
图1副枪控制系统硬件配置
安钢120吨转炉工程是现代化转炉———精炼———连铸———轧钢“四位一体”工程。其中,转炉系统配备了现代化氧气转炉炼钢应有的顶底复吹、副枪和挡渣技术,尤其是利用副枪进行不停吹测温、取样等测量工作,不仅可以实现不倒炉测温,缩短吹炼时间,还可以提高钢水的命中率,这对现代化大型转炉是十分必要的。
1系统的硬件配置
安钢转炉副枪设备及其控制系统是从荷兰DANIELICORUS公司成套引进的,设备主要由探头存储仓、探头翻转臂、枪体、去探头装置、副枪升降和旋转设备等主要设备组成。控制系统通过过程计算机和基础自动化两级来对整个测量过程进行监视和控制。副枪控制系统硬件配置如图1。
副枪控制系统[1]过程计算机级配置了一台
SDM动静态模型服务器和一台二级HMI,主
要用于完成二级计算机控制系统的数学模型
计算、炼钢工艺优化、指导操作、数据处理和通
讯等工作;基础自动化级由SIEMENSS7-400
PLC、
一级HMI、测量信号处理单元DIRC-5和一些外围设备(如脉冲发生器,行程开关等)组
成。用于探头连接的顺序控制、测量过程的顺
序控制和副枪升降及旋转的速度控制。通过基
础自动化级,操作员可以进行人机对话,修改
过程参数,监视设备的运行状态。另外,还配置
有一个GATEWAYPLC(SIEMENSS7-400),
用于转炉区一级和二级之间的数据交换和
通讯。
副枪的控制方式有四种:现场手动、HMI
手动、HMI自动和计算机控制,其中现场手动控制主要用于设备维护和检修,正常测量用HMI自动或计算机控制模式[2]。
2副枪的主要控制功能
2.1副枪的升降控制
副枪升降是由一台电机带动卷筒来控制,升降速度高速为2.5m/min,中速为0.6m/min,低速为0.1转炉副枪控制系统
(1.安阳钢铁集团公司;2.安阳工学院,河南安阳,455000)
李瑞波1李红安2
摘要:副枪系统,可以实现在不中断吹炼或不倒炉的情况下从转炉中获取钢液成份和温度等信息,该系统操作方便,结构合理。并可以利用二级计算机模型对整个炼钢过程进行控制,因而不仅可以降低劳动强度,还可以缩短每个炉次的冶炼时间。控制系统由西门子S7-400可编程序控制器,副枪画面操作站、测量信号处理单元和一些外围设备(如脉冲发生器,行程开关等)组成。
关键词:副枪;控制系统;转炉
中图分类号:TF71文献标识码:A文章编号:1673-2928(2007)06-0020-03
收稿日期:2007-04-25
作者简介:李瑞波(1976-),男,保定市人,安阳钢铁集团公司助理工程师,主要从事技术改造工作。
安阳工学院学报
JournalofAnyangInstituteofTechnology202007年
变频器PLC
自动速度设定点
手动速度设定点380VAC
0-50HZ
升/降速度设定电动机制动器和减速机卷筒PG
PGPGm/min[3]。
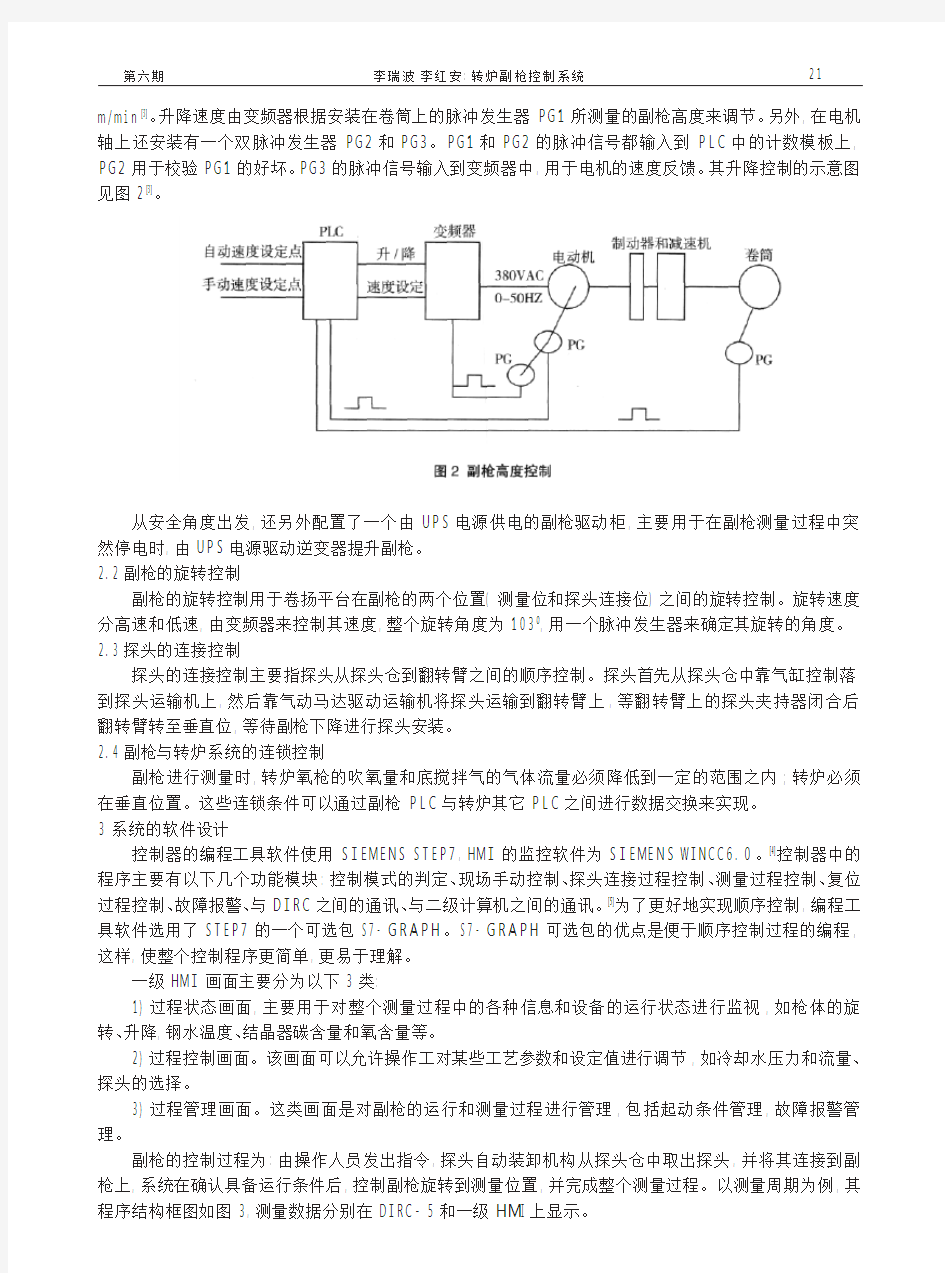
升降速度由变频器根据安装在卷筒上的脉冲发生器PG1所测量的副枪高度来调节。另外,在电机轴上还安装有一个双脉冲发生器PG2和PG3。PG1和PG2的脉冲信号都输入到PLC中的计数模板上,
PG2用于校验PG1的好坏。PG3的脉冲信号输入到变频器中,用于电机的速度反馈。
其升降控制的示意图见图2[3]。
图2副枪高度控制
从安全角度出发,还另外配置了一个由UPS电源供电的副枪驱动柜,主要用于在副枪测量过程中突然停电时,由UPS电源驱动逆变器提升副枪。
2.2副枪的旋转控制
副枪的旋转控制用于卷扬平台在副枪的两个位置(测量位和探头连接位)之间的旋转控制。旋转速度分高速和低速,由变频器来控制其速度,整个旋转角度为1030,用一个脉冲发生器来确定其旋转的角度。2.3探头的连接控制
探头的连接控制主要指探头从探头仓到翻转臂之间的顺序控制。探头首先从探头仓中靠气缸控制落到探头运输机上,然后靠气动马达驱动运输机将探头运输到翻转臂上,等翻转臂上的探头夹持器闭合后翻转臂转至垂直位,等待副枪下降进行探头安装。
2.4副枪与转炉系统的连锁控制
副枪进行测量时,转炉氧枪的吹氧量和底搅拌气的气体流量必须降低到一定的范围之内;转炉必须在垂直位置。这些连锁条件可以通过副枪PLC与转炉其它PLC之间进行数据交换来实现。
3系统的软件设计
控制器的编程工具软件使用SIEMENSSTEP7,HMI的监控软件为SIEMENSWINCC6.0。[4]控制器中的
程序主要有以下几个功能模块:控制模式的判定、
现场手动控制、探头连接过程控制、测量过程控制、复位过程控制、故障报警、与DIRC之间的通讯、与二级计算机之间的通讯。[5]为了更好地实现顺序控制,编程工
具软件选用了STEP7的一个可选包S7-GRAPH。S7-GRAPH可选包的优点是便于顺序控制过程的编程,这样,使整个控制程序更简单,更易于理解。
一级HMI画面主要分为以下3类:
1)过程状态画面,主要用于对整个测量过程中的各种信息和设备的运行状态进行监视,如枪体的旋转、升降,钢水温度、结晶器碳含量和氧含量等。
2)过程控制画面。该画面可以允许操作工对某些工艺参数和设定值进行调节,如冷却水压力和流量、探头的选择。
3)过程管理画面。这类画面是对副枪的运行和测量过程进行管理,包括起动条件管理,故障报警管理。
副枪的控制过程为:由操作人员发出指令,探头自动装卸机构从探头仓中取出探头,并将其连接到副枪上,系统在确认具备运行条件后,控制副枪旋转到测量位置,并完成整个测量过程。以测量周期为例,其程序结构框图如图3,测量数据分别在DIRC-5和一级HMI上显示。
李瑞波李红安:转炉副枪控制系统21第六期
4信号处理单元
信号处理单元选用的是CORUS公司生产的数据处理和记录计算机DIRC-5。探头测量的模拟量输入
信号经过DIRC-5中的专用的数学模型处理后,分别计算出熔池中钢液温度、
结晶碳含量和氧含量,并通过以太网显示在DIRC服务器上。
