T-910可编程控制器
使用说明
注意!
操作前请认真阅读本手册!
安装配线前请断开输入电源!
通电前请确认配线是否正确!
请勿在易燃易爆环境中操作!
请在规定的电压范围内操作!
声明
1.本手册内容如有更改,恕不另行通知。
2.如果您发现本手册中有错误或疑问,请与我们联系。
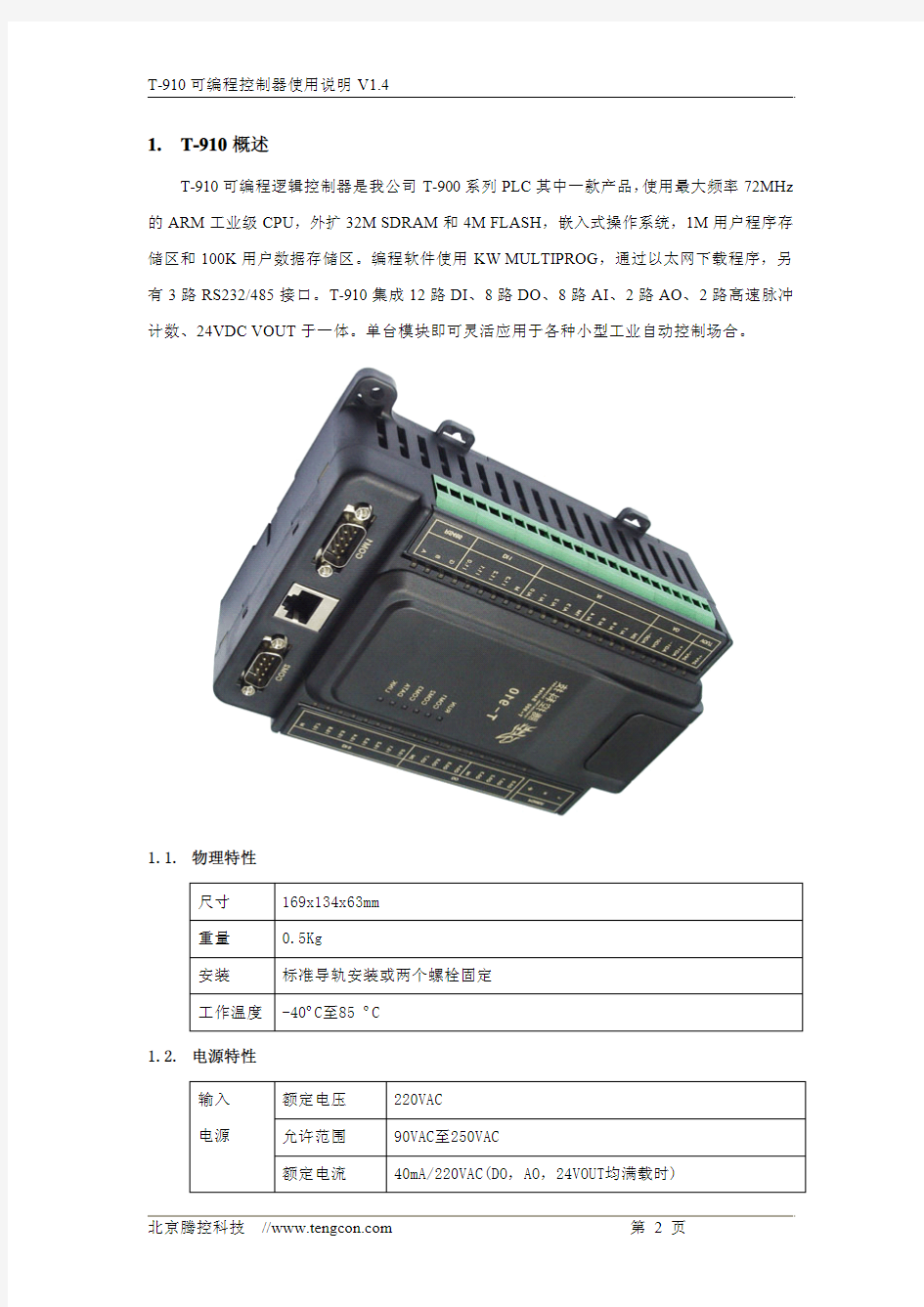
1.T-910概述
T-910可编程逻辑控制器是我公司T-900系列PLC 其中一款产品,使用最大频率72MHz 的ARM 工业级CPU ,外扩32M SDRAM 和4M FLASH ,嵌入式操作系统,1M 用户程序存储区和100K 用户数据存储区。编程软件使用KW MULTIPROG ,通过以太网下载程序,另有3路RS232/485接口。T-910集成12路DI 、8路DO 、8路AI 、2路AO 、2路高速脉冲计数、24VDC VOUT
于一体。单台模块即可灵活应用于各种小型工业自动控制场合。
1.1.物理特性
尺寸169x134x63mm 重量0.5Kg
安装标准导轨安装或两个螺栓固定工作温度
-40oC至85oC
1.2.电源特性
输入电源
额定电压220VAC 允许范围90VAC至250VAC
额定电流
40mA/220VAC(DO,AO,24VOUT均满载时)
23mA/220VAC(DO,AO均满载,24VOUT空载时)
14mA/220VAC(DO,AO,24VOUT均空载时)
接线端子POWER(L N)
隔离输出电源额定电压24VDC
额定电流0.2A
输出内阻约20欧
接线端子
VOUT(24V+、24V-)
1.3.通信系统
以太网1路RJ45接口10M/100M,程序下载口。MODBUS/TCP
启动时8位DIP开关=0(全ON),按固定IP设置192.168.1.99
否则按保持寄存器内的IP配置。
RS2321路COM0:专用线,上电打印启动信息,启动后为MODBUS/RTU
Slave,固定波特率38400,1,8,N,地址为1,内部测试用RS232/4853路COM2/DB9接口为232直连线,COM1/DB9接口(2脚B、3脚A)
和COM3(端子A、B)为485;MODBUS/RTU Master Slave
出厂默认:19200,1,8,E,地址为1
DIP开关8位8位对应0-255用途保留
停止开关2位置运行/停止(停止状态仅PLC程序不运行)
通讯指示灯6个RUN运行灯(闪)、COM1COM2COM3串口通讯指示(通讯时闪)、LINK以太网连接指示、DATA以太网通讯指示
1.4.存储器特性
用户程序存储器1M BYTE
用户数据存储器100K BYTE
后备电池数据存储区1K BYTE
数据后备时间1年
1.5.常规特性
CPU频率48M最大72M
最小指令循环时间4ms
整型、位指令1至4us
浮点加减乘除约40us
1ms定时器总数不限
时钟内部时钟后备电池
1.6.I/O特性
类型点数说明
本机数字量输入12光耦隔离输入,其中2路与脉冲计数共用硬件本机数字量输出8继电器输出
本机模拟量输入80-20mA或0-5V输入
本机模拟量输出20-20mA或0-10V输出
本机高速脉冲计数2单/1两相100KHz脉冲计数,2路单相或1路两相
I/O状态指示灯44个部分未用
输入映象区256BYTE数字量512/模拟量192BYTE
输出映象区256BYTE数字量512/模拟量192BYTE
2.I/O参数
2.1.高速脉冲计数
输入电压大小影响最大计数频率,与额定电压的差越高,最大计数频率越小。
输入方式光耦隔离(双向导通光耦)
功能配置单相高速计数两相编码器
输入点数21
输入端子DI1(I1.2~I1.3,M)
额定电压额定12VDC(5V-24V)电压>20V或<6V计数频率可能达不到100KHz
ON电压5VDC到30VDC,-30VDC到-5VDC
OFF电压-3VDC到3VDC
额定电流 1.5mA
ON电流0.8mA到6mA,-6mA到-0.8mA OFF电流-0.4mA到0.4mA
计数频率100KHz(额定电压12VDC)
脉冲宽度≥5us
计数值32位累加计数值和可设置闸门
时间内的32位频率值。32位累加计数值、可设置闸门时间内的32位频率值、一个正反方向位
2.2.数字量输入参数
数字量输入为无源输入,可使用PLC内部隔离输出的24VDC。
输入方式光耦隔离(双向导通光耦)
功能配置第一组第二组
输入点数82/4(2路高速计数可配置为DI)输入端子DI0(I0.0~I0.7,M)DI1(I1.0~I1.3与M)
额定电压24VDC12VDC
ON电压11VDC到48VDC,-48VDC到-11VDC5VDC到30VDC,-30VDC到-5VDC
OFF电压-6VDC到6VDC-3VDC到3VDC
输入电阻约20KΩ约4KΩ
工作电流约1.1mA(24VDC)约2.5mA(12VDC)
输入指示对应端子LED指示灯,有输入时指示灯亮
脉冲宽度≥30ms(10ms定时查询,状态变化连续2次一致认为输入改变)
2.3.数字量输出参数
数字量输出为继电器常开触点输出,继电器的触点是直接连接到输出端子的。
输出方式继电器
输出点数8
输出端子DO(Q0.0~Q0.3,1M;Q0.4~Q0.7,2M)
阻性负载5A/220VAC5A/30VDC
输出指示对应端子LED指示灯,继电器合时灯亮
响应时间≤20ms
机械寿命额定200万次
2.4.模拟量输入参数
模拟量输入8路每路都可通过硬件(跳线帽插上为电流方式)配置为电流/电压方式输入,采用16位ADC芯片,CPU定时10ms采样一次。
输入类型电流0-20mA电压0-5V
输入配置硬件配置输入为电流/电压方式(内部跳线插上为电流方式)
输入点数8
输入端子AI(AI0~AI3,1M;AI4~AI7,2M)
输入阻抗约250Ω约200KΩ
输入指示对应端子LED指示灯,输入大于低限值(可设置)时对应指示灯亮
分辨率16位
数据范围0-20000
转换周期10ms
2.5.模拟量输出参数
模拟量输出2路每路都可通过软件配置为0-20mA电流或0-10V电压输出,采用12位DAC 芯片,电压输出相当于约180Ω内阻的电压源,电流输出相当于约25KΩ内阻的电流源。
输出类型电流0-20mA电压0-10V
输出配置软件配置(修改保持寄存器)为电流/电压方式
输出点数2
输出端子AO(AO0+,AO0-;AO1+,AO1-)
负载负载R≤500Ω,输出内阻约25KΩ,
负载电流=设定值*25K/(R+25K)负载R≥10kΩ,输出内阻约180Ω负载电压=设定值*R/(R+180)
输出指示对应端子LED指示灯,输出大于低限值(可设置)时对应指示灯亮分辨率12位
数据范围0-20000
转换周期10ms
3.寄存器配置及映射
3.1.输入映射%IB256个
PLC地址%IB0-6364-191192-255
Modbus地址10001-1051230001-3006440011-40042
说明512个DI64个16位AI32个保持寄存器3.2.输出映射%QB256个
PLC地址%QB0-6364-127128-255
Modbus地址00001-0051240043-40074保留
说明512个DO32个保持寄存器保留
3.3.中间变量映射%MB40000个
PLC地址%MB 3.00000-3.39999
Modbus地址410001-430000
3.4.数字量输出定义
功能码:01/05,共65535个
Modbus地址PLC地址内容说明
00001-8%QX0.0-0.7本机8路数字量输出
00009-512%QX1.0-63.7保留
00009-65535未用保留
3.5.数字量输入定义
功能码:02,共65535个
Modbus地址PLC地址内容说明
10001-12%IX0.0-1.3本机12路数字量输入
10013-512%IX1.4-63.7保留
10013-65535未用保留
3.6.输入寄存器定义
功能码:04,共65535个
Modbus地址PLC地址内容说明
30001-8%IW64-66---78本机8路模拟量输入满量程20000
30009-64%IW80-82---190保留
30065-65535未用保留
3.7.保持寄存器定义
功能码:03/06,共65535个
Modbus地址PLC地址内容说明
40001-2未用默认0x55aa请勿修改!
40003未用版本号
40004-10未用实时时钟年月日时分秒星期40011-42共32个连续的16位数据64BYTE映射到%IB192~%IB255 40011-12%ID192第1路单相脉冲32位计数值低16位/高16位40013-14%ID196第2路单相脉冲32位计数值低16位/高16位40015-16%ID200两相脉冲32位计数值低16位/高16位
40017%IW204两相脉冲计数方向
(计数类型为两相时有效)第1路相位超前第2路90度时=1
40018%IW206保留
40019-20%ID208第1路脉冲闸门时间32位频率低16位/高16位40021-22%ID212第2路脉冲闸门时间32位频率低16位/高16位40023-24%ID216两相脉冲闸门时间32位频率低16位/高16位40025%IW220DIP开关输入值=DIP开关的值40026%IW222运行/停止状态=1运行/=2停止40027%IW224串口1MODBUS从地址默认为1 40028%IW226串口2MODBUS从地址默认为1 40029%IW228串口3MODBUS从地址默认为1
40030-42%IW230-254保留(13个)
40043-74共32个连续的16位数据64BYTE映射到%QB64~%QB127 40043%QW64第1路模拟量输出输出值满量程20000 40044%QW66第2路模拟量输出输出值满量程20000
40045%QW68第1路模拟量输出类型配置=1电压/=0电流
默认0电流输出40046%QW70第2路模拟量输出类型配置=1电压/=0电流
默认0电流输出
40047%QW72高速脉冲计数类型配置1单相/2两相/0DI
默认1DI功能40048%QW74第1路脉冲计数闸门时间单位10ms默认100 40049%QW76第2路脉冲计数闸门时间单位10ms默认100 40050-52%QW78-80-8244个I/O指示灯状态=1亮
40053%QW84模拟量输出指示灯亮低限值默认2000 40054%QW86模拟量输入指示灯亮低限值默认2000
40055-74%QW88-90--126保留(20个)
40075-80未用保留(6个)
40081~84未用IP地址(4个)默认192.168.1.99 40085~88未用子网掩码(4个)默认255.255.255.0 40089~92未用广播地址(4个)默认192.168.1.255 40093~96未用网关地址(4个)默认192.168.1.254 40097~99未用保留
40100未用串口RS485收发延时相关默认=8
40101未用保留
40102-104未用串口1/2/3波特率设置见波特率设置表
默认0xd007 40105~112未用第1至8路模拟量输入系数出厂校准约20000 40113~114未用第1至2路模拟量输出系数出厂校准约20000 40115-9999未用保留
410001-430000%MW3.00000-
%MW3.39998
中间变量区40000BYTE
3.8.波特率设置表:
波特率
设定值
奇校验偶校验无校验
十六进制十进制十六进制十进制十六进制十进制
300900136865D0015324910014097 600900236866D0025325010024098 1200900336867D0035325110034099 2400900436868D0045325210044100 4800900536869D0055325310054101 9600900636870D0065325410064102
19200900736871D0075325510074103
38400900836872D0085325610084104
57600900936873D0095325710094105
115200900A36874D00A53258100A4106
4.软件使用说明
4.1.软件安装
1.安装PLC编程软件:SETUP.exe(默认目录安装)
2.安装NET Framework2.0.exe
3.安装T-900系列驱动:eCLR21.exe(默认目录安装)
4.安装t910driver setup.msi驱动补丁包(默认目录安装)
4.2.编程时物理硬件配置
1.PLC类型:eCLR/ARM_LE_GCC3
2.打开模板工程开始编程
3.在程序安装目录下(C:\KW-Software\MULTIPROG Express\PLC\FW_LIB)有系统
功能块固件包,在编程环境中可以增加自己所需要的功能包进行编程应用。
5.尺寸及端子接线5.1.外形主要尺寸图
5.2.数字量输入接线
5.3.数字量输出接线
5.4.模拟量输入接线
5.5.模拟量输出接线
6.联系方式
地址:北京市海淀区紫竹院路广源闸5号广源大厦312(紫竹桥东北角)电话:86-10-68703790687037916872671068486003
传真:86-10-6872-6710-214
网址://https://www.doczj.com/doc/ad2745084.html,
本说明书修改日期:2010.06.17
FL 沸腾干燥制粒机 中国驰名品牌 使 用 说 明 书 中美合资常州健达干燥设备有限公司 厂址:江苏省常州市东青开发区
