铝电解炭素工艺教程 前言 自1886 年美国的Hall 和法国的Heroult 发明 炼铝的基本方法——Hall-Heroult 高温熔盐电解炼铝法以来,铝电解工业无论在工艺技术水平,还是在生产规模以及在自动化程度上均取得了突飞猛进的发展;尤其在近30 年间,铝电解生产的电流效率由80%多提高到现在最高水平的96%,电解直流电耗由过去的16000 多kWh/ 吨铝降低到现在的13000kWh/ 吨铝以下;在生产规模方面,铝电解槽由几仟安培的规模扩大到现在的320KA ,甚至500KA 。一个多世纪以来,工业铝电解槽经历了由小型预焙阳极电解槽、侧插式自焙阳极电解槽、 上插式自焙阳极电解槽到大型预焙阳极电解槽的发展阶段;在自动化控制程度上,成功地开发出了
铝电解预焙炭素阳极生产工艺 控制精度高、系统鲁棒性好、具有明显的增产节能效果的电解过程控制系统。全世界年铝产量由二十世纪初期的6000 吨/年发展到二十世纪末期的2000 多万吨/年。这些进展可以说是基于人们对于Hall-Heroult 炼铝法的基本原理有了更加深入的了解和认识。
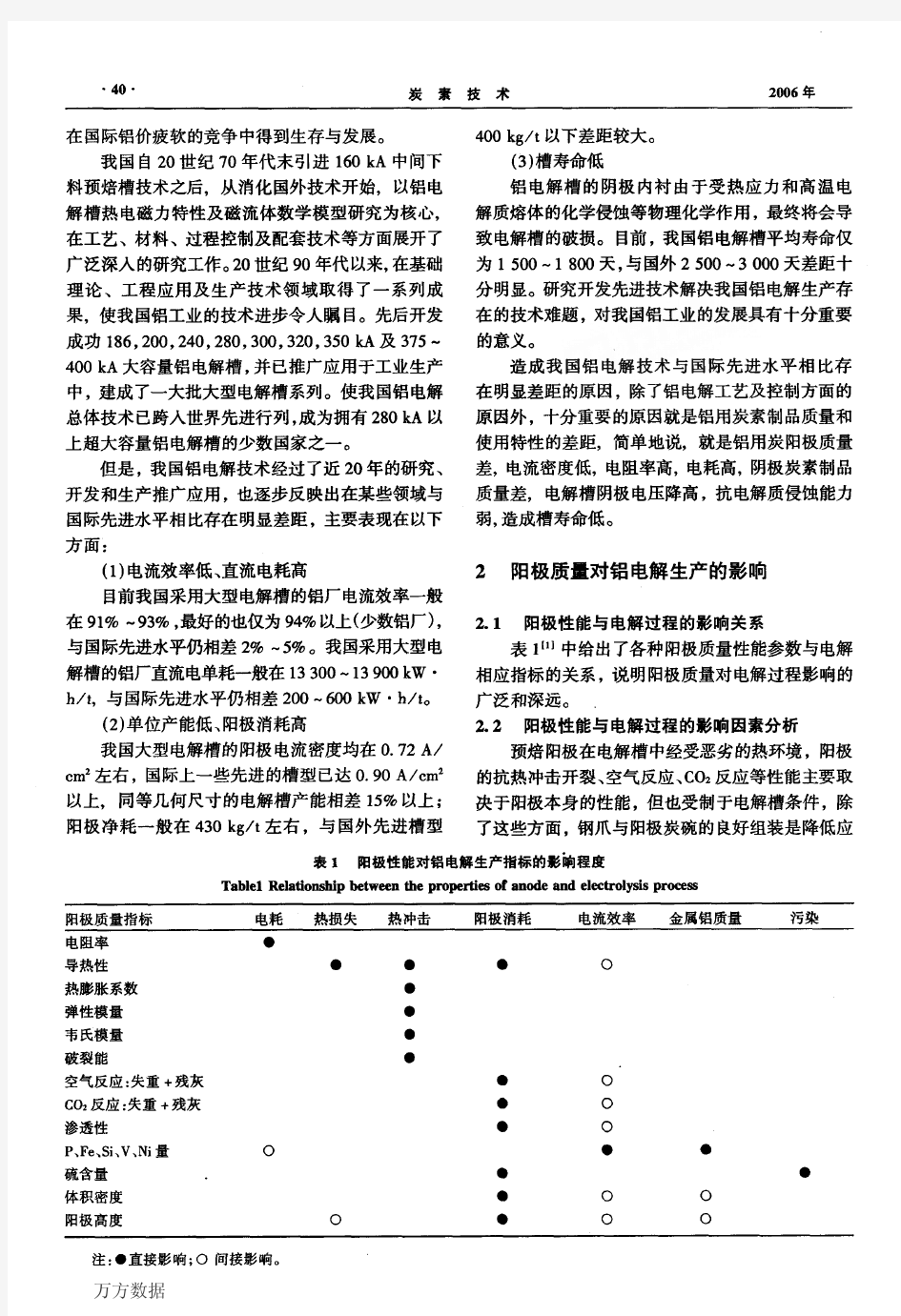
铝电解生产过程中需要消耗大量的炭素材料,这些炭素材料因电解槽类型、电解生产用途、对其性能要求的不同,其规格型号有别,但生产工艺大同小异。铝电解用炭素材料主要包括: 1)、预焙阳极 2)、底部炭块 3)、侧部炭块 4)、炭缝糊其中以炭素阳极的消耗量为主,过去(10 年前),在预焙铝电解生产中炭素阳极的消耗量达到了550-600Kg/吨铝,随着科学技术的发展,目前预焙阳极在铝电解生产中的消耗量降到了480Kg/ 吨铝以下,有的生产厂家通过技术革新甚至将阳极炭耗降到了440Kg/ 吨铝以下。 我国铝电解用炭素阳极的生产始于1963 年,在郑州铝厂(现长城铝业公司)试生产成功。此后我国铝电解用炭素阳极生产迅速发展,白银铝厂、包头铝厂、青海铝厂、贵州铝厂、平果铝业公司、青海铝厂二期扩建的配套炭阳极生产车间、云南铝厂等阳极生产线的相继建成投产,使我国目前铝用炭素阳极的年产量较十年前成倍增长,形成了我国铝电解用炭素阳极生产的成熟技术和规模,并相继建立了两个系列的炭阳极质量标准:振动成型系列的GB8741-88 和挤
生阳极炭块内控标准 1 范围 本标准规定了生阳极炭块的技术要求、尺寸偏差、检验与标志。 2技术要求 生阳极炭块尺寸允许偏差应符合表1规定: 表1 生阳极炭块尺寸偏差表 生阳极炭块尺寸要求:1770××623(mm)生阳极的理化指标要求:体积密度≥g/cm 3以上生阳极炭块重量:设计值± 20kg/ 块。
3 外观要求 生阳极炭块必须吹清干净 外观掉角缺陷不得超过150mm,不得有明显的变形。 爪孔裂纹:钢爪孔内孔缘裂纹不得大于100mm;宽度不得超过1mm,孔与孔之间不得有连通裂纹。水平裂纹不得大于150mm,150mm以下的横裂纹不得多于5处。 垂直裂纹不得大于150mm,150mm以下的不得超过3处。 底部掉块不得大于150×150mm,深度不得大于30 mm。缺陷和麻面:生块不允许工作面和孔上口有大面积的麻面。麻面面积以不影响将来浇铸为合格。缺陷长度不大于80mm,深度不大于5mm,不超过l 处。爪孔底部缺陷不得深于10mm。 4 检验与标志 生阳极块的外观质量检查由质检检查。质检对生阳极块要逐块检查,检查人员负责检查每天的炭块,按不同的符号在炭块上端进行标志“√”为合
格,“×”为废品,横端写出年、月、日,及检查日期。并且进行登记,然后交接仓储入库生块取样要求500吨抽取一块,一块炭块只取一个样本。
铝电解用预焙阳极炭块内控标准1 引用标准 YS/T 285-2012 铝电解用预焙阳极 2技术要求 1 牌号 铝电解用预焙阳极按理化性能分为二个牌号:TY-1、TY-2 2 理化性能 预焙阳极理化性能指标应符合表1规定:
表 1 预焙阳极理化性能指标 表 2 预焙阳极微量元素要求指标 3 预焙阳极的尺寸允许偏差 预焙阳极炭块尺寸要求:1750×740× 620(mm)
阳极炭块基础知识: 碳素是什么? 炭和石墨材料是以碳元素为主的非金属固体材料,其中炭材料基本上由非石墨质碳组成的材料,而石墨材料则是基本上由石墨质碳组成的材料。为了简便起见,有时也把炭和石墨材料统称为炭素材料(或碳材料)。 炭素制品按产品用途可分为石墨电极类、炭块类、石墨阳极类、炭电极类、糊类、电炭类、炭素纤维类、特种石墨类、石墨热交换器类等。石墨电极类根据允许使用电流密度大小,可分为普通功率石墨电极、高功率电极、超高功率电极。炭块按用途可分为高炉炭块、铝用炭块、电炉块等。炭素制品按加工深度高低可分为炭制品、石墨制品、炭纤维和石墨纤维等。炭素制品按原料和生产工艺不同,可分为石墨制品、炭制品、炭素纤维、特种石墨制品等。炭素制品按其所含灰分大小,又可分为多灰制品和少灰制品(含灰分低于l%)。 我国炭素制品的国家技术标准和部颁技术标准是按产品不同的用途和不同的生产工艺过程进行分类的。