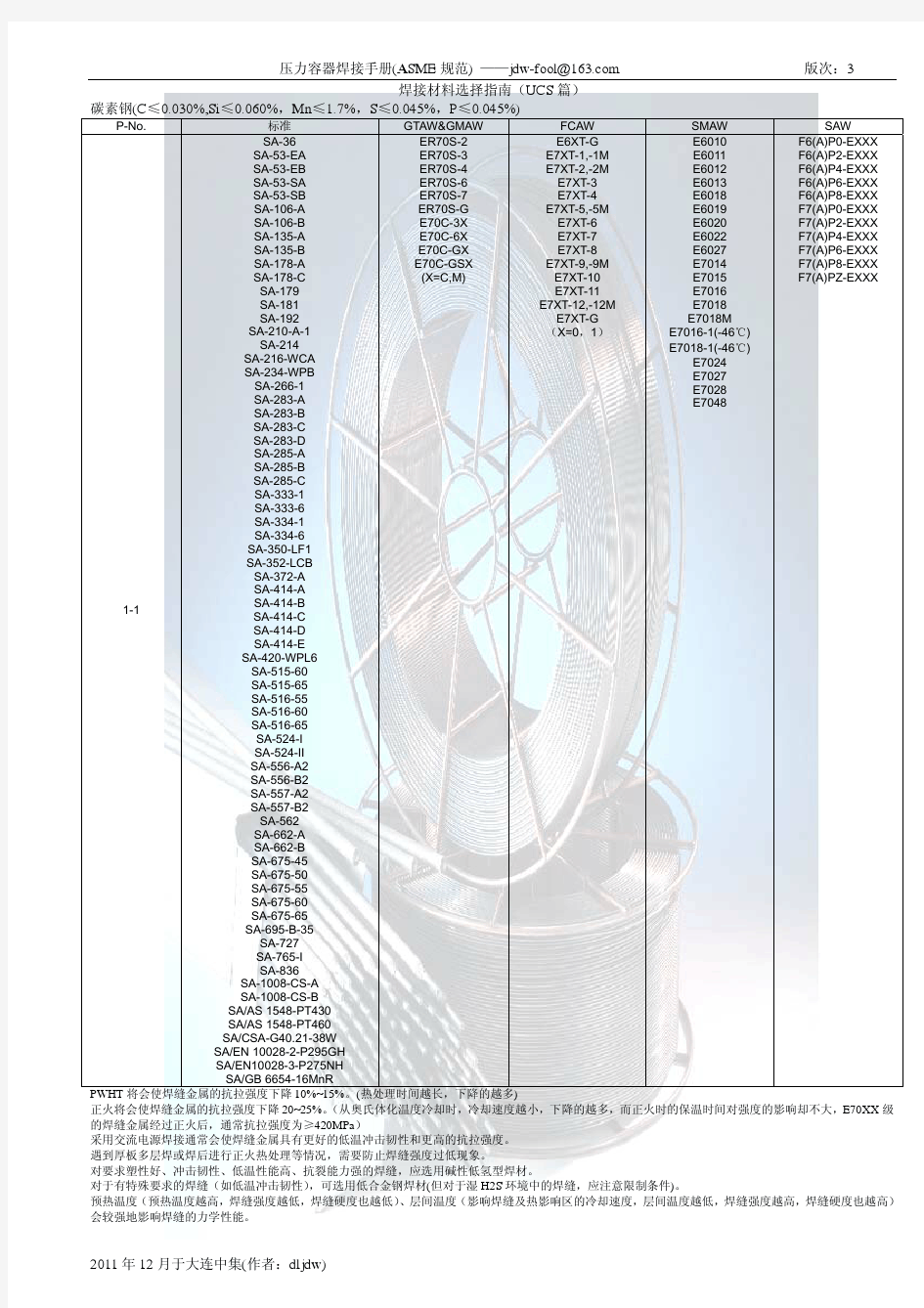
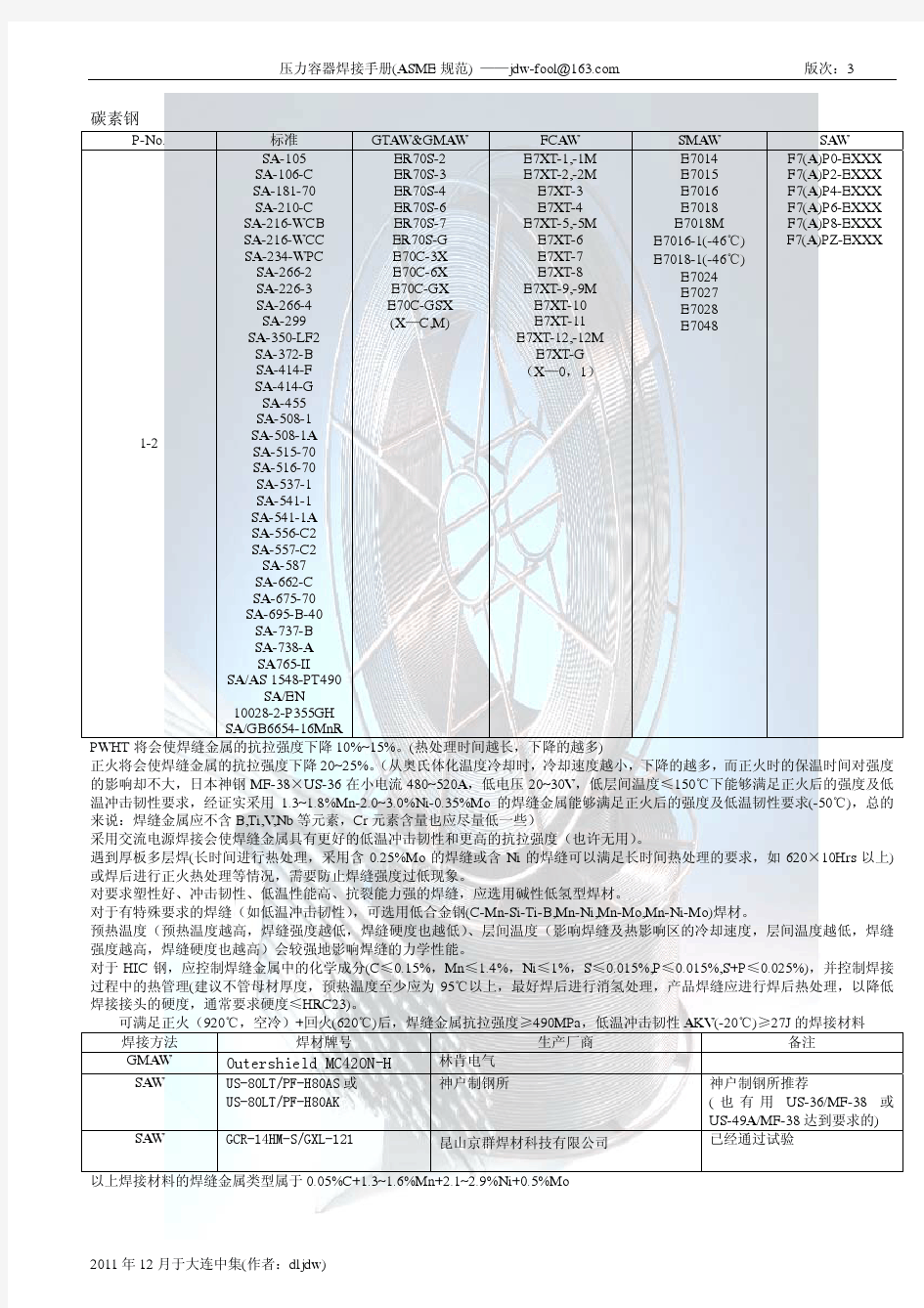
各种常用材料焊接的焊接材料选择原则 为得到高质量的焊接接头,首先要合理选择焊接材料。由于焊接部件在运行中的工况有很大差异,母材的材质性能、成分千差万别,部件的制造工艺错综复杂,因此需要从各方面综合考虑确定对应的焊接材料。选择焊接材料应遵循以下原则: 满足焊接接头使用性能的要求。包括常温、高温短时强度、弯曲性能、 冲击韧性、硬度、化学成分等,以及一些技术标准和设计图纸中对街头性能的特殊要求,诸如持久强度,入编极限、高温抗氧化强度、抗腐蚀性能等。 满足焊接接头制造工艺性能和焊接工艺性能的要求。焊接接头组成的构 件,在制造过程中不可避免要进行各种成型和切削加工,例如冲压、车、刨等,要求焊接接头具有一定的塑性变形能力和切削性能、高温综合性能等。 合理的经济性。在满足上述性能外,应选择价格便宜的焊接材料,降低 制造成本。例如重要部件的低碳钢手工电弧焊时,应优先选择碱性药皮焊条,因为碱性焊条脱硫、脱氧充分,且氢含量低,焊缝金属抗裂性能及冲击韧性性能好。而对于一些非重要不见,可选用酸性焊条,因为酸性焊条仍能满足费重要部件的性能要求,而且工艺性良好,价格便宜,可降低制造成本。 第二节碳素钢、低合金钢焊接材料的选择 碳素钢、低合金钢(包括低合金耐热钢、低合金高强钢)焊接材料的选择,应考虑下列因素:等强性和等韧性原则 承压承载的部件,通常根据材料的拉伸应力进行强度计算,拉伸需用应力与 材料的标准抗拉强度下限值有关,即许用应力 (σ)=σb/nb(各种标准nb的取值同) (σ)为材料的拉伸许用应力 σb为材料的标准抗拉强度下限值 nb 为安全系数(各种标准nb的取值不同) 所以焊接接头作为部件的一部分,其焊缝抗拉强度应不小于母材标准抗拉强度规定的下限。同时应注意焊接材料熔敷金属的抗拉强度不能大大高于母材的抗拉强度,而导致焊缝塑性性能降低,硬度增大,不利于随后的制造成型。尽管强度计算仅考虑材料的抗拉强度,各种工艺评定标准对焊缝的屈服强度均无要求,但选择焊接材料时也应考虑焊接材料熔敷金属的屈服强度不应低于母材的屈服强度,并注意保证一定的屈强比。