
收稿日期:2000206217 修改日期:2000206204
高含硫抗生素有机废水处理
任立人,张 琳,人工胜利,周崇辉,宋京平
(华北制药集团环境保护研究所,河北石家庄 050015)
摘 要:采用两相厌氧-气提与H 2S 气体净化-好氧生化法处理青霉素含硫有机废水研究取得了较好的效果。在日处理200m 3废水规模的工业性试验装置系统
,COD 总去除率达90%以上。沼气中的H 2S 最终被回收为硫磺付产物。
关键词:含硫有机废水;抗生素;硫酸盐还原;气提;硫磺回收
中图分类号:X 703;R 978.1 文献标识码:A 文章编号:100023770(2001)0420225204 随着近年来厌氧处理技术在废水处理领域广泛的应用,硫酸盐的还原过程影响已经引起人们的关注。许多工业有机废水中一般含有浓度较高的SO
2-4
、SO
2-3
及S 2O
2-4
等成份,青霉素废水中SO
2-4
含量高达5000~7000m g L 。这些物质在厌氧环境
下,通过硫酸还原菌(SRB )的作用,产生大量硫的还原产物存在于消化液中,一方面引起设备的腐蚀,使水质产生异味;当这些物质在消化器中积累到一定浓度,就对甲烷菌(M PB )产生严重的抑制作用。如何消除废水中硫的毒性影响,已是当今在研究高浓度工业有机废水处理技术中的一个重要课题。本文针对青霉素废水中SO 2-4
的毒性影响问题,采用两相厌氧反应器进行了废水处理生产扩大试验。研究中我们对SRB 的培育条件、消除厌氧反应器中细菌还原物毒性影响途径及两相厌氧反应器处理青霉素废水工艺条件等方面进行了探讨。
1 试验材料与方法
1.1 废水水质
试验水质如表1所示。1.2 试验装置
主要试验设施由150m 3和200m 3厌氧生物床反应器、气提与H 2S 净化及好氧生物接触氧化装置组合的中试系统组成,装置日处理青霉素生产混合废水量为200m 3 d 规模。
表1 青霉素废水水质分析表(m g L )
COD BOD 5硫酸盐
硫化物
悬浮物氨 氮
2640012500--494560.0365001640068610.0110034205.7232001300053000.67346996.7209001100033540.39758111.027800
14900
3194
0.24
1696
99.1
图1 废水处理试验流程
图1为本次废水处理试验的工艺流程,废水首先经过一定的预处理,然后进入两级厌氧反应器。控制反应器中温发酵条件,pH 7.0~7.5。在第一级厌氧反应器,借助硫酸盐还原菌和产酸菌的作用,使废
第27卷 第4期2001年8月 水处理技术 T ECHNOLO GY O F W A T ER TR EA TM EN T
V o l .27N o.4
A ug .,2001
水中大部分SO 2-4转为硫化物,有机物转为乙酸、H 2
及CO 2。厌氧脱硫出水中含有大量硫酸盐的还原产物,废水经过一个气提塔,通过气提吹脱作用,将废水中大部分硫化物以H 2S 形式转入气相,吹脱废气再经过一个H 2S 气体净化装置,使废水中的H 2S 被回收为付产硫泥。经过气提处理后的厌氧脱硫出水,通过二级厌氧反应器,借助甲烷菌的作用使废水中大部分有机物转为甲烷。厌氧生化出水进入好氧生物接触氧化装置,进一步生化处理后排放。1.3 分析项目及方法
试验主要分析项目包括:pH 、COD 、SO 2-4、S 2-,按标准分析方法测定。
2 试验结果及分析讨论
2.1 硫酸盐还原菌的培育
本课题根据厌氧环境中SRB 与水解产酸细菌相互间的关系,借助SRB 与M PB 之间生物学特性及对硫酸盐代谢产物毒性耐力上的差异,以通常的消化污泥作接种,用含有SO 2-4的青霉素废水为基质,通过一定的工艺控制条件,使硫酸盐还原过程处
于优势,促使SRB 大量增殖
。
图2 污泥驯化期脱硫生化液水质变化曲线 接种污泥取自普通有机废水厌氧处理系统污泥。在SRB 培育阶段,厌氧脱硫反应器进料COD 浓
度保持在5000m g L ,SO 2-4为1000~1500m g L ,控制反应器温度在35~37℃,pH 在7.0~7.5,使反应器中硫酸盐还原代谢处于优势,促使SRB 的大量增殖。由厌氧脱硫反应器生化液中S 2-及TVA 等指标的观察(图2)看出,经过培养一个月后的厌氧脱硫
反应器污泥,已表现出明显的对SO 2-4代谢特征。经过4个多月的培育,厌氧脱硫反应器SO 2-4
负荷达0.8~1.3kg SO 2-4 m 3?d ,SO 2-4转化率达70%以
上,污泥对废水中的SO 2-4
已具有较强的代谢活力。2.2 关于硫酸盐还原产物的毒性影响及控制
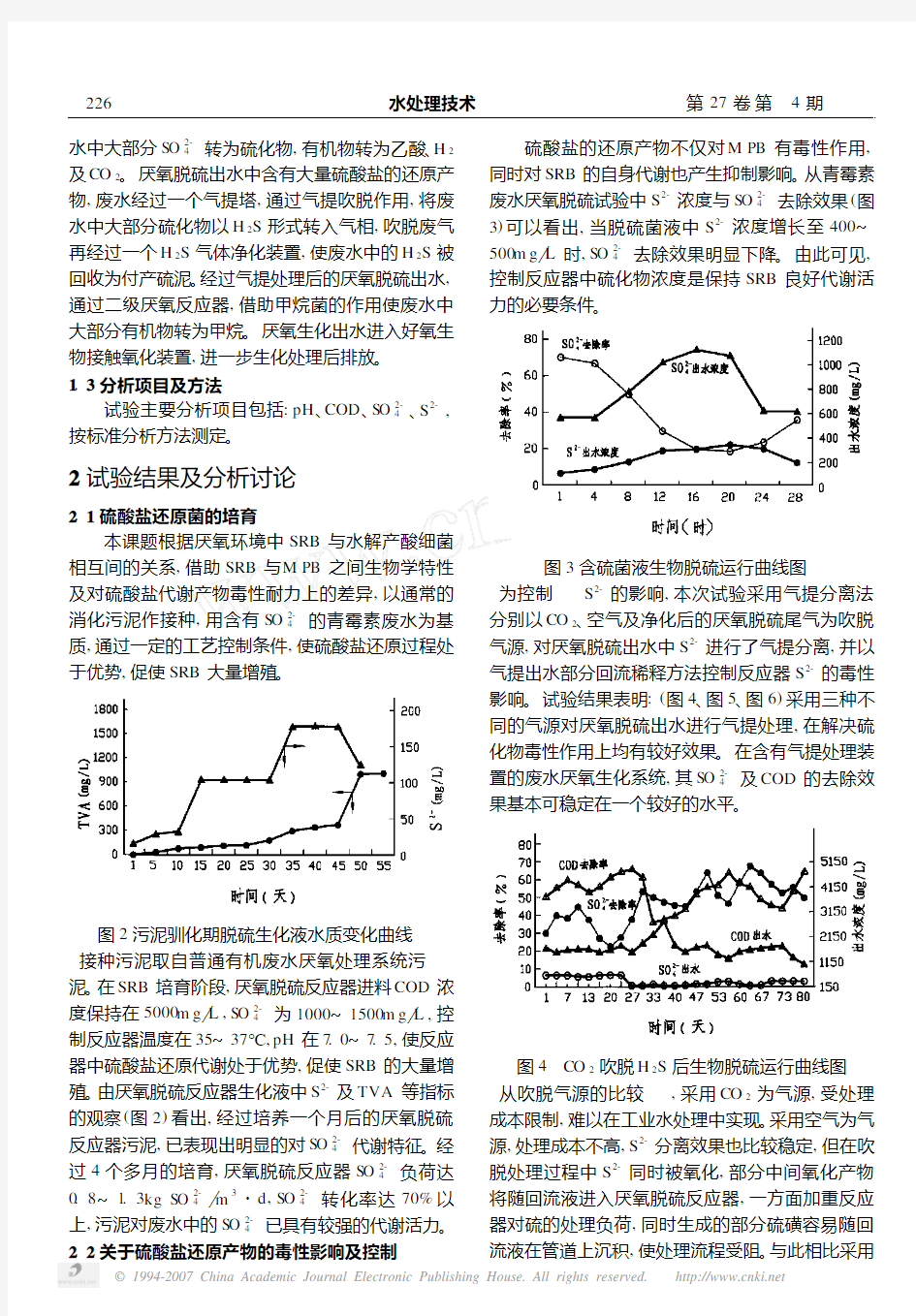
硫酸盐的还原产物不仅对M PB 有毒性作用,同时对SRB 的自身代谢也产生抑制影响。从青霉素废水厌氧脱硫试验中S 2-浓度与SO 2-4
去除效果(图3)可以看出,当脱硫菌液中S 2-浓度增长至400~
500m g L 时,SO 2-4去除效果明显下降。由此可见,
控制反应器中硫化物浓度是保持SRB 良好代谢活力的必要条件
。
图3 含硫菌液生物脱硫运行曲线图
为控制S 2-的影响,本次试验采用气提分离法分别以CO 2、空气及净化后的厌氧脱硫尾气为吹脱气源,对厌氧脱硫出水中S 2-进行了气提分离,并以气提出水部分回流稀释方法控制反应器S 2-的毒性影响。试验结果表明:(图4、图5、图6)采用三种不同的气源对厌氧脱硫出水进行气提处理,在解决硫化物毒性作用上均有较好效果。在含有气提处理装置的废水厌氧生化系统,其SO 2-4
及COD 的去除效果基本可稳定在一个较好的水平
。
图4 CO 2吹脱H 2S 后生物脱硫运行曲线图 从吹脱气源的比较,采用CO 2为气源,受处理成本限制,难以在工业水处理中实现。采用空气为气源,处理成本不高,S 2-分离效果也比较稳定,但在吹脱处理过程中S 2-同时被氧化,部分中间氧化产物将随回流液进入厌氧脱硫反应器,一方面加重反应器对硫的处理负荷,同时生成的部分硫磺容易随回流液在管道上沉积,使处理流程受阻。与此相比采用
622水处理技术第27卷 第4期
净化处理后的生物脱硫尾气为吹脱气源,不仅成本低,同时还能保证SRB 代谢过程所需的绝对厌氧环境,克服了S 2-的过氧化问题,固本试验采用净化后的沼气为吹脱气源
。
图5 空气吹脱H 2S
后生物脱硫运行曲线图
