
山东柏斯莱特照明电器有限公司
适用产品名称
作 业 指 导 书
工序名称 工序排号 序号
文件编号
BSLT-OI-003 焊接光源
编制日期 2013.3.1 标准工时 作业类型 材料名称
光源 铝基板 焊锡丝 导热硅脂 操作说明
页数 第1页 共5页 标准产能/H 焊接 人员配置 材料规格
根据BOM 根据BOM 根据BOM 根据BOM
LED天花灯
1 2 3 4 5
1 材料编号
(图一)
(图二)
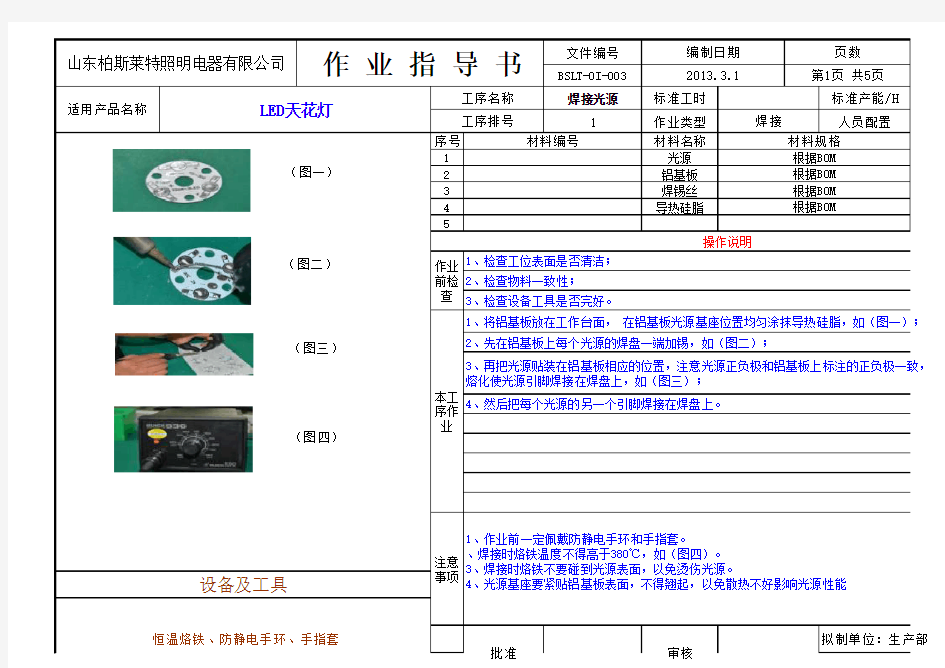
作业 1、检查工位表面是否清洁; 前检 2、检查物料一致性; 查 3、检查设备工具是否完好。 1、将铝基板放在工作台面, 在铝基板光源基座位置均匀涂抹导热硅脂,如(图一); 2、先在铝基板上每个光源的焊盘一端加锡,如(图二);
(图三)
3、再把光源贴装在铝基板相应的位置,注意光源正负极和铝基板上标注的正负极一致,用电 熔化使光源引脚焊接在焊盘上,如(图三); 本工 4、然后把每个光源的另一个引脚焊接在焊盘上。 序作 业
(图四)
设备及工具
恒温烙铁、防静电手环、手指套
1、作业前一定佩戴防静电手环和手指套。 、焊接时烙铁温度不得高于380℃,如(图四)。 注意 3、焊接时烙铁不要碰到光源表面,以免烫伤光源。 事项 4、光源基座要紧贴铝基板表面,不得翘起,以免散热不好影响光源性能
拟制单位:生产部 批准 审核
恒温烙铁、防静电手环、手指套 批准 审核 拟制:
山东柏斯莱特照明电器有限公司
适用产品名称
作 业 指 导 书
工序名称 工序排号 序号
1 2 3 4 5
文件编号
BSLT-OI-003 电源保护
编制日期 2013.3.1 标准工时 作业类型 材料名称
电源 电源盒
页数 第2页 共5页 标准产能/H 组装 人员配置 材料规格
根据BOM 根据BOM
LED天花灯
2 材料编号
(图一)
操作说明 作业 1、检查工作台表面是否清洁; 前检 2、检查物料一致性; 查 3、检查设备工具是否完好。
(图二)
1、电源板型号决定使用的电源盒,如(图一); 2、把电源放进电源盒内,扣好电源盒壳,如(图二);
本工 序作 业
设备及工具
螺丝刀、防静电手环或静电手套
注意 1、作业前一定佩戴防静电手环或静电手套。 事项 2、电源装盒以实际样式为例。
拟制单位:生产部 批准 审核
螺丝刀、防静电手环或静电手套 批准 审核 拟制:
山东柏斯莱特照明电器有限公司
适用产品名称
作 业 指 导 书
工序名称 工序排号 序号
1 2 3 4 5
文件编号
BSLT-OI-003 灯体组装
编制日期 2013.3.1 标准工时 作业类型 材料名称
散热器 光源模组 透镜 内环 黄蜡管 操作说明
页数 第3页 共5页 标准产能/H 组装 人员配置 材料规格
根据BOM 根据BOM 根据BOM 根据BOM 根据BOM
LED天花灯
3 材料编号
(图一)
(图二)