DIRC的主要功能有:探头种类识别;探头连接情况判断;测量信号求值;测量数据显示等。
该工程副枪头拟采用3种探头:T、TSO、TSC。
5结束语
该副枪控制系统操作方便,结构合理,并可以利用二级计算机模型对整个炼钢过程进行控制,因而不仅可以降低劳动强度,还可以缩短每个炉次的冶炼时间。这对提高产品质量、降低生产成本起到了重要作用。参考文献:
[1]DANIELICORUS.120t转炉——
—炉卷轧机工程-转炉副枪设备HMI操作手册[M].DANIELICORUS.[2]DANIELICORUS.120t转炉——
—炉卷轧机工程-转炉副枪设备操作手册[M].DANIELICORUS.[3]DANIELICORUS.120t转炉——
—炉卷轧机工程-转炉副枪设备维修手册[M].DANIELICORUS.[4]西门子
(中国)有限公司自动化与驱动集团.深入浅出西门子WinCCV6[M].北京:北航出版社,2002.[5]宋伯生.PLC编程实用指南[M].北京:机械工业出版社,2003.
[6]王俊峰.现在传感器应用技术[M].北京:机械工业出版社,2002.
[7]吴忠智,吴加林.变频器应用手册[M].北京:机械工业出版社,2004.安阳工学院学报
JournalofAnyangInstituteofTechnology222007年
图3副枪测量程序结构框图
4.3.2 炼钢关键技术 4.3.2.1 转炉炼钢关键技术 ——2006~2010年推广和开发的技术 ●转炉少渣、溅渣相结合的冶炼技术 主要是铁水三脱,脱磷转炉操作后,脱碳转炉渣量将减少到50kg/t以下时,仍进行溅渣护炉的技术。包括新条件下炉渣改质技术、喷枪结构优化技术、与喷补结合技术、全留渣技术等。 ●转炉内熔融还原合金化冶炼技术 脱磷炉加锰矿,脱碳炉加铬矿等矿物直接还原合金化低成本冶炼技术。 ● 转炉长寿复吹技术 改进底吹透气元件结构小材质,优化工艺,100%复吹,高炉龄技术。 ●转炉冶炼特钢技术 在优化炉料质量基础上,实现过程、终点和精炼精确控制的转炉一精炼结合冶炼各类中高合金钢的高效优质生产技术,其中转炉不锈钢冶炼系统技术为开发重点。 ●转炉全方位信息检测与控制技术 包括转炉钢水成分温度连续直接测定(如激光或红外光导测定、直接测定传感器等)与转炉闭环控制技术;转炉冶炼过程与终点智能精确控制技术(含终点静态、副枪和炉气分析动态控制);转炉声纳化渣检测技术;转炉下渣检测与控制技术 ● 转炉高强度供氧技术
供氧强度≥5 m3/min.t,供氧时间≤10min的系统工艺、装备技术。氧枪头结构优化与长寿是技术的关键,也要配合优化炉型。 ● 转炉煤气、蒸气大回收量技术 实现煤气回收≤100m3/t,蒸汽回收≥100kg/t,蒸汽完全满足钢厂各种需求(包括RH、VD的蒸汽)有余,供应其他厂。 ●转炉干法除尘技术 自主开发高效、易控、低成本的干法除尘技术 ● 转炉低排放控制技术 主要是水零排放、烟气全除尘(消灭无组织排放)、无渣与渣尘基本上全利用等系统技术。 其中转炉长寿复吹技术、转炉冶炼特钢技术、全方位信息检测与控制技术、转炉煤气与蒸汽大回收量技术、转炉干法除尘技术、转炉低排放控制技术是该阶段主导技术 ——2011~2020年开发技术 ●转炉高固体料(或全固体料)熔炼技术 适应废钢供应量充裕后,提高废钢比降低生产成本,比电炉更高效的系统技术。 ● 转炉"零排放"清洁生产技术 在低排放控制技术上,进一步做到气、水、固废完全无排放,高固体熔炼时,固废中可利用元素回收利用等系统技术。经济高效的厂房顶三级除尘装备与技术是研发的要点。 ●转炉全自动智能控制技术
420004转炉操作规程示 范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
420004转炉操作规程示范文本 使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 额定容量:5吨 1、遵守铸造设备通用操作规程。 2、检查制动器和其它安全装置是否可靠,如有不安全 因素,要立即通知维修人员处理。 3、检查全部操作手柄是否都放在空挡位置上。 4、检查放风伐是否完好、灵活、可靠,否则通知维修 人员修理。
5、空运转试车,检查传动系统(电机,减速器等)和炉体的运动是否平稳,确认一切正常后,方可进行生产。 6、工作时,炉身的旋转角要严格遵守工艺文件规定,防止钢水堵死风眼。 7、经常注意炉壁的烧损情况,防止炉壁烧透,以免损坏炉壳。 8、打扫现场,清理设备时,特别是大齿轮周围一定要清理干净。 请在此位置输入品牌名/标语/slogan Please Enter The Brand Name / Slogan / Slogan In This Position, Such As Foonsion
转炉炼钢厂设计中的先进工艺及节能环保措施 发表时间:2018-12-13T10:01:27.253Z 来源:《红地产》2017年2月作者:罗圣[导读] 结合国内120t转炉炼钢厂的设计,简单介绍了转炉炼钢设计中“一罐制”铁水供应、副枪技术、干法除尘等国产化的先进工艺和流程。从而使得转炉炼钢厂工艺流程更加合理,技术更加先进,经济效益更加明显,使得转炉炼钢厂成为一个安全、环保、低能耗的绿色工厂。 引言 国内某钢厂为了响应国家钢铁产业发展的政策,确保钢铁工业升级和实现可持续发展,防止低水平重复建设,决定淘汰原来落后的小转炉炼钢车间,新建120t转炉炼钢车间。新建120t转炉以“先进、合理、安全、经济”为设计原则,立足于国内设计、制造,采用国内外大、中型转炉的成熟、先进的技术和合理工艺流程。 1 工艺流程及主要设备 1.1 工艺流程 本工程设计中采用的工艺流程为:铁水炉外脱硫→顶底复吹转炉→钢包吹氩→LF精炼炉→大矩形坯连铸机,转炉炼钢车间采用全连铸的生产工艺,连铸坯通过辊道热送至轧钢厂,使该车间达到国内外同行业的先进水平。 