当接头在高温运行通常用工作温度(或设计温度)下材料的高温短时抗拉强度规定下限进行需用应力计算即 [σt]= σbt/nb 其中[σt]为材料t温度下,短时抗拉强度规定值下计算的高温许用应力 σbt为材料t温度下,短时抗拉强度规定值下限 或工作温度下材料的持久强度蠕变极限进行许用应力计算 [σDt]= σDt/nD 其中,[σDt]为材料t温度下持久强度计算的许用应力 σDt为材料t温度下的持久强度 nD为安全系数(各种标准的取值不同) 因此,选择高温运行焊接接头的焊接材料时,应考虑其高温短时抗拉强度或持久强度不得低于母材的对应值。一般碳素钢和普通低合金钢选择焊接材料只要考虑焊接材料的考拉强度,可不考虑熔敷金属的化学成分与母材匹配,但对于Cr-Mo耐热钢材料的焊接,选择焊接材料不仅考虑其等强性,还应考虑合金元素的匹配以保证焊接接头的综合性能与母材一致。 在特殊情况下,部件按材料的屈服强度计算许用应力进行设计时,就必须以屈服强度的等强
常用焊接材料选用明细 序号母材材质焊接材料 第一部分:压力管道用焊接材料 1、Ⅰ类材料 120J422 220H08Mn2Si 320TIG-J50 420H08Mn2Si+J422 520H08A 620TIG-J50+J427 7A106Gr.B H08Mn2SiA+J427 8A234WPB+A106Gr.B H08Mn2Si+J427 2、Ⅱ类材料 916Mn H08Mn2Si+J507 3、Ⅳ类材料 10A335 P22TIG-R40 R407 1112Cr1MoV H08CrMoVA 1212Cr1MoV H08CrMoVA+R317 1312Cr2MoG TIG-R40/R407 1415CrMo H05CrMoTiRe+R307 1515CrMo H13CrMoA+R307 1615CrMo+P11H13CrMoA+R307 17P11H13CrMoA+R307 18P22TIG-R40 19P22TIG-R40,R407 20P22+12Cr1MoV H08CrMoVA/R317 4、Ⅴ类材料 21Cr5Mo HCr5Mo+R507 22Cr5Mo TIG-R40+R507 23STFA-25HCr5Mo+R507 241Cr5Mo TIG-R40+R507 25P5(1Cr5Mo)A302 5、Ⅵ类材料 2609Mn2VDR TGS-1N+W707Ni 6、VII类材料 27A312 TP304TGF-308L,A137 28A312 TP316L TGF-316L A022 290Cr18Ni10Ti H0Cr20Ni10Ti 300Cr18Ni10Ti H0Cr20Ni10Ti/A137 310Cr18Ni12Mo2Ti TGF-316L A022 320Cr18Ni9E308L-T 330Cr18Ni9TGF308L-T 341Cr18Ni9Ti A132 35316L H00Cr19Ni12Mo2/A022 36TP304H1Cr19Ni9Ti/A132 37TP316H0Cr19Ni12Mo2/A202 38TP321H0Cr20Ni10Ti/A137
