有限公司作业文献
文献编号:JT/C-7.6J-003版号:A/0
(MSA)测量系统分析
稳定性、偏移和线性研究
作业指引书
批准:
审核:
编制:
受控状态:分发号:
11月15日发布11月15日实行
量具稳定性、偏移、线性研究作业指引书JT/C-7.6J-003
1目
为了配备并使用与规定测量能力相一致测量仪器,通过恰当记录技术,对测量系统五个特性进行分析,使测量成果不拟定度已知,为精确评估产品提高质量保证。
2合用范畴
合用于公司使用所有测量仪器稳定性、偏移和线性测量分析。
3职责
3.1检查科负责拟定过程所需要测量仪器,并定期校准和检定,对使用测量系统分析,对存在异常状况及时采用纠正防止办法。
3.2HR负责依照需要组织和安排测量系统技术应用培训。
3.3生产科配合对测量仪器进行测量系统分析。
4术语
4.1偏倚
偏倚是测量成果观测平均值与基准值(原则值)差值。
4.2稳定性(飘移)
稳定性是测量系统在某持续时间内测量同一基准或零件单一特性时获得测量值总变差。
4.3线性
线性是在量具预期工作量程内,偏倚值变差。
4.4重复性
重复性是由一种评价人,采用一种测量仪器,多次测量同一零件同一特性获得测量值变差。
4.5再现性
再现性是由不同评价人,采用相似测量仪器,测量同一零件同一特性测量平均值变差。
5测量系统分析作业准备
5.1拟定测量过程需要使用测量仪器以及测量系统分析范畴。
a)控制筹划有规定工序所使用测量仪器;
b)有SPC控制规定过程,特别是有核心/特殊特性产品及过程;
c)新产品、新过程;
d)新增测量仪器;
e)已经作过测量系统分析,重新修理后。
5.2公司按GB/T10012原则规定,建立公司计量管理体系,保证建立测
JT/C-7.6J-003
量系统可靠性。
6分析研究过程
6.1稳定性分析研究
1)取同样件,并建立其可追溯到有关原则参照值。如果无法获得这样样件,则选取一种落在产品测量范畴中间生产零件,指定它为基准样件进行稳定性分析。对于追踪测量系统稳定性,不规定已知参照值。
建议对每个原则样件分别进行测量和画Array控制图。