1.2 主要设备 本工程设计的主要工艺设备有:1座铁水倒罐站、1座单吹颗粒镁铁水脱硫站、1座120t顶底复吹转炉、1座吹氩站、1座LF精炼炉、一台R12m五机五流大矩形坯连铸机。主要设备采用国内外先进的技术和工艺,设计、制造全部在国内完成,有效的降低了工程造价。 2 设计特点 2.1 “一罐制”铁水供应制度铁水运输和供应有采用鱼雷罐车的,有在转炉炼钢厂设置混铁炉的、也有铁水罐配合倒罐站的。本次设计中采用铁水罐方式对转炉进行铁水供应,且高炉、转炉采用同一种铁水罐,即“一罐制”铁水供应工艺。这种铁水罐在140t标准铁水罐的基础上将出铁口适当加长,以便于铁水能兑入转炉。采用铁水供应“一罐制”及铁水倒罐站而取消了混铁炉由如下几个有点:(1)有效的简化了工艺流程,紧凑了总图布置;(2)降低了能耗、减少了铁损、减小了烟尘污染;(3)大大降低了工程投资;(4)高炉炼铁车间和转炉炼钢车间采用同一种铁水罐,有利于生产操作和生产管理。 2.2 转炉系统 转炉是转炉炼钢车间的主体设备,设计的好坏直接影响整个炼钢工序的流畅。 2.2.1转炉的特点 (1)采用顶底复吹的工艺,氧枪顶吹氧气,炉底透气元件吹入N2和Ar,促进转炉内冶金反应,抑制吹炼过程中的喷溅,缩短吹炼时间。 (2)设计中转炉的炉型采用锥球型,冶炼中有较好的动力学特性。 (3)转炉倾动机构按照全正力矩设计,抱闸松闸后转炉可以依靠其自重自行复位。 (4)转炉炉口、炉帽、托圈、耳轴均采用水冷结构,以便于提高这些关键部位的寿命,减少维修工作量。 (5)炉体采用整体结构,转炉修炉采用简易上修方式。新炉炉衬的重量不到350t,专业筑炉人员3~4天就能完成筑炉工作。较上修方式由如下几点优点:①省去1台修炉塔,减少了设备费用;②平台上不需要布置修炉塔的存放位置,简化了平台,减小了平台荷载,从而降低了工程造价;③汽化冷却烟道可以不设置移动段,省去了一台移动台车,减少了设备费用;④整个修炉工艺变得简单、快捷。 (6)采用炉腹风冷。设计中通过非传动侧旋转接头引一路空气进入托圈,通过托圈上设置环管及喷嘴对转炉本体和托圈之间的炉体本身进行强制风冷,以改善炉体的热变形,延长炉体的寿命。 2.3 副枪系统 为了进一步提高转炉冶炼终点目标命中率,实现自动化炼钢,同时减轻工人的劳动强度,缩短冶炼周期,提高转炉生产能力。我们在设计中配备了副枪装置,这套装置全部为我设计院在以往引进副枪的经验基础之上设计开发的。 2.3.1设备组成 副枪的主要组成部分:副枪本体、副枪提升系统、升降小车、导轨、旋转框架、副枪导向装置、探头自动安装装置、探头拆卸装置、探头收集槽、刮渣器及密封帽等。 2.3.2结构型式 本次设计的副枪为结构型式采用旋转式,副枪系统布置在氧枪对侧。有两个旋转支点,1点布置在散状原料高位料仓平台边缘,1点布置在平台梁侧面。 这种布置型式的优点:(1)采用旋转式,故探头装卸位和测试位分别布置在两个不同的位置,从而有效降低了副枪的设备高度。同时,副枪上支撑点在散状原料高位料仓平台上,也没有增加高跨厂房的高度。(2)副枪可以从探头装卸位旋转到测试位,当副枪在探头装卸位时给氧枪的运输留了足够的空间。(3)副枪旋转增加二次定位销,使副枪的定位更精确。 2.4 除尘系统 2.4.1一次除尘 一次除尘采用干法除尘。以前,国内转炉一次除尘主要以湿法除尘(OG法)为主,但随着对环境和能耗要求的越来越高,许多厂逐步采用干法除尘。干法除尘的主要由蒸发冷却器、静电除尘器、ID风机、切换站和放散烟囱、煤气冷却器和输灰系统等设备组成。干法除尘的流程如下:
1 概述 1.1氧气顶吹转炉炼钢特点 氧气顶吹转炉炼钢又称 LD 炼钢法,通过近几十年的发展,目前已完全取代了平炉炼钢,其之所以能够迅速发展的原因,主要在于与其它炼钢方法相比,它具有一系列的优越性,较为更突出的几点如下: 1.生产效率高 一座容量为80 吨的氧气顶吹转炉连续生产24 小时,钢产量可达到日产3000 — 4000 吨,而一座 100 吨的平炉一昼夜只能炼钢 300 — 400 吨钢,平均小时产量相差甚远,而且从冶炼周期上看,转炉比平炉、电炉的冶炼周期要短得多。 2.投资少,成本低 建氧气顶吹转炉所需的基本建设的单位投资,比同规模的平炉节约30% 左右,另外投产后的经营管理费用,转炉比平炉要节省,而且随着转炉煤气回收技术的广泛推广和应用,利用转炉余热锅炉产生蒸气及转炉煤气发电,使转炉逐步走向“负能”炼钢。 3.原料适应性强 氧气顶吹转炉对原料情况的要求,与空气转炉相比并不那么严格,可以和平炉、电弧炉一样熔炼各种成分的铁水。 4.冶炼的钢质量好,品种多 氧气顶吹转炉所冶炼的钢种不但包括全部平炉钢,而且还包括相当大的一部分电弧炉钢,其质量与平炉钢基本相同甚至更优,氧气顶吹转炉钢的深冲性能和延展性好,适宜轧制板、管、丝、带等钢材。 1 / 35
5.适于高度机械化和自动化生产 由于冶炼时间短,生产效率高,再加转炉容量不断扩大,为准确控制冶炼过程,保证获得合格钢水成分和出钢温度,必须进行自动控制和检测,实现生产过程自动化。另外,在这种要求下,也只有实现高度机械化和自动化,才能减轻工人的劳动强度,改善劳动条件。 1.2 转炉炼钢机械设备系统 氧气顶吹转炉炼钢法,是将高压纯氧[压力为0.5~1.5MPa ,纯度99.5% 以上,(我厂为99.99% )],借助氧枪从转炉顶部插入炉内向熔池吹氧,将铁水吹炼成钢。氧气顶吹转炉的主要设备有: 1.转炉本体系统: 包括转炉炉体及其支承系统——托圈、耳轴、耳轴轴承和支承座,以及倾动装置,其中倾动装置由电动机、一次减速机,二次减速机、扭矩缓冲平衡装置等组成。 2.氧枪及其升降、氧气装置及配套装置。 氧枪包括枪体、氧气软管及冷却水进出软管。 根据操作工艺要求氧枪必须随时升降,因此需要升降装置,为保证转炉连续生产,必须设有备用枪,即通过换枪装置,随时将备用枪移至工作位置,同时要求备用枪的氧气,进出水管路连接好。 3.散装料系统: 氧气顶吹转炉炼钢使用的原料有: (1)金属料——铁水、废铁、生铁块; (2)脱氧剂——锰铁、硅铁、硅锰、铝等; (3)造渣剂——石灰、萤石、白云石等;