这种分类方法,基本上反映了产品的不同用途和不同生产过程,也便于进行核算,因此其计算方法也采用这种分类标准。下面介绍炭素制品的分类及说明。 一、炭和石墨制品 (一)石墨电极类 主要以石油焦、针状焦为原料,煤沥青作结合剂,经煅烧、配料、混捏、压型、焙烧、石墨化、机加工而制成,是在电弧炉中以电弧形式释放电能对炉料进行加热熔化的导体,根据其质量指标高低,可分为普通功率、高功率和超高功率。石墨电极包括: (1)普通功率石墨电极。允许使用电流密度低于17A/m2的石墨电极,主要用于炼钢、炼硅、炼黄磷等的普通功率电炉。 (2)抗氧化涂层石墨电极。表面涂覆一层抗氧化保护层的石墨电极,形成既能导电又耐高温氧化的保护层,降低炼钢时的电极消耗。 (3)高功率石墨电极。允许使用电流密度为18~25 A/m2的石墨电极,主要用于炼钢的高功率电弧炉。 (4)超高功率石墨电极。允许使用电流密度大于25 A/m2的石墨电极。主要用于超高功率炼钢电弧炉。 (二)石墨阳极类 主要以石油焦为原料,煤沥青作粘结剂,经煅烧、配料、混捏、压型、焙烧、浸渍、石墨化、机加工而制成。一般用于电化学工业中电解设备的导电阳极。包括: (1)各种化工用阳极板。 (2)各种阳极棒。 (三)特种石墨类 主要以优质石油焦为原料,煤沥青或合成树脂为粘结剂,经原料制备、配料、混捏、压片、粉碎、再混捏、成型、多次焙烧、多次侵渍、纯化及石墨化、机加工而制成。一般用于航天、电子、核工业部门。 它包括光谱纯石墨,高纯、高强、高密以及热解石墨等。 (四)石墨热交换器 将人造石墨加工成所需要的形状,再用树脂浸渍和固化而制成的用于热交换的不透性石墨制品,它是以人造不透性石墨为基体加工而成的换热设备,主要用于化学工业。包括:
万方数据
万方数据
万方数据
炭素焙烧炉节能研究与应用 作者:张斌, 谭芝波, ZHANG Bin, TAN Zhi-bo 作者单位:山东晨阳碳素股份有限公司,山东济宁,272000 刊名: 炭素技术 英文刊名:CARBON TECHNIQUES 年,卷(期):2010,29(5) 本文读者也读过(10条) 1.吉延新.魏新伟.李宪磊.杨静.于易如.贾鲁宁.王平甫.JI Yan-xin.WEI Xin-wei.LI Xian-lei.YANG Jing.YU Yi-ru.JIA Lu-ning.WANG Ping-fu炭阳极在铝电解槽中混装使用的试验分析和建议[期刊论文]-炭素技术 2011,30(1) 2.魏新伟.吉延新.杜滨滨.刘志强.于易如.贾鲁宁.WEI Xin-wei.JI Yan-xin.DU Bin-bin.LIU Zhi-qiang.YU Yi-ru.JIA Lu-ning优化焙烧曲线生产优质预焙阳极[期刊论文]-炭素技术2010,29(3) 3.顾伟良.薛殿贵.刘春雷.GU Wei-liang.XUE Dian-gui.LIU Chun-lei炭素炉窑的发展趋势及节能措施[期刊论文]-炭素技术2011,30(4) 4.李宪磊.杨静.杜滨滨.于易如.贾鲁宁.王平甫.LI Xian-lei.YANG Jing.DU Bin-bin.YU Yi-ru.JIA Lu-ning. WANG Ping-fu预焙阳极电阻率的影响因素分析与探讨[期刊论文]-炭素技术2010,29(6) 5.常先恩.陈开斌.CHANG Xian'en.CHEN Kai-bin铝用炭阳极焙烧炉节能技术探讨[期刊论文]-炭素技术 2007,26(5) 6.王忠心.WANG Zhong-xin敞开式阳极焙烧炉发展方向展望[期刊论文]-轻金属2005(5) 7.杨正华阳极焙烧炉节能型炉具的应用与研究[期刊论文]-轻金属2009(8) 8.林萍.张峰.张艳伟.李庆余.王红强.LIN Ping.ZHANG Feng.ZHANG Yan-wei.LI Qing-yu.WANG Hong-qiang铝电解用炭素阳极抗氧化涂层的性能研究[期刊论文]-应用化工2011,40(1) 9.张明谦.ZHANG Ming-qian预焙炭阳极生产工艺改进[期刊论文]-炭素技术2010,29(5) 10.龚思如.GONG Si-ru提高阳极一级品率,降低阳极消耗[期刊论文]-轻金属2010(10) 本文链接:https://www.doczj.com/doc/9715015202.html,/Periodical_tsjs201005013.aspx
