张 3.机械加工工艺过程卡片 1份 4.机械加工工序卡片 1套 5.夹具装配图 1张 6.夹具零件图 1张 7.课程设计说明书 1份
录目 第1章课程设计 (1) 1.1零件分析 (1) 1.1.1、零件的作用 (1) 1.1.2.零件的工艺分析 (2) 1.1.3、尺寸和粗糙度的要求 (2) 1.2毛坯的设计 (2) 1.2.1选择毛坯 (2) 1.2.2确定毛坯尺寸 (3) 1.3选择加工方法,拟定工艺路线……………………………… 31.3.1基面的选择 (3) 1.3.2、粗基准的选择 (3) 1.3.3、精基准的选择 (3) 1.3.4、零件表面加工方法的选择 (3) 1.3.5、制定机械加工工艺路线 (4) 1.4加工设备及刀具、夹具、量具的选择 (6) 1.4.1、根据不同的工序选择不同的机床 (6) 1.4.2、刀具选择 (7) 1.4.3、选择量具 (7) 1.5确定切削用量及基本时间…………………………………… 81.5.1、切削用量确定 (8) 1.5.2、基本时间的确定 (9) 1.6夹具设计 (18) 1.6.1、提出问题 (18)
机械加工工艺过程卡片
中北大学机械加工工序卡片产品型号零(部件)图号 产品名称 195发动 机 零(部件)名称摇臂轴座 共10 页 第1 页 车间工序号工序名材料牌号 机加工 3 粗铣HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 铸件 1 1 设备名称设备型号设备编号同时加工 立式铣床X51 夹具编号夹具名称切削液 专用铣床夹具 工位器具编号工位器具名称 工序工时/s 准终单件 工步号工步容工艺设备主轴转速 /r﹒s-1 切削速度 /m﹒s-1 进给量 /mm﹒r-1 走刀长度 /mm 进给次 数 工步工时/s 机动辅助 1粗铣下底面量具:游标卡尺、粗 糙块 夹具:专用铣夹具 刀具:高速钢错齿三 面刃铣刀 6520.42 3.36 1.5116.2
设计(日期)审核(日 期) 标准化(日期)会签(日期) 标记处 数 更改文件 号 签 字 日 期 标 记 处 数 更改文件 号 签 字 日 期 中北大学机械加工工序卡片产品型号零(部件)图号 产品名称195发动机零(部件)名称摇臂轴座 共10 页 第2页 车间工序号工序名材料牌号 机加工 4 粗铣半精铣HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 铸件 1 1 设备名称设备型号设备编号同时加工 立式铣床X51 夹具编号夹具名称切削液 专用铣床夹具 工位器具编号工位器具名称 工序工时/s 准终单件 工步号工步容工艺设备主轴转速/r ﹒s-1 切削速 度 /m﹒s-1 进给量 /mm﹒r-1 走刀长度 /mm 进给次 数 工步工时/s 机动辅助 1粗铣上底面量具:游标卡尺、粗 糙块 夹具:专用铣夹具 刀具:高速钢三面刃 铣刀 6520.42 3.36 1.0 17.2
07机制3班机械加工工艺过程卡片产品型号零件图号KCSJ-01 产品名称零件名称手柄共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸每毛坯件数 1 每台件数 1 备注年产1万 工序号工序 名称工序内容车间工段设备工艺装备 工时 准终单件 10 模锻毛坯锻加工 20 粗铣端面B 粗铣端面B保证厚度尺寸28 机加工 铣工X52 专用夹具,端铣刀,游标卡尺 30 粗铣端面A 粗铣端面B保证厚度尺寸27 机加工 铣工X52 专用夹具,端铣刀,游标卡尺 40 精铣端面B 精铣端面B保证厚度尺寸26.5 机加工 铣工X52 专用夹具,端铣刀,游标卡尺 50 精铣端面A 精铣端面B保证厚度尺寸26 机加工 铣工X52 专用夹具,端铣刀,游标卡尺 60 粗镗小头孔粗镗小头孔到尺寸φ21.2H11机加工镗工T68 专用夹具,镗刀,游标卡尺 70 粗镗大头孔粗镗大头孔到尺寸φ37H11,保证中心 距128±0.2 机加工镗工 T68 专用夹具,镗刀,游标卡尺 80 粗铣小头槽粗铣小头槽槽宽9H11 机加工铣工X62W 专用夹具,锯片铣刀,游标卡尺 90 精铣小头槽精铣小头槽槽宽9H11 机加工铣工X62W 专用夹具,锯片铣刀,游标卡尺 100 钻大头径向孔钻大头径向孔φ4机加工钻工 Z525 专用夹具,麻花钻,游标卡尺 110 精镗小头孔精镗小头孔至尺寸φ22H9机加工 镗工 T68 专用夹具,镗刀,游标卡尺 120 精镗大头孔精镗大头孔至尺寸φ38H9机加工 镗工 T68 专用夹具,镗刀,游标卡尺 130 倒角倒大小头孔角,去毛刺机加工 钻工 Z525 专用夹具,倒角钻头,游标卡尺 140 终检入库检验零件尺寸 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期) 标记处数 更改 文件号 签字日期标记处数 更改 文件号 签字日期
第一章:零件的分析 1.1、零件的作用 题目给定的零件是CA1340自动车床杠杆,它位于自动车床的自动机构中,与灵活器配合使用,起制动的作用。经查资料得知,此零件用于机床当中,并且还承受着冲击载荷,因此就要求该零件的材料具有足够的刚度和强度同时还要有足够的塑性和韧性。 1.2、零件的工艺分析 分析零件图可知,该杠杆的左,右端面及上下端面精度要求并不太高,其粗糙度在Ra3.2以上,故可用铣削加工。Φ20H7mm的孔的粗糙度为Ra1.6,所以采用钻-扩-粗铰-精铰的工艺过程在钻床上加工。由于端面为平面,可防止钻头钻偏以保证加工精度。该零件除了内孔之外,其他加工表面精度要求均不高,因此以车床和铣床的粗加工就可达到要求。 1.3、尺寸和粗糙度的要求 杠杆共有四组加工表面,它们之间有一定的位置要求,现分述如下:
1、以Φ8H7mm孔为中心的加工表面 这一组加工表面包括:两个Φ8H7mm的孔,粗糙度为Ra1.6;尺寸为26mm且与两个孔Φ8H7mm相垂直的两个平面,尺寸为30mm且与两个孔Φ8H7mm相垂直的两个平面,粗糙度为Ra6.3;还有有一M4的螺纹孔,其孔轴线与Φ8H7mm的孔轴线垂直。其中,主要加工表面为两个Φ8H7mm的孔和尺寸为26mm且与两个孔Φ8H7mm相垂直的两个平面。 2、以Φ20H7mm孔为中心的加工表面 这一组加工表面包括:一个Φ20H7mm的孔及其倒角,粗糙度为Ra1.6;两个与Φ20H7mm 孔垂直的两个平面,粗糙度为Ra3.2;一个中心轴线与Φ20H7mm孔中心轴线平行且相距11.5mm 的圆弧油槽;还有一个与Φ20H7mm的孔轴线成45°的油孔Φ3mm,并锪沉头孔。其中,Φ20H7mm 孔及两端面为主要加工面,并且Φ20H7mm的孔粗糙度为Ra1.6、两平面的粗糙度为Ra3.2。 3、以Φ8H8mm孔为中心的加工表面 这一组加工表面包括:一个Φ8H8mm的孔;以Φ8H8mm的孔轴线为轴线的Φ20mm的圆;M5的螺纹孔的轴线与Φ8H8mm的孔轴线相互垂直;还有一个是与Φ8H8mm的孔轴线相互垂直的下端面,其粗糙度为Ra6.3。其中,下端面为主要加工表面。 4、以M10mm螺纹孔为中心的加工表面 这一组加工表面包括:M10的螺纹孔及与其轴线相互垂直的左右端面,其中左端面的粗糙度为Ra6.3。其中左端面为主要加工表面。 第2章毛坯的设计 2.1、选择毛坯 该零件材料为球墨铸铁QT50-1.5、考虑到零件结构简单,工艺性好,在工作过程中受力不大及没有经常承受交变载荷,因此,应该选用铸件。由于零件的轮廓尺寸不大,重量在12kg 以下,从提高生产率,保证加工精度上考虑,也应选用铸件,从而使零件有较好的力学性能,保证零件的工作可靠。经查《机械制造技术基础课程设计指导书》表2-1和表2-3确定毛坯的公差等级CT7级,尺寸公差为1.2mm。由表2-4可查得加工余量为2.0mm。这从提高生产效 率保证加工精度上考虑也是应该的。 2.2、确定毛坯尺寸 毛坯尺寸只需将零件的尺寸加上所查得的余量值即可
机械加工工艺过程卡片 .
号字期记数号字期 机械加工工序卡片 机械加工工序卡片产品型号零(部件)图号 产品名称前横架零(部件)名称 共1 页 第1 页 车间工序号工序名材料牌号 金工50铣HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 铸件247X54X6711 设备名称设备型号设备编号同时加工 立式铣床X51 夹具编号夹具名称切削液 通用铣夹具 工位器具编号工位器具名称 工序工时/s 准终单件 工步号工步内容工艺设备主轴转速 /r﹒s-1 切削速度 /m﹒s-1 进给量 /mm﹒r-1 走刀长度 /mm 进给次 数 工步工时/s 机动辅助 1粗铣下表面通用夹具 2.080.180.722471436.8120 .
设计(日期)审核(日 期) 标准化(日期)会签(日期) 标记处 数 更改文件 号 签 字 日 期 标 记 处 数 更改文件 号 签 字 日 期 机械加工工序卡片 机械加工工序卡片 产品型号零(部件)图号 产品名称前横架零(部件)名称共页第页 车间工序号工序名材料牌号 金工60 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 铸件247X54X6711 设备名称设备型号设备编号同时加工 摇臂钻床Z3025 夹具编号夹具名称切削液 专用夹具 工位器具编号工位器具名称 工序工时/s 准终单件 工步号工步内容工艺设备主轴转速 /r﹒s-1 切削速度 /m﹒s-1 进给量 /mm﹒r-1 走刀长度 /mm 进给次 数 工步工时/s 机动辅助 1钻孔专用夹具26.70.9050.62218.520 2倒角1X45° .
3攻丝机用丝锥 4.170.157 1.7522122.1620 设计(日期)审核(日 期) 标准化(日期)会签(日期) 标记处 数 更改文件 号 签 字 日 期 标 记 处 数 更改文件 号 签 字 日 期 机械加工工序卡片 产品型号零(部件)图号 产品名称前横架零(部件)名称共页第页 车间工序号工序名材料牌号 金工70 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 铸件247X54X6711 设备名称设备型号设备编号同时加工 摇臂钻床Z3025 夹具编号夹具名称切削液 专用夹具 工位器具编号工位器具名称 工序工时/s 准终单件 工步号工步内容工艺设备主轴转速 /r﹒s-1 切削速度 /m﹒s-1 进给量 /mm﹒r-1 走刀长度 /mm 进给次 数 工步工时/s 机动辅助 1锪平面专用夹具 2.080.1630.8251 3.620 2钻孔专用夹具26.70.9050.6201 2.12520 .
. 资料. .. .
. 资料. .. .
. 资料. .. .
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期 科技大学机械加工工序卡片产品型号零件图号 产品名称变速箱零件名称变速箱下盖共22 页第 1 页 车间工序号工序名称材料牌号 10 粗铣HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 金属型铸件754×400×186 1 1 设备名称设备型号设备编号同时加工件数 双立轴圆工作台铣床X7010 夹具编号夹具名称切削液 工位器具编号工位器具名称工序工时(分) 准终单件 . 资料. .. .
工步号工步容工艺装备 主轴转速切削速度进给量被吃刀量进给 次数 工时/min r/min m/min mm/z mm 机动辅助 1 以顶面为粗基准,粗铣箱体结合面硬质合金面铣刀、游标卡尺125 157 0.24 5.0 1 1.90 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期 科技大学机械加工工序卡片产品型号零件图号 产品名称变速箱零件名称变速箱下盖共22 页第 2 页 车间工序号工序名称材料牌号 20 粗铣HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 金属型铸件754×400×186 1 1 设备名称设备型号设备编号同时加工件数 双立轴圆工作台铣床X7010 夹具编号夹具名称切削液 工位器具编号工位器具名称工序工时(分) 准终单件 . 资料. .. .
工步号工步容工艺装备 主轴转速切削速度进给量被吃刀量进给 次数 工时/min r/min m/min mm/z mm 机动辅助 1 以箱体结合面为基准,粗铣顶面硬质合金面铣刀、游标卡尺125 157 0.24 5 1 1.90 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期 科技大学机械加工工序卡片产品型号零件图号 产品名称变速箱零件名称变速箱下盖共22 页第 3 页 车间工序号工序名称材料牌号 30 钻孔HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 金属型铸件754×400×186 1 1 设备名称设备型号设备编号同时加工件数 组合钻床 夹具编号夹具名称切削液 工位器具编号工位器具名称工序工时(分) 准终单件 . 资料. .. .
包装综合工艺过程卡片 包装综合工艺过程卡片产品名称及型号 第1页 共页 工序号工序名称工序内容生产车间包装材料包装设备工艺设备 时间定额 /min 准终 单 件 1 锻造按活塞铸造工艺进行 2 铣浇冒口在铸造车间进行 3 时效处理按活塞时效工艺进行 4 粗车止口止口:直径φ94.7054 .0 + mm深度10,Ra6.3;倒角 0.5x45°,Ra12.5um C618 型车床 长三爪卡盘,YG8车刀, 毛止口量规 105 5 粗镗销孔销孔直径φ27 05 .0 - mm销孔上母线到止口端面距离为 63.24±0.05mm销孔轴心线与裙部轴心线的对称度不大 于0.2mm 普通车床 YG8专用镗刀,毛销孔 量规,压紧工具,止口 座 168 6 粗车外圆 顶面、环槽 各部分尺寸见工序简图 C720 型多刀半自动 车床 YG毛环槽切刀,环槽到 止口端面距离卡规,环 槽刀夹 86 7 铣直横槽直槽:宽1.5±0.12mm,与裙部轴心线倾斜1°30′±30′ 下端至止口端面距离为4.2mm-8.2mm;横槽:宽3± 0.12mm,弦长74.6±0.4mm 专用铣槽机 止口座,拉紧工具,片 铣刀φ60x1.5mm,片铣 刀φ120-φ135x3mm 106 8 钻油孔Φ3.5mm油孔,8个,去除毛刺,油孔中心必须在环槽中 间 Z12 型台钻 钻油孔夹具,φ3.5mm 钻头 178 9 精车止口, 打中心孔 止口:直径φ95015 .0 +mm,深10,Ra3.2um;倒角2x45°, Ra,1.60um;用φ2.5mm-φ3mm中心钻打中心孔,深度不 大于4.8mm 镗孔机床 车刀,中心钻,光止口 塞规,三爪卡盘 138 10 精车环槽各部分尺寸见工序简图。粗糙度:上下侧面Ra0.80um底 面Ra3.2um;侧面对裙部轴心线的垂直度不大于 0.07/25mm;侧面对裙部轴心线圆跳动不大于0.05mm C620 型车床 YG8光环槽切刀,光环 槽量规 168 11 精车外圆裙部锥度不大于0.04,大端在下,外圆对轴心线的同轴 度不大于φ0.1mm,用锉刀倒各环槽尖角 C111D 型车床 YG8普通车刀,φ100- φ125mm外径千分尺, 靠模 186
法兰盘机械加工工艺规程 陕西国防工业职业技术学院
目录 机械加工工艺过程卡......................................................................................................1 机械加工工序卡...........................................................................................................3 零件图...................................................................................................................20 零件-毛坯合图...........................................................................................................21 夹具总装图...............................................................................................................22 夹具零件图...............................................................................................................23 刀具工作图...............................................................................................................24 量具工作图...............................................................................................................25
机械加工工艺过程卡及 工序卡 集团标准化小组:[VVOPPT-JOPP28-JPPTL98-LOPPNN]
机械加工工艺过程卡填写说明
(1)过程卡和工序卡的总页数; (2)当前页页序; (3)按零件图填写; (4)按设计任务书填写,包括了备品率和废品率; (5)按零件图填写; (6)填写“铸件”、“锻件”、“圆钢”、“板钢”等;(7)每毛坯可加工同一零件的数量; (8)工序号,可依自然数连续或不连续编号; (9)工序名称如“钻××孔”、“粗铣××面”、“攻××螺纹”等; (10)填写设备名称如“立钻”; (11)填写设备型号如“Z5125A”; (12)填写该工序所需设备数量; (13)基本时间t m和辅助时间t a之和,也称为操作时间。基本时间取自工序卡。辅助时间按工序卡所表明的工序操作动作,查各动作的时间定额标准并累加得到(未见占基本时间百分比数据); (14)工时定额t t按公式t t=(t m+t a)[1+(α+β)﹪]计算。其中布置工作地时间、休息和生理需要时间按它们占作业时间的百分比((α+β)﹪)查表得到,不计准备和终结时间; (15)设备负荷率=(13)×(4)÷(251天×8小时×60分×(12)); (16)根据需要填写。
机械加工工序卡填写说明 卡相应内容的说明; (2)采用的切削液名称,如“水”、“水溶液”、“乳化液”等; (7)工序简图。要求:①主要简图是零件在机床上装夹位置的主视图,应有零件的外形轮廓,与本工序无关的结构要素不表示。②完整表示工序定位基准、夹压力方向和作用面、夹压方式(机械夹紧、液压夹紧、气动夹紧、电磁夹紧),也可规定夹压位置。③用特粗线条表示出加工面,注明工序尺寸及公差、加工面的相对位置精度、表面粗糙度等。④表示工序同时装夹零件的数目和排列方式。⑤若绘制简图的位置不够,可另页绘制(该页上保留工序卡表头,其它位置绘简图),顺序在本工序卡片之后,有页码。 (8)若需要专用夹具,填写夹具名称,如“钻夹具”。否则不填; (9)本工序工序内容序号,依自然数连续编号;要技术要求,如热处理的硬度和变形要求、电镀的镀层厚度。设计或工艺要求加工面配做配钻时,要在配做配钻前该面的最后工序另起一行注明,如“××孔与××件配钻”; (11)填写设备型号如“Z5125A”; (12)专用的填写编号,由于没有编号规则,可填写刀辅具名称,并示以“专用”含义,如“成形铣刀”。标准的填写名称、规格,如“锥柄钻头Φ14.3×200”、“45°车刀”; (13)填写量检具名称,如“孔位检具”、“卡规”等,已有“专用”含义。标准的填写名称、规格、精度,如“卡尺 0~125,0.02”、“杠杆表0~0.8,0.01”。 (14)、(15)、(16)、(17)切削用量三要素,由分析计算或查表得到。 (18)工件切削部分的长度; (19)直接改变加工对象几何状况或材料性质的工艺过程所消耗的时间,用相应加工方法基本时间计算公式计算。切削加工时,
Xxxxxxx大学 机械制造技术基础 课程设计 题目:杠杆(二)机械加工工艺规程及粗铣Φ10孔上端面夹具设计 班级: 姓名: 学号: 指导教师: 完成日期:
指导教师评语 成绩: 指导教师 日期
摘要 机械制造基础课程设计是我们学完了大学的机械制造基础课程、技术基础课以及大部分专业课之后进行的。这是我们大学中进行的第二次的课程设计,每次课程设计对毕业设计有着很大的帮助 这次设计的是端盖,有零件图、毛坯图、装配图各一张,机械加工工艺过程卡片和与所设计夹具对应那道工序的工序卡片各一张。首先我们要熟悉零件,题目所给的零件是端盖。了解了端盖的作用,接下来根据零件的性质和零件图上各端面的粗糙度确定毛坯的尺寸和机械加工余量。然后我们再根据定位基准先确定精基准,后确定粗基准,最后拟定端盖的工艺路线图,制定该工件的夹紧方案,画出夹具装配图。
Abstract Machinery manufacturing foundation course design is we learned university machinery manufacturing base course, course and the most specialized technical after. This is our university in the second course design, each course design of graduation design has a lot of help This design is cover, have part drawing, casting chart, each one, mechanical drawings machining process card and with the design fixtures corresponding that procedure process card every one. First we must be familiar with the parts, the title of the parts are cover. Understand the role of the cover, next according to the properties and parts drawing parts on each end of the roughness of blank size and determined mechanical machining allowance. Then we can decide according to the locating datum, pure benchmark crude benchmark, and finally determined after worked out the process, formulate the roadmap cover the workpiece clamping fixture, draw assembly drawings.
机械加工工序卡片产品型号零件图号 产品名称CA1340自动车床零件名称杠杆共 12页第1 页车间工序号工序名称材料牌号 1 铣端面QT45-5 毛坏种类毛坏外形尺寸每毛坯可制件数每台件数铸件124.42×97×34 1 1 设备名称设备型号设备编号同时工件数 万能铣床X61W 1 夹具编号夹具名称切削液 专用铣夹具 工位器具编号工位器具名称 工序工时/分 准终单件 工步号工步内容工艺设备主轴转速 切削速 度 进给量切削深度进给速度 工步工时 (min)r/min m/min mm/齿mm m/min 机动辅助 1 粗铣Φ20H7mm孔的左端面高速钢直齿三面刃圆盘铣刀、 d=125mm 100 39.27 0.1025 3 0.205 0.18 2 半精铣Φ20H7mm孔的左端面高速钢直齿三面刃圆盘铣刀125 49 0.082 1 0.205 0.18 3 精铣Φ20H7mm孔的左端面高速钢直齿三面刃圆盘铣刀125 49 0.066 0.5 0.166 0.22 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期) --
标记处 数 更改文件 号 签 字 日 期 标 记 处 数 更改文件 号 签 字 日期 机械加工工序卡片 产品型号零件图号 产品名称CA1340自动车床零件名称杠杆共 12页第2 页 车间工序号工序名称材料牌号 2 铣端面QT45-5 毛坏种类毛坏外形尺寸每毛坯可制件数每台件数 铸件124.42×97×34 1 1 设备名称设备型号设备编号同时工件数 万能铣床X61W 1 夹具编号夹具名称切削液 专用铣夹具 工位器具编号工位器具名称 工序工时/分 准终单件 工步号工步内容工艺设备主轴转速 切削速 度 进给量切削深度进给速度 工步工时 (min)r/min m/min mm/齿mm m/min 机动辅助 1 粗铣Φ20H7mm孔的右端面高速钢直齿三面刃圆盘铣刀、 d=125mm 100 39.27 0.1025 3 0.205 0.18 2 半精铣Φ20H7mm孔的右端面高速钢直齿三面刃圆盘铣刀125 49 0.082 1 0.205 0.18 3 精铣Φ20H7mm孔的右端面高速钢直齿三面刃圆盘铣刀125 49 0.066 0.5 0.166 0.22 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期) --
工艺过程卡与工序卡
收集于网络,如有侵权请联系管理员删除
收集于网络,如有侵权请联系管理员删除
期)(日期)(日 期)标记处数更改文件号签字日期标记处数更改文件号签字日期 机械加工工序卡片产品型号零(部件)图号 产品名称活塞零(部件)名称活塞 共 12 页 第 1 页 车间工序号工序名材料牌号 1 粗车止口铝合金 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 模锻件Φ105mmx110mm 1 1 设备名称设备型号设备编号同时加工 车床C618 1 夹具编号夹具名称切削液 三爪定心卡盘 工位器具编号工位器具名称 工序工时/s 准终单件 105 工步号工步内容工艺设备主轴转速 /r﹒s-1 切削速度 /m﹒s-1 进给量 /mm﹒r-1 走刀长度 /mm 进给次数 工步工时/s 机动辅助 1 粗车止口,保持尺寸直径φ94.7 054 .0 mm深 度10,Ra6.3 长三爪卡盘,YG8车 刀,毛止口量规 2.0 0.74 0.2 1.7 1 58 2 倒角0.5x45° 6.3 3 手动 收集于网络,如有侵权请联系管理员删除
设计(日 期)审核(日 期) 标准化(日期)会签(日期) 标记处数更改文件号签字日期标记处数更改文件号签字日期 机械加工工序卡片产品型号零(部件)图号 产品名称活塞零(部件)名称活塞 共 12 页 第 2 页 车间工序号工序名材料牌号 2 粗镗销孔铝合金 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 模锻件Φ105mmx110mm 1 1 设备名称设备型号设备编号同时加工 车床 1 夹具编号夹具名称切削液 三爪定心卡盘 工位器具编号工位器具名称 工序工时/s 准终单件 168 工步号工步内容工艺设备主轴转速 /r﹒s-1 切削速度 /m﹒s-1 进给量 /mm﹒r-1 走刀长度 /mm 进给次数 工步工时/s 机动辅助 1 镗孔φ27 05 .0 mm YG8专用镗刀,毛销 孔量规,压紧工 具,止口座 12.7 2.67 0.1 1 1 32 收集于网络,如有侵权请联系管理员删除
1
2
机械加工工艺过程卡填写说明 (1)过程卡和工序卡的总页数; (2)当前页页序; (3)按零件图填写; (4)按设计任务书填写,包括了备品率和废品率; (5)按零件图填写; (6)填写“铸件”、“锻件”、“圆钢”、“板钢”等; (7)每毛坯可加工同一零件的数量; (8)工序号,可依自然数连续或不连续编号; (9)工序名称如“钻××孔”、“粗铣××面”、“攻××螺纹”等; (10)填写设备名称如“立钻”; (11)填写设备型号如“Z5125A”; (12)填写该工序所需设备数量; m a 本时间取自工序卡。辅助时间按工序卡所表明的工序操作动作,查各动作的时间定额标准并累加得到(未见占基本时间百分比数据); (14)工时定额t t按公式t t=(t m+t a)[1+(α+β)﹪]计算。其中布置工作地时间、休息和生理需要时间按它们占作业时间的百分比((α+β)﹪)查表得到,不计准备和终结时间; (15)设备负荷率=(13)×(4)÷(251天×8小时×60分×(12)); (16)根据需要填写。 3
1
2
机械加工工序卡填写说明 (1)、(3)、(4)、(5)、(6)、(11)同于对工艺过程卡相应内容的说明; (2)采用的切削液名称,如“水”、“水溶液”、“乳化液”等; (7)工序简图。要求:①主要简图是零件在机床上装夹位置的主视图,应有零件的外形轮廓,与本工序无关的结构要素不表示。②完整表示工序定位基准、夹压力方向和作用面、夹压方式(机械夹紧、液压夹紧、气动夹紧、电磁夹紧),也可规定夹压位置。③用特粗线条表示出加工面,注明工序尺寸及公差、加工面的相对位置精度、表面粗糙度等。④表示工序同时装夹零件的数目和排列方式。⑤若绘制简图的位置不够,可另页绘制(该页上保留工序卡表头,其它位置绘简图),顺序在本工序卡片之后,有页码。 (8)若需要专用夹具,填写夹具名称,如“钻夹具”。否则不填; (9)本工序工序内容序号,依自然数连续编号; (10)工序加工内容和主要技术要求。外协序只写工序名称和主要技术要求,如热处理的硬度和变形要求、电镀的镀层厚度。设计或工艺要求加工面配做配钻时,要在配做配钻前该面的最后工序另起一行注明,如“××孔与××件配钻”; (11)填写设备型号如“Z5125A”; (12)专用的填写编号,由于没有编号规则,可填写刀辅具名称,并示以“专用”含义,如“成形铣刀”。标准的填写名称、规格,如“锥柄钻头Φ14.3×200”、“45°车刀”; (13)填写量检具名称,如“孔位检具”、“卡规”等,已有“专用”含义。标准的填写名称、规格、精度,如“卡尺0~125,0.02”、“杠杆表0~0.8,0.01”。 (14)、(15)、(16)、(17)切削用量三要素,由分析计算或查表得到。 (18)工件切削部分的长度; (19)直接改变加工对象几何状况或材料性质的工艺过程所消耗的时间,用相应加工方法基本时间计算公式计算。切削加工时,不仅与切削长度、走刀次数和切削用量有关,还与切入量、切出量、刀具尺寸等有关。 3
机械加工工艺过程卡片 机械加工工艺过程卡片 产品型号 零(部件)图号 产品名称 活塞 零(部件)名称 活塞 共2 页 第 1 页 材料牌号 铝合金 毛坯种类 模锻件 毛坯外形尺寸 Φ105mmx110mm 每毛坯可制件数 1 每台件数 1 备注 工序号 工序名称 工序内容 车间 工段 设备 工艺设备 工时/s 准终 单件 1 锻造 按活塞铸造工艺进行 2 铣浇冒口 在铸造车间进行 3 时效处理 按活塞时效工艺进行 4 粗车止口 止口:直径φ94.7054 .00 + mm 深度10,Ra6.3;倒角0.5x45°,Ra12.5um C618 型车床 长三爪卡盘,YG8车刀, 毛止口量规 105 5 粗镗销孔 销孔直径φ2705.0-mm 销孔上母线到止口端面距离为63.24±0.05mm 销孔轴心线与裙部轴心线的对称度不大于0.2mm 普通车床 YG8专用镗刀,毛销孔量规,压紧工具,止口 座 168 6 粗车外圆顶面、环槽 各部分尺寸见工序简图 C720 型多刀半自 动车床 YG 毛环槽切刀,环槽到止口端面距离卡规,环 槽刀夹 86 7 铣直横槽 直槽:宽1.5±0.12mm,与裙部轴心线倾斜1°30′±30′下端至止口端面距离为4.2mm-8.2mm ;横槽:宽3±0.12mm ,弦长74.6±0.4mm 专用铣槽机 止口座,拉紧工具,片铣刀φ60x1.5mm ,片铣刀φ120-φ135x3mm 106 8 钻油孔 Φ3.5mm 油孔,8个,去除毛刺,油孔中心必须在环槽中间 Z12 型台钻 钻油孔夹具,φ3.5mm 钻头 178 9 精车止口,打中心孔 止口:直径φ95015 .00 +mm ,深10,Ra3.2um ;倒角2x45°,Ra,1.60um ;用 φ2.5mm-φ3mm 中心钻打中心孔,深度不大于4.8mm 镗孔机床 车刀,中心钻,光止口塞规,三爪卡盘 138 10 精车环槽 各部分尺寸见工序简图。粗糙度:上下侧面Ra0.80um 底面Ra3.2um ;侧面对裙部轴心线的垂直度不大于0.07/25mm ;侧面对裙部轴心线圆跳动不大于0.05mm C620 型车床 YG8光环槽切刀,光环 槽量规 168 11 精车外圆 裙部锥度不大于0.04,大端在下,外圆对轴心线的同轴度不大于φ0.1mm ,用锉刀倒各环槽尖角 C111D 型车床 YG8普通车刀,φ100-φ125mm 外径千分尺, 靠模 186