版本号文件编号
共 5 页I
PFTQ-RJS-013-H01
第 1 页
设备名称型 号CO 2气体保护焊机NB-350/GBT CO 2气体保护焊机
NB-500/GBT
工 具
标 准
检查项目检测工具焊缝检测尺
直尺目测
超声波探伤仪
焊接种类CO2气体保护
焊接类型平焊对接
工 艺 插 图
4、检查设备是否完好,能否正常工作,并按设备操作规程打开电源、启动设安全要点:
1.注意设备绝缘及作好接地等防护装置、防止触电事故;
2.穿戴好工作服、面罩,防止电弧光灼伤皮肤、眼睛;防止飞溅灼伤皮肤;
3.易燃易爆物品应远离焊接现场,禁止在易燃易爆物品上引弧。
焊缝尺寸
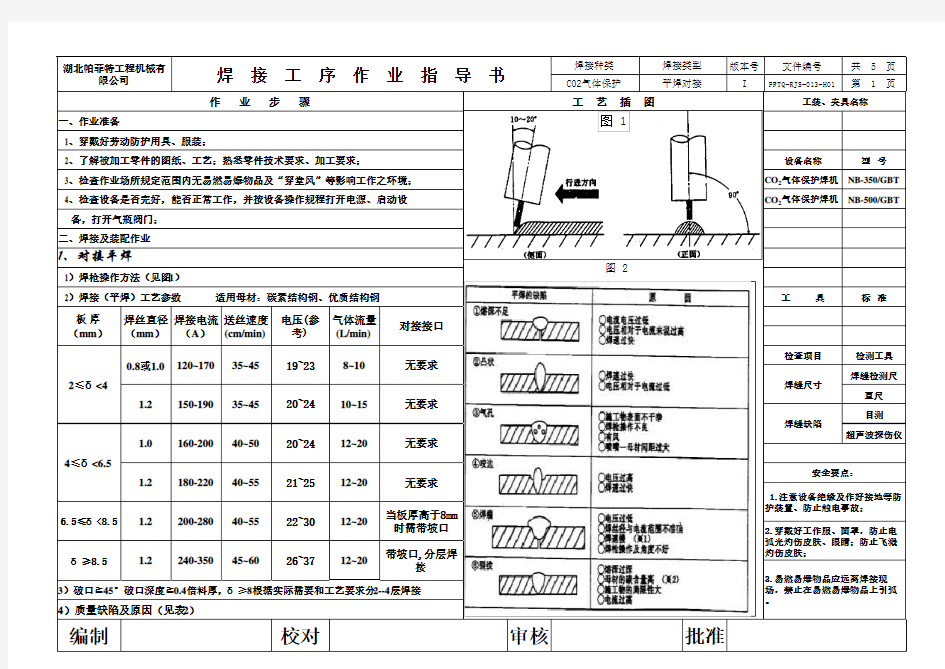
1)焊枪操作方法(见图1)
电压(参考)气体流量(L/min)对接接口
δ≥8.5 2)焊接(平焊)工艺参数 适用母材:碳素结构钢、优质结构钢
工装、夹具名称
校对湖北帕菲特工程机械有
限公司
焊 接 工 序 作 业 指 导 书
作 业 步 骤
2、了解被加工零件的图纸、工艺;熟悉零件技术要求、加工要求;
3、检查作业场所规定范围内无易燃易爆物品及“穿堂风”等影响工作之环境;6.5≤δ<8.5 备,打开气瓶阀门;一、作业准备
1、穿戴好劳动防护用具、服装;
板 厚(mm )焊丝直径(mm )焊接电流(A )送丝速度(cm/min)二、焊接及装配作业
1、对接平焊
2≤δ<4
0.8或1.0
120~170
35~45
19~23
20~24
1.2
4≤δ<6.5
1.0
160-20040~5020~2412~201.2
180-22040~5521~25无要求
无要求
无要求
8~10
10~15
150-190
35~45
12~20无要求1.2200-28040~5522~3012~20
当板厚高于8mm 时需带坡口1.2240-35045~6026~3712~20
带坡口,分层焊
接
焊缝缺陷
图 2
3)破口≧45°破口深度≧0.4倍料厚,δ≥8根据实际需要和工艺要求分2--4层焊接
4)质量缺陷及原因(见表2)
编制审核批准
图1