一种提高铝用炭阳极抗氧化性的方法,属于制造铝用炭阳极的方法。该抗氧化的方法:在真空条件下将铝用炭阳极微孔中的空气排出,然后在压力作用下将氧化铝溶胶浸渍到电解铝用炭阳极表面的开孔中;炭阳极抗氧化浸渍涂层实施方式包括阳极表面清理、制备氧化铝溶胶、真空排气、压力浸渍和干燥。优点:使用氧化铝溶胶作为浸渍原料,其是电解铝的原材料,在电解过程中不会影响电解反应。通过真空排气和压力浸渍,使氧化铝溶胶进入炭阳极表层一定的深度微孔中,起到覆盖和填充的作用,阻止空气和CO2的高温扩散反应,减少炭阳极的在高温下与CO2和O2发生的氧化反应,减少优质碳素资源消耗和降低碳排放,减轻电解槽操作工的劳动强度,降低原铝的生产成本。 技术要求 1.一种提高铝用炭阳极抗氧化性的方法,其特征是:该抗氧化的方法:在真空条件下将铝用炭阳极微孔中的空气排出,然后在压力作用下将氧化铝溶胶浸渍到电解铝用炭阳极表 面的开孔中;炭阳极抗氧化浸渍涂层实施方式包括阳极表面清理、制备氧化铝溶胶、真 空排气、压力浸渍和干燥; (1)阳极表面清理:采用高压空气吹扫炭阳极表面,使灰尘和附着的碳粒脱落;(2)制备氧化铝溶胶:可采用无水AlCl3和氨水反应制得氧化铝溶胶,将氨水逐渐加入氯化铝溶液中使其沉淀,将沉淀分离并加热搅拌;氧化铝溶胶浓度在0.2 mol/L~0.7 mol/L之间; (3)真空排气:将炭阳极在密闭容器中抽真空至10KPa以下,时间30分钟以上,以排出 炭阳极表层一定深度开口孔隙中的气体; (4)压力浸渍溶胶:抽真空结束后往密闭容器中注入氧化铝溶胶并没过炭阳极,采用气体加压的方式保持压力在0.4MPa~1.5MPa,时间30分钟以上;让氧化铝溶胶填充到表层 5cm~10cm深度的开孔中; (5)干燥:采用自然风干或加热干燥。
铝电解槽发展史 从1886年到现在,Hall—Heroult的冰晶石—氧化铝熔盐电解法,已经快有120年历史了,在此期间,此电解炼铝的工艺和方法原理没有变化,然而期电解槽的结构发生了很大变化。铝电解生产由最初的电耗40kWh/kg.Al【】电流效率75%,(1889年Heroult槽)】和电耗31 kWh/kg.Al【电流效率80%,(1892年Hall槽)】,降到现在的电耗12.5 kWh/kg.Al(直流电耗),电流效率96%以上。电解槽的容量(电流)由最初的几千安培,增加到现在的500kA。电解槽结构按阳极特性来划分,经历了从预焙阳极到侧插自焙阳极,到上插自焙阳极,又到预焙阳极的阶段。期间也出现过连续预焙阳极试验电解槽,但未成功推广。 电解槽初期阶段,是小型预焙阳极电解槽,图1. 图1 1912年Heroult的12000A电解槽 电耗25000k W·h/tAl,阴阳极电流密度1.0~1.2A/㎝2当时槽容量是12000A,电耗25000kw.h/t.Al,阳极电流密度1.0—1.2A/㎝ 2 ,特点是电流小,电压高,阳极电流密度大,电耗高,电流效率低。 现代铝工业上有两类、共四种形式的电解槽: ·自焙阳极电解槽 侧插棒式 上插棒式 ·预焙阳极电解槽 不连续式 连续式 自焙槽起始于1923年,是由挪威人在生产铁合金电路连续自焙电极的基础上发展起来
的。在20世纪60年代,侧插自焙槽最大电流达到100kA,上插自焙槽在20世纪50—70年代,在世界范围内得到了很大发展,其电解槽的最大电流达到了170—180kA,当时指标是:电流效率88~90%,电耗15000 kw.h/t.Al。 自焙槽特点有: ①使用的阳极糊靠电解槽自身的热量使其焙烧成良好的导电体,使电解槽上部散热得到合理利用。综合节能。 ②由于直接使用阳极糊,节省了预制阳极过程的成型,被烧,加工,阳极组装等工艺与工序工程,以及该过程需要的燃料和各种消耗及劳动费用于投资。阳极的制造成本。 ③不需要定期更换阳极,工艺简单,劳动强度低,对电解正常运行干扰少。 ④机械化和自动化操作程度低,劳动强度大。 ⑤集气效率低,劳动条件差。 ⑥阳极糊产生的大量碳氢化合物等气体不能同电解产生的氟化氢等气体分开,混在一起,不容易回收,对环境污染。 图2、图3、图4为各个时期铝电解槽简图 图2 连续式预焙阳极电解槽简图 1—阳极炭块 2—阳极棒 3—阳极母线 4—槽壳 5—阳极炭块接缝 6—阴极炭块 7—阴极棒 8—保温层
焙烧极常见外观缺陷分析 摘要:本文立足于阳极焙烧几年来的生产实践及取得的经验,对焙烧块常见外观缺陷产生的原因进行简要分析,并提出了一些建议以供探索。 关键词:焙烧外观缺陷分析探索 一、焙烧的目的 焙烧是炭阳极生产流程中的一个重要环节、也是影响产品质量的重要工序之一。在一定的混捏配料、振动成型工艺下形成的生块经过热处理,使之成为具有一定理化性能和外观要求的熟块,以满足铝电解生产工艺之需要. 二.焙烧机理 1.以粘结剂-改质沥青为载体看生块在焙烧过程中的变化:(附表格1) 表-1 生块焙烧过程中性能变化表
[注:本组数据取自于<<炭素工艺学>>--冶金工业出版社,仅供参考] 2.石油焦煅烧温度T1 阳极焙烧温度T2 电解液温度T3 之间的内在逻辑性:T1>T2>T3 其中兼顾考虑到a。石油焦中硫份在焙烧过程的气胀行为;b。石油焦和沥青在电解过程中存在选择性氧化之差异(即工业术语下的掉炭渣)一般T1略大于T2 3。改质沥青即高温沥青,和一般中温沥青相比,其软化点高(95-120℃),挥发份含量低、残炭率高. 从以上可知焙烧过程实质上是粘结剂-沥青不同温度段的软化迁移、挥发份逸出、焦化收缩特性在工业生产中的应用. 三、常见外观缺陷: 焙烧阳极质量主要从理化性能和外观质量两方面进行评价、衡量。作为外观质量更为直观地体现了阳极焙烧的过程控制状态和特征。1998年至1999年焙烧块质量情况见表2: 表-2 98-99年焙烧块外观质量统计表