图6 沼气吹脱H 2S 后生物脱硫运行曲线图2.3 关于pH 变化对硫化物气提分离效果的影响
及控制
厌氧脱硫出水气提分离过程,硫化物保持着下列平衡:
H 2S (气)[H 2S (液)[H S -+H +[S 2-+2H +
表2 废水硫化物气提去除效果
S 2-浓度(m g L )
出 水
吹脱后
2-
去除率(%)
374.882.377.0391.240.389.3386.467.282.6180.023.287.0461.971.984.0386.
483.1678.5562.7865.5288.3340.1826.8792.1321.68
53.76
83.0
平均84.46
溶液的pH 条件和变化将直接影响硫化物的分
离效果,在硫酸盐还原代谢过程,废水硫化物分离较理想的pH 条件在6.1左右,但在实际工业废水处理应用中难以实现。本次试验条件当废水pH 控制在7.0~7.5时,气提效果还不足65%。而溶液pH 保持在6.6左右时,废水中硫化物的分离效果可达84%以上。本次试验采用富含CO 2循环沼气为吹脱
气源,在厌氧脱硫出水气提处理过程,借助气体的中和作用和吹脱作用,使系统的pH 值可控制在一个较理想的条件下,试验期间,废水硫化物气提去除效果可达到84.5%左右(表2),经气提分离后出水中
S 2-的浓度达60m g L 左右。
2.4 负荷试验及初期稳定运行效果
图7 稳定运行期试验结果
表3 付产硫磺分析结果
批次1234硫磺含量(%)89.85
89.20
91.70
93.30
平均 (%)
91.01
在200m 3 d 废水规模的工业性试验中,青霉素
废水进料COD 浓度7000~15000m g L ,COD 平均
浓度为10371m g L ,SO 2-4浓度1200~2900m g L 。
试验每隔两周进水COD 负荷增加0.36kgCOD m
3
?d ,SO 2-4负荷增加0.12kgSO 2-4 m 3
?d ,运行半年
后试验系统的各项运行指标达到一个较好的水平(图7)。该阶段混合废水平均日处理量达到206.40m 3 d ,厌氧脱硫反应器进水SO 2-4负荷1.6~4.5kgSO 2-4 m 3
?d ,进水COD 负荷9.6~20.6kgCOD m 3?d ,平均负荷14.3kgCOD m 3?d ,SO 2-4去除率
为93.6%,COD 去除率59%,二级厌氧反应器进水COD 负荷3.0~6.36kgCOD m 3
?d ,COD 去除率39.3%。两级厌氧处理系统COD 平均负荷6.10kg
COD m 3
?d ,COD 平均去除率75.1%,最高去除率
85%,SO 2-4
平均去除率96.6%,好氧处理装置进水COD 负荷2.3kgCOD m 3
?d ,COD 去除率74%。
整个试验系统COD 总去除率达93.1%。试验期间,对气体净化处理过程回收的付产硫泥进行了抽样分
7
22 任立人等,高含硫抗生素有机废水处理
析,其硫磺含量达89%以上。(见表3)
2.5 关于厌氧系统的生物相情况
试验期间,通过扫描电镜对各阶段污泥相进行观察,反应器接种污泥生物相中以短链甲烷杆菌为主,同时存在有甲烷球菌及少量脱硫菌。SRB培养一个月以后,厌氧脱硫反应器的污泥生物相中脱硫孤菌数量明显增加。到SRB培养成熟期,厌氧脱硫反应器的污泥生物相中主要是以脱硫孤菌为主;而厌氧消化器的污泥生物相中则主要是短链甲烷杆菌、甲烷球菌等为主。但由于本次试验期间废水调节设施容量不足,废水水质较不稳定。受厌氧脱硫反应器出水中残留SO2-4的影响,在二级厌氧消化器污泥相中仍然还能见到一定量的脱硫孤菌。
3 结 论
由两相厌氧反应器处理青霉素废水试验结果可以得出以下结论:
采用厌氧-气提分离及H2S气体净化废水脱硫法,是一种控制废水硫酸盐还原影响的有效途径。试验期间,控制厌氧脱硫反应器进水SO2-4浓度1200~2900m g L,平均浓度1456m g L,反应器中温发酵条件,SO2-4平均去除率达93.6%,最高去除率达99.2%,SO2-4平均去除负荷1.7kg SO2-4 m3?d,最高4.5kgSO2- m3?d。
厌氧脱硫处理过程,反应器中硫酸盐的还原产物浓度及pH控制条件是影响SRB代谢的主要因素。本试验提出的净化甲烷气体吹脱-回流稀释法有效地控制了厌氧处理过程S2-的毒性影响。
在工业化废水处理装置规模上,建立起来的两相厌氧-气提分离及含H2S气体的净化-好氧处理工艺,在去除青霉素废水中有机物作用上具有显著效果。试验期间,控制两相厌氧系统进水COD浓度为7000~15000m g L,平均浓度为10371m g L,平均COD负荷6.1kgCOD m3?d,单级反应器负荷14.3kgCOD m3?d,COD去除率达75.1%,厌氧出水进一步经过好氧生化处理,废水COD总去除率可达到93.1%。
THE TREAT M ENT OF H IGH SUL FATE-CONTA IN ING PHAR M ACEUT I CAL
ORGAN I C W ASTE W ATER
R EN L i2ren,ZHAN G L in,TON G Sheng2li,ZHOU Chong2hu i,SON G J ing2p ing (Institu te of E nv ironm en ta l P rotection,H uabei P ha r m aceu tica l Q roup,S h ij iaz huang H ebei050015,Ch ina)
Abstract:T he study of treating the o rgan ic w astew ater of p en icilin w ith su lfu r by tw o-p hase anaerob ic-gas stri pp ing and H2S gas p u rifying-aerob ic b i ochem ical m ethods has ach ieved better effect.Fo r the sys2 tem of indu strial test fo r treatling200m3 d w astew ater,the rem oval rate of COD reached to over90%, and the H2S in firedam p w as finally recovered as the by-p roduct of su lfu r.