转炉底吹操作规程
转炉炼钢厂转炉底吹 操作规程(试行) 1. 目的 主要为了改进钢水、钢渣及气相反应的动力学条件,提高冶金效果,减少喷溅,提高金属收得率,降低钢中含氧量,缩短冶炼周期。 2.适用范围:本规程适用于湖北新冶钢转炉炼钢厂1#、2#转炉底吹系统。 3.操作要求 3.1. 事前准备 3.1.1确认氮气压力≥1.2MPa ;氩气压力≥1.2MPa 。当氮气压力小于0.7MPa 时氧枪无法下枪吹炼,须相关人员同意后方可解除这一联锁。 3.1.2气体纯度及品质要求: 氩气、氮气纯≥99.99%;品质要求:常温、干燥无油 3.1.3检查底吹供气系统是否泄漏,如有泄漏应采取措施进行处理。 3.1.4检查切断阀和流量调节系统,流量和压力在规定范围内,无堵塞现象,在手动和自动状态下,分别实现N 2和Ar 切换,并利用N 2对每个底吹供气组件进行在线的曲线特性测定。 3.1.5复吹转炉在开新炉时,要求连续3炉冶炼中碳钢(防止拉低 编 号: QJ/YG03.08.001— 部门:转炉炼钢厂
碳),采用C模式吹炼,在保证安全的前提下,快速生成蘑菇头。 编制:审核:批准: 3.1.6根据钢水终点碳控制要求,选择好供气模式。 复吹工艺底部供气模式Nm3/h 3.2 底吹操作顺序 等待状态:N2切断阀开,Ar切断阀关,两个阀门互为联动。压力调节阀10%最小限制开度。 3.2.1 HMI手动状态: 当操作人员选择“底吹手动”按钮,画面按钮中“底吹自动”栏的“启动”、“停止”、“出钢开始”和“出钢结束”四个按钮被屏蔽。而在“底吹手动”栏中能够根据工艺要求选择“吹氮”或者“吹氩”;画面中切断阀、放散阀(HV1011、HV1001、HV 、HV 、HV1101、HV1102、HV1103、HV1104)可完成打开或关闭操作;调节阀(FCV1101、FCV1102、FCV1103、
冶炼Q235B钢种氧枪枪位操作探索研究 摘要:为了保证产品的质量,要在氧枪进炉的时候计算好炉内铁水的液面。在不吹氧时,要将氧枪提出炉外,并切断氧气供给。在吹炼结束后,要迅速提枪,将转炉炼钢氧枪提高到原点,等待下一炉次的开始。 关键词:炼钢;喷嘴;枪位 0. 前言 转炉炼钢(converter steelmaking)是以铁水、废钢、铁合金为主要原料,不借助外加能源,靠铁液本身的物理热和铁液组分间化学反应产生热量而在转炉中完成炼钢过程,而氧枪枪位更是整个转炉炼钢过程中的重要程序之一,良好的氧枪操作能够提高转炉炼钢生产效率的目的。 1 .氧枪介绍 氧枪是将高压高纯度氧气以超音速速度吹入转炉内金属熔池上方,并带有高压水冷却保护系统的管状设备。又叫喷枪。它是氧气顶吹炼钢的重要设备。它由枪头(喷头)、枪体(枪身)和枪尾组成。喷头必须要使高压高纯度氧气对熔池产生一定的冲击力和冲击面积,从而快速而顺利的进行熔池中的各种反应。 1.1.喷头的类型及特点 1.1.1.单孔拉瓦尔喷嘴 单孔拉瓦尔喷嘴结构如图1a所示。拉瓦尔管喷嘴内型分为两段,即收缩段和扩张段。两段相交处为最小断面,其直径为临界直径又叫喉口,如图1b所示。
图1 单孔拉瓦尔喷嘴结构 1.1.2多孔拉瓦尔喷嘴 使用单孔拉瓦尔喷嘴时,氧射流对熔池的冲击能力强,冲击面积小,所以化渣速度较慢,喷溅较大。为了进一步提高供氧强度,提高转炉的生产能力,满足大吨位转炉生产的需要,出现了多孔喷嘴。 多孔喷嘴的优点是:提高了供氧强度和冶炼强度;增大了冲击面积,利于成渣,操作平稳不易喷溅。但是,多孔喷嘴端面的中心区域(俗称“鼻子尖”部位)冷却效果较差,吹炼过程中该区域气压较低,钢液和熔渣易被吸入并黏附到喷嘴上而被烧坏。为了加强这个区域的冷却,采用中心水冷喷嘴,可延长其使用寿命。 目前多使用四孔、五孔喷嘴。四孔、 五孔喷嘴的结构有两种形式,种是中心一孔,其余孔平均分布周围,中心孔与周围孔的孔径尺寸可以相同,也可以不同。另一种结构是各个孔平均分布在周围,中心无孔。五孔喷嘴的使用效果是令人满意的。五孔以上的喷嘴由于加工不便,应用较少。 为了便于加工,可将喷嘴分为几部分锻压加工后,焊接组合而成,能有效地改善喷孔之间的冷却效果,提高喷嘴寿命,见图2。
转炉炼钢文献综述
内蒙古科技大学毕业设计说明书(毕业论文) 摘要 根据炼钢厂设计要求及设计任务书的要求,本设计阐述了230万吨合格铸坯的转炉车间的设计工艺,并且介绍了近年来国内外转炉炼钢的现状和发展。本设计主要对转炉炼钢生产的生产规模、产品方案、工艺流程、车间组成和车间布置进行设计,并对120吨转炉炉型、原料供应系统进行了详细计算。对厂房各跨宽度,长度进行了估算。此外,对转炉车间的一些主要的附属设备进行了选择并对其技术性能进行讲解。 随着现代炼钢技术的发展,新建转炉炼钢车间要求炼钢过程洁净、高效、负能耗、设备可靠等等。设计中为实现上述目标,借鉴了国内外大中型转炉炼钢厂的一系列先进且成熟的技术,同时参阅了大量的文献资料。设计的炼钢车间理论上能够生产绝大多数钢种,但是结合实际考虑经济效益,主要生产重轨钢和一部分高附加值的碳素结构钢及合金结构钢等,以满足230万吨合格铸坯全连铸炼钢厂的匹配。 关键词:转炉炼钢重轨钢冶炼
文献综述 1.1 引言 21世纪钢铁工业的发展面临着机遇和挑战。根据市场预测:至2010年发达国家钢材消费年均增长量为0.7%;而发展中国家将达到3.8%;太平洋地区的增长为4.57%。世界钢材市场消费量的缓慢增长,为钢铁工业发展,特别是太平洋地区发展中国钢铁工业发展提供了良好的机遇。 21 世纪国际钢铁工业发展面临的严峻挑战, 主要来自三个方面: (1)钢铁生产能力过剩,残酷的市场竞争将使一些落后的钢铁厂倒闭; (2)环境保护对钢铁工业发展产生巨大压力,一些污染严重的落后工艺将被强制淘汰;(3)世界钢材价格呈下降趋势。 进入21 世纪, 面对机遇和挑战,钢铁企业必须努力发展高效生产工艺,降低生产成本,提高产品质量和减轻对环境的污染,才可能立于不败之地[1]。 1.2 我国转炉炼钢的发展及现状 1.2.1我国钢产量 作为转炉炼钢主要炉料的生铁逐年增长, 为转炉炼钢钢产量的大幅度增长提供了良好而充裕的原料条件, 与世界各主要产钢国家相比, 我国铁钢比较高, 近年来我国生铁产量及铁钢比如表1.1所示。