由表明显看出,不合格项主要为:水平裂纹、垂直裂纹、孔间裂纹及其它(包括长包、底缺、掉棱角、变形、粘料等). 四、焙烧裂纹 裂纹是最常见的外观缺陷,主要体现为孔间裂纹.水平垂直裂纹.从工业生产上看,裂纹产生的主要原因有: 1.前期的密度差在后期相对一致温度下因收缩不一造成的裂纹. 2.前期相对均匀的密度在后期较大温差下收缩不一产生的裂纹. 3.内在的气体急剧逸出造成过大的应力. 然而对于同一制品裂纹,其往往是以上三种原因掺混在一起综合作用的结果.使解决实际问题的难度比理论上分析要复杂得多.这时候只有在理论指导下,通过实践摸索的经验才能进一步从中找到问题的主要矛盾和矛盾的主要方面所在。 <一>.水平、垂直裂纹
电解铝预焙阳极炭块焙烧质量分析 一、前言 我公司焙烧有54炉室和18炉室两个生产系统,焙烧炉是敞开式、w型环式炉,分别采用煤气和重油做燃料进行加热升温。54室焙烧炉结构为8火道7料箱,料箱尺寸为:3440×730×4170mm,每炉平装生块84块,有三个火焰系统每个火焰系统为18个炉室。18室焙烧炉结构为9火道8料箱,料箱尺寸为:5330×703×5240mm,每炉立装生块192块,一个火焰系统。两系统年生产能力达到8万吨。 二、制定合理的升温曲线 焙烧是炭素制品生产中的一个重要工序,生坯炭块的焙烧是生坯炭块在专门设计的加热炉内周围用填充料隔绝空气,按一定升温速度将生坯加热到1000℃---1050℃左右的生产工序。在焙烧过程中生坯炭块主要是进行粘结剂的分解和聚合反应。焙烧的升温速度、温度梯度及最高温度对阳极质量都有很大影响。 生坯炭块在焙烧过程中主要是粘结剂的焦化过程,即是沥青进行分解、环化、芳构化和缩聚等反应的综合过程。具体生坯炭块在焙烧炉内焦化过程与温度加热变化如下表。 我公司根据生坯炭块在焙烧炉内焦化的过程及54室焙烧炉室、18室焙烧炉室的结构和煤气、重油的热值计算,分别对54室焙烧炉室和18室焙烧炉室采用了252小时和168小时的加热炭块升温曲线的生产过程。移炉周期分别采用36小时和28小时。 低温预热阶段 200℃左右 制品粘结剂开始软化 中温阶段 200℃--300℃ 制品内吸附的水和化合水以及低分子烷烃被排出。 400℃ 以上变化最为突出 500℃--650℃ 碳环聚合形成半焦 高温烧结阶段 700℃以上
半焦结构分解,逐渐形成焦炭,构成乱层堆积结构基本单位的六角网状平面。 900℃以上 这种二维排列的碳原子网格进一步脱氢和收缩,以后就变成了沥青焦。 燃料生产大规格炭块和炭块平装的生产要求,及用重油作为燃料生产大规格炭块和炭块立装的生产要求,该曲线容易操作又安全,尤其在排出挥发份阶段,排出的挥发份不但能充分燃烧,焦化反映比较彻底,而且对低温炉室起到一个很好的预热作用,使系热得到合理利用,烟气进入烟斗后温度平均为200 ℃,到净化系统温度在60℃--130℃,达到技术要求,有利于净化系统对烟气的净化与排放。从产品质量取样结果分析看,理化指标和外观质量都比较好,故我公司54室焙烧炉室采用252小时加热升温曲线,18室焙烧炉室采用168小时加热升温曲线是合理的。 三、炭块变形破损原因分析及解决 生炭块经过焙烧后出下列几种废品 1.立装炭块炭碗塌陷变形 18室焙烧炉室立装炭块经焙烧后炭碗塌陷变形,导致阳极导杆不能安装。其原因: 1.1立装炭块在炉室内填充料不能将炭碗填实, 炭碗内有空隙。在焙烧炭块过程中制品处在软化阶段时,由于炭碗内有空隙炭碗处制品塌陷引起变形,造成废品。 1.2生炭块粘结剂用量偏高。 1.3振动成型压力较低。 我公司现使用纸板将装满填充料的炭碗先固定后再装炉。具体是先将填充料填满炭碗,再用根据炭碗结构尺寸制作的纸板将炭碗内的填充料固定,使立装起的炭块炭碗内被填充料填实,在焙烧过程中炭块炭碗内没有空隙就避免了炭块炭碗的变形。 2.炭块表面出现裂纹 2.1横裂:横裂是沿制品方向产生的裂纹,主要是生炭块质量偏低所引起,其原 因: 2.1.1原料煅烧温度过低,炭质原料得不到充分收缩,挥发分不能完全排除,原料理化性能达不到稳定。在焙烧进程中骨料颗粒产生大的二次收缩,则可能在炭块表面出现不规则的裂纹(网状)。 2.1.2振动成型进糊料温度低,振动时间不够。 2.1.3前后糊料的差别较大且结合不好,振动成型时造成生炭块内部结构有缺陷,虽然
生阳极炭块内控标准1范围 1.1 本标准规定了生阳极炭块的技术要求、尺寸偏差、检验与标志。2技术要求 2.1 生阳极炭块尺寸允许偏差应符合表1规定: 表1 生阳极炭块尺寸偏差表 2.2生阳极炭块尺寸要求:1770×742.5×623(mm) 2.3生阳极的理化指标要求:体积密度≥1.63 g/cm3以上。 2.4 生阳极炭块重量:设计值±20kg/块。