Key words:o rgan ic w astew ater w ith su lfu r;an tib i o tics;reducti on of su lfate;gas stri pp ing;recovery of su lfu r
822水处理技术第27卷 第4期
工业废水处理技术现状 目前工业废水对于环境及社会造成的危害性极高,对于河流与地下水皆会造成直接或者间接的影响,若污染情况严重,对于土壤、水生植物、农作物都会造成严重的危害。同时工业废水具有一定挥发性,会产生刺激性的气味,对于空气质量会造成一定程度的污染。然后以含有危害性的化学物质经过呼吸道进入人体,长期的积累堆积就会引发各种疾病,对于人们的生命健康造成严重的威胁。 一、工业废水的处理现状及问题 (1)工业废水处理的现状 从当前我国总体对工业废水处理来看,对于环境污染的形式还是相当严峻的,污染状况仍然比较严重。在各地区的河流及湖泊其水环境的容量,早已无法符合当前对于水资源的污染。然而各种的污水排放量仍在不断的增长,对于河流水污染的情况来讲,工业废水仍是主要的污染来源。在我国每年出现的水污染事故,平均可达到每年1000起左右。这是因为大量高污染企业仍然存在,许多企业不愿或无资金进行工业废水的治理,使得这一些企业违法排污的现象依然存在。将许多大城市除外,城镇的污水排放并没有从根本上得到有效的处理,使许多城乡居民的安全饮水问题日益严重。根据有关部门的统计,我国由于环境问题而造成的损失基本占整个国民生产总值的10%。因此当前我国水环境污染的形式依然处于严峻的态势。 (2)工业废水处理的问题 1)工业废水处理分流不合理 由于当前工业制造类型的众多,所产生的工业废水污染物种类也越来越多,对于工业废水的处理也带来了较大的挑战。在一般情况下,将工业废水可分为综合性废水、含氟废水及含铬废水等,此种分类方法存在许多不合理的地方。例如对一些含有重金属的废水无法进行有效的回收,由于不同污染物含有化学物质的不同,若未对进行针对性的处理措施,则消耗药剂使污水处理的成本增加。 2)工业废水的成本较高 由于我国当前关于工业污水处理技术的限制,许多企业在这一方面都存在投资成本较高的现状。为了符合工业废水的排放标准,需要在其处理上投放较大的人力及投入资金。但是当前的处理工艺都缺乏一定的针对性,工作效率偏低,其处理成效受到一定的限制。可对于工业废水的处理确实存在一定的必要性,但实际情况是其投入远高于收入,使许多企业对其逐渐丧失工业废水处理的动力。 3)工业废水处理碱的投放过大 在对工业废水的处理工艺中,当前主要采用化学沉淀法来实现。但是对其要实现有效的回收处理。在工业废水中含有大量的重金属,直接以碱进行沉淀处理的过程中,则
摘要:分析了抗生素制药废水的来源及特点,对目前抗生素制药废水处理中应用的各种物化处理、生物处理及多种方法组合的生化处理技术进行了综述,并对各种处理方法的应用特点进行了分析,为该类废水的治理工艺选择提供参考。 关键词:抗生素制药废水物化处理、生物处理、组合生化技术。 抗生素自被人类发现以来,就一直广泛被用于临床医学中,是人类控制感染性疾病,保障身体健康及防治动植物病害的重要化学药物。随着制药行业的发展,抗生素的种类也不断增加,至今已逾百种。我国的抗生素生产业发展迅猛,现已有300多家企业生产占世界原料药产量的20%-30%的70多个品种的抗生素,成为世界上主要的抗生素制剂生产国之一。但是,由于生产工艺及技术的原因,抗生素生产中仍然存在着原料利用率低、提炼纯度低、废水中残留抗菌素含量高等问题势必造成对环境的严重污染,从而制约制药企业的发展。因此,研究各种有效的处理方式显得十分重要。 1 抗生素制药废水的来源和特点 国内生产抗生素主要以粮食、糖蜜等为主要原料,生产工艺包括微生物发酵、过滤、萃取结晶、化学方法提取、精制等过程,产生的废水主要包括提取和精制过程中的发酵废水;溶剂回收过程中的浓废水;生产设备洗涤和地板冲洗用水;废冷却水;发酵罐排放的废发酵母液。废水中污染物的主要成分为:发酵残余营养物(如葡萄糖、蛋白质和无机盐之类)、发酵代谢物、酸、碱、有机溶剂和其它化工原料等。 其特点为: a、难降解有机物浓度高; b、废水水量、水质变化幅度大、规律性差; c、废水中含有抗生素药物和大量胶体物质,DH变化大,带有颜色和气味。 2 抗生素废水的处理方法 与一般工业废水相似,抗生素废水的处理方法也可归纳为以下几种:物化处理方法、生化处理方法以及多种方法的组合生化处理等。 2.1物化处理方法 物化法包括混凝沉淀、吸附法、光降解、焚烧、电解和萃取等等 2 .1.1混凝沉淀法 由于抗生素生产废水成分复杂,有机物含量高,同时还含有少量的残留抗生素,在采用生化处理时,残留抗生素对微生物的强烈抑制作用造成废水处理过程复杂、成本高、效果不稳定。吴敦虎等人采用自制的聚合氯化硫酸铝( P A C S ) 和聚合氯化硫酸铝铁( P A F C S ) 处理大连制药厂废水,一次混凝处理与二次混凝处理CO Dc 去除率在8 0%以上,p H、C O Dc 、S S均可达到国家排放标准。此外,采用含钙离子复合絮凝剂对抗生素制药废水进行混凝处理,C O Dc r 去除率可达71%-77%,s s去除率达87%-89%,可大幅度地削减废水中残留抗生素的抑菌效力。 2.1.2 吸附法 吸附法可作为高浓度有机废水经生物处理后的深度处理。张满生等利用两级炉渣吸附和三级活性炭吸附对青海制药集团原料药生产废水进行深度处理,当进水CODcr为1145 mg/L 时,三级吸附后CODcr可降至300 mg/L以下。该方法投资小,工艺简单操作方便,易管理。 2.1.3光降解法 李灵芝,李建渠等以TiOSO4为原料,采取SAS工艺制备了TiO2和掺铁的光催化剂,对某制药废水( CODcr=1309mg/L)进行了降解实验。研究了光源、煅烧温度、掺铁比例、p H值、附加条件对废水降解率的影响。结果表明:700℃制备的Ti02 )在紫外光和太阳光下的降解率分别77%和70%。掺铁比例为0.5%的TiO2对废水的降解率为81%。p H=2的废水降解
工业废水处理的七大基本原则 由于工业废水对环境的影响大,而且处理难度大,所以在生产和处理时应该遵循一些基本原则。大致总结为以下7点: 1、优先选用无毒生产工艺代替或改革落后生产工艺,尽可能在生产过程中杜绝或减少有毒有害废水产生。 2、在使用有毒原料以及产生有毒中间产物和产品的过程中,应严格操作、监督,消除滴漏,减少流失,采用合理流程和设备。 3、含有剧毒物质的废水,如含有一些重金属、放射性物质、高浓度酚、氰废水应与其他废水分流,以便处理和回收有用物质。 4、流量较大而污染较轻的废水,应经适当处理循环使用,不宜排入下水道,以免增加城市下水道和城市污水处理负荷。 5、类似城市污水的有机废水,如食品加工废水、制糖废水、造纸废水,可排入城市污水系统进行处理。 6、一些可以生物降解的有毒废水,如酚、氰废水,应先经处理后,按允许排放标准排入城市下水道,再做进一步生化处理。 7、含有难以生物降解的有毒废水,应单独处理,不应排入城市下水道。工业废水处理的发展趋势是把废水和污染物作为有用资源回收利用或实行闭路循环。 找准难点重点攻克分类处置