作业 1、检查操作台表面是否清洁; 前检 2、检查物料一致性; 查 3、检查工具设备是否完好。 1、把剪好的的黄蜡管套在电源链接线上与之前焊好的光源焊接,(图一) 2、把透镜正确放到光源上,(图二) 本工 3、把内环套件与散热器拧紧。(图三) 序作 业
(图三)
设备及治工具
防静电手环、静电手套、无尘布、恒温烙铁
1、作业前一定佩戴防静电手环或静电手套。 2、电源输入端为相同颜色导线,输出端红色导线为正极,黑色导线为负极。 注意 3、螺纹件要扭紧、到位,不要用力过大以免损坏套件;组装完成后检查透镜与内环是否有缝 事项 象。 4、注意导线正负极,红色为正,黑色为负,正确焊接在光源铝基板的焊盘上,焊点要光滑饱
拟制单位:生产部 批准 审核
防静电手环、静电手套、无尘布、恒温烙铁 批准 审核 拟制: 文件编号
BSLT-OI-003 灯体组装
山东柏斯莱特照明电器有限公司
作 业 指 导 书
工序名称 工序排号 序号 1 2 3 4 5
编制日期 2013.3.1 标准工时 作业类型 材料名称
弹簧支架 螺丝 待组装半成品 外环
页数 第4页 共5页
适用产品名称
LED天花灯
标准产能/H 组装 人员配置 规格 根据BOM 根据BOM 根据BOM 根据BOM
4 材料编号
(图一)
操作说明
作业 1、操作工位表面必须清洁; 前检 2、物料必须一致; 查 3、设备与工具完好;
(图二)
1、安装弹簧支架。(图一)
2、拧装固定螺丝把外环与内环固定。(图二)
本工 序作 业 3、连接电源子头与母头整灯制作完毕。(图三)
(图三)
1、作业前一定佩戴防静电手环或静电手套
注意 2、在指定的测试治具上测试。 事项 3、未经点亮测试的产品不得流入下工序;不能点亮的产品,做好标示并进行返修。
1、作业前一定佩戴防静电手环或静电手套
设备及工具
防静电手环、静电手套、电动螺丝刀(十字)、恒温电烙铁。
注意 2、在指定的测试治具上测试。 事项 3、未经点亮测试的产品不得流入下工序;不能点亮的产品,做好标示并进行返修。
批准
审核
拟制单位:生产部 拟制:
山东柏斯莱特照明电器有限公司
适用产品名称
作 业 指 导 书
工序名称 工序排号 序号 1 2 3 4 5
文件编号
BSLT-OI-003 老化
编制日期 2013.3.1 标准工时 作业类型 材料名称
页数 第5页 共5页 标准产能/H
LED天花灯
5 材料编号
组装、老化 人员配置 规格
操作说明
作业 1、检查工位表面是否清洁; 前检 2、检查设备是否完好; 查
(图一)
3、备好各种所需的物料。 1、成品如(图一)所示;
2、老化成品灯,一般时间为(3-4小时)注:(特殊要求除外)
本工 序作 业
设备及工具
老化架、防静电手环或静电手套
1、作业前一定佩戴防静电手环或静电手套。 2、老化前先检查老化架的线路是否完好,如有问题及时通知相关人员进行维修。 注意 3、产品老化或从老化架取下产品前,一定先关闭老化架的电源。 事项 4、产品老化时,注意球泡灯的灯头未锁紧,操作时请注意,老化中有问题的产品及时挑出并 然后交给相关人员处理。