三炼钢车间转炉操作规程 (试行) 批准: 审核:
编制: 肥城石横泰顺轧钢有限责任公司一炼钢工程指挥部 二 O O六年六月六日 说明 本规程是为一炼钢车间试生产而制定的,为试用版,试用期为3个月。在此期间有关专业技术人员及操作人员应根据现场实际生产情况积极提出意见,以便对今后规程的修改和完善提供更多的依据。 本规程由一炼钢工程指挥部负责编制,仅适用于肥城石横泰顺轧钢有限责任公司。
一、系统说明: 本操作规程主要包括转炉本体部分的主要设备的电气控制,主要设备控制系统有钢水罐车、渣罐车、转炉倾动系统、氧枪系统、活动烟罩、润滑系统、炉前档火门、炉后档火门、散装料下料系统、汽化冷却系统等。其中各种设备的操作分为机旁箱操作、转炉主控室集中操作和上位机操作,具体作用分别为: 1、机旁操作箱操作用于单体设备的调试及检修,各设备间无任何联琐。 2、转炉主控室操作分为维修、手动及自动操作。 转炉主控室维修操作用于各单体设备的启动停止操作,各设备间没有联琐; 转炉主控室手动操作用于各单体设备的启动停止操作,各设备间只有必要的安全联琐; 转炉主控室自动操作用于某一生产流程,该生产流程按一定的顺序自动地启动停止。 二、电气设备的控制及操作 1、钢水罐车 钢水罐车在集中(即炉后操作台)无连锁,可点动前进、点动后退,在操作台和现场操作箱均可手动操作,但不允许同时操作,由在机旁控制箱上的转换开关切换。 2、渣罐车 钢水罐车在集中(即炉后操作台)无连锁,可点动前进、点动后退,在操作台和现场操作箱均可手动操作,但不允许同时操作,由在机旁控制箱上的转换开关切换。 3、转炉倾动装置
交流变频器在120吨转炉炼钢氧枪控制中的应用 摘要:近年来,随着变频技术和控制技术的不断发展,变频技术以精度高、通用性强、工艺先进、操作方便以及公认的显著节能效果,被认为是企业技术改造和产品更新换代的理想调速装置。随着电力电子和微型计算机价格的下降,变频控制应用更加普及,因此发展十分迅速,在工业领域尤其在冶金行业的应用日益广泛。氧枪升降的变频调速控制系统,是转炉炼钢控制系统中变频技术应用的技术含量最高的控制系统。氧枪升降是典型的位能负载,靠钢丝绳牵引,按照炼钢工艺专业的要求,氧枪在升降过程中要实现慢速到快速以及快速到慢速的转换,且其停经的工艺检测点较多,在各工艺点要求准确停车。尤其是在吹炼点,氧枪的枪位直接影响到炼钢的质量。因此,应用变频器控制氧枪升降是氧枪调速控制系统的理想之选。下面以本溪北营钢铁(集团)股份有限公司(下称北营公司)120吨转炉为例,设计以西门子6SE70系列变频器在氧枪升降设计中的应用以及在实际应用中出现的一些问题并提出改进措施。 关键词:交流变频器、控制、应用、改进 1.1工作原理 北营公司120吨转炉设备氧枪控制设计2套变频控制氧枪,在固定导轨升降,每台变频器都可以通过切换驱动两根氧枪,实现两套氧枪的灵活备用。每套氧枪升降系统由一台110kW交流电动机传动,在生产过程中当工作氧枪发生故障时,可快速通过横移换枪等操作,使用备用氧枪继续生产。氧枪系统有一套事故提升装置,不接入电网,由事故电池作为电源驱动事故电机升降,当氧枪系统停电时,可切换到事故电机将氧枪提起,氧枪停车时有抱闸系统实现。由于1台变频器通过切换可以分别驱动1#、2#氧枪,变频器需定义2套电机参数组MDS,通过P578、P579来选择。当变频器和氧枪对应时,B16(DigIn 4)=0选择第一套MDS,采用速度闭环控制;当变频器和氧枪交叉对应时,B16=1选择第二套MDS。通过P590来选择2套BICO参数组。[1] [1] 1.2通信及连锁 氧枪控制驱动系统选用2台6SE70矢量型变频器来分别驱动每套氧枪升降装置电动机。采用2种方法联系控制。一种是硬线控制,就是变频器本身的端子
作者简介:左康林(1973-),男,梅山钢铁股份有限公司炼钢厂,工程师,硕士,从事钢铁冶金工作。 转炉副枪测量与成分预报技术 左康林1,邹俊苏1,孙晓辉1,吴建中2,Marrten Spanjers 2 (1.梅山钢铁股份有限公司炼钢厂,江苏南京210039;2.上海贺利氏电测骑士有限公司,上海201900) 摘 要:梅钢炼钢厂采用贺利氏副枪新技术和自主开发成分预报模型相结合的办法,对转炉冶炼过程进行控制。结果表明,过程碳、终点碳含量的预测精度提高,误差分别降低到0.023%和0.006%,同时也使转炉模型预测终点磷含量精度的准确性提高到96.47%。关键词:副枪;测温;取样;碳;磷 中图分类号:TF 345.01 文献标识码:A 文章编号:100221043(2009)022******* Sub 2lance measuration and Composition Prediction in BOF Steelmaking ZUO Kang 2lin 1,ZOU J un 2su 1,SUN Xiao 2hui 1,WU Jian 2zhong 2,Marrten Spanjers 2(1.Steel 2making Plant ,Shanghai Meishan Iron &Steel CO.,Lt d.,Nangjing 210039, China ;2.Shanghai Heraeus Elect ro 2nite CO.Lt d.,Shanghai 201900,China )Abstract :In Meishan Steel 2making Plant t he newly developed Heraeus sub 2lance tech 2nology