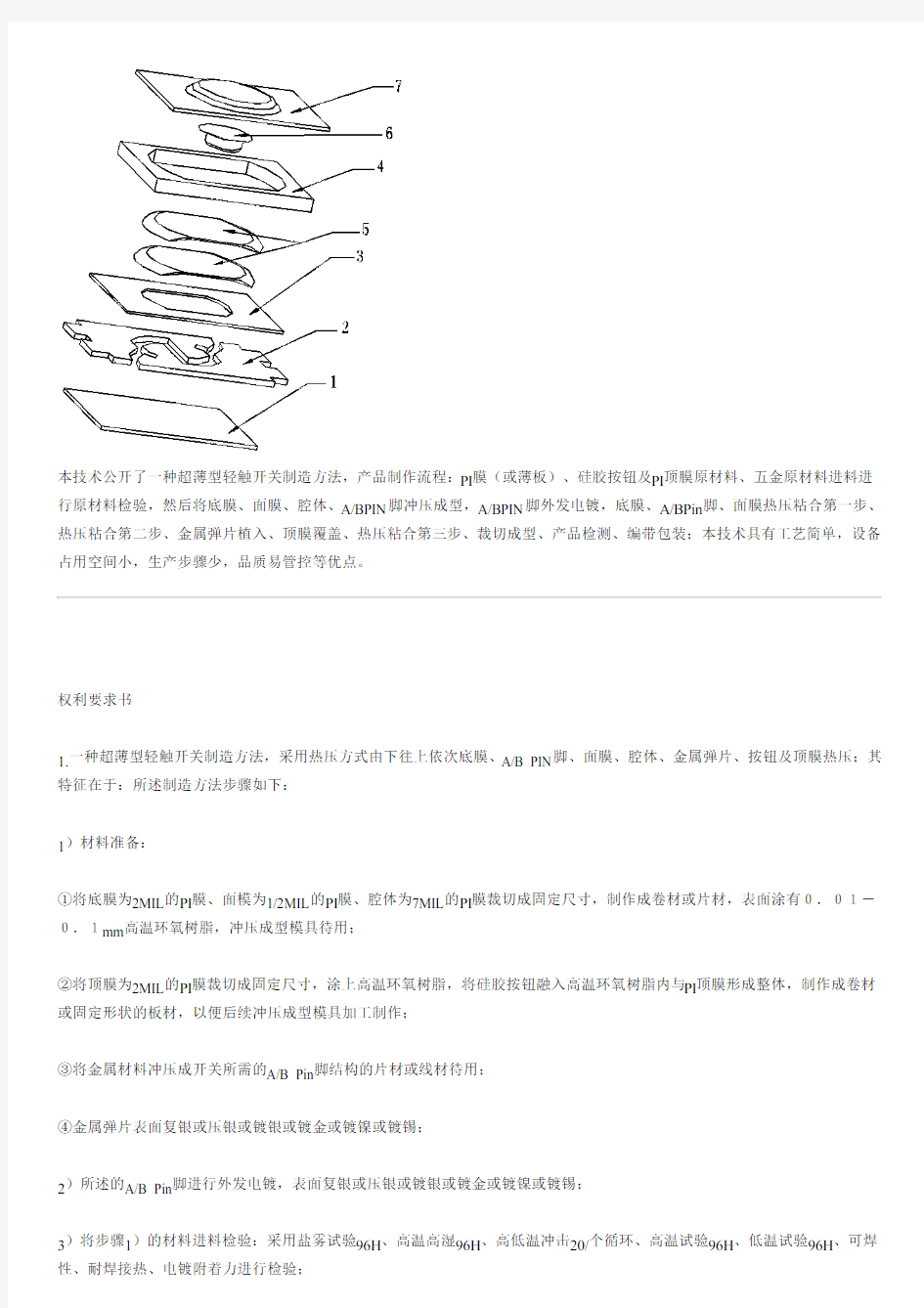
本技术公开了一种超薄型轻触开关制造方法,产品制作流程:PI膜(或薄板)、硅胶按钮及PI顶膜原材料、五金原材料进料进行原材料检验,然后将底膜、面膜、腔体、A/BPIN脚冲压成型,A/BPIN脚外发电镀,底膜、A/BPin脚、面膜热压粘合第一步、热压粘合第二步、金属弹片植入、顶膜覆盖、热压粘合第三步、裁切成型、产品检测、编带包装;本技术具有工艺简单,设备占用空间小,生产步骤少,品质易管控等优点。
权利要求书
1.一种超薄型轻触开关制造方法,采用热压方式由下往上依次底膜、A/B PIN脚、面膜、腔体、金属弹片、按钮及顶膜热压;其特征在于:所述制造方法步骤如下:
1)材料准备:
①将底膜为2MIL的PI膜、面模为1/2MIL的PI膜、腔体为7MIL的PI膜裁切成固定尺寸,制作成卷材或片材,表面涂有0.01-0.1mm高温环氧树脂,冲压成型模具待用;
②将顶膜为2MIL的PI膜裁切成固定尺寸,涂上高温环氧树脂,将硅胶按钮融入高温环氧树脂内与PI顶膜形成整体,制作成卷材或固定形状的板材,以便后续冲压成型模具加工制作;
③将金属材料冲压成开关所需的A/B Pin脚结构的片材或线材待用;
④金属弹片表面复银或压银或镀银或镀金或镀镍或镀锡;
2)所述的A/B Pin脚进行外发电镀,表面复银或压银或镀银或镀金或镀镍或镀锡;
3)将步骤1)的材料进料检验:采用盐雾试验96H、高温高湿96H、高低温冲击20/个循环、高温试验96H、低温试验96H、可焊性、耐焊接热、电镀附着力进行检验;
4)进行第一步热压粘合:将冲压成型好的底膜定位于模具或治具上,底膜被PE膜覆盖的面朝上,模板上可固定一片或多片卷材或片材,去除表面覆盖的塑料薄膜;将已电镀好的A/B Pin脚片材或线材按照对应要求有序的排列在底膜上,然后取面膜去除一面的PE膜,将PE膜去除的一面覆盖于A/B Pin脚表面,另一面仍然保留,将固定好底膜、A/B Pin脚、面膜的模具或治具放入加温的设备内预热压粘合,所述温度为100-200度,时间为0.5-5秒,用于固定产品底膜、A/B Pin脚、面膜三种配件成为整体;将形成整体的配件放入温度为120-250度的模具内,压力为30-90KG/1CM2,可一次热压粘合1组底膜、A/B Pin脚、面膜配件或多组配件,进行热压粘合0.5小时以上,取出放置于常温下冷却待用;
5)进行第二部热压粘合:将已冷却热压粘合步骤4)的组件重新定位于模具或治具上,要求底膜面朝下,面膜朝上,取腔体去除表面PE膜,覆盖于面膜上,将固定热压粘合步骤4)的组件及腔体的模具或治具放入加温的设备内预热压粘合,所述温度为100-200度,时间为0.5-5秒,用于固定热压粘合步骤4)的组件及腔体两种配件成为整体;将形成整体的配件放入温度为120-250度的模具内,压力为30-90KG /1CM2,可一次热压粘合1组热压粘合步骤4)的组件及腔体配件或多组配件,进行热压粘合0.5小时以上,取出放置于常温下冷却待用;
6)将金属弹片植入步骤5)中所得的配件,一次植入一片或多片,用于导通A/B Pin脚电路;
7)顶膜覆盖:将顶膜与按钮覆盖于腔体之上形成密闭空间,顶膜与按钮的结合为半固化高温环氧胶高温粘合,加工方式为:在PI膜或薄板上均匀涂抹一层半固化高温环氧胶,在材料还未固化的时候将按钮键入半固化高温环氧胶,置于烤箱内烘烤,温度为50-120度,时长为5分钟-20分钟,待其固化即形成开关顶膜,将金属弹片及已经融合成的腔体覆盖;
8)进行第三步热压粘合:将覆盖好顶膜配件覆盖在装有金属弹片的腔体上,放入加温的设备内预热压粘合温度为100-200度,时间为0.5-5秒,用于固定热压粘合步骤5)的组件及顶膜配件两种配件成为整体;将形成整体的配件放入温度温度为120-250度的模具内,压力为30-90KG/1CM2,可一次热压粘合1组热压粘合步骤5)所得的组件及顶膜配件或多组配件,进行热压粘合0.5小时以上,取出放置在常温下待用;
9)裁切成型:将热压粘合步骤8)完成的产品用裁切成型模具一次落料成型,根据产品规格及所需A/B PIN脚距离及形状,裁切成型产品;
10)成品检测:将步骤9)中成型产品送至检验课,测试电气性能、机械性能、尺寸、外观,动作力、行程、回弹力、接触阻抗、绝缘阻抗、耐电压;
11)产品包装:将步骤10)中的成品进行PE袋包装或编带包装处理。
2.根据权利要求1中所述的一种超薄型轻触开关制造方法,其特征在于:所述的按钮为硅胶按钮;硬度为硬度40-90度。
3.根据权利要求1中所述的一种超薄型轻触开关制造方法,其特征在于:所述的PI膜采用薄板代替。
4. 根据权利要求1中所述的一种超薄型轻触开关制造方法,其特征在于:所述的A/B PIN脚使用磷铜、黄铜、红铜、青铜、紫铜、白铜、锰钢、不锈铁、不锈钢为原材料,表面复银或压银或镀银或镀金或镀镍或镀锡制作而成。
5.根据权利要求1中所述的一种超薄型轻触开关制造方法,其特征在于:所述产品的规格长宽为2-100mm*2-100mm,高度为0.35mm-10mm。
6.根据权利要求1中所述的一种超薄型轻触开关制造方法,其特征在于:所述的植入金属弹片至少为1片。
7.根据权利要求 1中所述的一种超薄型轻触开关制造方法,其特征在于:所述的产品制作工艺为PI材料叠加2层或2层以上,利用环氧树脂经过高温热压粘合制作。
8.根据权利要求1中所述的一种超薄型轻触开关制造方法,其特征在于:所述的热压粘合方式采用激光焊接方式代替。
说明书
一种超薄型轻触开关制造方法
技术领域
本技术涉及电气开关技术领域,特别是一种超薄型轻触开关制造方法。
背景技术
现有的轻触开关技术工艺为注塑成型,主要原材料为塑胶原料(PA66/PA66加玻纤/PA4T/PA6T/PA9T/LCP等)颗粒状,经过高温烘烤去除水分,再利用注塑机螺杆经过高温挤压注射入成型模具内,冷却成型,产品成型周期长,生产环节多,控制繁琐,品质异常层出不穷。具有如下突出的缺点:
1.制造成本高,采购塑胶原材料进行烘烤、注塑、清洗,作业周期长、占用较大空间,所需设备较多,投入资金多。例如:a.需要占用较大存储空间放置注塑成型设备; b.需为配备专业的设备操作、维修技术人才; c.需要增加塑胶原料配比设备(用于配比色粉、色母);d.增加粉碎设备处理注塑成型后残留的塑胶水口材料; e.塑胶水口材料存放需要存储空间; f.后端需要增加清洗设备避免灰尘的侵入,材料、设备、人才维护均占用了比较多的资源。
2.生产周期长,生产工序及管控步骤较多。塑胶原材料进入公司检验合格后,需经过a.材料配比:添加色粉或色母,每100kg 搅拌10分钟;b.烘烤:塑胶材料烘干时间较长70-12度/3-6小时干燥; c.卡件注塑:将卡件与塑胶一起注塑成型开关底座,成型周期每模20-50PCS/30-50秒; d.产品裁切成型:将产品脚位裁切成所需的脚型,每20-50PCS/3-5秒;e.产品清洗:超声波清洗,
水温65度/15分钟,清洗油污.塑胶屑、灰尘等; f.烘烤:将清洗后的产品置于高温烤箱内,每4万pcs烘烤2个小时。上述过程是塑胶底座+金属端子生产制作流程,过多的生产环节,无形中延长了产品生产制作周期,增加了制造成本和运营成本,过多的生产环节累加误差较大,导致品质过程不易管控。
3.开关尺寸较大,传统的注塑工艺局限于注塑设备、模具精度、产品良率,轻触开关产品尺寸一直较大,虽然近年来由于设备精度的不断提升、模具制作精度的不断提升,轻触开关产品也随之越做越精密、越做越小,占用空间也越小,但是在品质控制方面,由于生产步骤较多,轻触开关小体积、超薄型产品的生产良率效果还是不容乐观。
4.防尘、防水效果不稳定,塑胶原料需要再次溶料,注塑成型开关底座,由于注塑参数、设备稳定性等不确定性因素,容易导致底座出现合模纹明显或与金属端子粘合力不强,产生产品裂纹或缝隙现象,灰尘及水蒸气比较容易渗入,造成开关产品功能性缺失,直接影响终端产品的使用。
技术内容
为了克服现有技术的上述缺点,本技术的目的是提供一种工艺简单,设备占用空间小,生产步骤少,品质易管控的超薄型轻触开关制造方法。
本技术解决其技术问题所采用的技术方案是:一种超薄型轻触开关制造方法,采用热压方式由下往上依次底膜、A/B PIN脚、面膜、腔体、金属弹片、按钮及顶膜热压;其中:所述制造方法步骤如下:
1)材料准备:
①将底膜为2MIL的PI膜、面模为1/2MIL的PI膜、腔体为7MIL的PI膜裁切成固定尺寸,制作成卷材或片材,表面涂有0.01-0.1mm高温环氧树脂,冲压成型模具待用;
②将顶膜为2MIL的PI膜裁切成固定尺寸,涂上高温环氧树脂,将硅胶按钮融入高温环氧树脂内与PI顶膜形成整体,制作成卷材
或固定形状的板材,以便后续冲压成型模具加工制作;
③将金属材料冲压成开关所需的A/B Pin脚结构的片材或线材待用;
④金属弹片表面复银或压银或镀银或镀金或镀镍或镀锡;
2)所述的A/B Pin脚进行外发电镀,表面复银或压银或镀银或镀金或镀镍或镀锡;
3)将步骤1)的材料进料检验:采用盐雾试验96H、高温高湿96H、高低温冲击20/个循环、高温试验96H、低温试验96H、可焊性、耐焊接热、电镀附着力进行检验;