我国工业行业繁多,每个行业产生的废水不同,甚至一个行业中不同工艺产生的废水也有所不同。因此,将废水分类,寻找处理每个类别废水的难点、重点攻克,将能更为有效地处理工业废水。 通常情况下,工业废水按照不同分类方式可以分为3种。 第一种是按工业废水中所含主要污染物的化学性质分类,即含无机污染物为主的为无机废水,含有机污染物为主的为有机废水。例如,电镀废水和矿物加工过程的废水是无机废水;食品或石油加工过程的废水是有机废水。 第二种是按工业企业的产品和加工对象分类,如冶金废水、造纸废水、炼焦煤气废水、金属酸洗废水、化学肥料废水、纺织印染废水、染料废水、制革废水、农药废水、电站废水等。 第三种是按废水中所含污染物的主要成分分类,如酸性废水、碱性废水、含氰废水、含铬废水、含镉废水、含汞废水、含酚废水、含醛废水、含油废水、含硫废水、含有机磷废水和放射性废水等。 3种分类中的前两种分类方法不涉及废水中所含污染物的主要成分,也不能表明废水的危害性。而第三种分类法清楚地反映了废水中主要污染物的成分,能表明废水一定的危害性。以第三种方法分类,可以明确废水处理的重点和关键,使废水处理更有针对性。 重点工业行业废水该如何处理? 按照工业废水的第二种分类方法,可以分出各工业行业废水。在这里,我们选取了几个比较重要的工业行业,讨论其废水特点和处理方法。 01 食品工业废水特点及处理方法 食品工业原料广泛,制品种类繁多,排出废水的水量、水质差异很大。由于废水中主要污染物成分复杂,漂浮在废水中的固体物质,如菜叶、果皮、碎肉、禽羽等;悬浮在废水中的物质,如油脂、蛋白质、淀粉、胶体物质等;溶解在废水中的酸、碱、盐、糖类等;原料夹带的泥沙及其他有机物等;致病菌毒等。
抗生素生产废水治理技术 抗生素生产废水是一类成分复杂、色度高、生物毒性大、含多种抑制物质的难降解高浓度有机废水。 生物制药行业的废水处理后必须满足以下要求:CO住300mg/L, BOD侈 150mg/L, NH3-N K 25mg/L, SSc 200mg/L 抗生素废水的处理方法:物化处理、厌氧处理和好氧处理 1物化处理 目前用于抗生素废水处理的物化方法主要有以下几种:混凝-沉淀、吸附、 气浮、焚烧法和反渗透等,各种方法的处理效果见表1。 物化方法的选择应根据各类抗生素废水特点及试验结果而定。 表1物化方法处埠讥半秦废术效果 生物处理工艺主要有好氧生物处理、厌氧生物处理及厌氧-好氧组合处理工 -f-p 乙。 2.1 好氧生物处理工艺 表2汇总了国内外部分抗生素生产废水好氧生物处理工艺及其主要运行参数。由表2可知,抗生素生产废水的好氧生物处理工艺主要是早期传统活性污泥法和70年代开发的革新替代工艺。但是,由于抗生素生产废水属于高浓度
有机废水,常规好氧工艺活性污泥法难以承受COD浓度1Og/L以上的废水, 需对原废水进行大量稀释,因此,清水、动力消耗很大,导致处理成本很高。 2.2 厌氧生物处理工艺 与好氧处理相比,厌氧法在处理高浓度有机废水方面通常具有以下优点: (1)有机物负荷高;(2)污泥产率低,产生的生物污泥易于脱水;(3) 营养物需要量少;(4)不需曝气,能耗低;(5)可以产生沼气、回收能源;(6)对水温的适宜范围较广。 抗生素废水厌氧处理中常用工艺有升流式厌氧污泥床(UASB)、厌氧流化 床、厌氧折流板反应器等,处理负荷及效果见表3。 厌氧生物工艺处理抗生素工业废水的试验研究较多而实际工程应用较少。 高浓度的抗生素有机废水经厌氧处理后,出水COD仍达1000?4000mg/L,不能直接外排,需要再经好氧处理,以保证出水达标排放。但由于厌氧段采用甲 烷化,对操作和运行条件要求严格,而且原水中大量易于降解的物质(如有机酸等)在厌氧生物处理系统中被甲烷化,剩余的主要是难降解或厌氧消化的剩余产物,因此,后需的好氧处理尽管负荷较低,但是处理效率也很低。 2.3 厌氧-好氧组合工艺 厌氧处理利用高效厌氧工艺容积负荷高、CODfc除效率高、耐冲击负荷的优点,减少稀释水量并且能较大幅度地削减COD以降低基建、设备投资和运行费用,并回收沼气。厌氧段还有脱色作用,这对于高色度抗生素废水的处理意义较大。 好氧处理目的是保证厌氧出水经处理后达标排放。从工程应用角度应优 先采用生物接触氧化和SBR工艺(序批式活性污泥法)。 表4汇总了国内外部分抗生素生产废水厌氧-好氧生物处理工艺及其主要运行参数。
抗生素类废水处理方法的研究 摘要:近年来,随着我国经济的持续高速发展,环境污染问题日益成为了国民聚焦的热点问题。在我国诸多环境污染问题当中,最为凸显的是水污染问题。抗生素类废水有着成分复杂、COD浓度高、难生物降解、污染性强等特点。抗生素进入环境会对生物造成深远的影响,如何去除抗生素的残留引起许多国家的关注。抗生素在环境中主要发生物理化学降解和生物降解,生物降解过程具有抗性的微生物菌株发挥主要的功效,因此近些年利用微生物技术处理抗生素残留污染成为研究热点。本文对抗生素废水的处理方法尤其是对具有抗生素降解功能的微生物资源和利用复合菌系处理抗生素残留的生物技术进行概括总结,并对微生物处理抗生素技术的不足和发展方向进行展望。 关键词:抗生素;来源;危害;处理方法;微生物 前言 抗生素是一类能杀死或抑制微生物生长的药物,通常是指由细菌、真菌和放线菌等微生物在新陈代谢活动中形成的,兼备抗病原体和活性组分的物质[1-3]。数十年来已被大量应用。抗生素主要包括β-内酰胺类、大环内酯类、四环素类、链霉素和氯霉素等五大类,能在不同程度上起到抑菌、抗菌和杀菌作用,以用途来分,还可分为人用和兽用两种[4]。当前常用的抗生素大多是从微生物培养液中提取出来的,也有部分是利用化学手段进行人工合成的。 抗生素类药物主要用于治疗人和动物的各种疾病,同时也长期添加于动物饲料中以预防疾病和促进动物生长,投加在农业产品中催熟农产品,此类抗生素药物大部分经由人类和动物排泄物,农业和污水排放以原药或者代谢产物的形式进入环境[5,6]。由于排泄物中大多数残留抗生素的半衰期比较长,部分被吸附在底泥等固相环境中,而小易被固相吸附的部分,则容易富集在水生动物体内,对生物体产生慢性毒性效应[7]。抗生素在国内外的水环境中均有检出,甚至在部分生物体内也有检出,其对生态环境以及对人类健康的潜在危害,已经成为人们日益关注的环境污染问题。
工业废水分类处理原则及处理方法 工业废水是指工业生产排放的废水、污水和废液,对环境的污染非常严重,必须做到工业废水的有效治理。随着工业的迅速发展,废水的种类和数量迅猛增加,对水体的污染也日趋广泛和严重,威胁人类的健康和安全。因此,对于保护环境来说,工业废水处理比城市污水处理更为重要。 一、工业废水分类及处理的基本原则 工业废水分类通常有以下三种:第一种是按工业废水中所含主要污染物的化学性质分类,含无机污染物为主的为无机废水,含有机污染物为主的为有机废水。例如电镀废水和矿物加工过程的废水,是无机废水;食品或石油加工过程的废水,是有机废水。第二种是按工业企业的产品和加工对象分类,如冶金废水、造纸废水、炼焦煤气废水、金属酸洗废水、化学肥料废水、纺织印染废水、染料废水、制革废水、农药废水、电站废水等。第三种是按废水中所含污染物的主要成分分类,如酸性废水、碱性废水、含氰废水、含铬废水、含镉废水、含汞废水、含酚废水、含醛废水、含油废水、含硫废水、含有机磷废水和放射性废水等。前两种分类法不涉及废水中所含污染物的主要成分,也不能表明废水的危害性。第三种分类法,明确地指出废水中主要污染物的成分,能表明废水一定的危害性。
处理的基本原则: (一)优先选用无毒生产工艺代替或改革落后生产工艺,尽可能在生产过程中杜绝或减少有毒有害废水的产生。 (二)在使用有毒原料以及产生有毒中间产物和产品过程中,应严格操作、监督,消除滴漏,减少流失,尽可能采用合理流程和设备。 (三)含有剧毒物质废水,如含有一些重金属、放射性物质、高浓度酚、氰废水应与其它废水分流,以便处理和回收有用物质。 (四)流量较大而污染较轻的废水,应经适当处理循环使用, 不宜排入下水道,以免增加城市下水道和城市污水处理负荷。 (五)类似城市污水的有机废水,如食品加工废水、制糖废水、造纸废水,可排入城市污水系统进行处理。 (六)一些可以生物降解的有毒废水,如酚、氰废水,应先经处理后,按允许排放标准排入城市下水道,再进一步生化处理。 (七)含有难以生物降解的有毒废水,应单独处理,不应排入 城市下水道。工业废水处理的发展趋势是把废水和污染物作为有用资源回收利用或实行闭路循环。
高浓度抗生素化学制药废水的处理* 卓世孔1程汉林白明超 (广州环发经贸发展公司,广州510180) 摘要采用微电解-厌氧水解-生物铁法-混凝串联工艺处理头孢类抗生素化学制药高浓度有机废水,结果表明,当微电解、厌氧水解和生物铁法水力停留时间分别为4、24和6 h,进水COD Cr 4000~4500 mg/L,BOD5 800~1200 mg/L,出水可达地方排放标准。 关键词抗生素微电解厌氧水解生物铁混凝 Treatment of high concentration organic wastewater from antibiotic pharmacy industry Zhuo Shikong, Cheng Hanlin, Bai Mingchao. Guangzhou Huanfa Economy Trade Development Company, Guangdong, 510180 Abstract: High concentration organic wastewater from cephalosporin antibiotic pharmacy industry was treated by the “micro electrolysis-anaerobic hydrolysis-biological iron-coagulating” technology. The result indicates that the effluent COD Cr and BOD5are below the first grade standards of the local wastewater drainage in the second period, when the COD Cr and BOD5 load is kept at 4000~4500 mg/L and 800~1200 mg/L, and the HRT of micro-electrolysis, anaerobic hydrolysis and biological iron is 4 h, 24 h and 6 h, respectively. Keywords: Antibiotic Micro-electrolysis Anaerobic hydrolysis Biological iron Coagulating 抗生素化学制药废水是一类浓度高、色度高、含难生物降解物和微生物生长抑制剂的高浓度有机废水,是制药废水中最难处理的废水之一,是我国制药行业废水治理的重点。目前国内外抗生素工业废水处理技术研究时有报导,但实际应用的治理技术不多且不成熟[1],而专门针对头孢类抗生素化学制药废水的处理研究未见报导。本文采用微电解-厌氧水解-生物铁法-混凝工艺, 对某制药厂头孢类抗生素化学制药高浓度有机废水进行了试验研究。 1 材料与方法 1.1 废水来源与水质特性 试验用废水取自某化学制药厂集水池,该厂生产头孢类抗生素原料药,如头孢硫脒、头孢曲松钠、头孢哌酮钠、头孢噻肟钠、头孢他啶等,每日废水排放量数百吨。废水组成复杂,除含有抗生素残留物、抗生素生产中间体、未反应的原料外,还含有少量合成过程中使用的有机溶剂,如乙醇、丙酮、二氯甲烷、吡啶、噻吩等。废水水质情况如表1所示。 表1 废水水质情况 1第一作者:卓世孔,男,1956年出生,工程师,主要从事环境污染治理和研究。 * 广州市重点污染源防治项目(穗环计[2002]126号)
常见的几种工业污水处理技术 时间:2009-03-11 16:16来源:作者: 关键词:工业污水处理,污水处理 常见工业污水处理技术介绍 1 企业,主要分布在电子、塑胶、电镀、五金、印刷、食品、印染等行业。从污水的排放量和对环境污染的危害程度来看,电镀、线路板、表面处理等以无机类污染物为主的污水和食品、印染、印刷及生活污水等以有机类污染物为主的污水是处理的 常见工业污水处理技术介绍 1 企业,主要分布在电子、塑胶、电镀、五金、印刷、食品、印染等行业。从污水的排放量和对环境污染的危害程度来看,电镀、线路板、表面处理等以无机类污染物为主的污水和食品、印染、印刷及生活污水等以有机类污染物为主的污水是处理的重点。本文主要介绍几种比较典型的工业污水的处理技术。一、表面处理污水 1.磨光、抛光污水 在对零件进行磨光与抛光过程中,由于磨料及抛光剂等存在,污水中主要污染物为COD、BOD、SS。 一般可参考以下处理工艺流程进行处理: 污水→调节池→混凝反应池→沉淀池→水解酸化池→好氧池→二沉池→过滤→排放 2.除油脱脂污水 常见的脱脂工艺有:有机溶剂脱脂、化学脱脂、电化学脱脂、超声波脱脂。除有机溶剂脱脂外,其它脱脂工艺中由于含碱性物质、表面活性剂、缓蚀剂等组成的脱脂剂,污水中主要的污染物为pH、SS、COD、BOD、石油类、色度等。 一般可以参考以下处理工艺进行处理: 污水→隔油池→调节池→气浮设备→厌氧或水解酸化→好氧生化→沉淀→过滤或吸附→排放 该类污水一般含有乳化油,在进行气浮前应投加CaCl2破乳剂,将乳化油破除,有利于用气浮设备去除。当污水中COD浓度高时,可先采用厌氧生化处理,如不高,则可只采用好氧生化处理。 3.酸洗磷化污水 酸洗污水主要在对钢铁零件的酸洗除锈过程中产生,污水pH一般为2-3,还有高浓度的Fe2+,SS浓度也高。 可参考以下处理工艺进行处理: 污水→调节池→中和池→曝气氧化池→混凝反应池→沉淀池→过滤池→pH回调池→排放 磷化污水又叫皮膜污水,指铁件在含锰、铁、锌等磷酸盐溶液中经过化学处理,表面生成一层难溶于水的磷酸盐保护膜,作为喷涂底层,防止铁件生锈。该
高浓度青霉素废水处理 目前国内对高浓度抗生素有机废水的处理仍处于试验探索阶段。由于废水中的残余抗生素和盐类以及一些添加剂严重抑制厌氧微生物的正常代谢,如在厌氧之前采用各种预处理去除抑制物质,则使工艺流程复杂且提高了基建和运行费用;如采用常规好氧活性污泥法,则难以承受COD浓度高达10g/L以上的废水水质,需要用大量的清水稀释后才能处理,运行费用也相应增加。本文的目的在于通过对厌氧水解酸化--生物接触氧化法工艺的研究和实例分析,为处理高浓度抗生素有机废水提供一条新的途径。 1 工程实例 山东某大型抗生素厂主要生产青霉素、庆大霉素、链霉素等十多种产品,其生产废水有15%采用厌氧水解酸化--生物接触氧化法进行处理,取得了良好的效果。设计水质、水量如下:水量2700m3/d;COD 4200~6000mg/L;BOD1600~2200mg/L;SS1000~2400mg/L;pH 6~8。 废水处理工艺流程如图1。 抗生素混合污水流经粗格栅、初沉池后进入厌氧酸化池,通入一定量的空气,利用厌氧发酵过程的水解酸化段,使水中不溶性的有机物转化为可溶性的有机物,将难降解的大分子物质转化为易生物降解的小分子物质,大大提高了污水的可生化性。 在生物接触氧化池,废水自下向上流动,在填料下直接布气,生物膜直接受到气流的搅动,加速了生物膜的更新,使其经常保持较高的活性,而且能够克服填料堵塞。本工艺处理能力大,对冲击负荷有较强的适应性,污泥生成量少,不会产生污泥膨胀,无需污泥回流,易于维护管理,便于操作。 主要处理构筑物: ①厌氧酸化池 矩形钢筋混凝土结构,一座分两格,每格尺寸20m×10m×5m,总容积为2000m3,池内设半软性填料720m3,