is used in connection wit h t he self developed compositions prediction model to control t he overall p rocess of t he converter refining.Result s show t hat t he prediction accuracy of t he p rocessing carbon content and end 2point carbon content has been im 2p roved and t heir p rediction deviation rates lowered down to 0.023%and 0.006%re 2spectively. K ey w ords :sub 2lance ;temperat ure measuring ;sample taking ;carbon ;p hosp horus 在转炉冶炼过程中,炉渣[1,2]的控制是非常重要的,及时了解炉渣的温度、氧含量及炉渣厚度是冶金工作者所希望的。但由于条件所限,传统方法无法及时地获得这些数据,一般只能通过倒炉取极少部分试样进行分析。随着对转炉生产能力和钢水质量要求的提高,需要转炉冶炼操作更加精确和高效。梅钢目前有两座公称容量为150t 转炉,入炉铁水成分(质量分数)C 为4.0%~ 4.5%、Si 为0.3%~0.7%、Mn 为0.3%、P 约0.19%,主要产品以低碳钢为主。梅钢利用自主 开发的成分预测技术和贺利氏公司开发的在线检测炉渣技术相结合,对转炉末期炉内状态进行测量,达到有效地调控转炉终点的效果。 1 系统组成 在转炉副枪系统上并联一台带有专用程序的MUL TI 2L AB III 仪表,将副枪枪位信号通过BCD 码接入副枪仪表,同时将仪表同二级计算机 (L EV EL 2)相连接,以获取冶炼试样的分析成分,测量数据也将输出到L EV EL 2系统中各种炼钢模型上,进行数据处理与反馈。系统组成结构见图1 。 图1 系统组成结构图 2 副枪测量与预测 传统副枪[3]在测量过程中,使用两种探头[4], ? 95?2009年 4月第25卷第2期炼 钢Steelmaking Ap r.2009 Vol.25 No.2
转炉炼钢终点控制技术现状研究 摘要】在炼钢过程中,终点控制技术是一个相对重要的环节,该项工作的效率 会直接影响到转炉炼钢的整体效率。基于此,本文对转炉炼钢中的终点控制技术 进行了具体研究,以期从根本上把握终点的控制技术,充分发挥技术优势,在提 高技术专业化水准的同时,进一步提高转炉炼钢的生产效率,促使炼钢企业朝着 更好的方向发展。 【关键词】转炉炼钢;终点控制;技术应用 实施终点控制技术的作用在于控制炼钢时间,这是一项重要的操作程序,需 要在转炉炼钢后期进行,具体包括动态化控制、静态化控制、人工控制以及自动 化控制等四项技术。每种控制技术都有各自的优势,其所产生的应用效果也存在 差异。在今后的生产过程中,为了能够更好地利用该项技术,相关技术人员要根 据生产实际,并结合以往的实践经验,切实做好技术应用工作,本文就此展开论述。 一、终点控制技术的应用实践 (一)动态化控制技术 1、炉气动态分析终点控制 炉气动态分析终点控制主要是由根据炉口表的成分检测结果,计算钢铁熔池 脱碳的实际速率,该操作在吹炼的后期阶段进行,当确定了钢水的温度和成分后,方可实现转炉炼钢的终点动态化目标。该项技术通过连续性动作来提示钢水的实 际含碳量和温度,同时还能够利用动态化分析对控制系统加以校正,更加直观的 向工作人员展现钢水的 P、S 实际变化状况。就实际操作结果分析,笔者发现终点钢水的碳实际质量分数与其测量的精准度和命中率是成反比的。由此可见,炉气 动态分析终点技术在终点碳温的命中几率提升方面具有积极意义。 2、副枪动态分析终点控制 技术人员要在即将到达吹炼终点期时,将副枪插入熔池内,从而获取池内的 碳实际含量和相应的温度检测数值。根据最终检测结果,技术人员要对静态模型 进行客观分析,最终计算结果,并给予更正处理。此外,吹炼的终点需要加入足 量的副原料,当供氧量足够时,技术人员必须严格控制终点命中率,以此来保证 转炉冶炼的稳定性。在计算机技术的辅助作用下,得以实现高水平、高质量的转 炉冶炼动态化的控制目标。当钢中碳的质量分数较低时,技术人员要用结晶的定 碳技术去分析该项数据,获取到最精确的实时测量数据;而当该项数值处于较高 的分数时,技术人员是无法保证测量精准度的。因此副枪动态分析终点控制技术 多用于低、中型的碳钢生产企业。 (二)静态化控制技术 静态化控制技术的实际应用较为严格,需要技术人员把握好原材料的基础条 件和吹炼的钢种目标等因素,通过对各种材料的精准化分析,最终确定供氧量标准,其后方可进行下一步的操作。静态化控制技术对于吹炼操作期间的更改难度 提出了更高的要求,其终点命中率通常会受到多种客观因素的影响,因此在该项 技术的实际应用期间,技术人员需要结合以往的实践经验,牢牢控制终点控制标准,该种技术应用环境下的终点碳温实际命中几率大约为 80%。 (三)自动化控制技术 炉渣在线式检测专项技术是自动化控制技术中的典型,通过技术应用能够对 炉渣实际状态进行实时化的监控和探测,且在吹炼操作期间,该项技术还能够合
( 操作规程 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 2020版转炉炼钢安全操作规程 Safety operating procedures refer to documents describing all aspects of work steps and operating procedures that comply with production safety laws and regulations.