3外观要求 3.1 生阳极炭块必须吹清干净 3.2 外观掉角缺陷不得超过150mm,不得有明显的变形。 3.3 爪孔裂纹:钢爪孔内孔缘裂纹不得大于100mm;宽度不得超过1mm,孔与孔之间不得有连通裂纹。 3.4 水平裂纹不得大于150mm,150mm以下的横裂纹不得多于5处。 3.5 垂直裂纹不得大于150mm,150mm以下的不得超过3处。 3.6 底部掉块不得大于150×150mm,深度不得大于30 mm。 3.7 缺陷和麻面:生块不允许工作面和孔上口有大面积的麻面。麻面面积以不影响将来浇铸为合格。缺陷长度不大于80mm,深度不大于5mm,不超过 l处。爪孔底部缺陷不得深于10mm。 4检验与标志 4.1 生阳极块的外观质量检查由质检检查。 4.2 质检对生阳极块要逐块检查,检查人员负责检查每天的炭块,按不同的符号在炭块上端进行标志“√”为
合格,“×”为废品,横端写出年、月、日,及检查日期。并且进行登记,然后交接仓储入库。 4.3 生块取样要求500吨抽取一块,一块炭块只取一个样本。
铝电解用预焙阳极炭块内控标准1引用标准 YS/T 285-2012 铝电解用预焙阳极 2技术要求 1 牌号 1.1 铝电解用预焙阳极按理化性能分为二个牌号:TY-1、TY-2。 2 理化性能 2.1 预焙阳极理化性能指标应符合表1规定:
铝用碳素材料的基本知识 1.铝电解过程中阳极反应的原理,及阳极的毛耗和净耗? 答:理论上在铝电解过程中阴极产生铝,阳极产生氧气,而实际上阳极反应是一个很复杂的电化学反应,阳极气体是CO 和CO2,其反应方程式为:2AL2O3 +3C = 4AL +3CO2 AL2O3 +3C =2AL+3CO 一般情况下生成的一氧化碳约占30%,按一氧化碳占30%理论计算的碳耗量为393kg/t 。生产一吨原铝所消耗的阳极炭块的总量称为阳极毛耗,阳极毛耗一般为450-600 kg/t。除去残极后每生产一吨原铝所消耗的阳极炭块的量称为阳极净耗,净耗为炼铝的实际消耗,一般为400-450 kg/t。净耗大于理论消耗是因为阳极炭块的氧化、掉渣等引起的。 2.什么是石油焦,阳极生产对石油焦有那些要求? 答:石油焦是石油炼制过程中的重渣油经焦化所得的产物。 阳极生产对石油焦要求如下: (1)经煅烧后,导电性能良好,粉末比电阻低,有利于阳极炭块的比电阻。 (2)经煅烧后有足够的颗粒强度和适宜的粒度分布,在破碎、筛分、混捏、成型等环节不会自动粉化,能够满足配方的粒度要求。 (3)煅烧后体积密度适中,或稍高。 (4)煅后石油焦与空气和二氧化碳的反应性尽可能的低。 (5)煅后焦线膨胀系数小,热稳定系数好,减少阳极制造和应用过程中裂纹的产生。 (6)煅后焦灰分低。 (7)石油焦的挥发分为9-12%,挥发分不能过高,以保证煅后焦有一定强度和高的堆积密度。 (8)石油焦的水分含量不能过高,否则影响煅烧质量。 (9)骨料焦孔度、粒度、密度。 3.沥青在阳极中得作用?及其在配料时加入的比例? 答:沥青是生产预焙阳极的粘结剂,主要起两个作用,第一,加热时赋予糊料以所需的塑性以保证良好的成型性,第二,在制品焙烧的过程中,粘结剂
生阳极、预焙阳极炭块内控标准 2015.05.10
生阳极炭块内控标准1范围 1.1 本标准规定了生阳极炭块的技术要求、尺寸偏差、检验与标志。2技术要求 2.1 生阳极炭块尺寸允许偏差应符合表1规定: 表1 生阳极炭块尺寸偏差表 2.2生阳极炭块尺寸要求:1770×742.5×623(mm) 2.3生阳极的理化指标要求:体积密度≥1.63 g/cm3以上。 2.4 生阳极炭块重量:设计值±20kg/块。 仅供学习与交流,如有侵权请联系网站删除谢谢2
3外观要求 3.1 生阳极炭块必须吹清干净 3.2 外观掉角缺陷不得超过150mm,不得有明显的变形。 3.3 爪孔裂纹:钢爪孔内孔缘裂纹不得大于100mm;宽度不得超过1mm,孔与孔之间不得有连通裂纹。 3.4 水平裂纹不得大于150mm,150mm以下的横裂纹不得多于5处。 3.5 垂直裂纹不得大于150mm,150mm以下的不得超过3处。 3.6 底部掉块不得大于150×150mm,深度不得大于30 mm。 3.7 缺陷和麻面:生块不允许工作面和孔上口有大面积的麻面。麻面面积以不影响将来浇铸为合格。缺陷长度不大于80mm,深度不大于5mm,不超过 l处。爪孔底部缺陷不得深于10mm。 4检验与标志 4.1 生阳极块的外观质量检查由质检检查。 仅供学习与交流,如有侵权请联系网站删除谢谢3
4.2 质检对生阳极块要逐块检查,检查人员负责检查每天的炭块,按不同的符号在炭块上端进行标志“√”为合格,“×”为废品,横端写出年、月、日,及检查日期。并且进行登记,然后交接仓储入库。 4.3 生块取样要求500吨抽取一块,一块炭块只取一个样本。 仅供学习与交流,如有侵权请联系网站删除谢谢4