工业废水处理工艺 近年来,不断有新的方法和技术用于处理工业废水,但各有利弊。单纯的生物氧化法出水中含有一定量的难降解有机物,COD值偏高,不能完全达到排放标准。吸附法虽能较好地除去COD,但存在吸附剂的再生和二次污染的问题。催化氧化法虽能降解难以生物降解的有机物,但实际的工业应用中存在运行费用高等问题。本文介绍一些典型的工业废水处理工艺。 一、工业废水处理超导磁分离工艺 超导磁分离法与传统的化学法、生物法以及普通电磁体磁分离不同,不仅具有投资小、占地少、处理周期短、处理效果好等优点,还可达到普通电磁体3倍以上的磁场强度,从而提高磁分离能力,是未来极具潜在应用价值的技术。 一项超导磁体应用技术研究表明,采用超导高梯度磁分离技术可用于造纸、化工、医药工业废水的净化分离。与传统的超导磁分离技术只能分离矿物、煤、高岭土中磁性杂质不同,该技术通过预先加入改性的磁种子颗粒材料,从而分离工业废水中无磁性的有机、无机污染物,实现工业污水的达标排放。 工业废水如不达标排放,危害颇多。然而,目前使用的化学法和生物化学法存在投资大、运行成本高、反应时间长、占地面积大、效率低、能耗高等诸多问题。对于小型排污企业废水处理,这些问题则愈加突出,厂家若因建立污水处理设施投资过高,大多可能采取直排或偷排,给环境造成了更大危害。因此,开展新型、高效、低成本工业废水处理技术的研究显得重要而迫切。———技术解析——— 铁磁颗粒与污染物絮接 工业废水中一般皆为有机、无机污染物,由于这些污染物本身没有磁性,靠磁场产生的磁吸引力无法分离。研究人员设计并研制出制冷机直接冷却的超导磁体,磁场可达 3.92T。利用该超导磁体对造纸厂废水进行了磁分离处理。 实验采用预先在废水中加入经过表面等离子有机聚合改性的铁磁性颗粒并与污水中非磁性有害物质絮接,通过强磁场实现水中污染物的分离。实验结果表明,经磁分离处理的废水其COD值由起始的1780mg/L降到147mg/L,净化效果良好。 ———技术背景——— 磁分离的发展 磁分离是一种通过磁体提供的磁场吸力来实现物质分离的技术,属于物理分离法,是上世纪
工业废水处理工程 工业废水是指工业生产过程中产生的废水、污水和废液,其中含有随水流失的工业生产用料、中间产物和产品以及生产过程中产生的污染物。工业废水具有排放量大,污染范围广,排放方式复杂;污染物种类繁多,浓度波动幅度大;污染物质毒性强,危害大,污染物排放后迁移变化规律差异大;恢复比较困难等特点。 工业污水水质复杂,不能用单一流程处理,一般采用多种方法的组合工艺。工业废水处理途径一般有三种情况:一是工业污水单独处理后排放,二是工业污水排入城市污水处理厂一同处理,三是工业污水预处理后进入城市污水处理厂。管网需要进一步完善的地区的企业需要自行处理后达标排放。污水处理对于排污企业来讲是很陌生的,他们对于什么废水,采用什么工艺处理并不了解,所以他们会选择将污水的问题交给环保企业来处理。那去哪儿找环保企业,这些企业的实力、资质怎么样?污水处理的成本等又成为了排污企业的问题。很多排污单位痛下决心花巨资建设污水处理站,但建成后却发现污水处理成本太高,导致造价昂贵的设施成为摆设。 工业废水的水量取决于用水情况。冶金、造纸、石油工业、电力等工业用水量大,废水量也大,如有的炼钢厂炼1吨钢出废水200~250吨。但各工厂的实际外排废水量还同水的循环使用率有关。例如循环率高的钢铁厂,炼1吨钢外排废水量只有2吨左右。 更有排污企业因为没有找到合适的技术工艺、有经验和实力的环保企业,导致设施建成后污水却不能处理达标;笔者建议对污水处理工艺不太了解的排污企业,最好先通过像污水宝那样的污水项目服务平台去寻找环保公司,能对比多家具有同类废水处理经验的环保企业,多接触几家再做决定,看看企业提供的技术、案例以及报价等进行选择;毕竟货比三家是有道理的。排污企业可以打开污水宝的网站https://www.doczj.com/doc/9e6880178.html,提交废水数据,会有能处理该废水的环保企业与之联系,并可以做挑选。污水管网较完善地区的排污企业会选择污水排入城市污水处理厂一同处理,污水厂都有一定的接管标准,有的企业也会选择将污水预处理后排入城市污水处理厂。 近年来,不断有新的方法和技术用于处理工业废水,但各有利弊。单纯的生物氧化法出水中含有一定量的难降解有机物,COD值偏高,不能完全达到排放标准。吸附法虽能较好地除去COD,但存在吸附剂的再生和二次污染的问题。催化氧化法虽能降解难以生物降解的有机物,但实际的工业应用中存在运行费用高等问题。 尤其现在的工业废水中的污染物是多种多样的,往往用一种工艺是不能将废水中所有的污染物去除殆尽的。用物化工艺将工业废水处理到排放标准难度很大,而且运行成本较高;工业废水含较多的难降解有机物,可生化性差,而且工业废水的废水水量水质变化大,故直接用生化方法处理工业废水效果不是很理想。 针对工业废水处理的特点,我们认为对其处理宜根据实际废水的水质采取适当的预处理方法,如絮凝、内电解、电解、吸附、光催化氧化等工艺,破坏废水中难降解有机物、改善废水的可生化性;再联用生化方法,如SBR、接触氧工业艺,A/O工艺等,对工业废水进行深度处理。 一、工业废水的分类及原则 第一种是按工业废水中所含主要污染物的化学性质分类,含无机污染物为主的为无机废水,含有机污染物为主的为有机废水。例如电镀废水和矿物加工过程的废水,是无机废水;食品或石油加工过程的废水,是有机废水。 第二种是按工业企业的产品和加工对象分类,如冶金废水、造纸废水、炼焦煤气废水、金属酸洗废水、化学
制药厂抗生素废水处理工艺设计 摘要 本次毕业设计以制药厂抗生素废水为主要水源,设计抗生素废水的主要处理工艺。该废水生物化学需氧量高,而且有高浓度的BOD和COD,有机物,以及悬浮固体(SS)。在资料分析基础上,比较了现在的多种抗生素废水处理,最终确定以水解酸化+两级生物处理(AB法)处理抗生素废水。该设计工艺中包括了相关处理构筑物设计计算,通过设计,使该厂废水处理水达到国家排放标准。 关键词:抗生素废水、水解酸化、AB法、COD、BOD