目录 一、技术参数 (3) 二、用途 (4) 三、工作原理及特点 (4) 四、安装场地选择 (5) 五、安装工作 (5) 六、操作 (6) 七、维护和检修 (9) 八、常见故障及处理 (11) 九、易损件目录 (12)
(中美合资)常州健达干燥设备有限公司 一、技术参数 项目单位 型号 35153060120200300500原理容器容量L12224510022042067010001500直径mm30040055070010001200140016001800生产能力最小kg 1.5410153080100150250最大kg 4.56204590160300450750 风机风量m 3 /h100012001400180030004500600070008000 风压mmH2O375375480480950950950950950 功率kw34 5.57.51118.5223045 蒸汽消耗量kg/h15234270141211282366451 蒸汽压力MPa0.1-0.4 作业时间min随物料特性而定 45-90 物料收得率%≥99 噪声dB(A)≤75(风机与主机隔离安装) 主机外形尺寸m 1.0 × 0.55 × 1.2 × 0.6 × 1.25 × 0.75 1.6 × 0.9 × 1.85 × 1.25 2.2× 1.65 × 2.34× 1.7 × 2.8 × 1.9 ×3×2.25 × 1.8 2.1×2.1 2.3×3 3.3 3.8 3.8 4.2 3
制粒机操作规程本页仅作为文档页封面,使用时可以删除 This document is for reference only-rar21year.March
制粒机操作规程 一、开机前准备 1、开启调质器管道的疏水阀闸门,排冷凝水1分钟左右,然后关闭疏水阀。 2、检查制粒机各部位紧固件是否安全可靠,特别是压制室内各紧固件有无松动、检查模、辊的间隙是否调整适当。 3、按照润滑图加注润滑油脂,压辊内的润滑油脂应在开机前加注。 二、操作步骤 1、启动设备 、先启动吸风系统,依次开启风机、闭风器,打开制粒机排料门,启动制粒机主电机。 、待制粒机主电机电流平稳后,再启动调质器及喂料器绞龙电机,并将喂料转速调至最低转速。 2、打开下料门,并同时打开进气阀门,稍调节喂料电机转速,待压制出粒后,关上排料门,并检查接料板上成形粒料的外观质量是否符合工艺要求。 3、待压制成形的粒料外观质量符合工艺要求后,将喂料器电机转速调至与蒸汽加入量相一致,调整切刀位置,使颗粒长度符合工艺要求。 4、关闭设备 、关闭下料门,将喂料绞龙转速调至最低,逐渐关闭蒸汽进汽阀门;待调质器内物料排空后,关闭调质器电源。
、从观察门中喂入适量油性饲料,将环模中原有物料挤压出并使油性饲料全部填满环模孔、关闭制粒机主电机电源。 三、操作注意事项 1、进入制粒机的粉料中不得有石块、铁杂、麻线等异物。 2、开机时应先开主电机,关机时要先关喂料器电机。 3、关主电机前必须先喂入油性饲料,防止环模堵塞。 4、制粒机工作时严禁打开压制室门盖,以免造成人身伤亡事故。 5、为保证产品质量,提高生产效率,在设备运转正常后,应随时观察主机电流,及时按电流波动情况调整喂料量及蒸汽进汽量。 四、关机后整理 1、环模静止后,打开门盖,清除制粒室内积料。 2、清扫作业现场,对制粒设备进行清理,工具应定置存放整齐。 3、认真填写制粒作业记录并作好交接班工作。 五、维护、保养 1、时刻保持设备的外部清洁卫生,清除积尘粉料及油污。 2、开机前检查压制室内各螺栓、螺钉和切刀有无松动现象;检查模辊间隙,并合理调整,保证二辊间隙一致。 3、每工作4小时,向每只压辊轴承加注油脂,每8~10小时向主轴轴承加注油脂。 4、电工应经常检查和校验控制箱上的电流表精度,发现异常情况及时送计量检验单位校准。
气缸直行程控制阀 使用说明书 成都欧浦特控制阀门有限公司 ChengDu OPTIMUX Control Valves Co.,Ltd
一、 概述 OPGL 气缸直行程控制阀是成都欧浦特控制阀门有限公司引进美国先进技术,集多年成功的专业制造经验而生产的产品。该系列控制阀采用高刚性、大推力的气缸式执行机构,气源压力可达1.0MPa,气缸强大的推力可克服很高的介质流体压力。(OPGL 电动控制阀所配用的电动执行机构,根据用户要求确定)。自动对中心无螺纹连接卡入式阀座,使维修工作轻而易举,简单快捷。粗壮的阀杆及与其一体式的阀芯,能够承受高压差而阀芯不致脱落。另外它还综合了传统的单座控制阀、双座控制阀和笼式控制阀的优点,泄漏量小、稳定性好、允许压差高,使OPGL 气缸直行程控制阀充分显示出其独有的特点,它代表了国际九十年代末控制阀最先进的主流,我们相信广大客户在使用OPGL 气缸直行程控制阀时很快会发现其越来越多的优点。 在安装使用和维护OPGL气缸直行程控制阀前阅读本说明书将会给你很大的帮助。安装、操作或维修阀门时,使用和维修人员一定要充分地阅读安装说明,了解它的结构特点和拆装方法步骤,才能保证其安全运行。 OPGL 电动控制阀的用户请阅读本说明书和相应配套的电动执行机构的说明书。 OPGL 气缸直行程控制阀国内独家生产,具有国家发明专利的高科技产品。 二、 结构特点 1、OPGL 气缸直行程控制阀技术先进,性能卓越。具有调节、切断、切断压差大、泄漏量小等全部功能,特别适用于允许泄漏量小、而阀前后压差较大的自控系统,可同时替代薄膜式单座阀、双座阀及笼式阀。 2、标准化、模块化设计,库存备件少、维修更方便。 3、带弹簧的双作用气缸式执行机构,材质为压铸铝合金,体积小、重量轻,配双作用阀门定位器,动作灵敏、定位精度高,活塞的上部和下部同时接受纯净的压缩空气,气缸内部免受腐蚀。气源压力最高可达1.0MPa,推力大、行程速度快、使用寿命长。气源故障时弹簧可使阀门自动关闭或打开,保证了系统的安全。特殊设计的气缸卡环结构可使气关、气开方式在现场很方便地更换。同时具备了单作用执行机构和双作用执行机构的功能和优点。 4、自动调准中心插入式无螺纹连接阀座,通过阀盖和阀笼固定在阀体内,易于拆出、维修方便,控制阀可以在线检修,阀芯阀座密封面的优化设计和超精加工无需研磨就可以达到极小的泄漏量。 5、阀芯和阀杆为一体式,阀杆较传统类型阀杆粗3~4倍,可承受高压差并消除了阀芯脱落、阀杆弯曲断裂的事故隐患。 6、双顶式导向结构,阀芯与阀笼无接触,彻底消除了阀笼导向所引起的阀芯擦伤、阀笼卡死等阀门应用问题。 7、阀笼有多种设计:分别用于一般工况和高温高压差的严酷工况。如:消除气蚀型、降噪型,保护阀芯和阀体免受气蚀的损坏,大幅度降低噪音。 8、维修简单、快捷、经济,阀体不必从管线上拆下来,只需拧下阀盖法兰上的螺母,阀盖、阀芯、阀座零件就可很方便的依次取出检查,反之亦然。
