
注塑成型不良及对策
1、充填不足(short shot)
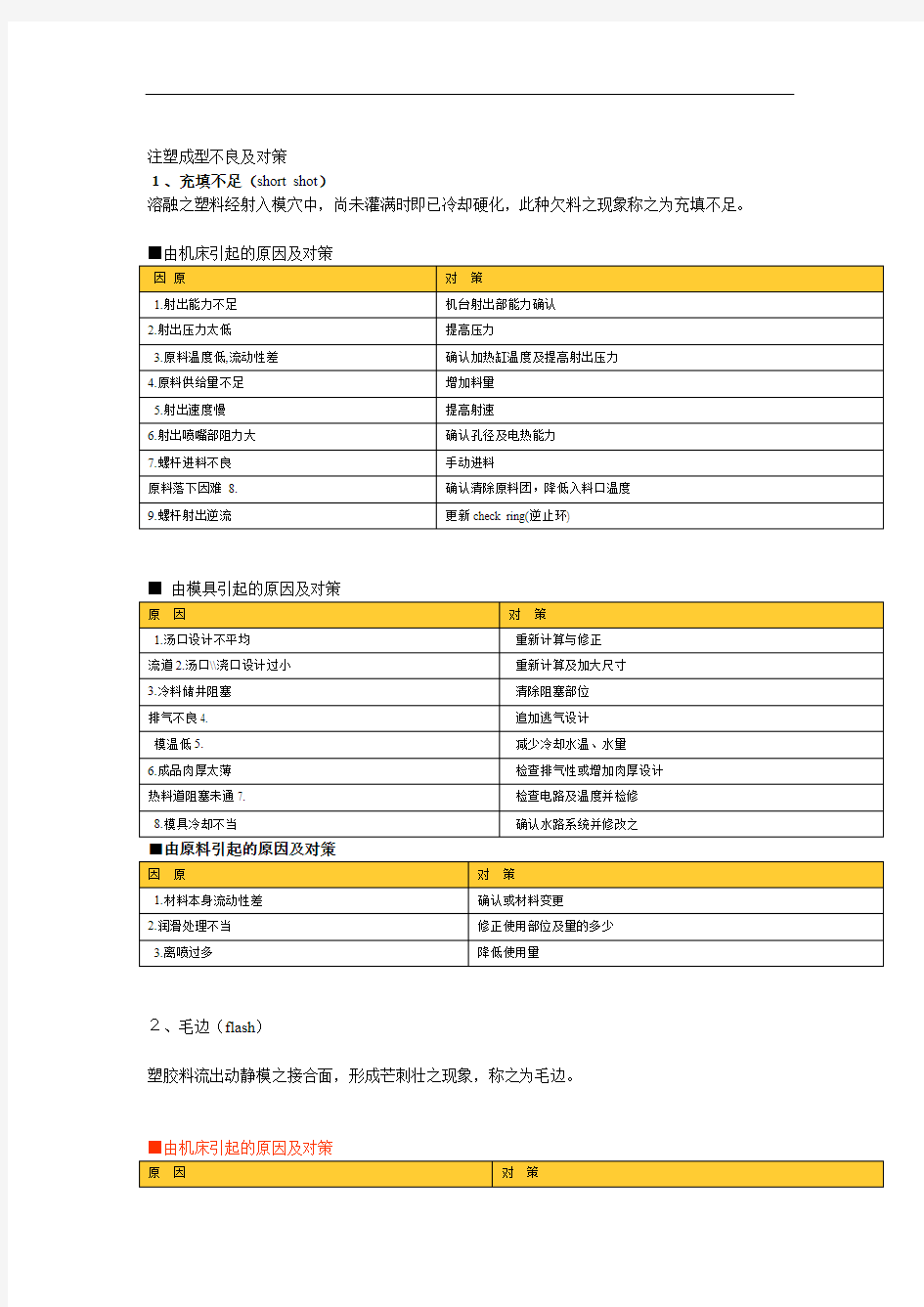
溶融之塑料经射入模穴中,尚未灌满时即已冷却硬化,此种欠料之现象称之为充填不足。■由机床引起的原因及对策
■由模具引起的原因及对策
■由原料引起的原因及对策
2、毛边(flash)
塑胶料流出动静模之接合面,形成芒刺壮之现象,称之为毛边。
■由机床引起的原因及对策
■由模具引起的原因及对策
■由原料引起的原因及对策
3、缩水(sink mark):
此种现象在成型品表常会发现到,其发生之主要原因系原料在准却过程中,体积向肉厚的中心部逐渐收缩,而造成成品表面的凹陷状况。特别是肉厚特别大的部位,其表面更加明显。
■由机床引起的原因及对策
■由模具引起的原因及对策
■由原料引起的原因及对策
4、流道痕(flow mark)
熔融的原料射入模穴后,以进料点为中心,呈现年轮状纹路的现象。■由机床引起的原因及对策
■由模具引起的原因及对策
■由原料引起的原因及对策
5、银线(silver streak):
成品表面出现随着原料流动方向的银白色线条之状况。
■由机床引起的原因及对策
■由模具引起的原因及对策
■由原料引起的原因及对策
):lusterless)、光泽不良(cloudym appearance6、表面雾状痕(.成品光泽面的部分,出现类似云雾状的白色现象。
■由机床引起的原因及对策
■由模具引起的原因及对策
■由原料引起的原因及对策
7、融接线(weld line):
塑料射入模具中,流经流道,面后再会合而成的细线。
■由机床引起的原因及对策
■由模具引起的原因及对策
■由原料引起的原因及对策
8.气泡(void)
成型品较厚肉的部位,由于内部中心部之冷却较外部冷却来的慢,而外部以冷却,拉住原料,并将空气
包在其中之情况。
■由机床引起的原因及对策
■由模具引起的原因及对策
■由原料引起的原因及对策
9.烧焦痕、黑痕(black streak)
成品表面出现黑色条纹,或者是在死角部位有烧焦之痕迹,因而称之。■由机床引起的原因及对策
■由模具引起的原因及对策
■由原料引起的原因及对策
)cracking.裂痕(10.
由于融熔原料在成品残留应力,而且应力超出了原料的裂断强度而使得成品在脱模后,其面表出现了细小分离的痕迹,此情况称之裂痕。
■由机床引起的原因及对策
■由模具引起的原因及对策
■由原料引起的原因及对策
11.挠曲(warpage)
成型品由于肉厚的不一致,以及冷却所造成的各部不均一的收缩量,以致成型后甚至经过一段时间,外形因收缩而弯曲变形之现象。
■由机床引起的原因及对策