4)进行第一步热压粘合:将冲压成型好的底膜定位于模具或治具上,底膜被PE膜覆盖的面朝上,模板上可固定一片或多片卷材或片材,去除表面覆盖的塑料薄膜;将已电镀好的A/B Pin脚片材或线材按照对应要求有序的排列在底膜上,然后取面膜去除一面的PE膜,将PE膜去除的一面覆盖于A/B Pin脚表面,另一面仍然保留,将固定好底膜、A/B Pin脚、面膜的模具或治具放入加温的设备内预热压粘合,所述温度为100-200度,时间为0.5-5秒,用于固定产品底模、A/B Pin脚、面膜三种配件成为整体;将形成整体的配件放入温度为120-250度的模具内,压力为30-90KG /1CM2,可一次热压粘合1组底膜、A/B Pin脚、面膜配件或多组配件,进行热压粘合0.5小时以上,取出放置于常温下冷却待用;
5)进行第二部热压粘合:将已冷却热压粘合步骤4)的组件重新定位于模具或治具上,要求底膜面朝下,面膜朝上,取腔体去除表面PE膜,覆盖于面膜上,将固定热压粘合步骤4)的组件及腔体的模具或治具放入加温的设备内预热压粘合,所述温度为100-200度,时间为0.5-5秒,用于固定热压粘合步骤4)的组件及腔体两种配件成为整体;将形成整体的配件放入温度为120-250度的模具内,压力为30-90KG/1CM2,可一次热压粘合1组热压粘合步骤4)的组件及腔体配件或多组配件,进行热压粘合0.5小时以上,取出放置于常温下冷却小时待用;
6)将金属弹片植入步骤5)中所得的配件,一次植入一片或多片,用于导通A/B Pin脚电路;
7)顶膜覆盖:将顶膜与按钮覆盖于腔体之上形成密闭空间,顶膜与按钮的结合为半固化高温环氧胶高温粘合,加工方式为:在PI膜或薄板上均匀涂抹一层半固化高温环氧胶,在材料还未固化的时候将按钮键入半固化高温环氧胶,置于烤箱内烘烤,温度为50-250度,时长为5分钟-15分钟,待其固化即形成开关顶膜,将金属弹片及已经融合成的腔体覆盖;
8)进行第三步热压粘合:将覆盖好顶膜配件覆盖在装有金属弹片的腔体上,放入加温的设备内预热压粘合温度为100-200度,时间为0.5-5秒,用于固定热压粘合步骤5)的组件及顶膜配件两种配件成为整体;将形成整体的配件放入温度温度为120-250度的模具内,压力为30-90KG/1CM2,可一次热压粘合1组热压粘合步骤5)所得的组件及顶膜配件或多组配件,进行热压粘合0.5小时以上,取出放置在常温下待用;
9)裁切成型:将热压粘合步骤8)完成的产品用裁切成型模具一次落料成型,根据产品规格及所需A/B PIN脚距离及形状,裁切成型产品;
10)成品检测:将步骤9)中成型产品送至检验课,测试电气性能、机械性能、尺寸、外观,动作力、行程、回弹力、接触阻抗、绝缘阻抗、耐电压;
11)产品包装:将步骤10)中的成品进行PE袋包装或编带包装处理。
作为本技术的优选:所述的按钮为硅胶按钮;硬度为硬度40-90度。
作为本技术的优选:所述的PI膜采用薄板代替。
作为本技术的优选:所述的A/B PIN脚使用磷铜、黄铜、红铜、青铜、紫铜、白铜、锰钢、不锈铁、不锈钢为原材料,表面复银或压银或镀银或镀金或镀镍或镀锡制作而成。
作为本技术的优选:所述产品的规格长宽为2-100mm*2-100mm,高度为0.35mm-10mm。
作为本技术的优选:所述的植入金属弹片至少为一片。
作为本技术的优选:所述的产品制作工艺为PI材料叠加2层或2层以上,利用环氧树脂经过高温热压粘合制作。
作为本技术的优选:所述的热压粘合方式采用激光焊接方式代替。
与现有技术相比,本技术的有益效果是:本技术技术采用PI膜或薄板、片材表面涂上半固化高温环氧树
脂,经过涂胶加工,待冷却后经过冲压成型,高温热压粘合即可制作成成品; 1、制造工序与传统注塑对比较少,主要使用原料为PI 膜或薄板,经过冲压成型,高温烘烤挤压粘合制作成产品,制作周期短,占用空间少,设备投入与传统注塑相比较少,整体成本较低;a.原材PI薄膜或薄板为外购件不需要使用注塑设备,材料冲压共用A/B PIN脚冲压成型设备; b.不需要配备专业的注塑设备操作及维护人员; c.材料不需要拌料及配色,不需要配料设备; d.冲压出来的废料直接压缩包装,出售给塑胶制造厂商
再生利用,不需要储存空间,只需一块周转空间即可;e.由于产品直接热压成型,制作成成品后再裁切成型,并且防尘、防水等级达到国家(外壳防护等级 GB 4208)IP67级,后端不需要清洗烘烤,对于制造成本及品质改善有质的提升。
2、生产周期相对传统生产工艺周期缩短:原材料PI薄膜或薄板经过检验合格后,经过本技术所述的操作步骤完成轻触开关成
品全部的制作流程,减少了注塑、清洗、烘烤等生产环节,有效的缩短了制程时间,避免由于工艺过程过多产生的不良现象。
3、本技术容易制作体积较小、超薄型的轻触开关产品,产品的底膜、面膜、腔体及顶膜均由不同厚度的PI薄膜或薄板热压粘合而成,可以根据产品需求随时调整PI薄膜或薄板材料厚度、硬度;满足轻触开关的不同产品规格要求,产品整体制作过程经过多次的实验确认及第三方参照行业标准的实验确认,性能稳定。
4、防尘、防水性能佳,产品使用PI薄膜或薄板热压粘合而成,PI具有较高的拉伸,弯曲、压缩强度,力学性能指标属于中上水平,具有极好的抗蠕变粘能,尺寸稳定性十分突出,具有很高的玻璃化温度、热分解温度及连续使用温度,可在250℃连续工作,电绝缘性能优良,在较宽的温度范围内偶极损耗相当小,属中频介电材料,对油类、有机溶剂、稀酸等有良好的稳定性,可以达到国家(外壳防护等级 GB 4208)IP67级。
附图说明
图1为本技术的结构示意图;
图2为本技术的局部结构示意图;
图3为本技术的局部结构示意图;
图4为本技术的局部结构示意图。
具体实施方式
现结合附图1至4及实施例对本技术进一步说明:
1.轻触开关各零部件、半成品、成品中塑胶部分使用PI材料,PI材料上预先均匀涂抹半固化高温环氧树脂,使用模热压粘合工艺制作而成。
2.热压粘合的腔体(固定A/B Pin脚及金属弹片)使用PI薄膜或薄板材料,用高温120-250度,1-3小时热压粘合而成。
3. A/B PIN脚使用铜材或锰钢,表面镀金、镀银、镀锡、镀镍处理,用于导通电源,减少阻抗。
4.组成腔体的PI材料(底膜1、面膜3、腔体4)可以使卷材、薄板、片材,表面涂有一层半固化高温环氧树脂。
5.按钮6采用硅胶与PI(顶膜7)利用半固化高温环氧树脂热压粘合的方式融为一体,按钮6的材料为硅胶,硬度40-90度,颜色各异。
6.整体工艺使用热压粘合方式,产品制作方式为一个或多个模穴同时热压粘合,可以使用连续热压及自动热压粘合方式制作。
7.产品规格可用于制作长宽为2-100mm*2-100mm,高度为0.35mm-10mm的开关。
8.将PI模规定与模具或模型内,模具或模型周边、内部可安装发热管(或发热圈等装置),产品利用加热后的模具或模型热压时半固化高温环氧树脂融合后粘合而成。
实施例一:
a.首先要求供应商将底膜1为2MIL的PI膜裁切成固定的尺寸,制作成卷材或固定形状的片材,方便后续冲压成型模具加工制作。也可以要求供应商直接提供加工好的卷材或固定规格的片材,PI膜接触卡件的一面必须涂有半固化高温环氧树脂,表面有塑料薄膜保护,在未去除塑料薄膜之前,不能有灰尘或杂质渗入,将PI膜冲压制作成开关所需要的底膜尺寸规格的卷材或片材待用。
b.其次要求供应商将面膜3为1/2MIL的PI膜裁切成固定尺寸,制作成卷材或固定形状的片材,方便后续冲压成型模具加工制作。也可以要求供应商直接提供加工好的卷材或固定规格的片材,PI膜一面涂有半固化高温环氧树脂,两面均需有塑料薄膜保护,在未去除塑料薄膜之前,不能有灰尘或杂质渗入,将PI膜冲压制作成开关所需要的面膜尺寸规格的卷材或片材待用;
c.其次要求供应商将腔体4为7MIL的PI膜裁切成固定尺寸,制作成卷材或固定形状的片材,方便后续冲压成型模具加工制作。也可以要求供应商直接提供加工好的卷材或固定规格的片材,PI膜一面涂有半固化高温环氧树脂,两面均需有塑料薄膜保护,在未去除塑料薄膜之前,不能有灰尘或杂质渗入,将PI膜冲压制作成开关所需要的腔体尺寸规格的卷材或片材待用;
d. 其次要求供应商将顶膜7为2MIL的PI膜裁切成固定尺寸,涂有半固化高温环氧树脂,将硅胶按钮融入半固化高温环氧树脂内与PI顶膜形成整体,制作成卷材或固定形状的板材,方便后续冲压成型模具加工制作。也可以要求供应商直接提供加工好的卷材或固定规格的板材,PI膜接触腔体的一面需有塑料薄膜保护,在未去除塑料薄膜之前,不能有灰尘或杂质渗入,将PI膜冲压制作成开关所需要的顶膜尺寸规格的卷材或板材待用;
e.将金属材料(磷铜、黄铜、红铜、青铜、紫铜、白铜、锰钢、不锈铁、不锈钢等)板材或线材冲压成开关所需的A/B Pin脚2结构待用。
f.金属A/B Pin脚2外发电镀,可镀金、镀银、镀锡、镀镍等;
g.进料检验:盐雾试验96H、高温高湿96H、高低温冲击20/个循环、高温试验96H、低温试验96H、可焊性、耐焊接热、电镀附着力等
h.热压粘合第一步(参考图1):将冲压成型好的底膜1定位于模具或治具上,底膜1被PE膜覆盖的面朝上,模板上可固定一片或多片卷材或片材,去除表面覆盖的塑料薄膜。将已电镀好的A/B Pin脚2片材或线材,按照对应要求有序的排列在底膜上
(A/B Pin脚2的正反面一定要分清楚),然后取面膜3去除一面的PE膜,将PE膜去除的一面覆盖于A/B Pin脚2表面,另一面仍然保留,将固定好底膜1、A/B Pin脚2、面膜3的模具或治具放入加温的设备内预热压粘合温度:100-200度,时间:0.5-5秒,用于固定产品底膜1、A/B Pin脚2、面膜3三种配件成为整体。将形成整体的配件放入温度:120-250度的模具内,压力为30-
90KG /1CM2,可一次热压粘合1组(底膜1、A/B Pin脚2、面膜3)配件或多组配件,进行热压粘合0.5小时以上,取出放置于常温下冷却待用。
i.热压粘合第二步(参考图2):将已冷却热压粘合第一步的组件123重新定位于模具或治具上,要求底膜1面朝下,面膜3朝上,取腔体4去除表面PE膜,覆盖于面膜3上,将固定热压粘合第一步的组件123及腔体4的模具或治具放入加温的设备内预热压粘合温度:100-200度,时间:0.5-5秒,用于固定热压粘合第一步的组件123及腔体4)两种配件成为整体。将形成整体的配件放入温度:120-250度的模具内,压力为30-90KG /1CM2,可一次热压粘合1组(热压粘合第一步的组件123及腔体4)配件或多组配件,进行热压粘合0.5小时以上,取出放置于常温下冷却待用。
j. 金属弹片5植入(参考图3):金属弹片5(磷铜、不锈钢)表面复银或压银(或镀银、镀金、镀镍、镀锡),一次植入一片或多片,主要用于导通A/B Pin脚2电路。
k. 顶膜覆盖:将顶膜将顶膜7与硅胶按钮6覆盖于腔体4之上形成密闭空间,顶膜7与硅胶按钮6的结合为半固化高温环氧胶高温粘合,加工方式为:在PI模或薄板上均匀涂抹一层半固化高温环氧胶,在材料还未固化的时候将硅胶按钮6键入半固化高温环氧胶,置于烤箱内烘烤50-120度, 5分钟-15分钟,待其固化即形成开关顶膜7),将金属弹片5及已经融合成的腔体4覆盖;
l.热压粘合第三步(图4):将覆盖好顶膜7配件覆盖在装有金属弹片5的腔体4上,放入加温的设备内预热压粘合温度:100-200度,时间:0.5-5秒,用于固定热压粘合第二步的组件1234及顶膜7配件两种配件成为整体。将形成整体的配件放入温度:120-250度的模具内,压力为30-90KG /1CM2,可一次热压粘合1组(热压粘合第二步的组件1234及顶膜7配件)配件或多组配件,进行热压粘合0.5小时以上,取出放置在常温下冷却待用;
m.裁切成型:将热压粘合第三步完成的产品用裁切成型模具一次落料成型,根据产品规格及所需A/B PIN脚2距离及形状,制作不同裁切成型模具;
n.成品检测:将成型好的产品送至检验课,针对产品的各项指标进行确认,测试电气性能、机械性能、尺寸、外观,动作力、行程、回弹力、接触阻抗、绝缘阻抗、耐电压等;
o.产品包装:PE袋包装或编带包装处理。
实施例二:
一种超薄型轻触开关制造方法,采用热压方式由下往上依次底膜、A/B PIN脚、面膜、腔体、金属弹片、按钮及顶膜热压;其中:所述制造方法步骤如下:
1)材料准备:
①将底膜为2MIL的PI膜、面模为1/2MIL的PI膜、腔体为7MIL的PI膜裁切成固定尺寸,制作成卷材或片材,冲压成型模具待用;
②将顶膜为2MIL的PI膜裁切成固定尺寸,涂上高温环氧树脂,将硅胶按钮融入高温环氧树脂内与PI顶膜形成整体,制作成卷材或固定形状的板材,以便后续冲压成型模具加工制作;
③将金属材料冲压成开关所需的A/B Pin脚结构的片材或线材待用;
④金属弹片表面复银或压银或镀银或镀金或镀镍或镀锡;
2)所述的A/B Pin脚进行外发电镀;
3)将步骤1)的材料进料检验:采用盐雾试验96H、高温高湿96H、高低温冲击20/个循环、高温试验96H、低温试验96H、可焊性、耐焊接热、电镀附着力进行检验;
4)进行第一步热压粘合:将冲压成型好的底膜定位于模具或治具上,底膜被PE膜覆盖的面朝上,模板上可固定一片或多片卷材或片材,去除表面覆盖的塑料薄膜;将已电镀好的A/B Pin脚片材或线材按照对应要求有序的排列在底膜上,然后取面膜去除一面的PE膜,将PE膜去除的一面覆盖于A/B Pin脚表面,另一面仍然保留,将固定好底膜、A/B Pin脚、面膜的模具或治具放入加温的设备内预热压粘合100度/2秒钟,用于固定产品底膜、A/B Pin脚、面膜三种配件成为整体;将形成整体的配件放入温度190度的模具内,压力为40-60KG/1CM2,可一次热压粘合1组底膜、A/B Pin脚、面膜配件或多组配件,进行热压粘合2小时,取出放置于常温下冷却20分钟待用;
5)进行第二部热压粘合:将已冷却热压粘合步骤4)的组件重新定位于模具或治具上,要求底膜面朝下,面膜朝上,取腔体去除表面PE膜,覆盖于面膜上,将固定热压粘合步骤4)的组件及腔体的模具或治具放入加温的设备内预热压粘合100度/2秒钟,用于固定热压粘合步骤4)的组件及腔体两种配件成为整体;将形成整体的配件放入温度190度的模具内,压力为40-
60KG/1CM2,可一次热压粘合1组热压粘合步骤4)的组件及腔体配件或多组配件,进行热压粘合2小时,取出放置于常温下冷
却20分钟待用;
6)将金属弹片植入步骤5)中所得的配件,一次植入一片或多片,用于导通A/B Pin脚电路;
7)顶膜覆盖:将顶膜与按钮覆盖于腔体之上形成密闭空间,顶膜与按钮的结合为半固化高温环氧胶高温粘合,加工方式为:在PI模或薄板上均匀涂抹一层半固化高温环氧胶,在材料还未固化的时候将按钮键入半固化高温环氧胶,置于烤箱内烘烤60度,时长为10分钟,待其固化即形成开关顶膜,将金属弹片及已经融合成的腔体覆盖;
8)进行第三步热压粘合:将覆盖好顶膜配件覆盖在装有金属弹片的腔体上,放入加温的设备内预热压粘合100度/2秒钟,用于固定热压粘合步骤5)的组件8及顶膜配件67两种配件成为整体;将形成整体的配件放入温度190度的模具内,压力为40-
60KG/1CM2,可一次热压粘合1组热压粘合步骤5)所得的组件及顶膜配件或多组配件,进行热压粘合2小时,取出放置在常温下20分钟待用;
9)裁切成型:将热压粘合步骤8)完成的产品用裁切成型模具一次落料成型,根据产品规格及所需A/B PIN脚距离及形状,裁切成型模具;
10)成品检测:将步骤9)中成型模具送至检验课,测试电气性能、机械性能、尺寸、外观,动作力、行程、回弹力、接触阻抗、绝缘阻抗、耐电压;
11)产品包装:将步骤10)中的成品进行PE袋包装或编带包装处理。
所述的按钮为硅胶按钮;硬度为硬度40-90度。
所述的PI膜采用薄板代替。
所述的A/B PIN脚使用铜材或锰钢制作而成。
所述产品的规格长宽为2.5-8.0mm*2.5-8.0mm,高度为0.35mm-1.5mm。
所述的植入金属弹片为1~3片。
所述的产品制作工艺为PI材料叠加2层或2层以上,利用环氧树脂经过高温热压粘合制作。
实施案例三:
一种超薄型轻触开关制造方法,采用热压方式由下往上依次底膜、A/B PIN脚、面膜、腔体、金属弹片、按钮及顶膜热压;其中:所述制造方法步骤如下:
1)材料准备:
①将底膜为2MIL的PI膜、面模为1/2MIL的PI膜、腔体为7MIL的PI膜裁切成固定尺寸,制作成卷材或片材,冲压成型模具待用;
②将顶膜为2MIL的PI膜裁切成固定尺寸,涂上高温环氧树脂,将硅胶按钮融入高温环氧树脂内与PI顶膜形成整体,制作成卷材或固定形状的板材,以便后续冲压成型模具加工制作;
③将金属材料冲压成开关所需的A/B Pin脚结构的片材或线材待用;
④金属弹片表面复银或压银或镀银或镀金或镀镍或镀锡;
2)所述的A/B Pin脚进行外发电镀;
3)将步骤1)的材料进料检验:采用盐雾试验96H、高温高湿96H、高低温冲击20/个循环、高温试验96H、低温试验96H、可焊性、耐焊接热、电镀附着力进行检验;
4)热压粘合第一步(图1):将冲压成型好的底膜1(PI膜或薄板)定位于模具或治具上,底膜1被PE膜覆盖的面朝上,模板上可固定一片或多片卷材或片材,去除表面覆盖的塑料薄膜。将已电镀好的A/B Pin脚2片材或线材,按照对应要求有序的排列在底膜上(A/B Pin脚2的正反面一定要分清楚),然后取面膜3去除一面的PE膜,将PE膜去除的一面覆盖于A/B Pin脚2表面,另一面仍然保留,将固定好底膜1、A/B Pin脚2、面膜3的模具或治具放入加温的设备内预热压粘合温度:100-200度,时间:0.5-5秒,用于固定产品底膜1、A/B Pin脚2、面膜3三种配件成为整体。将形成整体的配件放入温度:120-250度的模具内,压力为30-90KG /1CM2,可一次热压粘合1组(底膜模①、A/B Pin脚2、面膜3)配件或多组配件,进行热压粘合0.5小时以上,取出放置于常温下冷却待用。
5)进行第二步激光焊接:将已冷却热压粘合步骤4)的组件重新定位于模具或治具上,要求底模面朝下,面膜朝上,取腔体去除表面PE膜,覆盖于面膜上,将固定热压粘合步骤4)的组件及腔体的模具或治具内,使用近红外线激光(NIR),波长在810到1064纳米,将热压粘合步骤4)的组件及腔体两种配件焊接成为整体,可一次激光焊接1组热压粘合步骤4)的组件及腔体配件或多组配件,取出放置于常温下冷却20分钟待用;
6)将金属弹片植入步骤5)中所得的配件,一次植入一片或多片,用于导通A/B Pin脚电路;
7)顶膜覆盖:将顶膜与按钮覆盖于腔体之上形成密闭空间,顶膜与按钮的结合为半固化高温环氧胶高温粘合,加工方式为:在PI模或薄板上均匀涂抹一层半固化高温环氧胶,在材料还未固化的时候将按钮键入半固化高温环氧胶,置于烤箱内烘烤60度,时长为30分钟,待其固化即形成开关顶膜,将金属弹片及已经融合成的腔体覆盖;
8)进行第三步激光焊接:将覆盖好顶膜配件覆盖在装有金属弹片的腔体上,使用近红外线激光(NIR),波长在810到1064纳米,用于固定激光焊接步骤5)的组件及顶膜配件两种配件成为整体;可一次激光焊接1组激光焊接步骤5)所得的组件及顶膜配件
或多组配件,取出放置在常温下20分钟待用;
9)裁切成型:将激光焊接步骤8)完成的产品用裁切成型模具一次落料成型,根据产品规格及所需A/B PIN脚距离及形状,裁切成型模具;
10)成品检测:将步骤9)中成型模具送至检验课,测试电气性能、机械性能、尺寸、外观,动作力、行程、回弹力、接触阻抗、绝缘阻抗、耐电压;
11)产品包装:将步骤10)中的成品进行PE袋包装或编带包装处理。