doi:10.3969/j.issn.1007-7545.2013.11.006 稀土元素铈对铝用炭阳极反应性的影响 刘卫1,2,3,张念炳1,2,3,郑环1,2,3 (1.贵州师范大学材料与建筑工程学院,贵阳550014;2.贵州省铝电解炭素材料工程技术研究中心,贵阳550001;3. 贵州省无机非金属功能材料重点实验室,贵阳550001) 摘要:煅后焦中添加稀土元素铈对炭阳极的二氧化碳反应性、空气反应性的影响进行了研究。结果表明,铈元素添加量在(60~1 060)×10-6范围内可改善和提高炭阳极在CO2和空气中的残极率和粉化率。添加铈元素可抑制炭阳极对炭阳极CO2/空气反应性,降低炭阳极的额外消耗。 关键词:炭阳极;铈;CO2反应性;空气反应性 中图分类号:TF821 文献标志码:A 文章编号:1007-7545(2013)11-0000-00 Effect of Cerium Element on Carbon Anode Reactivity LIU Wei1,2,3, ZHANG Nian-bing1,2,3, ZHENG Huan1,2,3 (1. College of Material and Civil Engineering, Guizhou Normal University, Guiyang 550014, China; 2. Guizhou Engineering Research Center for Carbon Materials of Aluminum Electrolytic, Guiyang 550001,China;3.The Key Laboratory of Guizhou Inorganic Nonmetal Functional Materials, Guiyang 550001, China) Abstract: The effects of trace cerium additive in calcined coke on reactivity of carbon anode were investigated in CO2 and air atmosphere respectively. The results show that the cerium addition amount of (60~1 060)×10-6can improve residual anode rate and pulverization rate of carbon anode in CO2 and air, inhibit reactivity of carbon anode in CO2 and air, and reduce the additional consumption of carbon anode. Key words: carbon anode; cerium; CO2 reactivity; air reactivity 铝用预焙炭阳极是电解槽的核心部分,其工作和质量的状况对铝电解生产的电流效率、电能消耗、产品质量等经济技术指标有重大影响[1-4]。随着电解铝工业的迅速发展,对铝用炭阳极质量的要求也越来越高,并将炭阳极的空气/CO2反应性也纳入了质量考核体系。炭阳极与空气/CO2的氧化反应属于放热反应,能引起炭阳极和槽温升高,会使反应加速,这不仅增大了炭耗,而且还影响电流效率;该反应属于选择氧化,会引起大量碳渣脱落,影响电解槽的稳定运行[5-6]。目前,石油焦来源广泛,其微量元素含量差异很大,主要有Na、Ca、Fe、V、Ni、Si、Mg等[7],某些炭阳极原料中含有稀土元素镧和铈。研究表明[8-10],稀土元素对炭阳极具有明显的电催化作用:一是作为反应质点参与反应,提供或传送与炭反应的氧;二是作为活性质点,加快反应进行。但铈对炭阳极空气/CO2反应性的影响机理仍不清楚。本文通过改变铈元素的添加量,固定煅后焦配比,考察铈元素对炭阳极空气/CO2反应性的影响。 1 试验部分 1.1 试验原料 试验原料来自贵州某厂,一次试验需配料5.5 kg,其中改质煤沥青占15%,成分(%):水分3.46、β-树脂22.3、灰分0.1、甲苯不溶物28.7、结焦值56.1、奎啉不溶物6.4。改质煤沥青的软化点为111.1 ℃。干料煅后焦占85%[11],煅后焦中硫含量3%,其余微量元素含量(×10-6):Ce 60、Na 340、Ni 190、Ca 450、V 470、Al 710、Mg 120。 1.2 试验流程 根据试验配方,向煅后焦中分别加入质量分数0.0001%、0.0003%、0.0005%、0.0007%和0.0010%)的铈,搅拌混匀并预热到预设温度时,加入煤沥青进行混捏,达到混捏时间后称取一定量放入成型机进行成型,将炭阳极生块放入焙烧炉按照设定的升温曲线进行焙烧[11],最后对炭阳极块进行反应性检测和数据分析。 1.3 试验设备 本次试验和检测采用的设备主要有RDC161混捏成型机、RDC166焙烧炉、RDC146阳极CO2活性测定仪、RDC151阳极空气活性测定仪。 收稿日期:2013-04-27 基金项目:贵州省科技计划项目(黔科合GY字[2011]3028);贵州省国际科技合作计划项目(黔科合外G字[2011]7029号);贵阳市科技计划项目(筑科合同[2011101]1-41) 作者简介:刘卫(1966-),女,土家族,贵阳人,教授.
预焙阳极产生裂纹的原因分析 青海桥头铝电股份有限公司(以下简称青桥铝)炭素分公司设计产能为年产12万吨铝用预焙炭阳极,生阳极以煅后石油焦和煤沥青作为主要原料,焙烧工序采用两台34室敞开式环式焙烧炉,以天然气为燃料,于2003年11月投入生产。投产7年来,裂纹缺陷在每年的废块总量中所占比例较大,因此,对预焙阳极产生裂纹的原因进行查找对提高产品质量有重大意义。 1 预焙阳极裂纹类型及其危害 预焙阳极裂纹主要分为内部裂纹和表面裂纹。顾名思义,内部裂纹产生于炭块内部,只有在取样过程中才能看见;表面裂纹产生于炭块表面,用肉眼就可以看见。内部裂纹会影响预焙阳极在电解槽上的应用效果,而裂纹扩展引起的掉块、阳极断层甚至会导致电解槽发生重大事故。表面裂纹只能作为废品处理,这将导致焙烧车间的合格率降低和生产成本的增加,直接影响到企业的经济效益。由此看来,预焙阳极产生裂纹对企业的危害比较大。 2 裂纹产生的原因分析 2.1 生阳极制造过程导致的裂纹 2.1.1 原料质量 生产炭阳极的主要原料是石油焦和煤沥青,原料的组成及性能对阳极质量的影响极大,石油焦的成分很复杂,其中部分杂质元素如硫、磷等若含量过高,则阳极脆性较大,在焙烧过程中易发生气胀、裂纹现象。实际生产中,含硫量一般不得大于1.5%。沥青组分中的甲苯不溶物是煤沥青形成粘结焦的主要成分,含量过低则游离炭含量少,焙烧时残留的炭少,孔隙得不到充分填充,会造成阳极气孔率大、强度低等缺陷,容易导致裂纹和分层,甲苯不溶物一般为28%~34%。适量的喹啉不溶物有利于提高煤沥青焦化时的残炭量,从而提高阳极的密度和机械强度,若过低,会使糊料分层,阳极焙烧时产生裂纹,喹啉不溶物一般为8%~14%左右。 另外石油焦煅烧温度不够也会导致裂纹,煅烧温度对煅后焦的质量以及炭阳极的性能影响比较大,煅烧温度影响到炭阳极在焙烧过程中的体积收缩率。如果煅烧温度偏低,石油焦在煅烧时就得不到充分的收缩,其热解缩聚反应程度不够,这样在后序焙烧过程中煅后焦颗粒就会再次发生收缩,导致炭阳极收缩率增大,焙烧时煅后焦原料不稳定而与粘结剂同步发生结构变化,容易导致炭块产生裂纹,因此煅烧温度必须控制在1250℃以上。 2.1.2 粉料用量 粉料的作用是与粘结荆沥青形成胶体填充颗粒料的孔隙并把颗粒料粘结在一起,粉料用量过多或纯度过高,形成的糊料粘结力强,弹性后效力增大,在焙烧过程中会产生大量裂纹废品;粉料用量过少或纯度过低,形成的胶料粘结力小,糊料塑性差,振动成型时易产生碳碗间贯通性大裂纹,因此,粉料用量一般控制在27%左右。 2.2 焙烧过程中产生的裂纹 2.2.1 生块放置时间过短装入炉室焙烧产生的裂纹 当炭块开始焙烧时,热量从阳极表面穿透进入内部,生块放置时间过短,成型和冷却过程引起的应力还未被释放出来,将会在阳极内部形成应力,如果这种应力超过临界值,将会产生裂纹。2009年2月份,青桥铝曾因生炭块紧张,生
浅谈铝用炭素生产存在的问题和解决措施 在各种炭素材料中,铝用炭素的生产量和消耗量都十分巨大。铝用炭素材料包括阴极糊料、阴极炭块和阳极炭块等,这些是生产电解铝的重要材料,在铝电解产业链中具有举足轻重的地位。随着社会的发展和科技的进步,我国的铝电解工业也获得了飞速的发展,并带动了铝用炭素工业的繁荣与发展,生产技术和生产工艺也得以提高。文章对铝用炭素生产中存在的问题进行了深入细致的分析和探讨,并提出了相应的解决措施,以期为相关人士提供参考和借鉴。 标签:铝用炭素;设备;生产技术 铝用炭素电极生产是铝冶炼工业中的重要环节和组成部分之一,其生产的目的是提供阳极炭块和阴极炭块,从而为铝电解提供所需的必要材料。目前,随着经济的发展和科技的进步,我国的铝用炭素生产已经取得了一定进展,然而同国外的发达国家相比,在生产技术和生产质量方面,还存在较大的差距。因此,如何提高炭素产品的质量,创新技术和工艺,成为当前业内人士普遍关注的焦点,受到了广泛的重视。 1 铝用炭素的概况 碳是自然界中一种非常常见的元素,并且是组成所有动植物体的必不可少的元素。在自然界中碳的存在形式是多种多样的,并且是重要的生产和生活材料--钢、熟铁以及生铁的主要成分。碳是非金属元素,其原子序数是6,元素符号是C。碳是一种非金属元素,元素符号是C,原子序数为6。自然界中碳的生成,是有机物通过热解反应产生的。而生产炭素材料的工厂,则称之为炭素厂。铝用炭素生产所需要的材料主要是沥青焦、石油焦和无烟煤,其生产原理是以电化学反应为基础的,阳极位于电解槽内,电流则通过阳极而导入。电流的导出,则通过电解槽的阴极而实现。炭素材料的种类有很多种,按照性质来分可以分为半石墨质、石墨质和炭质。 2 我国的铝用炭素生产面临的问题 必须看到的是,我国的铝用炭素生产在取得一定成果的基础上,与发达国家相比,还存在着相当大的差距,技术水平和工艺水平还有待提高。因此,当前的使命和任务则是立足于本国的国情和实际,致力于提高炭素生产技术和工艺水平的研究和开发,从而推动我国工业现代化的发展。人们现在所说的铝用炭素,就是指阳极炭素制品和阴极炭素制品。我国的铝用炭素生产过程能耗相对较高,并且炭渣脱落得十分严重,在预焙阳极的体积密度上,同发达国家相比也较低。近年来,我国的铝工业发展较为迅速,所采用的铝用炭素生产技术,以及使用的相应设备中间下料预备槽是从国外引进的,年代较为久远,因此同我国飞速发展的现代化经济不相适应。针对这项技术,目前国内已经展开了研究,大型的预焙槽技术得以开发和问世,我国成为世界上掌握该项技术的国家之一,并取得了显著的效果。
铝电解预焙阳极电解槽的介绍与展望摘要:本文主要是对电解铝工业生产中的主要设备——电解槽的相关介绍,重点讲述预焙阳极电解槽的相关技术参数、指标、工艺等指数。其后介绍现代关于铝电解槽的新工艺、新设备。 关键词:电解槽预焙阳极阳极炭块阴极炭块 电解铝就是通过电解得到的铝。现代电解铝工业生产采用冰晶石-氧化铝融盐电解法。熔融冰晶石是溶剂,氧化铝作为溶质,以碳素体作为阳极,铝液作为阴极,通入强大的直流电后,在950℃-970℃下,在电解槽内的两极上进行电化学反应,既电解。 abstract: this article is mainly to the aluminum industrial production of main equipment-electrolytic cell related introduction, focuses on pre-baked anode cell related technical parameters, index, craft index. Introduced by modern about aluminum cell of new technology, new equipment. Key words: pre-baked anode cell anode block cathode carbon blocks Aluminum electrolytic aluminum is through get. Modern aluminum industrial production adopts BingJingShi-alumina melts salt by electro-dialysis. Molten BingJingShi is solvent, alumina as solute, with carbon body is used as an anode, liquid aluminum as a cathode, ventilation with powerful dc, in 950 ℃-970 ℃, the poles in the electric in the electrochemical reactions, both electrolysis. 