WCB LCB LCC WC6WC9C5A105LF2LF2F11F22F5A216/---常用材料焊材选用一览表 壳体材料A216/A352/A350A352/A350A217/A182A217/A336A217/A336C-Si C-Si C-Mn-Si 1.25Cr-0.5Mo 2.25Cr-1Mo 5Cr-0.5Mo 2016Mn 16Mn 15CrMo 10Cr2Mo 1Cr5Mo J507J507J507R307R407R507E7015E7015E7015E8015-B2E9015-B3E502-15AWS焊材标准号公称成分对应GB牌号GB焊材CF8M CF8CF3M CF3F316F304F316L F304L A351/A182A351/A182A182A182A351/A182A351/A18218Cr-12Ni-2Mo 18Cr-8Ni 18Cr-10Ni-Ti 1Cr-0.5Mo 18Cr-12Ni-2Mo 18Cr-8Ni 0Cr18Ni12Mo2T 壳体材料F321F12标准号公称成分i 0Cr18Ni90Cr18Ni110Ti 00Cr17Ni14Mo2 00Cr18Ni9A202A102A132R307A022A002E316-16E308-16E347-16E8015-B2E316L-16E308L-16CF8C WC1CN7M F347F1ALLOY 20///IRON 对应GB牌号GB焊材AWS焊材壳体材料WCC MONEL A351/A182A217/ A182A216A351/B47318Cr-10Ni-Cb C-0.5Mo C-Mn-Si 70Ni-30Cu 19Cr-29Ni A132J507J507Ni202A902Z308E347-16E7015E7015ENiCu-7E320-16ENi-CI 标准号公称成分对应GB牌号GB焊材AWS焊材C12CD3MN/4A C12A F9F51F91A217/A336 A890/A182(双相 钢)A351 A352 B163 NO6600 A336 9Cr-1Mo 25Cr-8Ni3Mo-W-19Cr-10Ni-3Mo 3.5Ni 72Ni-15 Cr-8Fe 9Cr-1Mo-V