第一章操作安全须知 1.开机前检查是否有漏电等不安全隐患。 2.锯床运转时严禁开启两侧锯轮防护罩。 3.绝对不允许用手触摸运转中的带锯条。 4.严禁在带锯条运转的下方触摸工件。 5.折叠拆取带锯条要戴防护眼镜,手套。 6. 更换带锯条一定要将机器的电源切断。 第二章双金属带锯条简介 双金属带锯条是采用高性能高速钢齿部材料和优质弹簧钢带体材料,通过电子束真空焊接和特殊工艺加工制造而成。锯齿具有良好的红硬性,可切割各类黑色金属和有色金属,是一种节省原材料和降低能源消耗的新型锯削工具。
图一 如图一所示:齿尖刃部硬质材料高度仅1.2mm。 最常见的锯齿分齿为斜向分齿
图二 锯齿横向分齿,一个向左,一个向右,一个不分。 第三章双金属带锯条简要使用说明 为了达到最佳切削性能,锯齿的大小及切削刃形状的选择十分重要。要求所选齿形、齿距应与被锯切工件相匹配,实心材料选用有前倾角的带锯条;厚度在8毫米以下的型材、管材选用零度角的锯条(推荐选用PRO梯形齿);锯切实心铝材及不锈钢使用有前倾角的带锯条。 一.带锯条的安装 1.双金属带锯条带体柔软不易断裂,安装锯条后必须检查锯条的张紧度,若锯条张不紧易产生锯斜。检查方法:当导向支架调整锁紧后,将大拇指放到两支架内侧锯条的中间部位,用力推动锯条,锯条有一定的弹力就可以了。(双金属带锯条的最佳张力值在300N/mm2左右)
2.锯条安装完毕,开机观察锯条背部与锯轮边缘的间隙,最佳间隙为1mm左右为宜,锯条背部如磨擦到锯轮边缘会严重损坏锯条。 二.新锯条的磨合 1.新锯条使用必须进行磨合,这关系到锯条的使用寿命。未经磨合的锯条使用寿命达不到锯条正常使用寿命的一半。 2.第一刀要慢慢进给,切入材料20mm后,无异常状况后逐渐调整至正常切削率的50%左右,再逐步进入正常的锯切状态。(锯切速度请参照本书第16页《锯切参数选择》) 三.带锯条的巧用 充分磨合好的锯条,锯切面积达到4-5m2后,应逐渐递减进给量,这样能够延长锯条的使用寿命,还能增加切断面积呢。 四.带锯条的保护 锯带安装完,点动开关使锯带慢慢转动,观察锯带齿尖是否有擦伤及其它异常的摩擦。
XIELI GZ4230 数控带锯床电脑控制系统 用户手册 浙江协力机械工具有限公司
GZ4230 全自动数控带锯床 一、机床的主要用途 “协力”牌GZ4230卧式数控带锯床经我公司多年来的研发,集国内外同类产品之精华,结构合理,技术性能稳定,操作方便,主要用于大型钢铁集团、石油管道、水电机械、重型锻造、模具钢板等大型材料的锯切加工,具有锯口窄,省料节能、锯削精度高,生产效率高优点。本机通过锯条线速的无级变速,锯条线速度的自由变换特别适用于锯切大型材料的功效,节省锯条的使用成本。 二、机床的主要特征 1、人机界面取代传统控制面板模式,锯切参数数字设定,PLC可 编程控制器,灵活设定、转变锯切模式。 2、机床设置参数完成后, 通过机械、电气、液压,具有自动夹 紧、自动进刀、切割完毕自动快速上升(即退刀),自动送料 的功能,无需人工操作。 3、机床的切削进给,在给定的范围内,可进行无级调速。 4、工作进给采用液压送料,送料定位采用光栅尺控制,定位误差< 5、锯架的上升与下降运动采用镀硬铬圆柱,精度高。 6、锯带的线速度无级调速。
三、机床的主要技术参数 四、机床使用的主要配件说明 1、PLC可编程控制器采用世界名牌台达产品,性能稳定可靠。 2、主传动采用蜗轮减速机,由诸暨蜗轮箱厂生产,十多年来一直为锯床厂家配套。 3、液压件采用台湾朝田或上海朝田公司产品,该产品动作性能可靠,挤污染力强,价格性能较高。 4、电器元件选用西门子及德力西正泰等名牌产品。 5、锯条选用规格34××4210可根据材料选择齿型。 6、液压油的选用:石油基油——相当于ISO VG46的油液。工作油温范围:-17~70度,推荐用户使用海联46号抗磨液压油。 人机界面概述 本人机界面为目前世界先进的人机对话平台,具有操作简单,界面友好,外观美观,高速响应等优点。配合可编程逻辑控制器(PLC),光栅尺为您提供目前国内最先进的金属带锯床自动化控制系统。 一、启始画面
风量调节阀CVD 安装指导手册
风量调节阀CVD安装指导手册 1.CVD风量调节阀简介 CVD型风量调节阀是妥思公司为中国市场推出的空调通风系统中风量调节和压力控制的阀门。 CVD型调节阀为用户提供方形和圆形阀门,可选配手动机构、电动弹簧复位、电动双位、电动连续调节执行器等,形式多样能满足用户不同要求。 CVD型风量调节阀根据用户要求,叶片可做成平行叶片、对开叶片形式。圆形阀门也可做成碟阀。 (1)手动风量调节阀示意图 (2)电动风量调节阀示意图
2. 风量调节阀安装指导说明 风量调节阀的选用与安装依据下列国家规范与标准以及建筑标准设计图集执行《采暖通风与空气调设计规范》GB50019-2003 《通风与空调工程施工质量验收规范》GB50423-2002 《洁净室施工及验收规范》JGJ71-90 《风量调节阀》JB/77228-94 《通风管道技术规程》JGJ141-2004 《薄钢板法兰风管制作及安装》07K133 《风管支吊架》03K132 《管道与设备保温》98R418 《管道与设备保冷》98R419
风量调节阀安装,依据国家建筑标准设计图集07K120《风阀选用与安装》进行。说明如下: 1.运到施工现场的风阀产品,安装单位应报监理验收,根据装箱清单开箱查验合格证、检测报告和安装指导说明文件等,逐个校验产品的型号、规格、材质、标识及控制方式是否符合设计文件的规定,并应做好记录和各方签字确认。 2.风阀在就位安装之前应逐个检测其结构是否牢固、严密,进行开关操作试验,检查是否灵活可靠;对电动风阀要逐个通电试验并检测,做好试验记录。3.风阀就位前必须检查其适用范围、安装位置、气流方向和操作面是否正确。4.风阀的开闭方向、开启角度应在可视面有准确的标识。 5.安装在高处的风阀,其手动操纵装置宜距露面或操作平台1.5-1.8m。 6.风阀的操作面距墙、顶和其他设备、管道的有效距离不得小于200mm,且风阀不应安装于结构层或孔洞内。阀周边缝宽度宜大于150mm。 7.检查连接风管预留的法兰尺寸、配钻孔径与孔距、法兰面的平整度和平行度、垫片材质和厚度、非金属风管的连接方式等是否符合要求。 8.检查支、吊架位置及做法是否符合规范或设计文件要求。单件风阀重量大于50kg的应设单独的支、吊架;电动风阀一般宜设单独支、吊架;用于软质非金属风管系统的风阀一般也宜设单独支、吊架。 9.用于洁净通风系统的风阀安装前必须按要求清洁阀体内表面,达到相应的洁净标准后封闭两端,封装板在就位后方可去除。擦洗净化空调系统风阀内表面应采用不掉纤维的材料,擦洗干净后的风阀不得在没有做好墙面、地面、门窗的房间内存放,临时存放场所必须保持清洁。 10. 输送介质温度超过80℃的风阀,除按设计要求做好保温隔热外,还应仔细核 对伸缩补偿措施和防护措施。 11. 设于净化系统中效过滤器后的调节风阀叶片轴如有外露,则应对其与阀间的缝隙进行密封处理,确保不泄露。 12. 连接风阀与风管法兰、薄钢板法兰或无法兰连接的紧固件均应采用镀锌件。