多功能天车打壳机的工作原理及常见故障分析
摘要:为了降低电解多功能天车打壳机头的故障率,全面了解造成打壳机故障的原因,通过对多功能天车打壳机头的振动原理进行了阐述,并对其常见的几种故障进行了分析,有效的提升维修质量,从而降低对电解生产的延误。
关键词:打壳机头;振动原理;故障分析;
引言
电解多功能天车(PTM)是大型预培电解槽专用的关键工艺加工作业设备,其用于铝电解生产的换极、出铝、抬母线、打壳、添加氧化铝、覆盖阳极及厂房设备检修、安装的物品吊运等工作。在电解铝生产中,自焙电解槽中电解质的表面会凝固一层妨碍下料和熄灭阳极效应的硬壳,必须定时将其打掉,才能保持生产的正常进行。多功能天车打壳机被运用于此,完成电解换极作业时的壳面打洞作业,打壳机头是其中的一个关键部件,其使用频率高,维护保养难以跟上,使得故障率较高。而在实际工作中,许多维修工对其振动原理不甚了解,不能很好的对故障原因进行判断,这既延误生产的正常进行又加大备件的消耗。本文通过对打壳机头的振动原理进行阐述,并对其常见的几种故障进行分析,以促进维修工作质量的提高。
1 打壳机结构特点及工作参数分析
1.1 结构特点
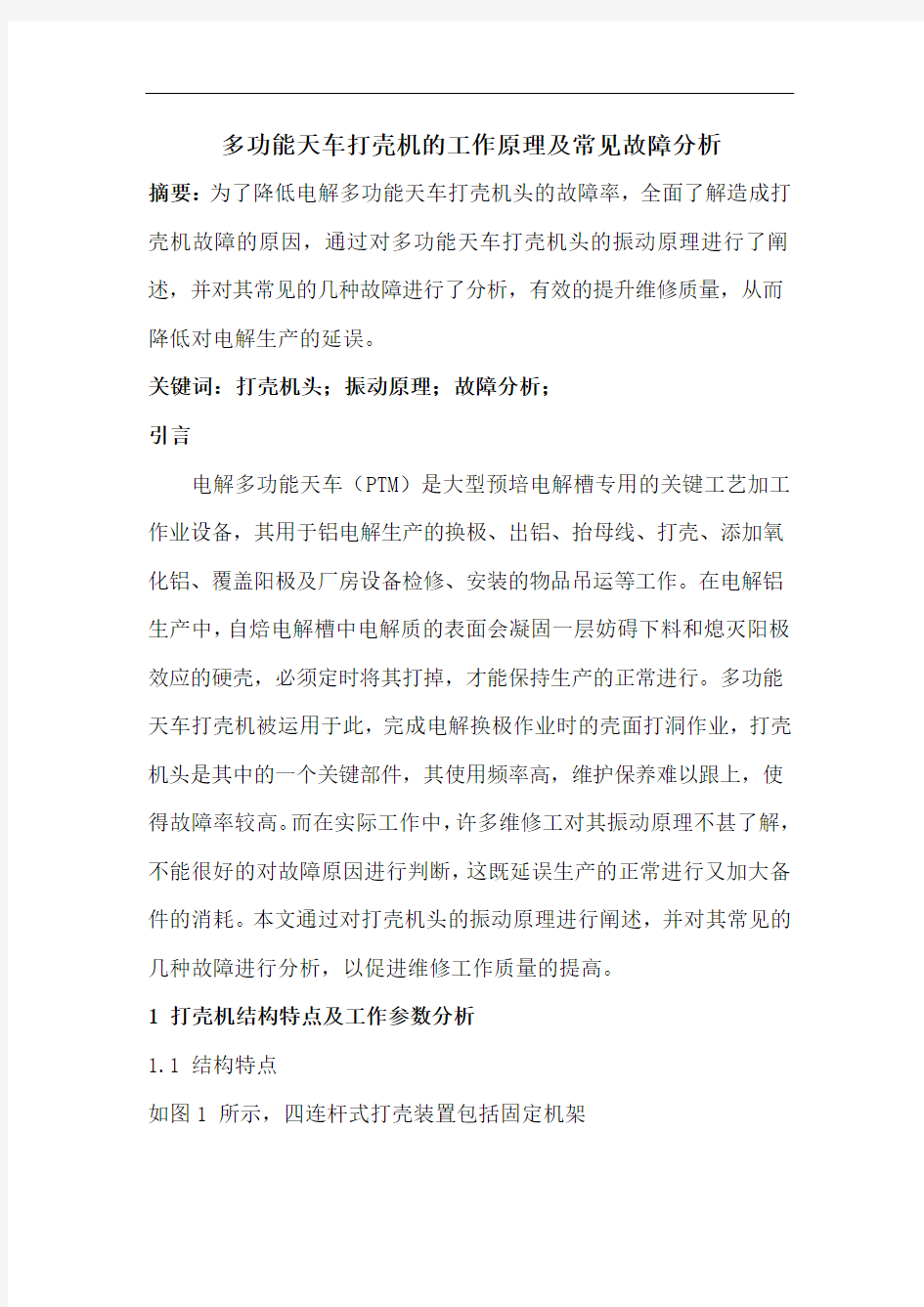
如图1 所示,四连杆式打壳装置包括固定机架
图1 四连杆打壳示意图
1、机架
2、倾斜油缸
3、上连杆
4、下连杆
5、打壳机
四连杆打壳机构的固定机架安装在工具小车的回转装置上,活动框架设置在固定机架上,连接架的上端通过螺栓与活动框架下端相连接,连接架的下端通过销轴与上、下连杆的后端相连接,上、下连杆的前端与打壳机相连接,连接架上设置有升降液压缸和倾斜液压缸,升降液压缸通过缸筒轴与固定机架相连接,倾斜液压缸的活塞杆通过销轴与下连杆相连接。固定机架在升降液压缸与倾斜液压缸之间,使打壳机构整体重心位于固定机架中心; 连接架的下端连接上、下连杆的2个销轴均位于固定机架下方。
1.2 工作参数分析
四连杆打壳机工作特点,打壳机头高频打击,每分钟打击铝硬壳1200 次,即打击频率为20Hz;打击功率为110 J,打击行程26 mm,打击气压为0. 4 ~0. 8 MPa。据此分析,打壳机的工作力并不是很
大,静力不足于把四连杆机构、打壳机构及固定架座等损坏。
1.3 打壳机头简介
打壳机头主要由配气机构、气缸、活塞及缓冲块、锤头等组成。配气机构由上盖、阀体、阀片及挡板组成。
1.4 打壳机振动原理
打壳机头的振动主要是利用其配气机构对压缩空气流向的改变使得活塞上下高速往复运动形成的。配气机构工作的好坏,直接影响打壳机头振动的好坏。先就配气机构如何工作进行介绍。图2为打壳机头结构示意图,图中虚线为活塞上升位置。打壳机头开始工作时,压缩空气从上盖1的进风口a进入上盖,这时阀片3(振动片)因重力作用落在挡板的气缸上腔进风口b上,靠平面密封将其关闭。压缩空气经上盖小孔e通过挡板进入气缸f孔,f孔直通气缸下缸,此时气缸下腔由活塞、中间套、缓冲块形成一个密闭区间。孔d被活塞封住,气缸上腔通过孔c排空。
图2 打壳机头结构示意图
1-上盖 2-阀体 3-阀片 4-挡板 5-气缸 6-活塞 7-缓冲块 8-中间套 9-锤头活塞在压缩空气的推动下向上运动,当活塞上升至c孔位置时,上腔形成密闭空间,随着活塞继续上升,上腔气压不断上升。当活塞
通过d孔时,从e孔进入下腔的压缩空气通过d孔一部分向外排空,一部分向下吹向缓冲块、锤头,防止料灰进入气缸。这时阀片3在上腔压力作用下向上运动,打开b孔,关闭e孔,于是压缩空气进入气缸上腔,活塞向下运动。当活塞通过c孔时,上腔排空,活塞在惯性作用下高速冲击缓冲块,缓冲块再将冲击功传递给锤头,作用在壳面上。同时阀片在下腔气流及重力作用下向下运动,关闭b孔,开启e 孔。压缩空气从e孔进入气缸下腔,活塞新一轮往复运动开始。当压缩空气不断从a孔进入打壳机头中时,活塞在气缸中不断上下往复运动,冲击缓冲块,于是便形成了振动。这就是打壳机头的振动原理。
2 常见故障分析
2.1 打壳机四连杆断裂变形
打壳机裂纹主要出在四连杆的上连杆拐弯处,裂纹使马蹄螺丝、打壳升降液压缸、机头座子及固定架等受到破坏,打壳机震动缸伸缩间距过小,不能完成震动作业,打壳机是在高频下工作,打击力并不大。根据四连杆机构销轴铰链联接的特点,可能是由于高频下共振导致零部件损坏。根据四连杆的工作特点及倾斜液压缸的工作围,在四连杆拐弯处附近设置一加强筋板,以提高拐弯处的水平弯折共振频率,加强筋板的实际形状根据四连杆振形特点及倾斜液压缸工作空间设计,焊接在连杆厚度的中心位置,加强筋板的厚度由实际工作情况及分析所决定,厚度为12 mm。
2.2 打壳机头不振动
根据打壳机头机构及振动原理分析,配气机构故障最有可能造成
打壳机头不振动,尤其是阀片由于其在压缩气的作用下长期高频振动,难免会因材料及制造原因产生破损,不能正常工作。在实际维修中,也经常发现阀片碎裂现象。另外,挡板承受着阀片高频冲击,也常因材料、强度问题产生磨损,使得阀片无法关闭b孔,造成不能振动。这时需要对损坏零件进行更换。