CG8M LC3INCONEL600标准号 公称成分壳体材料Cu-N R707A242W107Ni357AWS A5.5-96E505-15E2209E317-16E7015-C2L ENiCrFe-2E9015-B9ZG354C CA15F6GB焊材AWS焊材壳体材料CD4MCu/1A CD4MCu N/1B AISI4130 对应GB牌号35 AISI8625F6a A890(双相钢) A890(双相钢) A487 A217/ A182 标准号
常用焊接材料选择及使用原则 焊工施焊前,必须对被焊工件的材质、技术要求和所用的焊接设备充分了解,正确选择焊接材料及焊接参数,保证工件的焊接质量。 常用钢材的焊接材料 焊条直径的选择 焊条直径主要取决于焊件的厚度,焊件的厚度越大选用焊条直径
越粗。厚板对接接头坡口内,第一层焊接时要用较细的焊条或用CO2气体保护焊打底。另外焊条直径还要根据焊接接头型式、坡口形式、是否焊透的情况来选择。 各种直径电焊条使用电流 焊接电流增大能提高生产率,但电流过大易造成焊缝咬边、烧穿等缺陷。电流过小也易造成夹渣、未焊透等缺陷,且降低生产率。故应适当地选择、调整焊接电流。可参考下表: 埋弧焊接使用电流 使用焊条、焊丝、焊剂的注意事项 1.焊条:
1. 1使用的焊条必须具有制造厂质量合格证。 1.2分类分牌号存放、保管,避免混乱。存放地点应通风、干燥, 离地、离墙距离应在0.3米以上,防潮变质。 1.3如发现焊条内部有锈迹,必须经试验合格后方可使用。焊条 出现严重受潮,药皮脱落等情况禁止使用。 1.4焊条使用前应按说明书规定温度烘干。一般碱性焊条(如: J507等)烘干温度为300~350℃,保温1小时;一般酸性 焊条烘干温度为75 ~ 150℃,保温1小时。烘干后的焊条缓冷至80 ~ 100℃左右,烘干升温及降温速度应缓缓增减,不宜太快,防止药皮开裂、脱落。 1.5烘干后的焊条轻拿轻放,用多少取多少,随取随用。剩余焊条应放入低温箱保存待用。重新烘干次数按焊条说明书执行,若无要求,一般可以重复烘干三次,超过三次必须征求焊条制造厂的意见。 2焊丝 2.1使用的焊丝必须具有制造厂质量合格证。 2.2分类存放、保管。存放地点应通风、干燥,离地、离墙距离 应在0.3米以上,防止锈蚀。 2.3焊前应仔细对焊丝进行检查并清理,除去锈蚀、油污和杂质, 防止焊接时产生气孔等缺陷。 3 焊剂 3.1使用的焊剂必须具有制造厂质量合格证。
常用母材与焊材选用表文件编码(008-TTIG-UTITD-GKBTT-PUUTI-WYTUI-8256)