Pharmaceutical antibiotic wastewater treatment process design Abstract The graduation design with pharmaceutical factory antibiotic wastewater as the main source of antibiotic wastewater, design the main treatment process. The wastewater biological chemical oxygen demand (COD) high, and have high levels of BOD and COD, organic matter, and suspended solids (SS). Based on the data analysis, compares the variety of antibiotic wastewater treatment now, and finally determined that two levels by hydrolysis acidification + biological treatment (AB method) deal with antibiotic wastewater. This design process includes correlation processing structures design calculation, through the design, make the factory wastewater treatment water reach national emission standard. Key words:pharmary sewage, sewage treatment,difflunce-acidificatio, Adsorption-Biodegratio n、BOD、COD
抗生素废水处理 发布时间:2012-9-27 14:21:59 中国污水处理工程网 抗生素生产废水属于难降解有机废水,特别是残留的抗生素对微生物的强烈抑制作用,可造成废水处理过程复杂、成本高和效果不稳定。因此在抗生素废水的处理过程中,采用物理处理方法或作为后续生化处理的预处理方法以降低水中的悬浮物和减少废水中的生物抑制性物质。 一、抗生素废水处理物理方法 目前应用的抗生素废水处理物理方法主要包括混凝、沉淀、气浮、吸附、反渗透和过滤等。 1、抗生素废水处理混凝法是在加入凝聚剂后通过搅拌使失去电荷的颗粒相互接触而絮凝形成絮状体,便于其沉淀或过滤而达到分离的目的。采用凝聚处理后,不仅能有效地降低污染物的浓度,而且废水的生物降解性能也得到改善。在抗生素制药工业废水处理中常用的凝聚剂有:聚合硫酸铁、氯化铁、亚铁盐、聚合氯化硫酸铝、聚合氯化铝、聚合氯化硫酸铝铁、聚丙烯酰胺(PAM)等。 2、沉淀是利用重力沉淀分离将密度比水大的悬浮颗粒从水中分离或除去。 3、气浮法是利用高度分散的微小气泡作为载体吸附废水中的污染物,使其视密度小于水而上浮,实现固液或液液分离的过程。通常包括充气气浮、溶气气浮、化学气浮和电解气浮等多种形式。 4、吸附法是指利用多孔性固体吸附废水中某种或几种污染物,以回收或去除污染物,从而使废水得到净化的方法。常用的吸附剂有活性炭、活性煤、腐殖酸类、吸附树脂等。该方法投资小、工艺简单、操作方便,易管理,较适宜对原有污水厂进行工艺改进。 5、反渗透法是利用半透膜将浓、稀溶液隔开,以压力差作为推动力,施加超过溶液渗透压的压力,使其改变自然渗透方向,将浓溶液中的水压渗到稀溶液一侧,可实现废水浓缩和净化目的。 6、吹脱法当氨氮浓度大大超过微生物允许的浓度时,在采用生物处理过程中,微生物受到NH3-N的抑制作用,难以取得良好的处理效果。赶氨脱氮往往是废水处理效果好坏的关键。在制药工业废水处理中,常用吹脱法来降低氨氮含量,如乙胺碘呋酮废水的赶氨脱氮。 二、抗生素废水处理化学方法 抗生素废水处理1、光催化氧化法 该技术可有效地降解制药废水中的有机物浓度,且具有性能稳定、对废水无选择性、反应条件温和、无二次污染等优点,具有很好的应用前景。以TiO2作催化剂,利用流化床光催化反应器处理制药废水,考察了在不同工艺条件下的光催化效果,结果表明:进水COD分别为596、861mg/L时,采用不同的试验条件,光照150min后光催化氧化阶段出水COD分别为113、124mg/L,去除率分别为81.0%、85.6%,且BOD5/COD值也可由0.2增至0.5,提
1.抗生素及其废水产生背景 抗生素类药品是目前国内消耗较多的品种,大多数属于生物制品,即通过发酵过程提取制得,是微生物、植物、动物在其生命过程中产生的化合物,具有在低浓度下,选择性抑制或杀灭其它微生物或肿瘤细胞能力的化学物质,是人类控制感染性疾病、保健身体健康及防治动植物病害的重要化学药物。目前,我国生产抗生素的企业达300多家,生产占世界产量20%~30%的70个品种的抗生素,产量年年增加,现已成为世界上主要的抗生素制剂生产国之一。目前抗生素生产中筛选和生产、菌种选育等方面仍存在着许多技术难点,从而出现原料利用率低、提炼纯度低、废水中残留抗菌素含量高等诸多问题,造成严重的环境污染。 2.抗生素废 水的来源及特点 抗生素生产包括 微生物发酵、过 滤、萃取结晶、提 炼、精制等过程。 以粮食或糖蜜为 主要原料生产抗 生素的废水主要 来自分离、提取、 精制纯化工艺的 高浓度有机废水,如结晶液、废母液等,种子罐、发酵罐的洗涤废水以及发酵罐的冷却水等。因此废水有以下特点: 2.1COD含量高 抗生素废水的COD一般都在5000~80000mg/L之间。主要为发酵残余基质及营养物、溶媒提取过程的萃取余液、经溶媒回收后排出的蒸馏釜残液、离子交换过程中排出的吸附废
液、水中不溶性抗生素的发酵过滤液以及染菌倒罐废液等。这些成分浓度高,如青霉素废水CODCr浓度为15000~80000mg/L,土霉素废水CODCr浓度为8000~35000mg/L。 2.2废水中SS浓度高(500~25000mg/L) 抗生素废水中SS主要为发酵的残余培养基质和发酵产生的微生物丝菌体,如庆大霉素废水SS为8000mg/L左右,青霉素废水为5000~23000mg/L。 2.3成分复杂 抗生素废水中含有中间代谢产物、表面活性剂和提取分离中残留的高浓度酸、碱和有机溶剂等原料,成分复杂。易引起pH波动,影响生化效果。 2.4存在生物毒性物质 废水中含有微生物难以降解、甚至对微生物有抑制作用的物质。发酵或者提取过程中因生产需要投加的有机或无机及生产过程中排放的残余溶媒和残余抗生素及其降解物等等,在废水中,这些物质达到一定浓度会对微生物产生抑制作用。 2.5硫酸盐浓度高 如链霉素废水中硫酸盐含量为3000mg/L左右,最高可达5500mg/L,青霉素为5000mg/L以上。 2.6此外,抗生素废水还有色度高、pH波动大、间歇排放等特点,是处理成本高、治理难度大的有毒有机废水之一
冶金工业废水处理技术 冶金工业产品繁多,生产流程各成系列,排放出大量废水,是污染环境的主要废水之一。冶金废水的主要特点是水量大、种类多、水质复杂多变。按废水来源和特点分类,主要有:冷却水,酸洗废水,除尘和煤气、烟气洗涤废水,冲渣废水以及由生产工艺中凝结、分离或溢出的废水等。 冷却水的处理 冷却水在冶金废水中所占的比例最大。钢铁厂的冷却水约占全部废水的70%。冷却水分间接冷却水和直接冷却水。间接冷却水,如高炉炉体、热风炉、热风阀、炼钢平炉、转炉和其他冶金炉炉套的冷却水,使用后水温升高,未受其他污染,冷却后,可循环使用。若采用汽化冷却工艺,则用水量可显著减少,部分热能可回收利用。直接冷却水,如轧钢机轧辊和辊道冷却水、金属铸锭冷却水等,因与产品接触,使用后不仅水温升高,水中还含有油、氧化铁皮和其他物质,如果外排,会对水体造成淤积和热污染,浮油会危害水生生物。处理方法是先经粗颗粒沉淀池或水力旋流器,除去粒度在100微米以上的颗粒,然后把废水送入沉淀,除去悬浮颗粒;为提高沉淀效果,可投加混凝剂和助凝剂;水中浮油可用刮板清除。废水经净化和降温后可循环使用。冷轧车间的直接冷却水,含有乳化油,必须先用化学混凝法、加热法或调节pH值等方法,破坏乳化油,然后进行上浮分离,或直接用超过滤法分离。所收集的废油可以再生,作燃料用。 酸洗废水的处理 轧钢等金属加工厂都产生酸洗废水,包括废酸和工件冲洗水。酸洗每吨钢材要排出1~2米废水,其中含有游离酸和金属离子等。如钢铁酸洗废水含大量铁离子和少量锌、铬、铅等金属离子。少量酸洗废水,可进行中和处理并回收铁盐;较大量的则可用冷冻法、喷雾燃烧法、隔膜渗析法等方法回收酸和铁盐或分离回收氧化铁。若采用中性电解工艺除氧化铁皮,就不会出酸洗废水。但电解液须经过滤或磁分离法处理,才能循环使用。 洗涤水的处理 冶金工厂的除尘废水和煤气、烟气洗涤水,主要是高炉煤气洗涤水、平炉和转炉烟气洗涤水、