批准
审核
拟制单位:生产部
老化架、防静电手环或静电手套 批准
烤管机 焊接炬 (图一) 汞齐 退火炬
审核 拟制:
版本 1版
数量
操作说明
检查工位表面是否清洁;
检查物料一致性;
检查设备工具是否完好。
将铝基板放在工作台面, 在铝基板光源基座位置均匀涂抹导热硅脂,如(图一);
先在铝基板上每个光源的焊盘一端加锡,如(图二);
再把光源贴装在铝基板相应的位置,注意光源正负极和铝基板上标注的正负极一致,用电烙铁把焊锡 使光源引脚焊接在焊盘上,如(图三);
然后把每个光源的另一个引脚焊接在焊盘上。
作业前一定佩戴防静电手环和手指套。 接时烙铁温度不得高于380℃,如(图四)。 焊接时烙铁不要碰到光源表面,以免烫伤光源。 光源基座要紧贴铝基板表面,不得翘起,以免散热不好影响光源性能
2
拟制单位:生产部
拟制:
版本 1版
数量
操作说明
检查工作台表面是否清洁;
检查物料一致性;
检查设备工具是否完好。
电源板型号决定使用的电源盒,如(图一);
把电源放进电源盒内,扣好电源盒壳,如(图二);
作业前一定佩戴防静电手环或静电手套。 电源装盒以实际样式为例。
拟制单位:生产部
拟制:
版本 1版
数量
操作说明
检查操作台表面是否清洁;
检查物料一致性;
检查工具设备是否完好。
把剪好的的黄蜡管套在电源链接线上与之前焊好的光源焊接,(图一)
把透镜正确放到光源上,(图二)
把内环套件与散热器拧紧。(图三)
作业前一定佩戴防静电手环或静电手套。 电源输入端为相同颜色导线,输出端红色导线为正极,黑色导线为负极。 螺纹件要扭紧、到位,不要用力过大以免损坏套件;组装完成后检查透镜与内环是否有缝隙、松动现
注意导线正负极,红色为正,黑色为负,正确焊接在光源铝基板的焊盘上,焊点要光滑饱满。
拟制单位:生产部
拟制: 版本 1版
数量
操作说明
操作工位表面必须清洁;
物料必须一致;
设备与工具完好;
安装弹簧支架。(图一)
拧装固定螺丝把外环与内环固定。(图二)
连接电源子头与母头整灯制作完毕。(图三)
作业前一定佩戴防静电手环或静电手套 在指定的测试治具上测试。 未经点亮测试的产品不得流入下工序;不能点亮的产品,做好标示并进行返修。
作业前一定佩戴防静电手环或静电手套 在指定的测试治具上测试。 未经点亮测试的产品不得流入下工序;不能点亮的产品,做好标示并进行返修。
拟制单位:生产部 拟制:
版本 1版
数量
操作说明
检查工位表面是否清洁;
检查设备是否完好;
备好各种所需的物料。
成品如(图一)所示;
老化成品灯,一般时间为(3-4小时)注:(特殊要求除外)
作业前一定佩戴防静电手环或静电手套。 老化前先检查老化架的线路是否完好,如有问题及时通知相关人员进行维修。 产品老化或从老化架取下产品前,一定先关闭老化架的电源。 产品老化时,注意球泡灯的灯头未锁紧,操作时请注意,老化中有问题的产品及时挑出并做好标示, 交给相关人员处理。
拟制单位:生产部
拟制: