浇道体积㎜3铝液密度g/cm 2
产品体积
㎜3浇口截面积㎜2排气道体积
㎜3渣包截面积㎜3料筒内径
㎜产品壁厚㎜空打行程
㎜填充时间s 料筒截面积
㎜2高速速度m/s 压室充满度%低速速度m/s L1
㎜v1m/s L2
㎜v2m/s L3
㎜v3m/s L4
㎜v4m/s L5
㎜v5m/s L6㎜v6m/s
填充时间
s t=V/Agvg 浇口速度m/s 留模时间
s 转换行程mm 增压时间
s 高速区间
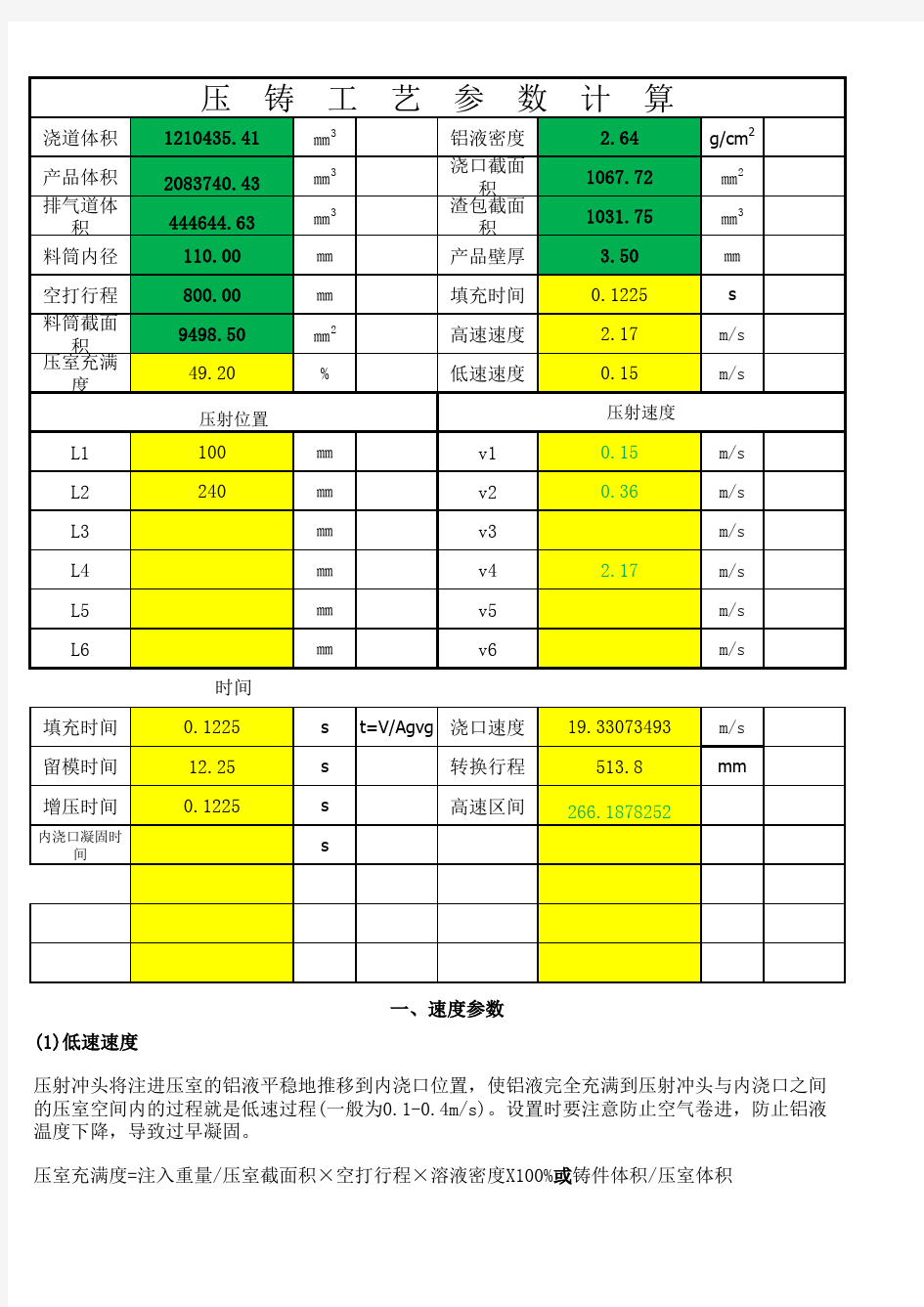
内浇口凝固时间s 0.36240 2.17100压射位置压射速度1210435.41 2.641067.722.173.501031.752083740.439498.50110.00444644.63 一、速度参数
(1)低速速度
压射冲头将注进压室的铝液平稳地推移到内浇口位置,使铝液完全充满到压射冲头与内浇口之间
的压室空间内的过程就是低速过程(一般为0.1-0.4m/s)。设置时要注意防止空气卷进,防止铝液
温度下降,导致过早凝固。
压室充满度=注入重量/压室截面积×空打行程×溶液密度X100%或铸件体积/压室体积
266.1878252513.812.250.12250.122519.33073493时间
0.15压 铸 工 艺 参 数 计 算
49.20
800.000.12250.15
(压室充满度的标准一般为20-50%)或压室的充满度在60%-80%之间较为适宜
低速速度=0.7X√压室直径/压室充满度
例题:压室直径:Φ50mm,注入重量:830g,空打行程:368mm,压室截面积:(π/4)×
52=19.63cm²,溶液密度:2.6 g/cm³
压室充满度=(830/196.63×36.8×2.6)X100%=44.18%
低速速度=(0.7X√50)/44.18=0.122M/S
(2)高速速度
压射冲头将铝液完全充满到压室内(一般为1.5-2.5m/s)。在铝液开始凝固之前,铝液的流动性好,压力的传递也好,所以填充时间越短,越容易得到质量好的铸件。
A、填充时间
填充时间=0.01x产品壁厚x产品壁厚
b、依据模具条件的高速速度
高速速度=(产品+溢流重量)/压室截面积X填充时间X铝液密度
C.依据机器能力的高速速度
模具临界速度=550X√(浇口截面积)²X压射缸截面积XACC压力X10/(压室截面积)³(注:只考虑模具的浇口抵抗,充填抵抗时的实打速度)
d.确认浇口速度
浇口速度=压室截面积/浇口截面积X高速速度
(一般为40-60m/s)
例题:产品壁厚:3mm,产品+溢流重量:510g,压室截面积:19.63cm²,浇口截面积:
1.04cm²,铝液密度:
2.6g/cm³,ACC压力:14MPa,压射缸截面积:(π/4)×
112=95cm²。
a.填充时间=0.01×3×3=0.063s
b.高速速度=(510/19.63×0.063×2.6)=1.59m/s
c.模具临界速度=550X√(1.04)²×95×14×19/(19.63)³=7.58m/s