所述的按钮为硅胶按钮;硬度为硬度40-90度。
所述的PI膜采用薄板代替。
所述的A/B PIN脚使用铜材或锰钢制作而成。
所述产品的规格长宽为2-100mm*2-100mm,高度为0.3mm-10mm。
所述的植入金属弹片至少为一片。
所述的产品制作工艺为PI材料叠加2层或2层以上,利用激光焊接制作。
实施案例四:
一种超薄型轻触开关制造方法,采用热压方式由下往上依次底膜、A/B PIN脚、面膜、腔体、金属弹片、按钮及顶膜热压;其中:所述制造方法步骤如下:
1)材料准备:
①将底膜为0.25mm的薄板、面模为0.1mm的薄板、腔体为0.35mm的薄板裁切成固定尺寸,制作成卷材或片材,冲压成型模具待用;
②将顶膜为0.1mm的薄板裁切成固定尺寸,涂上高温环氧树脂,将硅胶按钮融入高温环氧树脂内与PI顶膜形成整体,制作成卷材或固定形状的板材,以便后续冲压成型模具加工制作;
③将金属材料冲压成开关所需的A/B Pin脚结构的片材或线材待用;
④金属弹片表面复银或压银或镀银或镀金或镀镍或镀锡;
2)所述的A/B Pin脚进行外发电镀;
3)将步骤1)的材料进料检验:采用盐雾试验96H、高温高湿96H、高低温冲击20/个循环、高温试验96H、低温试验96H、可焊性、耐焊接热、电镀附着力进行检验;
4)进行第一步热压粘合:将冲压成型好的底模定位于模具或治具上,底膜被PE膜覆盖的面朝上,模板上可固定一片或多片卷材或片材,去除表面覆盖的塑料薄膜;将已电镀好的A/B Pin脚片材或线材按照对应要求有序的排列在底膜上,然后取面膜去除
一面的PE膜,将PE膜去除的一面覆盖于A/B Pin脚表面,另一面仍然保留,将固定好底膜、A/B Pin脚、面膜的模具或治具放入加温的设备内预热压粘合160度/3.5秒钟,用于固定产品底膜、A/B Pin脚、面膜三种配件成为整体;将形成整体的配件放入温度200度的模具内,压力为50-90KG/1CM2,可一次热压粘合1组底膜、A/B Pin脚、面膜配件或多组配件,进行热压粘合2小时,取出放置于常温下冷却20分钟待用;
5)进行第二部热压粘合:将已冷却热压粘合步骤4)的组件重新定位于模具或治具上,要求底膜面朝下,面膜朝上,取腔体去除表面PE膜,覆盖于面膜上,将固定热压粘合步骤4)的组件及腔体的模具或治具放入加温的设备内预热压粘合160度/3.5秒钟,用于固定热压粘合步骤4)的组件及腔体两种配件成为整体;将形成整体的配件放入温度200度的模具内,压力为50-
90KG/1CM2,可一次热压粘合1组热压粘合步骤4)的组件及腔体配件或多组配件,进行热压粘合2小时,取出放置于常温下冷却20分钟待用;
6)将金属弹片植入步骤5)中所得的配件,一次植入一片或多片,用于导通A/B Pin脚电路;
7)顶膜覆盖:将顶膜与按钮覆盖于腔体之上形成密闭空间,顶膜与按钮的结合为半固化高温环氧胶高温粘合,加工方式为:在PI膜或薄板上均匀涂抹一层半固化高温环氧胶,在材料还未固化的时候将按钮键入半固化高温环氧胶,置于烤箱内烘烤60度,时长为30分钟,待其固化即形成开关顶膜,将金属弹片及已经融合成的腔体覆盖;
8)进行第三步热压粘合:将覆盖好顶膜配件覆盖在装有金属弹片的腔体上,放入加温的设备内预热压粘合160度/3.5秒钟,用于固定热压粘合步骤5)的组件及顶膜配件两种配件成为整体;将形成整体的配件放入温度200度的模具内,压力为50-
90KG/1CM2,可一次热压粘合1组热压粘合步骤5)所得的组件及顶膜配件或多组配件,进行热压粘合2小时,取出放置在常温下20分钟待用;
9)裁切成型:将热压粘合步骤8)完成的产品用裁切成型模具一次落料成型,根据产品规格及所需A/B PIN脚距离及形状,裁切成型模具;
10)成品检测:将步骤9)中成型模具送至检验课,测试电气性能、机械性能、尺寸、外观,动作力、行程、回弹力、接触阻抗、绝缘阻抗、耐电压;
11)产品包装:将步骤10)中的成品进行PE袋包装或编带包装处理。
所述的按钮为硅胶按钮;硬度为硬度40-90度。
所述的A/B PIN脚使用铜材或锰钢制作而成。
所述产品的规格长宽为3.5-10.0mm*3.5-10.0mm,高度为1.0mm-2.5mm。
所述的植入金属弹片至少为一片。
所述的产品制作工艺为薄板叠加4层或4层以上以上,利用环氧树脂经过高温热压粘合制作。
综上所述,本领域的普通技术人员阅读本技术文件后,根据本技术的技术方案和技术构思无需创造性脑力劳动而作出其他各种相应的变换方案,均属于本技术所保护的范围。
开关电源入门必读:开关电源工作原理超详细解析 第1页:前言:PC电源知多少 个人PC所采用的电源都是基于一种名为“开关模式”的技术,所以我们经常会将个人PC电源称之为——开关电源(Sw itching Mode P ow er Supplies,简称SMPS),它还有一个绰号——DC-DC转化器。本次文章我们将会为您解读开关电源的工作模式和原理、开关电源内部的元器件的介绍以及这些元器件的功能。 ●线性电源知多少 目前主要包括两种电源类型:线性电源(linear)和开关电源(sw itching)。线性电源的工作原理是首先将127 V或者220V市电通过变压器转为低压电,比如说12V,而且经过转换后的低压依然是AC交流电;然后再通过一系列的二极管进行矫正和整流,并将低压AC交流电转化为脉动电压(配图1和2中的“3”);下一步需要对脉动电压进行滤波,通过电容完成,然后将经过滤波后的低压交流电转换成DC直流电(配图1和2中的“4”);此时得到的低压直流电依然不够纯净,会有一定的波动(这种电压波动就是我们常说的纹波),所以还需要稳压二极管或者电压整流电路进行矫正。最后,我们就可以得到纯净的低压DC直流电输出了(配图1和2中的“5”) 配图1:标准的线性电源设计图
配图2:线性电源的波形 尽管说线性电源非常适合为低功耗设备供电,比如说无绳电话、PlayStation/W ii/Xbox等游戏主机等等,但是对于高功耗设备而言,线性电源将会力不从心。 对于线性电源而言,其内部电容以及变压器的大小和AC市电的频率成反比:也即说如果输入市电的频率越低时,线性电源就需要越大的电容和变压器,反之亦然。由于当前一直采用的是60Hz(有些国家是50Hz)频率的AC市电,这是一个相对较低的频率,所以其变压器以及电容的个头往往都相对比较大。此外,AC市电的浪涌越大,线性电源的变压器的个头就越大。 由此可见,对于个人PC领域而言,制造一台线性电源将会是一件疯狂的举动,因为它的体积将会非常大、重量也会非常的重。所以说个人PC用户并不适合用线性电源。 ●开关电源知多少 开关电源可以通过高频开关模式很好的解决这一问题。对于高频开关电源而言,AC输入电压可以在进入变压器之前升压(升压前一般是50-60KHz)。随着输入电压的升高,变压器以及电容等元器件的个头就不用像线性电源那么的大。这种高频开关电源正是我们的个人PC以及像VCR录像机这样的设备所需要的。需要说明的是,我们经常所说的“开关电源”其实是“高频开关电源”的缩写形式,和电源本身的关闭和开启式没有任何关系的。 事实上,终端用户的PC的电源采用的是一种更为优化的方案:闭回路系统(closed loop system)——负责控制开关管的电路,从电源的输出获得反馈信号,然后根据PC的功耗来增加或者降低某一周期内的电压的频率以便能够适应电源的变压器(这个方法称作PW M,Pulse W idth Modulation,脉冲宽度调制)。所以说,开关电源可以根据与之相连的耗电设备的功耗的大小来自我调整,从而可以让变压器以及其他的元器件带走更少量的能量,而且降低发热量。 反观线性电源,它的设计理念就是功率至上,即便负载电路并不需要很大电流。这样做的后果就是所有元件即便非必要的时候也工作在满负荷下,结果产生高很多的热量。 第2页:看图说话:图解开关电源 下图3和4描述的是开关电源的PW M反馈机制。图3描述的是没有PFC(P ow er Factor Correction,功率因素校正)电路的廉价电源,图4描述的是采用主动式PFC设计的中高端电源。 图3:没有PFC电路的电源 图4:有PFC电路的电源 通过图3和图4的对比我们可以看出两者的不同之处:一个具备主动式PFC电路而另一个不具备,前者没有110/220V转换器,而且也没有电压倍压电路。下文我们的重点将会是主动式PFC电源的讲解。
开关电源类产品设计的安全规 范(标准版) Safety management is an important part of enterprise production management. The object is the state management and control of all people, objects and environments in production. ( 安全管理 ) 单位:______________________ 姓名:______________________ 日期:______________________ 编号:AQ-SN-0679
开关电源类产品设计的安全规范(标准版) 1.范围 1.1本规范规定了0公司户内使用、额定电压≤600V的开关电源类产品的设计安全要求,它包括参考标准资料、标志说明、一般要求和试验一般条件、电气技术参数规格、材料和结构、电气试验、机械试验、环境可靠性试验、包装、存放、出货和附录项内容。 1.2它主要以信息技术设备,包括电气事务设备及与之相关设备的安全标准为基础编写。 2.主要参考资料 2.1IEC60950-1999:信息技术设备的安全。 2.2IEC61000-4(所有系列):电磁兼容--试验和测量技术。 2.3IEC61000-3-2-1998:电磁兼容第3部分:限值第2章低压
电气及电子设备发出的谐波电流限值(设备每相输入电流≤16A)。 2.4IEC61000-3-3-1998:电磁兼容第3部分:限值第3章标称电流≦16A的低压电气及电子设备的供电系统中电压波动和变化的 限值。 2.5IEC60384-14-1993:电子设备用固定电容器第14部分:分规范拟制电源电磁干扰用固定电容器。 2.6CISPR22-1998:信息技术设备的无线电干扰特性的限值和测量方法。 2.7CISPR24-1997:信息技术设备的无线电抗干扰特性的限值和测量方法。 2.8IEC60695-10-2:1995:着火危险试验第10部分:减少着火对电子技术产品而引起的不正常发热效应的指南和试验方法第2部分:用球压试验测试非金属材料构成产品的耐热方法。 2.9IEC61140-1997:防电击保护设备和安装的一般要求。 2.10IEC60227-1997:额定电压450V/750V及以下PVC绝缘电缆。 3.标记和说明
开关电源设计步骤 步骤1 确定开关电源的基本参数 ① 交流输入电压最小值u min ② 交流输入电压最大值u max ③ 电网频率F l 开关频率f ④ 输出电压V O (V ):已知 ⑤ 输出功率P O (W ):已知 ⑥ 电源效率η:一般取80% ⑦ 损耗分配系数Z :Z 表示次级损耗与总损耗的比值,Z=0表示全部损耗发生在初级, Z=1表示发生在次级。一般取Z=0.5 步骤2 根据输出要求,选择反馈电路的类型以及反馈电压V FB 步骤3 根据u ,P O 值确定输入滤波电容C IN 、直流输入电压最小值V Imin ① 令整流桥的响应时间tc=3ms ② 根据u ,查处C IN 值 ③ 得到V imin 步骤4 根据u ,确定V OR 、V B ① 根据u 由表查出V OR 、V B 值 ② 由V B 值来选择TVS 步骤5 根据Vimin 和V OR 来确定最大占空比Dmax V OR D m a x = ×100% V OR +V I m i n -V D S (O N ) ① 设定MOSFET 的导通电压V DS(ON) ② 应在u=umin 时确定Dmax 值,Dmax 随u 升高而减小 步骤6 确定C IN ,V Imin 值
步骤7 确定初级波形的参数 ① 输入电流的平均值I A VG P O I A VG= ηV Imin ② 初级峰值电流I P I A VG I P = (1-0.5K RP )×Dmax ③ 初级脉动电流I R ④ 初级有效值电流I RMS I RMS =I P √D max ×(K RP 2/3-K RP +1) 步骤8 根据电子数据表和所需I P 值 选择TOPSwitch 芯片 ① 考虑电流热效应会使25℃下定义的极限电流降低10%,所选芯片的极限电流最小值 I LIMIT(min)应满足:0.9 I LIMIT(min)≥I P 步骤9和10 计算芯片结温Tj ① 按下式结算: Tj =[I 2RMS ×R DS(ON)+1/2×C XT ×(V Imax +V OR ) 2 f ]×R θ+25℃ 式中C XT 是漏极电路结点的等效电容,即高频变压器初级绕组分布电容 ② 如果Tj >100℃,应选功率较大的芯片 步骤11 验算I P IP=0.9I LIMIT(min) ① 输入新的K RP 且从最小值开始迭代,直到K RP =1 ② 检查I P 值是否符合要求 ③ 迭代K RP =1或I P =0.9I LIMIT(min) 步骤12 计算高频变压器初级电感量L P ,L P 单位为μH 106P O Z(1-η)+ η L P = × I 2P ×K RP (1-K RP /2)f η 步骤13 选择变压器所使用的磁芯和骨架,查出以下参数: ① 磁芯有效横截面积Sj (cm 2),即有效磁通面积。 ② 磁芯的有效磁路长度l (cm ) ③ 磁芯在不留间隙时与匝数相关的等效电感AL(μH/匝2) ④ 骨架宽带b (mm ) 步骤14 为初级层数d 和次级绕组匝数Ns 赋值 ① 开始时取d =2(在整个迭代中使1≤d ≤2) ② 取Ns=1(100V/115V 交流输入),或Ns=0.6(220V 或宽范围交流输入) ③ Ns=0.6×(V O +V F1) ④ 在使用公式计算时可能需要迭代 步骤15 计算初级绕组匝数Np 和反馈绕组匝数N F ① 设定输出整流管正向压降V F1 ② 设定反馈电路整流管正向压降V F2 ③ 计算N P
开关电源维修手册 目录引言 一、二、三、 LLC谐振变换器原理 2 LLC 谐振腔之元件设计3 L6598\L6599 芯片资 料 .................................................................. ....错误!未定义书签。 1、L6599 芯片介绍................................................................... ............................ 错误!未定义书签。 2、芯片与典型方框 图 .................................................................. ........................................................... 5 3、PIN 脚功能................................................................... ..................................................................... ... 5 4、典型电源系统 图 .................................................................. ............................................................... 6 5、振荡器...............................................................................................................7 6、工作在轻载或无载时 (8) 四、 L6599 的工作流程 1、 L6599 供电回路………………………………………………………………………………………. 8 2、 L6599 的启动.......................................................................................................9 3、 L6599 稳压原理 (1) 0 4、L6599 的 SCP 保护及次级 OCP 保护 (11) 附: 过流延时保护电路 (12) 2007-12-20 1 DQA 内部专用资料
开关电源工作原理详细解析 个人PC所采用的电源都是基于一种名为―开关模式‖的技术,所以我们经常会将个人PC电源称之为——开关电源(Switching Mode Power Supplies,简称SMPS),它还有一个绰号——DC-DC转化器。本次文章我们将会为您解读开关电源的工作模式和原理、开关电源内部的元器件的介绍以及这些元器件的功能。 ●线性电源知多少 目前主要包括两种电源类型:线性电源(linear)和开关电源(switching)。线性电源的工作原理是首先将127 V或者220 V市电通过变压器转为低压电,比如说12V,而且经过转换后的低压依然是AC交流电;然后再通过一系列的二极管进行矫正和整流,并将低压AC 交流电转化为脉动电压(配图1和2中的―3‖);下一步需要对脉动电压进行滤波,通过电容完成,然后将经过滤波后的低压交流电转换成DC直流电(配图1和2中的―4‖);此时得到的低压直流电依然不够纯净,会有一定的波动(这种电压波动就是我们常说的纹波),所以还需要稳压二极管或者电压整流电路进行矫正。最后,我们就可以得到纯净的低压DC 直流电输出了(配图1和2中的―5‖) 配图1:标准的线性电源设计图
配图2:线性电源的波形 尽管说线性电源非常适合为低功耗设备供电,比如说无绳电话、PlayStation/Wii/Xbox等游戏主机等等,但是对于高功耗设备而言,线性电源将会力不从心。 对于线性电源而言,其内部电容以及变压器的大小和AC市电的频率成反比:也即说如果输入市电的频率越低时,线性电源就需要越大的电容和变压器,反之亦然。由于当前一直采用的是60Hz(有些国家是50Hz)频率的AC市电,这是一个相对较低的频率,所以其变压器以及电容的个头往往都相对比较大。此外,AC市电的浪涌越大,线性电源的变压器的个头就越大。 由此可见,对于个人PC领域而言,制造一台线性电源将会是一件疯狂的举动,因为它的体积将会非常大、重量也会非常的重。所以说个人PC用户并不适合用线性电源。 ●开关电源知多少 开关电源可以通过高频开关模式很好的解决这一问题。对于高频开关电源而言,AC输入电压可以在进入变压器之前升压(升压前一般是50-60 KHz)。随着输入电压的升高,变压器以及电容等元器件的个头就不用像线性电源那么的大。这种高频开关电源正是我们的个人PC以及像VCR录像机这样的设备所需要的。需要说明的是,我们经常所说的―开关电源‖其实是―高频开关电源‖的缩写形式,和电源本身的关闭和开启式没有任何关系的。