2020版转炉炼钢安全操作规程 (1)准备工作 转炉炼钢开炉前的准备工作非常重要,稍有忽视就可能酿成重大人身事故。吹炼时,发现烟罩漏水,应马上停吹,关闭中压水阀门,检修焊接,直至不漏水为止。 检查管道与阀门时,要有监护和检查二人同时进行,严禁吸烟,周围不得有明火,防止漏氧燃烧。在氧气管道周围,不准堆放易燃易爆和油污物。 炉盖上面焊有水箱,转炉倒炉时,钢水不能碰水冷炉口,以免引起事故。冶炼过程中如发现水冷炉口漏水,应立即停吹,派二人检查进水阀门并修复。 (2)冶炼过程的安全 ①兑铁水后吹第一炉钢时,温度要升高,吹炼时间要长,这样
可避免发生塌炉。尽管如此,新开炉子倒渣出钢时,周围人员还应让开,因为这时炉体尚不稳定,烧结不牢固,而炉内气流非常激烈,炉内渣子易喷出炉外,造成炉衬剥落,严重时可能塌炉。 ②装料前应将炉内残钢残渣倒掉。装料时先装废钢和铁矿石,后装适当温度的铁水。加入的废钢原料要仔细清理,不能把带炸药的废武器,盛有水、冰、雪的容器加入炉内。发现废旧炮弹不许乱拆乱动,应及时交有关部门处理。 ③在冶炼过程中,炉长和摇炉工要密切注意火焰的变化,当吹到终点火焰还不下降,周围有烟雾上升时,应提前检查。发现喷枪渗水时,应迅速调换喷枪,如果继续吹炼,喷头大量漏水,会造成严重的爆炸事故。 ④发生喷溅时,火星冲出氮(或蒸汽)封口,可将氧气皮管烧坏,造成设备事故,如果渣子不化而又采取高枪位的不正常操作,造成连续性的剧烈大喷溅,危害更大。还有一种是动炉倒渣大喷溅,爆炸威力大,往往会炸坏摇炉房的仪器设备、灼伤人员。出现这种大喷溅的原因是渣子氧化性过高、氧气截止阀失效,漏氧时间过长等,
转炉副枪简介 转炉自动炼钢技术是在转炉兑铁前,根据铁水的温度、重量以及计划钢种由二级计算机计算出炼钢过程需要的吹氧量、氧枪吹炼高度、底吹量以及熔剂加入量等静态炼钢模型数据,在吹炼后期,通过副枪或其它检测手段获得钢水温度、成分等信息,再由二级计算机做出动态炼钢模型调整数据,以确保炼钢终点达到由二级计算机设定的命中区,从而实现炼钢实时动态自动控制。该技术是集自动控制、冶金机理、生产工艺、数学模型、人工智能、数字仿真、计算机等多种技术于一体的高难度复杂技术。因为转炉炼钢是一个非常复杂的多元、多相、高温状态下进行的非特性的物理、化学反应过程,存在着许多不确定的因素,且难以用准确连续的在线检测仪表检测转炉吹炼过程中钢水的工艺参数,因此采用数学模型,而控制模型是全自动炼钢关键技术的基础,全自动炼钢技术应用主要分为两大类,一是采用副枪设备技术的自动炼钢;另一类是采用炉气分析技术的自动炼钢。目前国内应用的大部分采用副枪技术,一部分钢厂由于转炉炉口限制,无法使用副枪而采用后者,一般新建炼钢多采用副枪的自动炼钢技术。它的实现过程包括静态、动态数学模型的二级计算机控制系统及副枪数据处理系统,是理论计算、专家经验和先进检测手段相结合的采用计算机以及PLC进行控制的科学炼钢方法,是伴随着计算机网络技术和计算机信息技术,以及工业控制技术和工业控制网络的发展而逐步发展起来的,是目前转炉炼钢逐步走向成熟的一项关键技术。 转炉副枪自动化炼钢是现代炼钢厂先进性的重要标志之一和
发展趋势,国外先进的炼钢厂称量系转炉副枪自动化炼钢是现代炼钢厂先进性的重要标志之一和发展趋势,国外先进的炼钢厂在转炉上都配有副枪,可保持极高的碳含量及温度命中率,从而使90%-95%的炉次都能在停吹后立即出钢,无需检验化学成分,也无需补吹、核正,大大提高了转炉产量,实现了全自动化炼钢,同时炉衬浸蚀也明显降低。目前,国内新上的大中型转炉都直接配备了副枪系统,很多已建成炼钢厂也都在进行(或计划改造)增加副枪系统,向着全自动化炼钢的方向发展。 为实现科学炼钢,达到稳定操作、降低消耗、提高产品质量的目标,首钢国在首钢第一炼钢厂1号-3号210t转炉增上了副枪设施及SDM控制模型,实现了对转炉生产过程进行自动化控制;随后,在第二炼钢厂4号、5号210t转炉的设计中直接配备了2套副枪设施及SDM控制模型,实现了炼钢过程全自动化控制,开创了国内“一键式”炼钢的先河。首钢转炉副枪自动化炼钢系统完全自主开发的硬件和软件系统,是我国首家完全自主研发、自主设计的自动化炼钢技术,标志着我国转炉炼钢核心技术进入世界先进行列。 1 副枪组成及基本功能 1.1 副枪组成 副枪系统包括副枪本体设备和副枪自动化控制系统两部分。 副枪本体设备包括副枪枪体、副枪升降小车、副枪导向小车、副枪升降传动装置、副枪旋转传动装置、顶滑轮、副枪探头、副枪探头存贮装卸机构(APC)、副枪密封刮渣装置等。
炼钢(转炉)安全操作规程 1、严格执行厂、车间安全规程及各项安全管理制度。进入现场 前必须按规定穿戴各种劳保用品。 2、起动操作各种设备前,首先确认设备必须完好、安全装置齐 全、联锁系统灵敏,不准用潮湿的导电物体操作电气设备。 3、渣罐、钢包内有水潮湿不准使用,严禁向钢包或渣罐内扔潮 湿物品或废旧弃物品。 4、冶炼时严禁进入炉下工作,特殊情况进入时,必须采取可靠 的安全措施。 5、更换钢水车、渣罐车时,必须断电,并做到按规定使用吊具。 6、使用地轮(索引)拉钢水车时,地轮到钢水车钢丝绳三角区 内严禁站人,并指定专人指挥。 7、转炉兑铁、加废钢、拉碳摇炉时,所有人员要站在炉子侧面 安全位置,不准任何人从本炉座前方穿过。 8、不准使用已达报废标准的渣罐。 9、使用吊具时,首先检查吊具必须完好,并做到专属专用,不 准使用钢丝绳吊运红热金属,不准使用中碳钢以上及铸钢做别棍。 10、钢水车、渣罐车、过跨车、合金小车等车辆禁止乘人。
转炉炉长岗位安全操作规程 1、上岗前必须穿戴好劳保用品。 2、严禁封点炼钢。 3、凡有下列情况之一不准冶炼或停止冶炼: a)烟道罩群漏水成流或炉楼下有积水。 b)罩群、氧枪传动钢丝绳、保护绳磨损达到报废标准。 c)氧枪氧气胶管漏气,高压水胶管漏水,枪身漏水或喷头漏水。 d)转炉与氧枪罩群一次风机一文水电气联锁失灵。 e)氧枪孔、加料三角槽口氮封压力低于规定数值。 f)氧气调节阀失灵,氧气切断阀漏气。 g)冷却水或氧气测量系统有故障。 4、炉内有液态渣或强氧化渣时严禁兑铁。 5、拉碳提枪时,必须检查枪头、枪身及炉口无异常,确认无误 后方可指挥摇炉工摇炉,如有异常严禁动炉。 6、拉碳摇炉或因故提枪再次吹炼前,炉长负责喊开炉前人员, 以免发生喷溅伤人。 7、罩群、氧枪传动系统有人工作,不得兑铁。 8、脱氧合金化过程,若有异常,炉长要指挥周围人员躲避到安 全位置。 9、出完钢后炉长要检查炉衬侵蚀情况,防止漏钢冲刷水冷圈