第三,由于打壳机头上盖、挡板及气缸导向套之间靠两根螺杆压紧密封,如果螺杆松动或者配合面中夹有杂物使得各零部件密封不正常,压缩空气从配合缝隙中逸出,也会造成不能振动。检查时应将手置于上盖、挡板、气缸配合面处感应是否有泄漏,若有则检查螺杆是否松动,或者打开上盖,清除异物。第四,在现场中,由于环境原因,难免会有灰尘、异物进入打壳机头。如果灰尘或异物堵住小孔造成下腔进气不畅,也会产生振动故障,这时必须对各通气孔进行清理。第五,在实际工作中,打壳机头使用频繁而且高温作业,所以难以保证对其及时润滑,加上灰尘侵入,有可能造成活塞卡死,此时应打开气缸对其清洗,同时检查气缸壁是否有划痕,严重的应更换气缸。
2.3 振动时断时续
这种故障主要表现为打壳头时而振动完好,时而不能振动。因此,分析其主要问题出现在配气机构上。在日常维修中发现挡板孔周围压痕不均匀,这说明阀片不能正常地均匀地压在孔上将孔关闭。由于阀片同挡板上b孔相对位置发生变化,使得阀片时而对b孔关闭正常,时而不能正常关闭,造成振动时断时续。要排除这种故障,必须弄清楚阀片位置发生移动的原因。在打壳机头结构中,上盖、挡板及气缸
之间靠短销定位,阀片由阀体定位,阀体镶嵌在上盖中,因此,阀片的位置是由上盖确定的。当上盖与挡板之间相对位置发生改变时,阀片与b孔相对位置必然改变。所以,应检查定位短销是否磨损严重,若磨损严重则对其进行更换。此外,在实际工作中由于阀片与挡板接触面较小,为b孔周围2mm宽的圆环。在阀片打击下,b孔边缘常会打下一凹槽,使得阀片不能正常关闭b孔。因此考虑对挡板b
孔的原有设计进行一些改进,例如将b孔径由原来¢49.5缩小到¢45,这样既加大阀片与挡板的接触面积,减少对挡板表面的冲击压强,又能补偿定位短销磨损造成的阀片偏移,同时又不影响气缸上腔进气。保证了打壳机头在不利情况下的正常工作。
2.4 振动无力
在实际工作中,还会出现另外一种情况:打壳时振动正常,却不能正常打下壳面,即振动无力。对于这种情况应首先考虑打壳机头工作压力是否足够。检查空气压缩机供气压力大小,检查管路是否有泄漏,并根据情况进行处理。第二,小孔e堵住,气缸下腔通气不畅,活塞上升速度慢,或者气缸上、下腔排空孔堵塞,活塞下降受到影响,造成活塞振动慢,活塞冲击力小。这时应打开气缸清理气缸风孔使之畅通。第三,活塞与气缸磨损严重,间隙大,密封不严,也会造成活塞振动慢,活塞冲击力小。检查活塞与气缸间隙,必要时更换活塞或气缸。第四,在维修中经常发现缓冲块由于材料或制造缺陷发生碎裂现象,这会使活塞冲击力不能完全传递给锤头,使得无法打碎壳面,造成打壳无力。对于这种情况只要更换缓冲块就行了。