仅供参考[整理] 安全管理文书 开关电源类产品设计的安全规范 日期:__________________ 单位:__________________ 第1 页共14 页
开关电源类产品设计的安全规范 1.范围 1.1本规范规定了0公司户内使用、额定电压≤600V的开关电源类产品的设计安全要求,它包括参考标准资料、标志说明、一般要求和试验一般条件、电气技术参数规格、材料和结构、电气试验、机械试验、环境可靠性试验、包装、存放、出货和附录项内容。 1.2它主要以信息技术设备,包括电气事务设备及与之相关设备的安全标准为基础编写。 2.主要参考资料 2.1IEC60950-1999:信息技术设备的安全。 2.2IEC61000-4(所有系列):电磁兼容--试验和测量技术。 2.3IEC61000-3-2-1998:电磁兼容第3部分:限值第2章低压电气及电子设备发出的谐波 电流限值(设备每相输入电流≤16A)。 2.4IEC61000-3-3-1998:电磁兼容第3部分:限值第3章标称电流≦16A的低压电气及电子设备的供电系统中电压波动和变化的限值。 2.5IEC60384-14-1993:电子设备用固定电容器第14部分:分规范拟制电源电磁干扰用固定电容器。 2.6CISPR22-1998:信息技术设备的无线电干扰特性的限值和测量方法。 2.7CISPR24-1997:信息技术设备的无线电抗干扰特性的限值和测量方法。 2.8IEC60695-10-2:1995:着火危险试验第10部分:减少着火对电子技术产品而引起的不正常发热效应的指南和试验方法第2部分: 第 2 页共 14 页
轻触开关电气符号 这是什么电路符号 答:这是常开开关,用力按压时开关接通,力轻触开关电气符号撤去后自动断开。像抢答器上就使用这种功能的开关。 请问轻触开关在电路板上怎么连接? 问:原理图上开关符号是SW-PB,只有两个触电,而实际元器件上有4个引脚,请 答:四个引脚分两组连通的,实际上只相当于两个引脚。很容易看得出来的,引脚的宽面正对着的两个脚是连通的,是同一个引脚。用万用表也量得出来埃 求一个5v控制12v开关的电路 问:5v数字信号控制12v20A的轻触开关电气符号开关,求电路图表明所用到的元件和参数,谢谢 答:用一支功率MOS管就可以。
这个电路图中,kk是什么意思 答:KK表示控制开关,这个一般是用在断路器的控制回路中,它是一个组合开关,有多副触点,如何动作需看接点表; 你好!请问下6*6的轻触开关,电流电压可以做多大?? 答:轻触开关电气符号f8d.html可以参考这个,欧姆龙的,电气额定值那有规定,DC5~24V,1~50mA 6*6贴片防水轻触开关,哪家有生产? 答:机械性能:操作力:1N、1.6N、2.5N;弹力;(内控);开关寿命:30万次、50万次、100万次。电气性能:接触电阻:100mΩ(实际 都有哪些电气开关 问:都有哪些电气开关 答:问题不是很明确,你是想问断路器还是控制小开关轻触开关电气符号?小开关有带灯轻触开关,船型开关,按键开关,微动开关等
如何把一直给继电器加的直流电改成轻触开关那种通 问:或者是把输出地电压改成那种通电时只触发一次(相当于按一次轻触开关) 答:RS触发器,驱动一个三极管就可以了,RS触发器接法有两种,低电平触发和高电平触发。基本RS触发器1基本RS触发器的工作原理基本RS触发器的电路如图1(a)所示。它是由两个与非门,按正反馈方式闭合而成,也可以用两个或非门按正反馈方式闭合而 轻触开关怎么使用? 答:轻触开关靠按键向下移动,使接触簧片或导电橡胶块接触焊片,形成通路。简介:轻触开关又叫按键开关,使用时以满轻触开关电气符号足操作力的条件向开关操作方向施压开关功能闭合接通,当撤销压力时开关即断开,其内部结构是靠金属弹片受力变化来实现通断的。轻 4脚轻触开关的PCB封装怎么做 问:用PADS怎么制作4脚轻触开关的原理图符号和PCB封装?回答请附上图片,谢谢
率较大的开关电源一般使用半桥或者全桥变换器拓扑。 2.2.设计原理图,制作PCB印制板 原理图设计时应考虑整体的元件布局,使阅读者一目了然。在PCB印制板设计的过程中要严格按照国家的安全标准进行设计,同时需要重点考虑的噪声干扰包括:EM I 干扰、功率开关管产生的高频噪声。 PCB板的设计过程中应考虑到地线、高压线的电流密度,功率开关管的高频线与其它走线之间的距离,一般不小于3mm,元件的PCB封装与实际生产元件封装一致,以便于生产。元件的放置符合美观、实用的标准;元件与元件之间应紧凑,以提高开关电源的功率密度,降低生产成本(特殊元件除外)。 2.3.变压器的设计 变压器是整个开关电源的核心器件,所以变压器的设计及验证是非常重要的环节。 2.3.1.磁芯和骨架的选择 当我们的电路拓扑选定后,就要确定电路的工作频率和变压器磁芯的尺寸大小,确保在变压器体积最小的情况先获得最大的输出功率。 首先我们确定需要的引脚数,变压器的输出、输入,辅助绕组的引脚来确定骨架的引脚数,输出有单路和多路,变压器一般采用夹绕的方法以增加线圈的耦合度。 其次选择磁芯材料是主要参考材料铁损(单位一般为毫瓦/立方厘米)随频率和峰值磁通密度变化的曲线。大多数变压器的磁芯的材料为铁氧体,因为它有很高的电阻率,所以铁氧体的涡流损耗很低。 2.3.2.根据变压器计算公式计算变压器的初级线圈匝数 变压器初级匝数计算公式: N P =V in(min) ×T on(max) /(ΔB×A e ) N P :变压器初级线圈的匝数。 V in(min) :输入直流电压的最小值(V)。 T on(max) :功率开关管导通时间的最大值(S)。 A e :磁芯面积(m22)。 ΔB:由磁芯本身材料决定。一般取1600G,因为当震荡频率大于50KHz的时候, 高损耗材料会产生过量的磁芯损耗,这就使可选择的B max 值变小,因此经过对比选择增量ΔB的值为1600G(1G=10-4-4T)。
开关电源原理(希望能帮到同行的你更加深入的了解开关电源,温故而知新吗!!) 一、开关电源的电路组成[/b]:: 开关电源的主要电路是由输入电磁干扰滤波器(EMI)、整流滤波电路、功率变换电路、PWM控制器电路、输出整流滤波电路组成。辅助电路有输入过欠压保护电路、输出过欠压保护电路、输出过流保护电路、输出短路保护电路等。 开关电源的电路组成方框图如下: 二、输入电路的原理及常见电路[/b]:: 1、AC输入整流滤波电路原理: ①防雷电路:当有雷击,产生高压经电网导入电源时,由MOV1、MOV2、MOV3:F1、F2、F3、FDG1组成的电路进行保护。当加在压敏电阻两端的电压超过其工作电压时,其阻值降低,使高压能量消耗在压敏电阻上,若电流过大,F1、F2、F3会烧毁保护后级电路。 ②输入滤波电路:C1、L1、C2、C3组成的双π型滤波网络主要是对输入电源的电磁噪声及杂波信号进行抑制,防止对电源干扰,同时也防止电源本身产生的高频杂波对电网干扰。当电源开启瞬间,要对C5充电,由于瞬间电流大,加RT1(热敏电阻)就能有效的防
止浪涌电流。因瞬时能量全消耗在RT1电阻上,一定时间后温度升高后RT1阻值减小(RT1是负温系数元件),这时它消耗的能量非常小,后级电路可正常工作。 ③整流滤波电路:交流电压经BRG1整流后,经C5滤波后得到较为纯净的直流电压。若C5容量变小,输出的交流纹波将增大。 2、 DC输入滤波电路原理: ①输入滤波电路:C1、L1、C2组成的双π型滤波网络主要是对输入电源的电磁噪声及杂波信号进行抑制,防止对电源干扰,同时也防止电源本身产生的高频杂波对电网干扰。C3、C4为安规电容,L2、L3为差模电感。 ② R1、R2、R3、Z1、C6、Q1、Z2、R4、R5、Q2、RT1、C7组成抗浪涌电路。在起机的瞬间,由于C6的存在Q2不导通,电流经RT1构成回路。当C6上的电压充至Z1的稳压值时Q2导通。如果C8漏电或后级电路短路现象,在起机的瞬间电流在RT1上产生的压降增大,Q1导通使Q2没有栅极电压不导通,RT1将会在很短的时间烧毁,以保护后级电路。 三、功率变换电路[/b]:: 1、 MOS管的工作原理:目前应用最广泛的绝缘栅场效应管是MOSFET(MOS管),是利用半导体表面的电声效应进行工作的。也称为表面场效应器件。由于它的栅极处于不导电状态,所以输入电阻可以大大提高,最高可达105欧姆,MOS管是利用栅源电压的大小,来改变半导体表面感生电荷的多少,从而控制漏极电流的大小。 2、常见的原理图:
SIMPLE Array SWITCHER ? PCB ? AN-1229? 2002 National Semiconductor Corporation AN200426 https://www.doczj.com/doc/a114408225.html,
https://www.doczj.com/doc/a114408225.html, 2 A N -1229 ? ? 20042601 1. 1a ? ? ? ? ? ? ? ? CBYPASS ? ? CIN ? ? ?? ? 1b ? ? ? ? ? ? ? ? ? ? 1c ? ? ??? ? ? ? ? ? ? ?? ? ? ? ? ? ?? ? ? ? ? ? ? ? ? ? ? ? ?? PCB ? ? ? ? ? ? ? ? ? ? ? ? PWM ? ? ? ?? ?? ? ? ?? ? ? ? ? ? ? ? ? ? ? ? ? , ? ? ? ? ???