常用母材与焊材选用表 焊接铁素体不锈钢用焊条
珠光体耐热钢焊接时,如何正确地选用焊接材料 总的原则是根据化学成分的要求,即熔敷金属的化学成分应与母材相当来选用焊接材料。具体选用,见表12。 表12珠光体耐热钢焊接材料的选用 中碳钢焊接时,如何正确地选用焊条 中碳钢的焊接目前大都采用手弧焊。为提高焊接接头的抗裂性,应选用低氢型焊条。个别情况下,也可采用钛钙型和钛铁矿型酸性焊条,但此时应采取严格的工艺措施,如焊前预热、减少熔合比(降低焊缝含碳量)等。
中碳钢手弧焊时焊条的选用,见表6。 表6中碳钢手弧焊时焊条的选用 特殊情况下,中碳钢焊接时可采用铬镍不锈钢焊条,如E0-19-10-16 (A102)、E0-19-10-5(A107)、E1-23-13-16(A302)、E1-23-13-15 (A307)、E2-26-21-16(A402)、E2-26-21-15(A407)等,因奥氏体焊缝金属的塑性良好,可以减小焊接接头应力,即使焊件焊前不预热,也可避免热影响区产生冷裂纹。 焊条的保管
焊条保管的好坏对焊接质量有直接影响,尤其在野外工作时要特别注意。每个焊工,保管员和技术人员都应该知道焊条存储、保管规则。焊条和其它涂料在很多情况下会遭到破坏:1)运输、搬运、使用时受到损伤;2)被水浸泡或吸潮;3)受油或其它腐蚀介质污染。 1)损伤:虽然焊条在一般情况下具有抗外界破坏能力,但不能忽视由于保管不好很容易遭受损坏。焊条是一种陶质产品,他不能象钢芯那样耐冲击,所以装货和卸货时不能摔他。用纸盒包装的焊条不能用不能用挂钩搬运。某些型号焊条如特殊烘干要求的碱性焊条涂料比正常焊条更要小心轻放。 2)吸潮:在焊条涂料中含有太高的水分时很危险的,由于很多工人不了解焊条是湿的,焊完时焊缝表面用肉眼不一定看得见气孔,但是经X射线检查就显示出气孔来。当焊条出厂时,所有的焊条有某一含水量,它根据焊条的型号而变,这个含水量是正常的,即对形成气孔有一个含水量的安全系数,对焊缝质量没有影响。所有得焊条在空气中都能吸收水分,在相对湿度为90%时,焊条涂料吸收水分很快,普通碱性焊条露在外面一天受潮旧很严重,甚至相对湿度为70%时涂料水分增加也较快,只在相对湿度为40%或更低时,焊条长期储存才不首影响。 由于昼夜湿度之间的差别很大,空气水分在早上很容易凝结成露水,很容易潮湿焊条包装。焊条存放时间较长时就很容易受潮,所以最好作到先入库的焊条先使用。 在一般情况下焊条由塑料袋和纸盒包装,为了防止吸潮,在焊条使用前,不能随意拆开,尽量作到现用现拆,有可能的话,焊完后剩余的焊条再密封起来。
