工程名:客戶成合系統料號編號:NO.
材質1
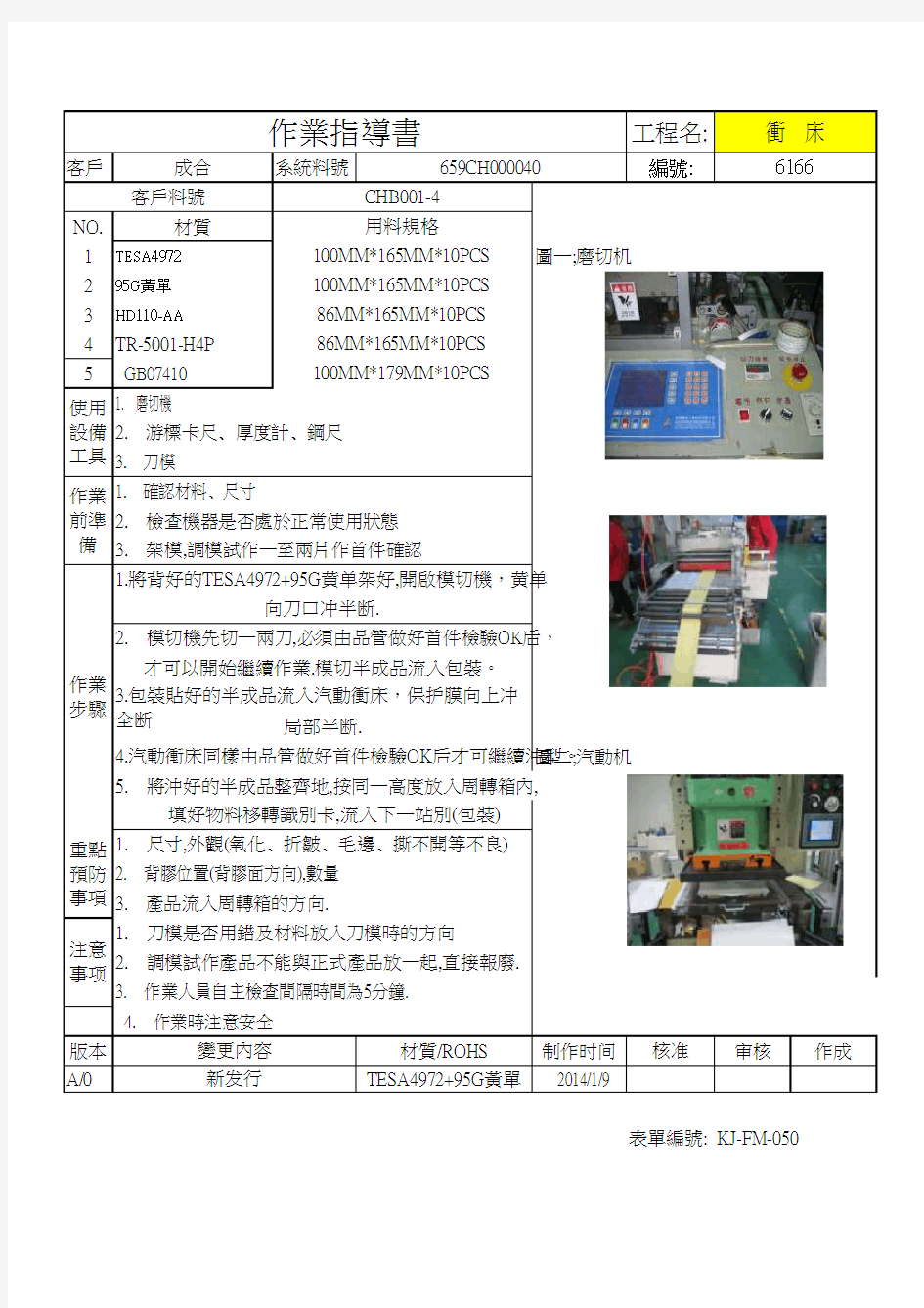
TESA4972圖一;磨切机2
95G黃單3
HD110-AA 4
TR-5001-H4P 5 GB07410
2. 游標卡尺﹑厚度計﹑鋼尺
2. 檢查機器是否處於正常使用狀態
圖二;汽動机
5. 將沖好的半成品整齊地,按同一高度放入周轉箱內,
3. 產品流入周轉箱的方向.
4. 作業時注意安全
版本
材質/ROHS 制作时间审核作成A/0TESA4972+95G黃單 2014/1/9
表單編號:KJ-FM-050變更內容新发行核准作業前準備 1. 確認材料﹑尺寸
3. 架模,調模試作一至兩片作首件確認
1. 尺寸,外觀(氧化﹑折皺﹑毛邊﹑撕不開等不良)
2. 背膠位置(背膠面方向),數量
注意事项1. 刀模是否用錯及材料放入刀模時的方向2. 調模試作產品不能與正式產品放一起,直接報廢.3. 作業人員自主檢查間隔時間為5分鐘.
使用設備工具衝 床659CH0000406166客戶料號CHB001-41. 磨切機
3. 刀模
100MM*179MM*10PCS 作業指導書
用料規格100MM*165MM*10PCS 100MM*165MM*10PCS 86MM*165MM*10PCS 86MM*165MM*10PCS 重點預防事項2. 模切機先切一兩刀,必須由品管做好首件檢驗OK后,
向刀口冲半断.
才可以開始繼續作業.模切半成品流入包裝。 填好物料移轉識別卡,流入下一站別(包裝)
作業步驟局部半断.
3.包裝貼好的半成品流入汽動衝床,保护膜向上冲全断
4.汽動衝床同樣由品管做好首件檢驗OK后才可繼續沖型。1.將背好的TESA4972+95G黄单架好,開啟模切機,黄单