2)以一定周期基本(每天、每周)测量基准件三
到五次,抽样数量和频率应取决于对测量系统结
识。也许考虑因素可以涉及规定重新校准和维修
频率如何、使用测量系统频率,以及操作条件重
要性等。应当在不同步间下获得多次读值,以代
表测量系统实际使用状况,以便阐明在一天中预
热、周边环境和 其她因素发
生变化。
3)将数据准时间顺序画在X &R 控制图上
4)建立控制限并用原则化控制图分析评价失控或不稳定状态。 范例-稳定性
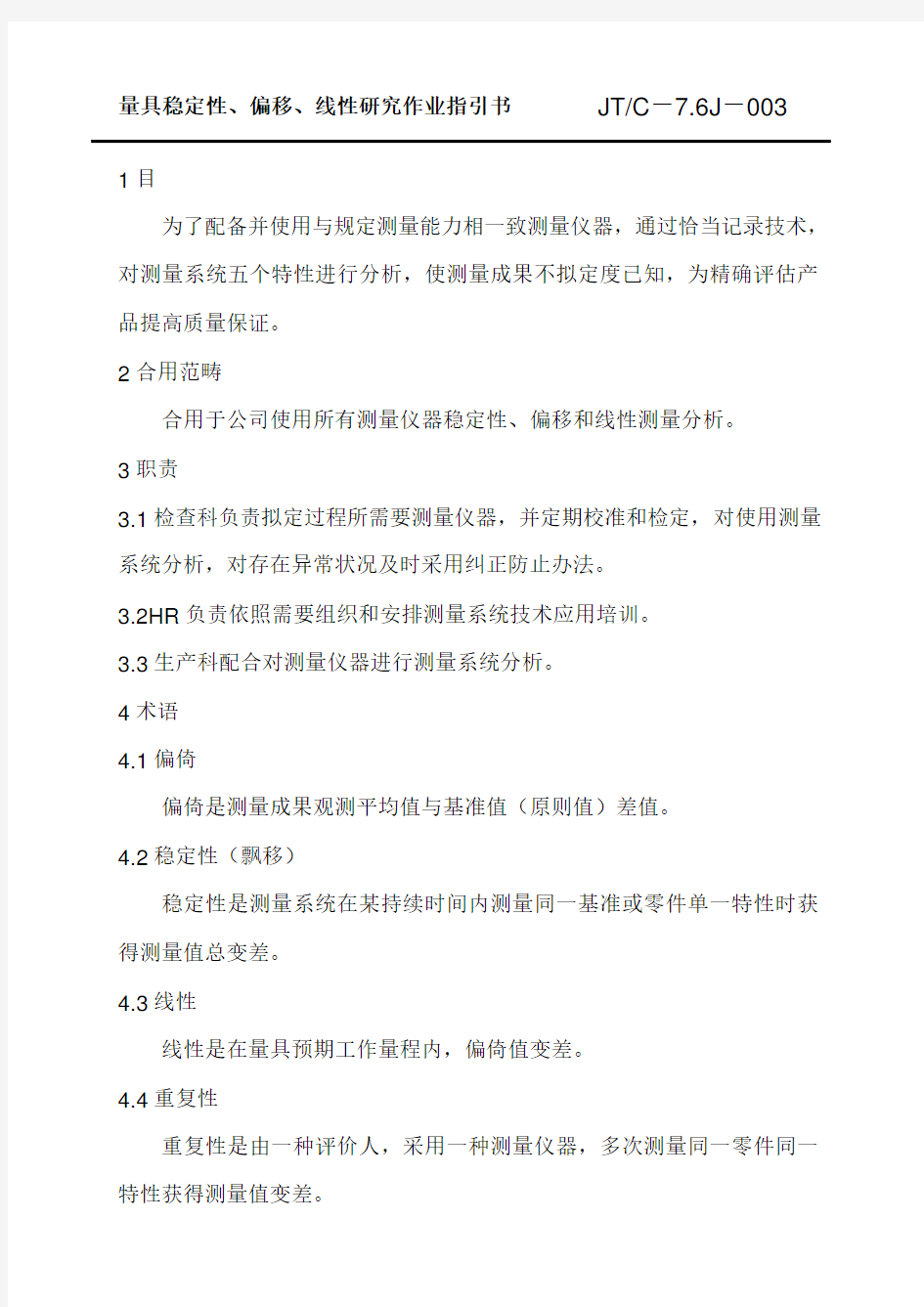
为了拟定某一新测量仪器稳定性与否可接受,过程小组选用了生产过程 输出范畴中接近中间值一种零件。该零件被送到了测量实验室,经测量其参照 值拟定为6.01.。小组每班测量该零件5次,共测量了4周(20个子组);收集 所有数据后来,画出了X&R 图(见图1)
用于分析稳定性均值-极差图
JT/C -7.6J -003
5)从以上控制图分析显示,测量过程是稳定,由于没有浮现明显可见特
0 10 20 样本均值 UCL=6.297 6.021
LCL=5.746
6.3
6.2 6.1 6.0 5.9 样本极差 0.0 UCL=1.010
0.4779
LCL=0
殊因素影响。
6.2偏移分析研究
6.2.1进行研究-控制图法
1)如果均值-极差图用于测量稳定性,其
据可以用来进行偏倚评价。在偏倚被评价之前,
控制图分析应当表白测量系统处在稳定状态。
2)获得一种样件,并且建立其与可追溯到
有关原则参照值。如果不能得到这个参照值,选
取一种落在生产测量范畴中间生产件,
测量系统平均值基准值并将它指定为偏倚分析基准件。在工具室测量这
个零件n≥10次,并计算这n个数据平均值。把
将平均值视为“参照值”。
3)从控制图上获取平均值X
4)用平均值X减去参照值,计算得到偏倚
偏倚= X–基准值
5)用极差平均值来计算重复性原则差
σ重复性=
公式中d*2取决于子组容量(m)多少和控制图中子组数量(g)。(见附录一)
6)拟定对偏倚记录t值:
R
d2*