序号问题点原因分析
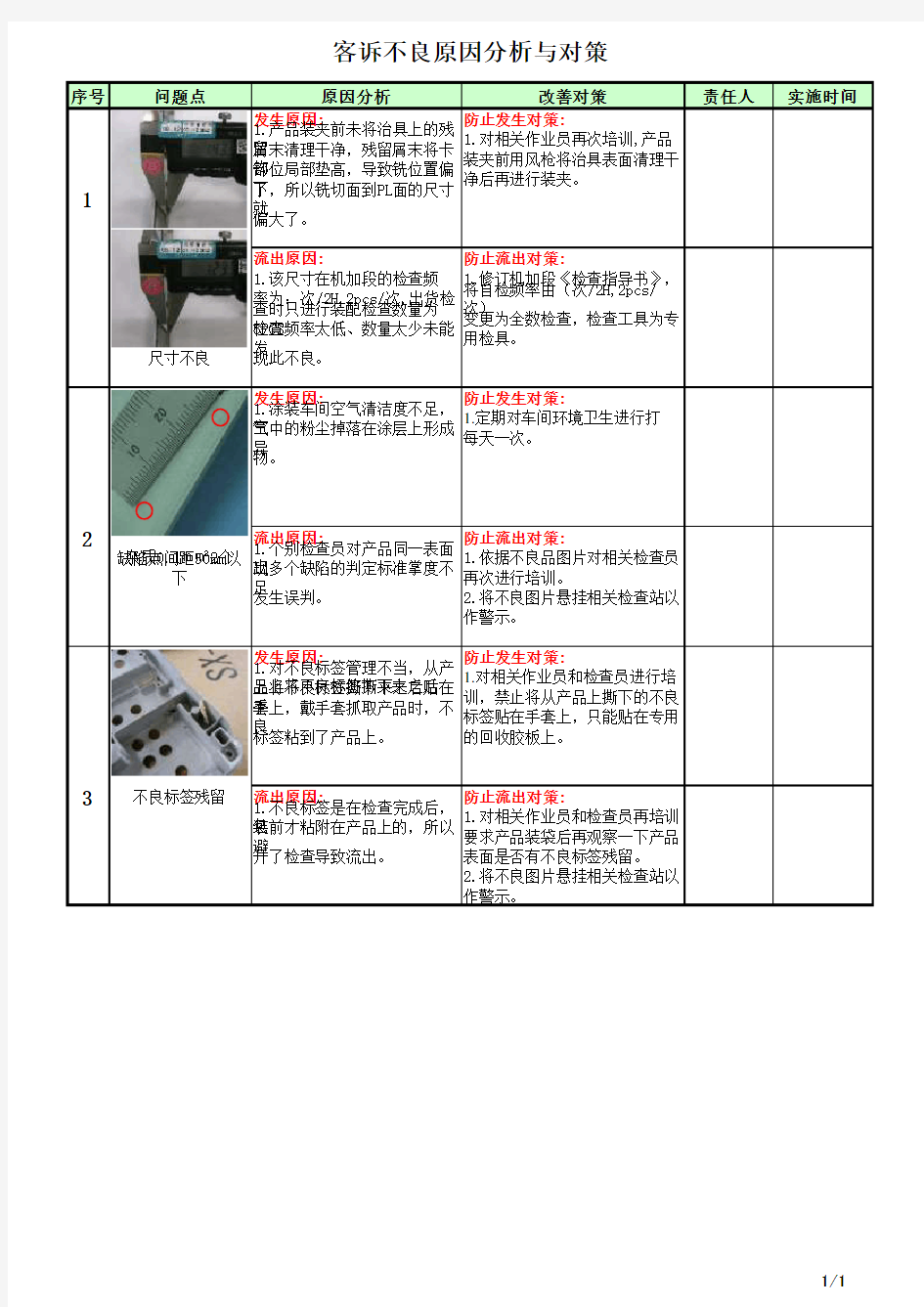
改善对策责任人实施时间发生原因:防止发生对策:1.产品装夹前未将治具上的残
留 1.对相关作业员再次培训,产品屑末清理干净,残留屑末将卡
钩装夹前用风枪将治具表面清理干部位局部垫高,导致铣位置偏
下净后再进行装夹。1了,所以铣切面到PL面的尺寸
就偏大了。
流出原因:
防止流出对策:1.该尺寸在机加段的检查频
1.修订机加段《检查指导书》,率为:次/2H,2pcs/次,出货检将自检频率由(次/2H,2pcs/次)查时只进行装配检查数量为
5PCS 变更为全数检查,检查工具为专检查频率太低、数量太少未能
发用检具。尺寸不良
现此不良。发生原因:防止发生对策:1.涂装车间空气清洁度不足,空 1.定期对车间环境卫生进行打气中的粉尘掉落在涂层上形成异每天一次。物。
2流出原因:防止流出对策:杂质0.1m㎡2个 1.个别检查员对产品同一表面出 1.依据不良品图片对相关检查员缺陷点间距50mm以下现多个缺陷的判定标准掌度不足再次进行培训。发生误判。 2.将不良图片悬挂相关检查站以
作警示。
发生原因:防止发生对策:
1.对不良标签管理不当,从产品上将不良标签撕下来之后 1.对相关作业员和检查员进行培
上将不良标签撕下来之后贴在手训,禁止将从产品上撕下的不良
套上,戴手套抓取产品时,不良标签贴在手套上,只能贴在专用
标签粘到了产品上。
的回收胶板上。3不良标签残留流出原因:防止流出对策:1.不良标签是在检查完成后,
包 1.对相关作业员和检查员再培训装前才粘附在产品上的,所以
避要求产品装袋后再观察一下产品开了检查导致流出。表面是否有不良标签残留。
2.将不良图片悬挂相关检查站以
作警示。
客诉不良原因分析与对策
1/1