AN-1229 https://www.doczj.com/doc/a114408225.html, 3 ? ? ǖ ? ? ? ? ? ? ? ? ? ? ? ? ? ?ǖ ? ? ?? ? ǜ ? ? V ǚIR ? ? ? ?? ? ? ? 1.4 0.5 1 ? 20 ?? 1 ? 1A ? 2.5 ? ? ?? IC ? ? ? ? PCB ? ? ? ? ? 20 ?? ? ? ? SIMPLE SWITCHER ? V ǚL*dI/dt ? ?? ? ? ? 1A ? ? ? ? ? dI/dt ? ? 1a 1b ? ? ? ? 1c ? dI/dt ? ? ? ǖ ? ? ? ? 1.2?? 0.8?? ? ? ? ?? FET , LM267x 30ns ? , LM259x 75ns ? ? ? ? ? ? ? ? ?? ? ? ? 30ns ? 1 ? 1A 0.7V ? ? 2.5mV ? ?? 2 ? 3A 4V ? 1c ? ? 1a 1b ? ??? ? , IC ? ?? ?SW ?? ? ? ? ?? , ?? ?VIN ?? ? ? ?? 1c ? ? ? ?VIN ? ? ? ? , ? ? ?? ?? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? Np/Ns ?? ? RCD ? ? ? ? ? ?? ?? ? ? ? ? ? ?? ? ?? ? ? ? ? , ǖ EMI ? ? ? ? ? ? IC ? ? ? ? ? IC ? ? ? ?? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ǜ ?? ? ? ?? ? ? ? V*dt ǚL*dI ? , L ? ?V*dt ? ? ? , ? ??? ? ? ? ? ?? ? ? ? ? ? ?? ?COMP ?? ?? ? ?? ? ? ? ? ?? ?? ?? ? ?IC ? ? ? ? , ? ??
轻触开关各性能参数介绍 轻触开关的好坏影响因素,主要关键在于轻触开关的防护性、可焊性、导通可靠性、寿命、手感、生产工艺和安装尺寸等方面因素决定,首先为引脚基材,轻触开关的引脚基材为黄铜或磷铜(低档次的为铁),为降低接触电阻,引脚基本上镀银处理,为银遇空气中的SO2气体会氧化,直接影响开关的可焊性和接触电阻,所以高品质的轻触开关首先要在引脚的基材镀银厚度和镀银工艺方面进行控制到位,市场上镀银优劣顺序如下:镀银厚度:0.3um以上(后银)、0.2um (薄银)、0.1um(镀白) 镀银工艺:基材预镀镍再镀银、基材预镀铜再镀银、基材直接镀银基材镀银后是否有进行保护剂处理或开关是否具备防尘防水功能非常关键,不然即使最好的镀银处理,开关也会被氧化。 其次导通可靠性关键影响因素是接触点的结构,因为轻触开关的功能是接触点和弹片进行接触导通,那么接触点的接触面越大越好,接触面由结构决定,市场上大概有三类结构,优劣顺序如下: 大泡(火山口型)“O型接触”、开槽型“2点接触”、平泡型“1点接触”第三、寿命和手感是轻触开关的行程和弹片的配合决定的,行程越短声音越轻寿命越长,行程越长则反之,在固定的弹片工艺情况下,主要看行程或声音决定轻触开关的寿命;另外,决定弹片寿命的关键因素还是冲压技术,日本台湾的冲压技术在国内已经很比较普及,所以在技术提升情况下,对材料的要求是否进口材料再降低,比如160gf
弹片寿命在市场是主要有四种5万次左右(国产磷铜或比较落后的冲压技术)、10万次左右、20万次以上(不锈钢)第四是生产工艺,有了配件之后最终影响品质的就是组装工艺,组装工艺要靠生产公司的管理能力、员工质量意识和品质保证能力等因素决定,不同保证能力出来的最终产品品质肯定不同,市场组装方法有人工和机器,机器组装成本低但产品品质低,人工组装成本高但品质也高。 第五是出厂检验,出厂检验的方法和项目也影响最终轻触开关的品质,比如是外观、手感、导通、电阻等项目是抽检还是全检,比如一些大厂要求的废品率是PPM来衡量的或零缺陷,就要在出厂检验设置全检后还要设置抽检或品质稽查等工序。
开关电源的制作流程 开关电源(Switch Mode Power Supply,SMPS)具有高效率、低功率、体积小、重量轻等显著优点,代表了稳压电源的发展方向,现已成为稳压电源的主流产品。开关电源的设计与制作要求设计者具有丰富的实践经验,既要完成设计制作,又要懂得调试、测试与分析等。本文章介绍开关电源组成及制作、调试所需的基本步骤和方法。 第一节开关电源的电路组成 开关电源一般是指输入与输出隔离的电源变换器,包括AC/DC电源变换器和DC/DC电源变换器,也称为AC/DC开关电源和DC/DC开关电源。非隔离式DC/DC变换器也属于开关电源,通常称之为开关稳压器。 1、AC/DC开关电源的组成 AC/DC开关电源的典型结构如图1-1-1所示。电源由输入电磁干扰(EMI)滤波器、输入整流/滤波电路、功率变换电路、PWM控制器电路、输出整流/滤波电路和输出电压反馈电路组成。 图1-1-1 AC/DC开关电源的典型结构 其中输入整流/滤波电路、功率变换电路、输出整流/滤波电路和PWM控制器电路是主要电路,其他为辅助电路。有些开关电源中还有防雷击电路、输入过压/欠压保护电路、输出过压保护电路、输出过流保护电路、输出短路保护电路等其他辅助电路。 2. DC/DC开关电源的组成 DC/DC开关电源的组成相对AC/DC开关电源要简单一点,其典型结构如图1-1-2所示。电源由输入滤波电路、功率变换电路、PWM控制器电路、输出整流/滤波电路和输出电压反馈电路组成。当然,有些DC/DC开关电源也会包含其他辅助电路。 图1-1-2 DC/DC开关电源的典型结构
第二节开关电源的制作流程 开关电源的设计与制作要从主电路开始,其中功率变换电路是开关电源的核心。功率变换电路的结构也称开关电源拓扑结构,该结构有多种类型。拓扑结构也决定了与之配套的PWM控制器和输出整流/滤波电路。下面介绍开关电源设计与制作一般流程。 1.解定电路结构(DC/DC变换器的结构) 无论是AC/DC开关电源还是DC/DC开关电源,其核心都是DC/DC变换器。因此,开关电源的电路结构就是指DC/DC变换器的结构。开关电源中常用的DC/DC变换器拓扑结构如下: (1)降压式变换器,亦称降压式稳压器。 (2)升压式变换器,亦称升压式稳压器。 (3)反激式变换器。 (4)正激式变换器。 (5)半桥式变换器。 (6)全桥式变换器。 (7)推挽式变换器。 降压式变换器和升压式变换器主要用于输入、输出不需要隔离的DC/DC变换器中;反激式变换器主要用于输入、输出需要隔离的小功率AC/DC或DC/DC变换器中;正激式变换器主要用于输入/输出需要隔离的较大功率AC/DC或DC/DC变换器中;半桥式变换器和全桥式变换器主要用于输入/输出需要隔离的大功率AC/DC或DC/DC变换器中,其中全桥式变换器能够提供比半桥式变换器更大的输出功率;推挽式变换器主要用于输入/输出需要隔离的较低输入电压的DC/DC或DC/AC变换器中。 顾名思义,降压式变换器的输出电压低于输入电压,升压式变换器的输出电压高于输入电压。在反激式、正激式、半桥式、全桥式和推挽式等具有隔离变压器的DC/DC变换器中,可以通过调节高频变压器的一、二次匝数比,很方便地实现电源的降压、升压和极性变换。此类变换器既可以是升压型,也可以是降压型号,还可以是极性变换型。在设计开关电源时,首先要根据输入电压、输出电压、输出功率的大小及是否需要电气隔离,选择合适的电路结构。 2.选择控制电路(PWM) 开关电源是通过控制功率晶体管或功率场效应管的导通与关断时间来实现电压变换的,其控制方式主要有脉冲宽度调制、脉冲频率调制和混合调制三种。脉冲宽度调制方式,简称脉宽度调制,缩写为PWM;脉冲频率调制方式,简称脉频调制,缩写PFM;混合调制方式,是指脉冲宽度与开关频率均不固定,彼此都能改变的方式。 PWM方式,具有固定的开关频率,通过改变脉冲宽度来调节占空比,因此开关周期也是固定的,这就为设计滤波电路提供了方便,所以应用最为普通。目前,集成开关电源大多采用此方式。为便于开关电源的设计,众多厂家将PWM控制器设计成集成电路,以便用户选择。开关电源中常用的PWM控制器电路如下: (1)自激振荡型PWM控制电路。 (2)TL494电压型PWM控制电路。 (3)SG3525电压型PWM控制电路。 (4)UC3842电流型PWM控制电路。 (5)TOPSwitch-II系列的PWM控制电路。 (6)TinySwitch系列的PWM控制电路。 3.确定辅助电路
开关电源技术实验指导书 信息工程学院电气及自动化教研室 2009.04.18