d.浇口速度=(19.63/1.04)X1.59=30.01m/s
(3)快慢速度转换行程
对于铝、镁合金来说,各个压射阶段的切换点尤为重要,比如低速在什么时候转入高速,高速什么时候转为增压等,直接影响到产品的表面和内部质量。
转换行程=空打行程-(产品+溢流重量/压室截面积X熔液密度)-余料厚度-1cm
(一般考虑到行程开关的反应时间,转换行程可以延长1cm)
例题:产品+溢流重量:510g,压室截面积:19.63 cm²,空打行程:368mm,余料厚度:
23mm,铝液密度:2.6g/cm³
转换行程=36.8-(510/19.63X2.6)-2.3-1=235mm
二、压力参数
(1)铸造压力
铸造压力是获得铸件组织致密和轮廓的主要因素,又是压铸区别于其他铸造方法的主要特征.其大
小取决于压铸机的结构及功率。
铸造压力=(增压缸截面积/压室截面积)XACC压力X0.9
(0.9为ACC压力下降)
(2)涨型力
压铸过程中,充填型腔的金属液将压射活塞的比压传递至型(模)具型腔壁面上的力。
涨型力=铸造压力X投影面积
(3)模具临界压力
模具临界压力=合模力/投影面积
例题:增压缸截面积:(π/4)×162=201.1cm²,ACC压力:14MPa,压室截面积:19.63cm² 投影面积模具临界压力=(280X100)/204=137MPa
三、时间参数
(1)填充时间
金属液在压力的作用下从内浇口进入型腔直到充满,这个过程所需时间。合金浇注温度高时,模具
温高时,铸件壁厚部分离内浇口远时,熔化潜热和比热高的合金,填充时间可选择长一些。
填充时间=0.007X产品壁厚X产品壁厚
(2)留模时间
从持压终了至开模这段时间,根据铸件厚薄、复杂结构选择。气动增压缸综合压铸过程的压铸工
艺参数压力、速度、温度、时间选项择为:铸件壁厚、结构复杂,压力要大,留模时间要长;铸件
壁薄、结构复杂,压射速度要快,模具温度要高;
留模时间=产品壁厚X产品壁厚
(3)增压时间
压铸件进一步得到致密的最终压力所使用的时间,增压压力的时间要比内浇口凝固的时间短,否
则内浇口凝固,压力无法传递到铸件上。
增压时间=0.01X产品壁厚X产品壁厚
(4)内浇口凝固时间
内浇口凝固的时间关系到压力是否能够传递到铸件上,铸件的内部质量是否能达到合格状态。内浇口凝固时间=2X0.01X产品壁厚X产品壁厚
10670140210
8000.64808000.8640
94980
项目单位DC280C DC400C DC550C DC630C
锁模力KN2800400055006300
锁模行程MM455550600600
压模厚度MM250-650300-700350-900350-900大杠内间
距MM560*560620*620760*760750*750大杠直径MM110130150160
增压力KN350405520520
压射行程MM420500600600
跟踪距离MM150180245245
压射位置MM-125-175-220-220
压射头直