高浓度抗生素化学制药废 水的处理 Final revision on November 26, 2020
高浓度抗生素化学制药废水的处理* 卓世孔1程汉林白明超 (广州环发经贸发展公司,广州510180) 摘要采用微电解-厌氧水解-生物铁法-混凝串联工艺处理头孢类抗生素化学制药高浓度有机废水,结果表明,当微电解、厌氧水解和生物铁法水力停留时间分别为4、 24和6 h,进水COD Cr 4000~4500 mg/L,BOD 5 800~1200 mg/L,出水可达地方排放标 准。 关键词抗生素微电解厌氧水解生物铁混凝 Treatment of high concentration organic wastewater from antibiotic pharmacy industry Zhuo Shikong, Cheng Hanlin, Bai Mingchao. Guangzhou Huanfa Economy Trade Development Company, Guangdong, 510180 Abstract: High concentration organic wastewater from cephalosporin antibiotic pharmacy industry was treated by the “micro electrolysis-anaerobic hydrolysis-biological iron-coagulating” technology. The result indicates that the effluent COD Cr and BOD 5 are below the first grade standards of the local wastewater drainage in the second period, when the COD Cr and BOD 5 load is kept at 4000~4500 mg/L and 800~1200 mg/L, and the HRT of micro-electrolysis, anaerobic hydrolysis and biological iron is 4 h, 24 h and 6 h, respectively. Keywords: Antibiotic Micro-electrolysis Anaerobic hydrolysis Biological iron Coagulating 抗生素化学制药废水是一类浓度高、色度高、含难生物降解物和微生物生长抑制剂的高浓度有机废水,是制药废水中最难处理的废水之一,是我国制药行业废水治理的重点。目前国内外抗生素工业废水处理技术研究时有报导,但实际应用的治理技术不多且不成熟 [1],而专门针对头孢类抗生素化学制药废水的处理研究未见报导。本文采用微电解-厌氧水解-生物铁法-混凝工艺, 对某制药厂头孢类抗生素化学制药高浓度有机废水进行了试验研究。 1 材料与方法 废水来源与水质特性 试验用废水取自某化学制药厂集水池,该厂生产头孢类抗生素原料药,如头孢硫脒、头孢曲松钠、头孢哌酮钠、头孢噻肟钠、头孢他啶等,每日废水排放量数百吨。废水组成复杂,除含有抗生素残留物、抗生素生产中间体、未反应的原料外,还含有少量合成 1第一作者:卓世孔,男,1956年出生,工程师,主要从事环境污染治理和研究。 * 广州市重点污染源防治项目(穗环计[2002]126号)
工业污水处理流程 工业企业主要分布在电子、塑胶、电镀、五金、印刷、食品、印染等行业。从废水的排放量和对环境污染的危害程度来看,电镀、线路板、表面处理等以无机类污染物为主的废水和食品、印染、印刷及生活污水等以有机类污染物为主的废水是处理的重点。本文主要介绍几种比较典型的工业废水的处理技术。 一、表面处理废水 1.磨光、抛光废水 在对零件进行磨光与抛光过程中,由于磨料及抛光剂等存在,废水中主要污染物为COD、BOD、SS。 一般可参考以下处理工艺流程进行处理: 废水→调节池→混凝反应池→沉淀池→水解酸化池→好氧池→二沉池→过滤→排放 2.除油脱脂废水 常见的脱脂工艺有:有机溶剂脱脂、化学脱脂、电化学脱脂、超声波脱脂。除有机溶剂脱脂外,其它脱脂工艺中由于含碱性物质、表面活性剂、缓蚀剂等组成的脱脂剂,废水中主要的污染物为pH、SS、COD、BOD、石油类、色度等。 一般可以参考以下处理工艺进行处理: 废水→隔油池→调节池→气浮设备→厌氧或水解酸化→好氧生化→沉淀→过滤或吸附→排放 该类废水一般含有乳化油,在进行气浮前应投加CaCl2破乳剂,将乳化油破除,有利于用气浮设备去除。当废水中COD浓度高时,可先采用厌氧生化处理,如不高,则可只采用好氧生化处理。 3.酸洗磷化废水 酸洗废水主要在对钢铁零件的酸洗除锈过程中产生,废水pH一般为2-3,还有高浓度的Fe2+,SS浓度也高。 可参考以下处理工艺进行处理: 废水→调节池→中和池→曝气氧化池→混凝反应池→沉淀池→过滤池→pH回调池→排放
磷化废水又叫皮膜废水,指铁件在含锰、铁、锌等磷酸盐溶液中经过化学处理,表面生成一层难溶于水的磷酸盐保护膜,作为喷涂底层,防止铁件生锈。该类废水中的主要污染物为:pH、SS、PO43-、COD、Zn2+等。 可参考以下处理工艺进行处理: 废水→调节池→一级混凝反应池→沉淀池→二级混凝反应池→二沉池→过滤池→排放 4.铝的阳极氧化废水所含污染物主要为pH、COD、PO43-、SS等,因此可采用磷化废水处理工艺对阳极氧化废水进行处理。 二、电镀废水 电镀生产工艺有很多种,由于电镀工艺不同,所产生的废水也各不相同,一般电镀企业所排出的废水包括有酸、碱等前处理废水,氰化镀铜的含氰废水、含铜废水、含镍废水、含铬废水等重金属废水。此外还有多种电镀废液产生。 对于含不同类型污染物的电镀废水有不同的处理方法,分别介绍如下: 1.含氰废水 目前处理含氰废水比较成熟的技术是采用碱性氯化法处理,必须注意含氰废水要与其它废水严格分流,避免混入镍、铁等金属离子,否则处理困难。 该法的原理是废水在碱性条件下,采用氯系氧化剂将氰化物破坏而除去的方法,处理过程分为两个阶段,第一阶段是将氰氧化为氰酸盐,对氰破坏不彻底,叫做不完全氧化阶段,第二阶段是将氰酸盐进一步氧化分解成二氧化碳和水,叫完全氧化阶段。 反应条件控制: 一级氧化破氰:pH值10~11;理论投药量:简单氰化物CN-:Cl2=1:2.73,复合氰化物CN-:Cl2=1:3.42。用ORP 仪控制反应终点为300~350mv,反应时间10~15分钟。 二级氧化破氰:pH值7~8(用H2SO4回调);理论投药量:简单氰化物CN-:Cl2=1:4.09,复合氰化物 CN-:Cl2=1:4.09。用ORP仪控制反应终点为600~700mv;反应时间10~30分钟。反应出水余氯浓度控制在3~5mg/1。 处理后的含氰废水混入电镀综合废水里一起进行处理。 2.含铬废水