120t转炉氧枪过程控制 杨锋,韩继金 (济南钢铁集团总公司自动化部,山东济南 250101) 摘要:介绍了济钢第三炼钢厂120t转炉氧枪的CRT上位计算机操作、PLC逻辑控制及自动升降枪定位吹炼等。实践证明,氧枪过程控制系统的应用,保证了氧枪运行的安全、可靠、稳定、准确,实现了氧枪吹炼过程控制的基础自动化。 关键词:氧枪;过程控制系统;PLC;连锁保护;定位吹炼 中图分类号:TF345.05 文献标识码:B Lance Process Controlling of 120t BOF YANG Feng, HAN Ji-jin (The Automation Department of Jinan Iron and Steel Group, Jinan 250101, China) Abstract:The lance CRT operation, PLC logistic control and automatic orientation control etc is introduced. The application of lance process control system at No.3 steel making plant of Jigang has ensured the running of the lance safely, reliably, steadily and exactly, and has realized the basic automation of lance blowing process controlling. Keywords:lance;process control system;programmable logic controller;blocking protection;location blowing 氧枪是转炉的关键设备之一,由于氧枪系统工艺复杂、操作繁琐、连锁保护多,因此,氧枪运行的安全性、可靠性、稳定性、操作简便及氧枪定位的准确是氧枪冶炼的先决条件。氧枪的控制必须体现上述特点,解决以上问题是氧枪控制的关键。
1.副枪系统包括由达涅利康力斯开发的静态和动态控制模型, 转炉副枪控制系统在莱钢的应用 莱钢银山新区炼钢厂自2004年从荷兰达涅利康利斯公司引进转炉炼钢副枪系统,缩短了冶炼周期,降低铁水,废钢,氧气的消耗量,提高吹炼终点的温度和碳含量命中精度,降低渣中铁含量,实现动态过程控制提高终点命中率,缩短冶炼周期,增加转炉生产能力,使用至今效果良好。1副枪技术概述副枪设备经过预热的副枪探头腔室自动选择探头,可选的探头类型包括TSC探头(测温、取样、定碳)、TSO探头(测温、取样、定氧)和T探头(仅用于测温)。将探头装到副枪头部,并在转炉上方移动。在烟罩上开设一个专用开孔,副枪探头可从上方穿过开孔下降到钢水熔池内。经过几秒钟的测量后,探头返回,自动卸下,探头被探头收集槽回收,相关数据送二级系统和化验室进行分析。2副枪一级系统2.1副枪一级系统原理副枪技术的模型氧气转炉炼钢过程控制静态和动态模型,是副枪二级系统的基础。可对碳和温度的控制作出精确描述。模型是建立在的冶金模型基础上,冶金模型构成静态和动态控制模型的核心。 2.炉气分析终点控制技术在马钢转炉的应用 近年来,韩国浦项、日本川崎钢铁公司千叶第三炼钢厂、NKK公司福山钢厂、新日铁公司等国外部分大钢厂利用“炉气分析+副枪”动态控制技术,对转炉冶炼过程进行控制,取得了良好效果。碳温命中率在95%以上,预测喷溅成功率为81%,w(C)、w(P)和温度的控制精度分别达到±0.05%、±0·01%和±20℃。终点控制水平大为提高,有效降低了生产成本和提高了生产率[1~3]。目前,国内除宝钢、武钢和鞍钢等少数转炉采用“静态模型+副枪”的动态控制技术以外,采用炉气分析动态控制技术的转炉很少。2001年,本溪钢铁公司炼钢厂从意大利达涅利公司引进第一套炉气分析系统[4]。2004年,转炉炉气分析终点控制技术在马钢第一钢轧总厂成功投入运行,成为目前国内在中小型转炉上采用“炉气分析+静、动态模型”对冶炼过程进行控制的唯一钢厂。1炉气分析终点控制技术简介马钢第一钢轧总厂现有2座120 t和1座95 t 顶底复吹转炉。2004年4月,由奥钢联引进的转炉炉气分析自动化控制系统逐步在3座转炉投入使用。系统包括两部分:①炉气分析系统,包括负责转炉烟气采集处理的LOMAS系统和英国VG公司PrimaδB磁扇式转炉炉气在线(本文共计3页)......[ 转炉副枪和动态控制 1979年,达涅利康力斯(霍戈文)决定在其建在荷兰的IJmuiden公司第二炼钢厂23号转炉上安装一套副枪系统。在副枪安装和设备投产以后,需要进行几年的不断改进,以使多处详细设计更加完善,使副枪真正成为炼钢 生产中性能非常可靠而实用的设备。在设计改进阶段,达涅利康力斯的前身积极参加了各项工作,其中绝大多数的改进都是它的设计成果。以后在每次为世界各地的客户完成副枪系统时,都在此设计的基础上又做了进一步的改 进和完善。今天,达涅利康力斯在为炼钢设备装备副枪方面,已经积累了极为丰富的实践经验。康力斯(霍戈文)早在1958年开发的氧气转炉炼钢过程控制静态和动态模型,可对碳和温度的控制作出精确描述。模型是建立在冶金关系的基础上,其中包括下列方程式组合:热平衡;氧平衡;渣平衡;铁平衡。这些平衡方程式是以一套在线计算机 控制程序的形式定义的,称为冶金模型。冶金模型构成静态和动态控制模型的核心。冶金模型的所有输入和输出 均由一个数据库系统管理。所有的... [阅读全文]
转炉炼钢连铸精益生产实践 随着炼钢工艺技术及信息化、智能化的不断发展,炼钢-连铸过程工艺流、时间流、物质流的系统协同优化,已成为炼钢企业生产过程管控的重点研究方向。为此,莱钢炼钢厂根据自身工艺装备水平和产品特点,围绕生产组织、质量控制、成本管控、设备点检、安全管理进行系统优化创新和管理升级,形成五位一体”的协同生产管控模式,并 通过实施各工序关键工艺精准控制,实现了优质、高效、低耗的精益冶炼模式,在产品质量、关键指标、成本控制等方面,取得了良好效果,精益生产水平不断提高。 1工艺装备 莱钢炼钢厂现有2座1880m3高炉、1座3200m3高炉,3座120t转炉、1座150t转炉,以及大H型钢生产线、1500mm热轧宽带生产线和4300mm宽厚板生产线,年产钢500万吨。炼钢工序主要工艺装备情况如表1所示。 炼钢厂主要工艺袈裔 主要生产品种包括:普通碳素结构钢、低合金高强度结构钢、优质碳素结构钢、船板钢、汽车大梁钢、耐磨钢、管线钢、压力容器钢等。 2工艺流程 莱钢炼钢厂冶炼钢种多,对应的产品规格与性能要求又存在较大差异,由图1可见, 现场工艺装备复杂,在生产组织过程中各工序间交叉作业频繁,行车作业率高,故工艺选择较为复杂,生产组织协同性差,造成生产成本高、能耗高,质量控制不稳定。
圈1嫌钢连铸生产流祁 3炼钢-连铸过程协同优化研究 针对炼钢-连铸生产过程控制,围绕生产组织、质量控制、成本管控、设备点检、安全管理进行系统优化创新和管理升级,形成五位一体”的协同生产管控模式,在产品 质量、关键指标、成本控制等方面取得了良好效果,精益生产水平不断提高。 3.1以生产时刻表”为主线,建立精益生产组织模型 按照不同钢种的工艺流程、各工序标准工艺时间以及炼钢-连铸协同配置要求,建 立专线化生产、生产时刻表和调度组织模型,实现了均衡、稳定、高效、低耗的精益生产组织模式。 1)炼钢生产时刻表运行系统 以炼钢、精炼、连铸各工序标准时间序为基准,建立像火车时刻表”一样的生产 时刻表”实现了生产过程的动态、精准控制。 2)专线化生产组织模型 根据合同订单计划,依托炼钢MES系统,运用当量周期、炉机匹配度等分析评价指标,对转炉、精炼及连铸产能、节奏、生产组织模式进行系统分析研究,建立专线化生产组织模型。 3.2以参数群控制为核心,建立质量识别系统 依托一级、二级控制系统,建立健全全流程工艺参数自动采集系统,对生产过程工艺参数进行自动采集识别。根据各工序工艺控制特点,制定各工序关键控制点控制标准及不合项扣分标准,根据每炉钢实际参数控制情况,对每炉铸坯质量进行综合打分判定。 通过建立从铁水到铸坯的全流程关键工艺参数标准模型,过程工艺参数自动采集,对工艺参数实时