实验一电流控制型脉宽调制开关稳压电源研究 一.实验目的 1.掌握电流控制型脉宽调制开关电源的工作原理,特点与构成。 2.熟悉电流控制型脉宽调制芯片UC3842的工作原理与使用方法。 3.掌握开关电源的调试方法与参数测试方法。 二.实验内容 1.利用芯片UC3842,连接实验线路,构成一个实用的开关稳压电源电路。 2.芯片UC3842的波形与性能测试 (1)开启与关闭阀值电压。 (2)锯齿波,包括周期、占空比、幅值等,并与理论值相比较。 (3)不同负载以及不同交流输入电压时的输出PWM波形,并与正确波形相对比。 (4)反馈电压端(即UC38422号脚)与电源端(即7号脚)波形。 (5)输出PWM脉冲封锁方法测试。 3.开关电源波形测试 (1)GTR集电极电流与集-射极电压波形。 (2)变压器原边绕组两端波形。 (3)输出电压V O波形。 4.开关电源性能测试 (1)电压调整率(抗电压波动能力)测试。 (2)负载调整率(抗负载波动能力)测试。 (3)缓冲电路性能测试。 三.实验系统组成及工作原理 电源装置是电力电子技术应用的一个重要领域。其中高频开关式直流稳压电源由于具有效率高,体积小和重量轻等突出优点,获得了广泛的应用。 开关电源的控制电路可分为电压控制型和电流控制型。前者是一个单闭环电压控制系统,后者是一个电压、电流双闭环控制系统,电流控制型较电压控制型有不可比拟的优点。 具体实验原理可参见附录。 具体线路见图5—4。 四.实验设备和仪器 1.MCL-08直流斩波及开关电源实验挂箱 2.双踪示波器 3.万用表 五.实验方法
轻触开关,是属于现代化之下的电子元件开关,属于电子电器一类。而所谓的四脚轻触开关,在开关上有四个脚,就被称之为四脚轻触开关。这种开关在当今时下的应用中可谓是相当的广泛,尤其是在家用的电器方面,比如玩具、遥控器、影音产品、通讯产品、数码产品等一类的电子电器之中。那么问题就来了,轻触开关的原理是怎样的呢? 轻触开关,又被称之为按键开关,这种开关最早出现的地方则是在日本,使用轻触开关的时候,以满足操作力条件,向开关进行施压,以此来进行开启、关闭的功能。当撤销施压的时候,轻触开关就会被关闭,其轻触开关内部结构都是依靠金属弹片来保护受力情况,实现接通、断开。 轻触开关型号: 不同条件或者是不同环境下,使用的轻触开关,都会有不同或者是有所不同。这就要对不同系列的规格型号有一个相当熟稔的掌握。
轻触开关主要规格有侧插式、贴片式、插件式等,按包装方式可分为:散装人工插件、SMT贴片封装、DIP插件编带封装。 轻触开关常用的尺寸有:2*4轻触开关 3*3轻触开关 3.7*3.7*0.35轻触开关 4*4*1.5/1.6/17mm轻触开关 3*6*4.3/5.0mm汽车轻触开关 4*6*2.6轻触开关 4.5*4.5*3.8/4.8/5/0/6/7/8/9轻触开关 6*6*4.3/5.0/5.5/6/7/8/9/9.5/10/11/12/13/14/15/16/17/18/19/ 20/21/26mm轻触开关6.2*6.2*2.5/2.7/3.1/3.4轻触开关 12*12*4.3/5.0/5.5/6/7/8/9/10/11/12/13/14/15/16/17/18/19/20 /21/22/23mm轻触开关 6*6系列防水轻触开关 8*8系列防水轻触开关 10*10系列防水轻触开关 12*12系列防水轻触开关。 轻触开关应用范围: 彩色电视机、黑白电视机、音响设备、录像机、摄像机、计算机、
1 设计步骤: 1.1 产品规格书制作 1.2 设计线路图、零件选用. 1.3 PCB Layout. 1.4 变压器、电感等计算. 1.5 设计验证. 2 设计流程介绍: 2.1 产品规格书制作 依据客户的要求,制作产品规格书。做为设计开发、品质检验、生产测试等的依据。 2.2 设计线路图、零件选用。 2.3 PCB Layout. 外形尺寸、接口定义,散热方式等。 2.4 变压器、电感等计算. 变压器是整个电源供应器的重要核心,所以变压器的计算及验证是很重要的, 2.4.1 决定变压器的材质及尺寸: 依据变压器计算公式 Gauss x NpxAe LpxIp B 100(max ) B(max) = 铁心饱合的磁通密度(Gauss) Lp = 一次侧电感值(uH) Ip = 一次侧峰值电流(A) Np = 一次侧(主线圈)圈数 Ae = 铁心截面积(cm 2) B(max) 依铁心的材质及本身的温度来决定,以TDK Ferrite Core PC40为例,100℃时的B(max)为3900 Gauss ,设计时应考 虑零件误差,所以一般取3000~3500 Gauss 之间,若所设计的 power 为Adapter(有外壳)则应取3000 Gauss 左右,以避免铁心 因高温而饱合,一般而言铁心的尺寸越大,Ae 越高,所以可以 做较大瓦数的Power 。 2.4.2 决定一次侧滤波电容: 滤波电容的决定,可以决定电容器上的Vin(min),滤波电容越大,Vin(win)越高,可以做较大瓦数的Power ,但相对价格亦较高。 2.4.3 决定变压器线径及线数: 变压器的选择实际中一般根据经验,依据电源的体积、工作频率,
计算机开关电源原理图电路分析
计算机开关电源原理图电路分析 第一章 基本构成方框图及原理分析 一、基本方框图 +5VSB PG PS/ON ±5V/±12V/3.3V 二、原理分析 1.工作原理 交流电220V 进入输入滤波电路,衰减电网电源线进入的外来噪声,再进入 浪涌电流抑制电路,抑制开机瞬间的浪涌电流,进入桥式滤波电路,把交流220V 整流滤波成直流300V 电压。一路进入开关电路,另一路进入辅助电源电路,经 过辅助电源电路内部变换,输出两组电压,一组为+5VSB 电压,另一组为TL494 ⑿脚提供工作电压(约18V )。 TL494有了工作电压,就开始振荡工作,经内部整形,在其⒁脚就有+5V 基准电压,⑧脚⑾脚输出脉冲矩形波,经驱动电路放大,驱动变压器耦合,送 到开关电路开关管的基极,控制开关管轮流导通和截止,于是在开关变压器次 级就有脉冲方波输出,经次级侧整流滤波,输出直流电压±5V ,±12V ,+3.3V 。 输入 滤波 电路 浪涌电流抑制电路 桥式(倍 压)整流 电路 滤波 电路 开关 电路 开关 变压器 整流滤波 电路 辅助电源 开关电路 整流 滤波 电路 整流 滤波 电路 驱动 变压 器 驱动 放大 电路 TL494 LM339 过流 保护 检测 电路 稳压 检测 电路 过压保护 检测 电路 1 114 81 325 61
2.稳压原理 当输出电压(+5V,+12V,+3.3V)因某种原因升高或降低时,经稳压检测电路(取样电阻)检测,到TL494①脚的电压也相应升高或降低,经TL494内部取样放大器比较,从而使TL494内部末级输出晶体管输出的调制脉冲宽度变窄或变宽,经驱动电路加到两开关管的基极驱动脉冲的宽度也相应变窄或变宽,这样从开关管经高频变压器耦合到次级绕组的脉冲调制电压的脉冲宽度也将变窄或变宽,经整流滤波后的直流电压必然下降或升高,从而使输出电压保持稳定。 3.过流保护原理 当输出电压某一组负载过大或短路时,开关变压器绕组电流也增大,从而使推动变压器上感应的电流也增大,经耦合,推动变压器初级电流也相应增加,此电压经整流、取样,使TL494⒃脚和LM339⑤脚的电压升高,导致TL494输出的调制脉冲宽度为0,从而达到过流保护的目的。 4.过压保护原理 当输出电压超过规定值时,稳压管将被击穿而导通,LM339⑤脚电压将会升高,LM339②脚输出电压也会升高,从而使TL494④脚电压也会升高,结果使TL494⑧脚⑾脚输出的调制脉冲宽度为0,开关管处于截止状态,从而达到过压保护的目的。 第二章基本单元电路原理分析 一、输入滤波电路 作用:防止输入电源窜入噪声,抑制开关电源产生的噪声反馈到输入电源。 FL1和CX1组成差模抗干扰电路(正态); FL1或CY1、CY2组成共模抗干扰电路(共态); 经LC振荡产生一高频振荡频率吸收电路,当外界高频干扰信号来时,经吸收电路短路到地,输出正常的50HZ低频信号,此电路又称低通滤波器。 二、浪涌电流抑制电路
《开关电源入门》,图灵出版的和美国半导体总工写的.《开关电源设计与优化》写的不适合初学者 1、《开关电源指南》第2版,浙江大学徐德鸿翻译的,也有可能是他的学生翻译,他署名出版而已.说实话,翻译水平很烂,错误相当多,但里面很多内容,相当不错,很适合入门.英文水平高的,可以看英文原版. 2、《开关电源设计》第2版,华南理工大学王志强翻译的,挺厚的,黑白相间的书皮,也不错. 3、《电力电子系统建模》浙大徐德鸿翻译,《开关变换器的建模与控制》, 张卫平著. 这两本书,详细讲解了开关电源的建模方式和环路补偿,怎么调整电源环路的稳态性能和暂态性能.这两本书看懂了,做电源,我个人觉得,理论水平已经达到一定高度了. 4、《直流开关电源的软开关技术》和《全桥移相软开关技术》,南航阮新波的博士论文,整理后出版的两本书,国内凡是写软开关的书,大部分都是照抄它们或者无一不参考它们.其中后一本书已经绝版了,市场上已经买不到,淘宝网上有复印版本卖,大概45元,质量很不错的. 5、《开关电源磁性元器件》,赵修科著.磁性器件,可以说是开关电源的心脏,不懂磁,想做好电源,那是不可能的.这本书对磁的理解深刻而全面. 6、control loop cookbook 德州仪器的技术资料,作者就是提出著名右半平面零点概念的那个人,相当的好. 其他的书嘛,就是大学教材,模拟电路和经典控制理论,一定是要读通掌握才行.总的来说,软开关,就看阮新波足够;环路方面,主要还是看外国人写的;磁和变压器方面,主要看赵修科和台湾人写的. 仿真软件还是要掌握一些的. 1、orcadpspice适合做电路元件级级仿真,仿模拟电路和开关电源小信号模型,效果相当好. 2、saber适合做系统级仿真,特别适合开关电源这种含有脉冲式信号的电路,模型库参数全,仿真精度高,尤其是强大的仿真结果后续处理能力,是我用过的仿真软件中,功能最强大的一款.不过,在国内普及程度,没有pspice高,一套正版8万