常用母材与焊材选用表
珠光体耐热钢焊接时,如何正确地选用焊接材料? 总的原则是根据化学成分的要求,即熔敷金属的化学成分应与母材相当来选用焊接材料。具体选用,见表12。 中碳钢焊接时,如何正确地选用焊条? 中碳钢的焊接目前大都采用手弧焊。为提高焊接接头的抗裂性,应选用低氢型焊条。个别情况下,也可采用钛钙型和钛铁矿型酸性焊条,但此时应采取严格的工艺措施,如焊前预热、减少熔合比(降低焊缝含碳量)等。 中碳钢手弧焊时焊条的选用,见表6。
特殊情况下,中碳钢焊接时可采用铬镍不锈钢焊条,如E0-19-10-16(A102)、E0-19-10-5(A107)、E1-23-13-16(A302)、E1-23-13-15(A307)、E2-26-21-16(A402)、E2-26-21-15(A407)等,因奥氏体焊缝金属的塑性良好,可以减小焊接接头应力,即使焊件焊前不预热,也可避免热影响区产生冷裂纹。 焊条的保管 ??? 焊条保管的好坏对焊接质量有直接影响,尤其在野外工作时要特别注意。每个焊工,保管员和技术人员都应该知道焊条存储、保管规则。焊条和其它涂料在很多情况下会遭到破坏:1)运输、搬运、使用时受到损伤;2)被水浸泡或吸潮;3)受油或其它腐蚀介质污染。 1)损伤:虽然焊条在一般情况下具有抗外界破坏能力,但不能忽视由于保管不好很容易遭受损坏。焊条是一种陶质产品,他不能象钢芯那样耐冲击,所以装货和卸货时不能摔他。用纸盒包装的焊条不能用不能用挂钩搬运。某些型号焊条如特殊烘干要求的碱性焊条涂料比正常焊条更要小心轻放。 2)吸潮:在焊条涂料中含有太高的水分时很危险的,由于很多工人不了解焊条是湿的,焊完时焊缝表面用肉眼不一定看得见气孔,但是经X射线检查就显示出气孔来。当焊条出厂时,所有的焊条有某一含水量,它根据焊条的型号而变,这个含水量是正常的,即对形成气孔有一个含水量的安全系数,对焊缝质量没有影响。所有得焊条在空气中都能吸收水分,在相对湿度为90%时,焊条涂料吸收水分很快,普通碱性焊条露在外面一天受潮旧很严重,甚至相对湿度为70%时涂料水分增加也较快,只在相对湿度为40%或更低时,焊条长期储存才不首影响。 由于昼夜湿度之间的差别很大,空气水分在早上很容易凝结成露水,很容易潮湿焊条包装。焊条存放时间较长时就很容易受潮,所以最好作到先入库的焊条先使用。 在一般情况下焊条由塑料袋和纸盒包装,为了防止吸潮,在焊条使用前,不能随意拆开,尽量作到现用现拆,有可能的话,焊完后剩余的焊条再密封起来。