径MM50,60,7060,70,8070,80,9070,80,90射料量
(铝)KG 3.2 4.777
铸造压力
(最大)Mpa178141135135
铸造面积140-740275-1097370-1478370-1478
顶出行程MM100120100100
顶出力MM150180200200
系统工作
压力MPa14141414
油泵电机
功率KW22223030
机器重量KG13000150002000020000机器尺寸
(长X宽X M 6.8X1.6X2.77.0X1.7X2.78.1X2.5X3.28.1X2.5X3.2输入相关数据自动计算
压铸机型压射缸直径压铸机型压射缸直径天
压
铸
力劲 DCC 280110mm 力劲 DCC 1600210mm
力劲 DCC 400120mm 力劲 DCC 2000220mm
力劲 DCC 500130mm 力劲 DCC 2500240mm
力劲 DCC 630140mm 力劲 DCC 3500270mm
力劲 DCC 800150mm 东芝DC350J-MX 125mm
力劲 DCC 1000170mm 东芝DC650J-MX 145mm
力劲 DCC 1250200mm 东芝DC800J-MX 150mm
21
浩
天压
铸
机压
射
缸直
径参
数
441 3.14 346.185
DC700C DC800C DC900C DC1260C DC1600C DC2000C 7000
80009000126001600020000595
760760100010001200350-850
400-950400-950450-1180450-1180700-1600850*750
910*9101000*10001190*11901180*11801285*1485170180190240250265
680
68068097012001250760
7607609509501100295
295295390390450-250
-250-250-350-350-35080,90,100
80,90,10080,90,100###########################12
1415222629135
135135126126126520-2200750-2600840-29001033-32861322-40041400-4100
150
180180200200200250
36036050050050014
141414141637
373737+3737+3737+37380004500050000950001020001150008.4X2.5X3.08.5X2.5X3.28.5X2.5X3.511X3.5X4.511X3.5X4.512X3.7X4.7DC2500C
锁模部分
2500015001100450-450120-20052750-16501430*1430300压射部分
135********-6250顶出部分
14X4.5X4.6300700其他
1675+75175000