1 预焙阳极电解槽的介绍 电解槽是电解炼铝的核心设备,一百多年来铝电解槽的结构有了许多改进,其中以电解阳极的变化最大。其经历的顺序大致是:小型预备阳极→侧部导电自焙阳极→上部导电自焙阳极→大型不连续预焙阳极→中间下料预焙阳极。 预焙阳极电解槽 该电解槽由阳极装置、阴极装置和导电母线系统三大部分组成。 1.1 阳极装置 它包括三部分:阳极母线大梁、阳极炭块组和阳极升降机构 1.1.1 阳极炭块组 预焙槽有多个阳极炭块组,每一组包括2~3块预制炭块。炭块、钢爪、铝导杆组装成电解用阳极。钢爪由高磷生铁浇铸在炭碗中,与炭块紧紧地黏在一起,铝导杆则是采用渗铝法和爆炸焊与钢爪焊在一起的。铝导杆通过夹具与阳极母线大梁夹紧,将阳极悬挂在大梁上。炭块组数取决于电解槽的电流强度、阳极电流密度以及炭阳极块的几何尺寸。如180KA预焙槽,若阳极电流密度为0.7A/cm2左右,阳极规格为1520*585*535(mm),即可算出阳极炭块为30炭。 1.1.2 阳极母线大梁 阳极母线大梁承担着整个阳极的重量,并将电流通过阳极输入电解槽。它由铸铝制成,由升降机构带动上下移动,以调整阳极的位置。 1.2 阴极装置 它由钢制槽壳、阴极炭块组和保温材料砌体三部分组成。 1.2.1槽壳 铝电解槽的槽壳是用钢板焊接,或铆接而成的敞开式六面体。分为有底和无底槽壳;并有背撑式和摇篮式两种。目前多采用有底槽。 无底槽壳是个空的框架,底没有钢板。槽壳四周和底部用钢筋和工字钢加固。
铝用预焙阳极生产常用中英文对照表一、石油焦煅烧部分(Petroleum coke calcination) 1、2001—2006年我国石油焦价格变化 2、窑头、窑尾 3、耐火材料 4、回转窑 5、煅烧实收率 6、回转窑窑头结构示意图 7、回转窑下料管 8、回转窑温度带 9、回转窑煅烧实收率统计图 10、石油焦粒度分析统计表 11、石油焦指标要求 12、石油焦挥发份 13、炭质烧损 14、石油焦煅烧 15、石油焦理化性能统计表 16、石油焦煅烧回转窑 17、二、三次风 18、通过改变回转窑而三次风的位置和方向 19、回转窑寿命 20、高硫石油焦1、The price variety of domestic petroleum coke in2001—2006 2、kiln inlet;kiln outlet;at the tail of rotary kiln 3、Refractory material 4、Rotary kiln 5、Yield rate of calcinations 6、Sketch of rotary kiln,s head 7、Rotary kiln,s feeding pipe 8、Temperature zones in rotary kiln 9、Statistics of yield rate of rotary kiln 10、Statistics of petroleum coke,s particle size 11、Requirement of petroleum coke 12、Petroleum coke volatiles 13、Burnt loss of carbon/carbon burnt loss 14、Petroleum coke calcinations 15、Statistics of physico-chemical properties of petroleum coke 16、Petroleum coke calcining rotary kiln 17、Secondary airflow and tertiary airflow 18、Through changing the direction and position of the Secondary and tertiary airflow 19、The rotary kiln working life 20、High-sulfur petroleum coke
铝电解槽发展史
铝电解槽发展史 从1886年到现在,Hall—Heroult的冰晶石—氧化铝熔盐电解法,已经快有120年历史了,在此期间,此电解炼铝的工艺和方法原理没有变化,然而期电解槽的结构发生了很大变化。铝电解生产由最初的电耗40kWh/kg.Al【】电流效率75%,(1889年Heroult槽)】和电耗31 kWh/kg.Al【电流效率80%,(1892年Hall槽)】,降到现在的电耗12.5 kWh/kg.Al(直流电耗),电流效率96%以上。电解槽的容量(电流)由最初的几千安培,增加到现在的 500kA。电解槽结构按阳极特性来划分,经历了从预焙阳极到侧插自焙阳极,到上插自焙阳极,又到预焙阳极的阶段。期间也出现过连续预焙阳极试验电解槽,但未成功推广。 电解槽初期阶段,是小型预焙阳极电解槽,图1. 图1 1912年Heroult的12000A电解槽 电耗25000k W·h/tAl,阴阳极电流密度1.0~1.2A/㎝2当时槽容量是12000A,电耗25000kw.h/t.Al,阳极电流密度1.0—1.2A/㎝2 ,特点是电流小,电压高,阳极电流密度大,电耗高,电流效率低。 现代铝工业上有两类、共四种形式的电解槽:
·自焙阳极电解槽 侧插棒式 上插棒式 ·预焙阳极电解槽 不连续式 连续式 自焙槽起始于1923年,是由挪威人在生产铁合金电路连续自焙电极的基础上发展起来的。在20世纪60年代,侧插自焙槽最大电流达到100kA,上插自焙槽在20世纪50—70年代,在世界范围内得到了很大发展,其电解槽的最大电流达到了170—180kA,当时指标是:电流效率88~90%,电耗15000 kw.h/t.Al。 自焙槽特点有: ①使用的阳极糊靠电解槽自身的热量使其焙烧成良好的导电体,使电解槽上部散热得到合理利用。综合节能。 ②由于直接使用阳极糊,节省了预制阳极过程的成型,被烧,加工,阳极组装等工艺与工序工程,以及该过程需要的燃料和各种消耗及劳动费用于投资。阳极的制造成本。 ③不需要定期更换阳极,工艺简单,劳动强度低,对电解正常运行干扰少。 ④机械化和自动化操作程度低,劳动强度大。 ⑤集气效率低,劳动条件差。