除镀锌板材料的风阀外,不锈钢、铝合金材料的风阀连接件均应同材质,且其支、吊架如是钢质,还应采用厚度不小于60mm的防腐木垫或5mm橡胶板垫,使之与阀体绝缘。 13. 法兰垫片厚度设计无规定时,一般不小于3mm;垫片不应凸入阀内,不宜突出法兰外,净化系统的法兰垫片应选用弹性好、不透气、不产尘的材料,如橡胶板或硅胶板等,严禁采用泡沫塑料、厚纸板、石棉绳、铅油麻丝及油毡纸等含开孔孔隙和易产尘的材料。密封垫厚度根据材料弹性大小决定,一般为4-6mm,一对法兰的密封垫规格、性能及垫层厚度应相同。严禁在密封垫上涂刷涂料,法兰密封尽量减少接头,做接头时要采用阶梯形或企口形,并涂密封胶,如下图所示:14. 风阀安装的水平度误差不大于3%,垂直度误差不大于2%,不单独设支、吊架的风阀安装公差随风管一起控制精度。采用薄钢板法兰风管连接应符合下列规定: 14.1 连接完整无缺损,表面应平整,无明显扭曲。 14.2 弹簧夹或紧固螺栓的间隔不应大于150mm,且分布均匀,无松动现象。 15. 风阀安装后一般与风管系统一同进行严密性检测与试验,但为了减少风阀的调整试验次数,应对电动风阀和洁净系统、实验室风系统的风阀单独进行安装完
调节阀手册第一章概述 O.P.小洛维特 在现代化工厂的自动控制中,调节阀起着十分重要的作用,这些工厂的生产取决于流动着的液体和气体的正确分配和控制。这些控制无论是能量的交换、压力的降低或者是简单的容器加料,都需要靠某些最终控制元件去完成。最终控制元件可以认为是自动控制的“体力”。在调节器的低能量级和执行流动流体控制所需的高能级功能之间,最终控制元件完成了必要的功率放大作用。 调节阀是最终控制元件的最广泛使用的型式。其他的最终控制元件包括计量泵、调节挡板和百叶窗式挡板(一种蝶阀的变型)、可变斜度的风扇叶片、电流调节装置以及不同 于阀门的电动机定位装置。 尽管调节阀得到广泛的使用,调节系统中的其它单元大概都没有像它那样少的维护工作量。在许多系统中,调节阀经受的工作条件如温度、压力、腐蚀和污染都要比其它部件更为严重,然而,当它控制工艺流体的流动时,它必须令人满意地运行及最少的维修量。 调节阀在管道中起可变阻力的作用。它改变工艺流体的紊流度或者在层流情况下提供一个压力降,压力降是由改变阀门阻力或"摩擦"所引起的。这一压力降低过程通常称为“节流”。对于气体,它接近于等温绝热状态,偏差取决于气体的非理想程度(焦耳一汤姆逊效应)。在液体的情况下,压力则为紊流或粘滞摩擦所消耗,这两种情况都把压力转 化为热能,导致温度略为升高。 常见的控制回路包括三个主要部分,第一部分是敏感元件,它通常是一个变送器。它是一个能够用来测量被调工艺参数的装置,这类参数如压力、液位或温度。变送器的输出被送到调节仪表一一调节器,它确定并测量给定值或期望值与工艺参数的实际值之间的偏差,一个接一个地把校正信号送出给最终控制元件一一调节阀。阀门改奕了流体的流量,使工艺参数达到了期望值。 在气动调节系统中,调节器输出的气动信号可以直接驱动弹簧-薄膜式执行机构或者活塞式执行机构,使阀门动作、在这种情况下,确定阀位所需的能量是由压缩空气提供的,压缩空气应当在室外的设备中加以干燥,以防止冻结,并应净化和过滤。 当一个气动调节阀和电动调节器配套使用时,可采用电-气阀门定位器或电-气转换器。压缩空气的供气系统可以和用于全气动的调节系统一样来考虑。 在调节理论的术语中,调节阀既有静态特性,又有动态特性,因而它影响整个控制回路成败。静态特性或增益项是阀的流量特性,它取决于阀门的尺寸、阀芯和阀座的组合结构、执行机构的类型、阀门定位器、阀前和阀后的压力以及流体的性质。第5章中将详细地介绍这些内容。 动态特性是由执行机构或阀门定位器-执行机构组合决定的。对于较慢的生产过程,如温度控制或液位控制,阀的动态特性在可控性方面一般不是限制因素。对于较快的系统,
F L沸腾干燥制粒机使用说 明书 This manuscript was revised by the office on December 10, 2020.
中国驰名品牌FL沸腾干燥制粒机 使 用 说 明 书 中美合资常州健达干燥设备有限公司 厂址:江苏省常州市东青开发区 目录
一、技术参数
二、用途 1、医药品的制粒及包衣 制粒:调剂用颗粒,片剂颗粒,胶囊用颗粒,冲剂颗粒,各种重质颗粒。 包衣:颗粒、丸剂、片剂包衣、肠溶包衣等。 2、食品工业制粒 砂糖、咖啡、可可、粉末果汁、混合淀粉、氨基酸、调味料、小麦粉等。 3、糊精的制粒 CMC、PVA、MC、HEC等。 4、粉末冶金、陶瓷工业制粒。 5、农药、饲料、肥料制粒和包衣。 6、催化剂的制粒和包衣。 7、颜料、色料、燃料的制粒。 8、其他一般化学品的制粒。 三、工作原理及特点 1、工作原理 将制粒用粉末物料投入流化床内,冷空气从主机后部加热室进入,经初效、中效过滤,加热器加热至进风所需温度后进入流化床,粉末在床内呈流态化,制粒用粘结剂由齿轮泵送入双流体雾化器,经雾化后喷向流化的物料。粉末间相互架桥聚集成粒并长大,水分挥发后由排风带出机外。 2、特点 (1)通过粉体制粒,改善流动性,减少粉尘飞扬。
(2)采用重质法制粒,能够进行重质和轻质制粒。 (3)同时进行喷雾混合、制粒、干燥过程,大大减缩了工序。 (4)采用特种抗静电过滤布袋,防止静电的发生。 (5)设备上部设有泄放孔,一旦爆炸,设备不致损坏。 (6)在密封系统内制粒,无泄漏和粉尘飞扬。 (7)设备即可手动操作,又可自动操作。 (8)造粒工艺参数稳定,重复性极高。 (9)设备无死角,卸料快速,便于冲洗,符合GMP规范。 四、安装场地选择 为了方便操作,主机和墙壁的距离应大于800mm,前方应根据操作流程确定,左右方根据流化床安装来确定,工场空间高度应高于主机高度至少 350mm。 设备须清洗,特别是更改品种和停用时,要求场地应能排水,地面应酬有1/100的坡度。 设备安全孔设置在主机顶部或侧面,最好将此孔通向户外,一旦发生爆炸,可达到迅速排放。 离心式通风的空气压缩机运行噪声大,所以,最好与主机隔离安装,以便进行消声处理。 五、安装工作 1、主机安装
第一节 ZZY型自力式压力调节阀 1.前言 ZY型自力式压力调节阀(简称调压阀)无需外加能源,利用被调介质自身能量为动力源,引入执行机构控制阀芯位置,改变两端的压差和流量,使阀前(或阀后)压力稳定。具有动作灵敏,密封性好,压力设定点波动小等优点,广泛应用于石油、化工、电力、冶金、食品、轻纺、机械制造与居民建筑楼群等到各种工业设备中用气体、液体及蒸汽介质减压稳压或泄压稳压的自动控制。能在无电、无气的场合使用,附设冷凝器,可在350℃蒸汽下连续工作。 2.原理: 2.1用于控制阀后压力的调压阀,阀的作用方式为压闭型。介质由阀前流入阀体,经阀芯、阀座节流后输出。另一路经导压管、冷凝器(介质为蒸汽时使用)冷却后,被引入执行机构作用于膜片有效面积上,产生一个向下作用力,压缩弹簧,推动阀杆,带动阀芯位移,改变流通面积。达到减压、稳压之目的。如阀后压力增加,作用于膜片有效面积上的力增加,压缩弹簧,带动阀芯,使阀门开启度减小,直至阀后压力下降到设定值为止。同理,如阀后压力降低,作用在膜片有效面积上的力减小,在弹簧的弹力作用下,带动阀芯,使阀门开启度增大,直到阀后压力上升到设定值为止。(例图一)启到减压稳压作用
2.1用于控制阀前压力的调压阀,阀的作用方式为压开型。介质由阀前流入阀体,同时经导压管、冷凝器(介质为蒸汽时使用)冷却后,被引入执行机构作用于膜片有效面积上,压缩弹簧,使阀芯随之发生相应的位移,达到泄压、稳压之目的。如阀前压力增加,作用于膜片有效面积上的力增加,压缩弹簧,带动阀芯,使阀门开启度增大,直至阀前压力下降到设定值为止。同理,如阀前压力降低,作用在膜片有效面积上的力减小,在弹簧的弹力作用下,带动阀芯,使阀门开启度减小,直到阀前压力上升到设定值为止。(图二)启到泄压稳压的作用 一般来说压开型的自力式压力调节阀工作时为常闭,超过压力设定点时打开 启到安全作用,但又于安全阀有所区别,安全阀是超过压力设定点阀门全开,而自力式压开型是随着压力的升高开度相应增大。 3. 规格与技术参数: 3.1公称通径:DN15~350 3.2公称压力:PN16、40、64 3.3流量特性:快开 3.4性能指标:符合Q/SF.J02.01.04-1997 3.5结构型式:单座、双座、套筒(无压开型) 单座时平衡:1.常规型波纹管(受耐压限制);2.活塞式(受温度限制) 双座、套筒(两密封面来平衡) 平衡效果没有单座阀好。 3.6执行机构类型:簿膜式、活塞式、波纹管式 3.6.1.薄膜式;压力≤0.6Mpa(70、120、200、280、400、600) 3.6.2.气缸式;压力较高(50、55、60、65、70、75、80、85、90、95、100、105、110、 115、120、130、160) 3.6.3波纹管;高温或特殊介质(导热油,氧气,氢气等) 35、47.2、104、230、70.8, 注为优选系列 3.7压力调节范围(KPa):15~2000内分段(调节范围不宜过大,过大可能导致弹簧刚度 增大,直接影响调节精度。)参考选型样本。控制压力尽量选取在调节范围的中间值附近。 3.8调节精度:±5%~10%(执行机构和弹簧刚度有关)(特殊的调节精度需协商) 例:ZZYP-16B DN50 阀门行程为14mm, 设定压力为1Kg ,选400CM的执行机构,用组合弹簧刚度4kg/mm, 此时的调节精度为: [(4*15)/400]/1*100%=14% 全行程所需要的推力 3.9调压比:10:1~10:8(阀前压力:阀后压力)压差过高时压力不宜稳定,噪声大,
阀门安装使用说明书 1、阀门的安装及拆卸的注意事项 1.1维护保养和安装使用注意要点 一).阀门应放在干燥通风的室内,通径两端须密封防尘; 二).长期存放应定期检查,并在加工表面上涂油,防止锈蚀; 三).阀门安装前应仔细核对标志是否与使用要求相符; 四).安装时应清洁内腔和密封面,检查填料是否压紧,连接螺栓是否均匀拧紧; 五).阀门应按照允许的工作位置安装,但须注意检修和操作的方便; 1.2其他注意事项: 1)阀门一般应在管路安装之前定位。配管要自然,位置不对不能硬扳,以免留下预应力; 2)低温阀门在定位之前应尽量在冷态下(如在液氮中)做启闭试验,要求灵活无卡壳现象; 3)液体阀应配置成阀杆与水平成10°倾斜角,避免液体顺着阀杆流出,冷损增加;更主要的是要避免液体触及填料密封面,使之冷硬而失去密封作用,产生泄漏; 4)安全阀的连接处应有弯头,避免直接冲击阀门;另外要保证安全阀不结霜,以免工作时失效; 5)截止阀的安装应使介质流向与阀体上标示的箭头一致,使阀门关闭时压力加在阀顶的锥体上,而填料不受负荷。但对不经常启闭而又需要严格保证在关闭状态下不漏的阀门(如加温阀),可有意识地反装,以借助介质压力使之紧闭; 6)大规格的闸阀、气动调节阀应该竖装,以免因阀芯的自重较大而偏向一方,增加阀芯与衬套之间的机械磨损,造成泄漏; 7)在拧紧压紧螺钉时,阀门应处于微开状态,以免压坏阀顶密封面; 8)所有阀门就位后,应再作一次启闭,灵活无卡住现象为合格;
9)天气寒冷时,水阀长期闭停,应将阀后积水排除。汽阀停汽后,也要排除凝结水。阀底有如丝堵,可将它打开排水。 10)非金属阀门,有的硬脆,有的强度较低,操作时,开闭力不能太大,尤其不能使猛劲。还要注意辟免对象磕碰。 11)新阀门使用时,填料不要压得太紧,以不漏为度,以免阀杆受压太大,加快磨损,而又启闭费劲。 确认管道上的盲板是否拆掉,以及施工时操作过的阀门要恢复施工前的启闭状态。 1.3阀门安装的注意事项 1.3.1阀门安装之前,要确认阀门符合设计要求和有关标准。 1.3.2在搬运和安装阀门时,要谨防磕碰划伤的事故 1.3.3安装阀门前,管道内部要清洗,除去铁屑等杂质,防止阀门密封座夹杂异物。另外,安装时的阀门应是关闭状态。 1.3.5在安装阀门时,要确认介质流向、安装形式及手轮位置是否符合规定。
生物质能源制粒机 使 用 说 明 书
主机介绍 我公司生产的SZLH系列生物质颗粒燃料成型机可根据用户需要选择性地与各种秸秆粉碎机、磁选机、筛选机、上料输送机、出料输送机、冷却机、除尘器、儲料仓等配合使用。 1.适用范围和性能特点 1.1 本机适用范围: 各种木屑、锯末、树枝、树皮等各种木材下角料; 秸秆、棉杆、稻草、稻壳等各种农作物秸秆; 花生壳、葵花籽壳等各类瓜果壳; 棕榈、竹粉、牧草等植物废料; 碳粉、废纸等难粘合难成型的物料. 1.2 本机具有以下特点: 垂直进料,直接到位; 模具静止,压轮旋转,物料离心,均布四周; 模具二层,上下两用,降低成本,增加效益; 环形模具,立向结构,利于制粒室散热降温; 独立变频的出料装置,保证颗粒的成型率。 1.3 本机备有Φ6、Φ8、Φ10、Φ12多种孔径的压模,用户可根据 不同需要任意选用。 2. 型号含义、技术规格及性能参考表 2.1 型号含义
S ZL H XXX 产品主要规格:表示压模内径XXXmm 产品型式代号:表示压模为环状(环模) 产品品种代号:表示“制粒” 专业代号:表示生物质能源设备 2.2技术规格及性能参考表 3.主要结构和工作原理 本机主要结构见图1,它主要有减速系统、传动系统、制粒系统及润滑系统等组成。其工作过程是要求含水量不大于15%的木屑等生物质粉料,由绞龙料斗通过调节变频调速电机转速,获得合适的物料流量,进入制粒压制室进行制粒,经调节变频调速电机转速,由拨盘切刀切断颗粒,以满足不同客户对颗粒长度需求。
图1 SZLH系列制粒机示意图 1.电机 2.减速机 3.整机底座 4.传动系统 5.切断系统 6.制粒系统3.1 减速系统 减速机采用知名品牌BONENG减速机,与主机电机直联,进行减速,具有传动准确,效率高,噪声低,寿命长等特点,可以将工作主轴有效转速控制在72~77rpm之间,保证主机工作的稳定性。 3.2 传动系统 由减速机带动联接花键轴,经联接花键轴带动压轮传动主轴转动,进而驱动压轮旋转。 工作主轴和轴承室采用铸钢件,保证工作时所需强度,进而满足主机的正常稳定工作需求。 减速系统与主轴联接采用花键联接方式,具有承载能力高,对中性和导向性好,对轴的强度削弱小等特点。 3.3 制粒系统
COPES-VULCAN 带快速更换 内部部件的单座“SD”调节阀 安装、运行、维护使用说明书 SINGLE WEB “SD” TYPE CONTROL VALVE WITH QUICK CHANGE TRIM
目录 引言 (4) 第一部分安装 (6) 1.1 验收 (6) 1.2 储存 (6) 1.3 安装 (6) 1.4 调试前复检 (9) 1.5 执行机构及配件 (10) 1.6 运行要求 (10) 第二部分维护 (11) 2.1 注意事项 (11) 2.2 例行检查 (11) 2.3 从调节阀上拆卸执行机构 (14) 2.4 解体调节阀 (15) 2.5 装配调节阀 (20)
2.6 装配执行机构 (28) 2.7 研磨阀塞及套筒 (31) 图1 调节阀剖面图 (33) 图2 螺栓紧固顺序 (36) 表1 紧固力矩 (37) 表2 阀塞和阀杆组件紧固力矩 (38)
引言 SD型调节阀是用于高温高压工况下的调节阀,其尺寸范围为3/4”、1”、1.5”、2”、3”、6”、8”、10”、12”、14”和16”(20mm、25 mm、40 mm、50 mm、80 mm、150 mm、200 mm、250 mm和300 mm、350 mm、400 mm),ANSI压力磅级由150磅级到2500磅级。每个阀门由几个分项组件组成。例如在图一中,阀体组件包含阀体〔1〕、阀盖螺栓〔13〕及阀盖螺母〔14〕和阀盖/阀体密封垫圈〔15〕。 阀盖组件包含阀盖〔2〕、盘根螺栓及螺母〔11〕和〔12〕,及根据阀门与执行机构的几种不同连接方式所需要配备的零件:压块连接包含压块〔22〕及内六角螺栓〔23〕;螺杆连接包含螺纹环〔32〕;螺栓连接包含螺栓〔33〕和螺母〔34〕。 盘根组件包含支撑环〔7〕、盘根〔8〕、盘根压盖或盖圈〔9〕及盘根紧固件〔10〕组成。如果采用双盘根自然就包含两套盘根〔8〕及一个隔离套环〔24〕。 阀塞组件的构成取决于种类及尺寸,阀塞有平衡及非平衡式之分,尺寸有全尺寸及变径之分。 非平衡单座阀塞包含阀塞〔3〕、阀座〔5〕、套筒〔4〕、阀杆〔6〕、阀杆固定销〔17〕、和阀塞密封垫圈〔16〕。 平衡单阀座阀塞包含阀塞〔3〕、阀座〔5〕、套筒〔4〕、阀杆〔6〕、阀杆固定销〔17〕、和阀塞密封垫圈〔16〕及阀塞密封,也就是通常所称的”U”杯型密封圈〔18a〕其耐温范
调节阀 电动调节阀是工业自动化过程控制中的重要执行单元仪表。随着工业领域的自动化程度越来越高,正被越来越多的应用在各种工业生产领域中。与传统的气动调节阀相比具有明显的优点:电动调节阀节能(只在工作时才消耗电能),环保(无碳排放),安装快捷方便(无需复杂的气动管路和气泵工作站)。阀门按其所配执行机构使用的动力,按其功能和特性分为线性特性,等百分比特性及抛物线特性三种 阀门结构 由电动执行机构和调节阀连接组合后经过机械连接装配、调试安装构成电动调节阀。主要零件 零件材料:阀体、阀盖、填料压盖、阀杆、阀瓣、密封圈、指示标、阀杆螺母、螺帽套 材料:灰铸铁、铸钢、不锈钢、黄铜 工作原理 工作电源:DC24V,AC220V,AC380V等电压等级。 输入控制信号:DC4-20MA或者DC1-5V。 反馈控制信号:DC4-20MA(负载电阻碍500欧姆以下) 通过接收工业自动化控制系统的信号(如:4~20mA)来驱动阀门改变阀芯和阀座之间的截面积大小控制管道介质的流量、温度、压力等工艺参数。实现自动化调节功能。 新型电动调节阀执行器内含饲服功能,接受统一的4-20mA或1-5V·DC的标准信号,将电流信号转变成相对应的直线位移,自动地控制调节阀开度,达到对管道内流体的压力、流量、温度、液位等工艺参数的连续调节。 流量特性 电动调节阀的流量特性,是在阀两端压差保持恒定的条件下,介质流经电动调节阀的相对流量与它的开度之间关系。 电动调节阀的流量特性有:线性特性,等百分比特性及抛物线特性三种。 应用领域 电力、化工、冶金、环保、水处理、轻工、建材等工业自动化系统领域。 安装 电动调节阀最适宜安装为工作活塞上端在水平管线下部。温度传感器可安装在任何位置,整个长度必须浸入到被控介质中。 电动调节阀一般包括驱动器,接受驱动器信号(0-10V或4-20MA)来控制阀门进行调节,也可根据控制需要,组成智能化网络控制系统,优化控制实现远程监控。
G4025-1B型卧式带锯床说明书 G4025-1B型 卧式带锯床 (连封页共21页) 保定向阳航空精密机械有限公司 共21页第 2 页使用说明书 G4025-1B 图一, G4025-1B卧式带锯床外形图 共21页第 3 页使用说明书 G4025-1B 前言 1、用户在安装、使用前必须认真熟悉使用说明书的有关内容,如有疑问, 请与我厂联系; 2、用户在遵守机床的运输、保管规程的前提下,开箱时如发现所供产品与 装箱单不符,请与我厂联系; 3、本机床应放在无明显震源的环境下验收和使用; 4、环境空气温度:5,40?; 5、相对湿度:30,,95,; 6、海拔高度:1000m以下; 7、用户在使用前必须将连接床身与锯头的连接板(图一中2)拆除,将固 定滑杆的内六角螺钉(图一中1)松开,以免影响机床的性能; 8、产品在生产过程中有技术参数变更,恕不通知,请谅解。 共21页第 4 页使用说明书 G4025-1B 目录
, 主要用途 5 , 主要参数和性能 5 , 运输和安装 5 , 主要部件和用途 7 , 传动系统 9 , 液压系统 11, 电气控制系统 11 , 润滑及冷却 18 , 机床的调整 19 , 操作步骤及安全注意事项 20 共21页第 5 页使用说明书 G4025-1B 一、主要用途 G4025-1B型金属带锯床是我厂系列锯割设备之一,主要用于锯切碳素结构钢、低合金钢、高合金钢和不锈钢等各种金属材料。更换适当的锯带还可以锯切有色金属、非金属材料以及HRC45以下的金属材料。二、主要参数和性能 1.主要技术参数 锯切最大直径: ,250 mm 锯带长度(长*宽*厚): 3505*27*0.95 mm 锯轮直径: ,400 mm 锯带速度: 27、40、54、68、80 (m/min) 进给速度:液压无机调整 电机功率:主电机 2.2 KW 油泵电机 0.55 KW 冷却泵 0.040 KW 机床主机外形尺寸(长*宽*高):1820*1110*1225 mm 2.性能 本机床是一种适合切断各种金属材料的下料设备。具有下料精度高、生产效率高、材料消耗省和能源消耗低等显著优点。 三、运输和安装
. FL沸腾干燥制粒机中国驰名品牌使 用 说 明 书 中美合资健达干燥设备有限公司 厂址:省市东青开发区 专业资料Word .
目录 一、技术参数 (3) 二、用途 (5) 三、工作原理及特点 (5) 四、安装场地选择 (6) 五、安装工作 (6) 六、操作 (7) 七、维护和检修 (10) 八、常见故障及处理 (12) 九、易损件目录 (13) 专业资料Word . 一、技术参数
专业资料Word . 作业时间min 45-90 随物料特性而定 专业资料Word . 二、用途 1、医药品的制粒及包衣 制粒:调剂用颗粒,片剂颗粒,胶囊用颗粒,冲剂颗粒,各种重质颗粒。 包衣:颗粒、丸剂、片剂包衣、肠溶包衣等。 2、食品工业制粒 砂糖、咖啡、可可、粉末果汁、混合淀粉、氨基酸、调味料、小麦粉等。 3、糊精的制粒 CMC、PV A、MC、HEC等。 4、粉末冶金、陶瓷工业制粒。 5、农药、饲料、肥料制粒和包衣。 6、催化剂的制粒和包衣。 7、颜料、色料、燃料的制粒。 8、其他一般化学品的制粒。 三、工作原理及特点 1、工作原理 将制粒用粉末物料投入流化床,冷空气从主机后部加热室进入,经初效、中效过滤,加热器加热至进风所需温度后进入流化床,粉末在床呈流态化,制粒用粘结剂由齿轮泵送入双流体雾化器,经雾化后喷向流化的物料。粉末间相互架桥聚集
成粒并长大,水分挥发后由排风带出机外。 2、特点 (1)通过粉体制粒,改善流动性,减少粉尘飞扬。 (2)采用重质法制粒,能够进行重质和轻质制粒。 专业资料Word . (3)同时进行喷雾混合、制粒、干燥过程,大大减缩了工序。 (4)采用特种抗静电过滤布袋,防止静电的发生。 (5)设备上部设有泄放孔,一旦爆炸,设备不致损坏。 (6)在密封系统制粒,无泄漏和粉尘飞扬。 (7)设备即可手动操作,又可自动操作。 (8)造粒工艺参数稳定,重复性极高。 (9)设备无死角,卸料快速,便于冲洗,符合GMP规。 四、安装场地选择 为了方便操作,主机和墙壁的距离应大于800mm,前方应根据操作流程确定,左右方根据流化床安装来确定,工场空间高度应高于主机高度至少350mm。 设备须清洗,特别是更改品种和停用时,要求场地应能排水,地面应酬有1/100的坡度。 设备安全孔设置在主机顶部或侧面,最好将此孔通向户外,一旦发生爆炸,可达到迅速排放。 离心式通风的空气压缩机运行噪声大,所以,最好与主机隔离安装,以便进行消声处理。 五、安装工作 1、主机安装 本主机已安装完毕,整机出厂,拆箱后检查各连接处是否松动,要求紧固。 2、压缩空气管路 所有气管出厂时已连至相应位置,并留有足够长度,拆箱后先将控制柜定于专业资料Word . 主机左侧,将气管作必要整理。 因空气压缩与主机隔离安装,用户将管路引至控制柜顶部的接头。 3、蒸汽管道安装 用户将蒸汽引至主机候补散热室的进出口,为防止“锤击”和便于排放冷凝水,上口为进气,下口为排气。 4、风机的安装 详见《离心通风机》使用说明书。 风机与主机应隔离安装,用户应制相应接风管,不允许使用镀锌板材料和厚度低于1.5mm的板材,同时管路不要超过10m长度。
Kent Introl 调节阀说明书 10/12 /19/71/79 系列单座直通调节阀 目录 内容页号 ?开箱及储存 2 ?安装注意事项 2 ?检查测试 3 ?执行器的拆卸 3 ?解体阀门 3 ?更换活塞环 3 ?更换填料 3 ?回装阀门 4 ?阀芯研磨4 ?回装执行器5 ?阀门本体部件表6 ?填料压兰螺母紧固力7 12/19系列调节阀配G系列气动执行器
第一节开箱验货及贮存 1.设备在包装和运输过程中有可能受到意外损伤。当用户收到货物后,应及时开箱验货,进行 外观检查,如发现阀门本体,执行器及所配仪表有外观损伤,应及时做好记录,必要时请拍下特写照片,以便供货商或货运代理迅速解决问题。 2.如果阀门包装开封后在一个月内不会被安装,请揭开法兰端口保护板涂上防护油,盖上保护板 入库保存。请做好防尘及防潮保护措施。 3.吊装运输阀门时,务必做好防止阀杆及仪表管路等部件受损的措施。 4.执行器与阀门在出厂前已做好初步调试,在非特殊情况下请不要将执行器和阀门分离,也不要 拆卸任何仪表。 第二节安装注意事项: 1.安装位置的选择 选择直管段处安装调节阀,非特殊情况阀杆应垂直向上,执行器的上方必须预留足够的空间(最少200mm)以便检修时拆卸执行器。特殊情况下阀门也可以竖直方向安装(执行器水平安装),但当执行器较大时,应将执行器的支架弹性支撑,必须考虑设备的振动和管道的热膨胀问题,不能硬性固定。 阀体上铸有出入口(OUT/IN)标识,同时标有介质流向箭头,必须保证出入口方向正确。 2.旁路措施 如果希望调节阀在系统运行时仍能检修,请考虑采用三阀旁路措施。 3.阀门与管道的连接时的注意事项 阀门两端的管道在安装阀门前应保证自然对中,附加应力不利于连接甚至损坏阀门本体。 采用法兰连接时,注意法兰螺栓紧固不要过力,否则会对阀体产生过大的附加应力甚至损坏法兰 4.仪表连接 如用户在定单中没有过滤减压阀,则用户必须在气动定位器前自己加装过滤减压阀。 5.填料 阀门安装后,填料密封处有可能产生微量泄漏,请适当拧紧压兰螺栓,但不应过紧,否则可能因摩擦力过大造成执行器驱动阀门困难,出现卡涩现象。 6.高压差工况 如果调节阀前后的关闭压差超过5MPa,且正常工况下可能长时间关闭时,调节阀前必须加装切断闭锁阀并设计成与调节阀联锁关断以保证调节阀的正常使用寿命(因小开度高压差状态下介质流速过大,介质对阀芯的冲刷比较严重, 应尽量避免小开度状态下长时间运行,必要时修请改系统设计),否则将可能缩短调节阀的使用寿命。 7.特殊阀盖 当介质温度很高时,调节阀将选配延长颈阀盖,用以保证填料的正常密封,在做保温措施时,延长颈应外露,请注意千万不能将延长颈包在保温材料中,否则可能破坏填料密封。 8.阀门安装完毕后必须进行如下检查调试 ?检查阀杆的实际行程,应与铭牌上的行程一致,如有必要,请重新设定行程。 ?气源管路泄漏检查。管路泄漏可能导致开或关向速度减慢,甚至开关不到位。 ?检查阀门的开关方向与控制信号的关系,其正反作用应与设计一致。 (请参阅相应的执行器的调试说明书) 检修与维护 一般性的检修与维护如更换气动执行器的薄膜,更换密封填料及垫圈,阀芯的研磨与更换等不需要将阀门从管道上拆下来。(请参阅附后结构部件图) 执行器的拆卸顺序: 1.松开阀杆与执行器推杆连接夹板之前先将阀芯离开阀座,即阀门不在全关位。 2.拆卸连接夹板上的附件,并松开紧固螺栓。
一、FL 沸腾制粒干燥机,一步制粒机主要技术参数: 机型 项目单 位 3 5 15 30 60 120 200 300 500 容L 12 22 45 100 220 420 670 1000 1500 原料容量 器直mm 300 400 550 700 1000 1200 1400 1600 1800 径 最kg 1.5 4 10 15 30 80 100 150 250 生产能 小 力最kg 4.5 6 18 36 72 140 240 360 600 大 风m 3/h 1000 1200 1400 1800 3000 4500 6000 7000 8000 3/h 1000 1200 1400 1800 3000 4500 6000 7000 8000 风机量 风mmH 2O 375 375 480 480 950 950 950 950 950 压 功Kw 3 4 5.5 7.5 11 18.5 22 30 37 率 蒸汽耗量Kg/h 15 23 42 70 141 211 282 366 451 3/min 0.6 0.6 0.6 0.9 0.9 0.9 1.1 1.5 1.5 压缩空气 耗m 量 主机重量kg 250 300 700 900 1100 1300 1500 1800 2000 蒸汽压力MPa 0.3-0.6 温度℃常温120℃范围内可 调 节 作业时 间min 视物料特性而定 物料收率% ≥98 主机噪声Db(A) 风机与主机隔离安装,噪声≤75 二、FL 沸腾制粒干燥机,一步制粒机用途: 1、医药品的制粒及包衣; 2、食品工业制粒; 3、糊糖的制粒 CHC、PVA、MC、HEC 等。 4、粉末冶金、陶瓷工业制粒; 5、农药、饲料、肥料制粒和包衣; 6、催化剂的制粒包衣; 7、颜料、色料、染料的制粒; 8、其它一般化学品的制粒。 三、FL 沸腾制粒干燥机,一步制粒机工作原理及特点: