
冷轧带钢生产概述 1.什么叫冷轧,冷轧带钢有哪些优点? 金属在再结晶温度以下进行轧制变形叫做冷轧,一般指带钢不经加热而在室温直接进行轧制加工。冷轧后的带钢可能烫手,但还是叫冷轧。 冷轧生产可提供大量高精确度和性能优良的钢板和带材,其最主要的特点是加工温度低,同热轧生产相比,它有以下优点: (1)冷轧带钢产品尺寸精确,厚度均匀,带钢厚度差一般不超过O.01-0.03mm或更小,完全可以符合高精度公差的要求。 (2)可获得热轧无法生产的极薄带材(最薄可达0.001mm以下)。 (3)冷轧产品表面质量优越,不存在热轧带钢常常出现的麻点、压入氧化铁皮等缺陷,并且可根据用户的要求,生产出不同表面粗糙度的带钢(光泽面或麻糙面等),以利于下道工序的加工。 (4)冷轧带钢具有很好的力学性能和工艺性能(如较高的强度、较低的屈服极限、良好的深冲性能等)。 (5)可实现高速轧制和全连续轧制,具有很高的生产率。 2.冷轧生产方法有哪几种? 冷轧板带钢生产方法分为单片轧制和成卷轧制两种方法。 (1)单片轧制。单片轧制最早采用二辊式轧机,目前多用四辊式冷轧机。四辊冷轧机按其轧辊运转方向可分为可逆式和不可逆式。 采用不可逆式四辊轧机进行单片生产时,轧制操作是由人工逐张将钢板喂入轧机,全垛钢板轧完一道次后,用吊车将板垛吊送到轧机前,进行下一道次的轧制,如此循环进行,直到轧成规定的成品尺寸时为止。 采用可逆式轧机时,则轧制操作有两种,一种是每一张钢板在轧机上往返轧制,直到轧制成最终的成品尺寸,然后再进行第二张钢板的轧制。这种操作方法虽然压下调整操作频繁,但产品表面不易划伤,故实际生产中应用较多,特别是轧制单重和尺寸较大的钢板,均采用此法。另一种是每张钢板逐张送入轧机,待全垛钢板轧完一道次后,再逐张返回轧制第二道次。此种操作方法使轧制产品尺寸较均一,而且省去了轧辊反转和压下的调整时间,从而冷轧机产量较高,但板面之间有时可能造成划伤。 单张轧制方法由于不能采用张力,故每道次的压下率一般不超过14%,轧制道次增多,钢板加工硬化程度增大。因此,单张轧制不能生产厚度很薄的冷轧产品。 (2)成卷轧制。目前,冷轧生产大多是采用成卷轧制,其基本形式分为单机成卷轧制和多机架连续式成卷轧制两种。成卷轧制采用二辊轧机、四辊轧机、偏八辊轧机、十二辊轧机、二十辊轧机等不可逆式和可逆式的冷轧机。 单饥不可逆式冷轧机主要有二辊轧机和四辊轧机两种(图1-1),这种轧机在我国有数百台之多,其辊身长度在100-600mm之间,辊径在100-300mm之间。在这些轧机中,大部分设有开卷机和卷取机。这些轧机主要用来生产600mm以下的窄带钢或平整成卷的窄带钢,轧制速度在1.2-2.Om/s范围内。
. 0.10.20.3 0.40.50.60.70.80.911.11.21.31.4 1.51.61.71.81.92 2.12.22.32.4磁感强度B (T ) 35WW250直流磁化曲线 相对磁导率 r
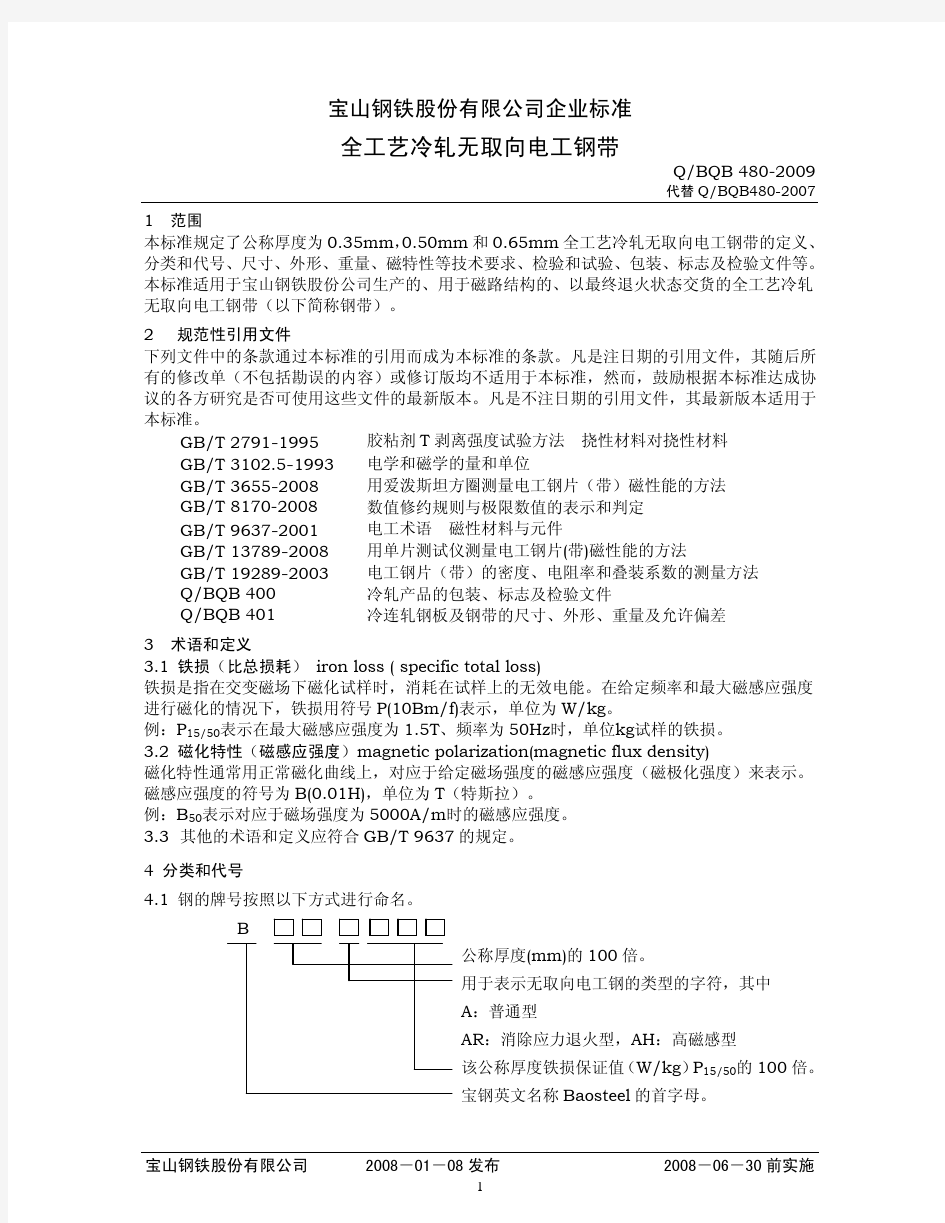
. 0.10.20.30.40.50.6 0.70.80.911.11.21.31.41.51.61.71.81.922.12.22.32.42.52.62.72.82.933.13.23.33.43.53.63.73.83.944.14.24.34.44.54.64.74.84.9535WW250铁损曲线 铁损P s (W /k g )
. 0.10.20.3 0.4 0.50.60.70.80.911.11.21.31.41.5 1.61.71.81.92 2.12.22.32.42.5磁感强度B (T ) 相对磁导率 r 35WW270直流磁化曲线
. 0.10.20.30.40.50.6 0.70.80.911.11.21.31.41.51.61.71.81.922.12.22.32.42.52.62.72.82.933.13.23.33.43.53.63.73.83.944.14.24.34.44.535WW270铁损曲线
. 0.10.20.3 0.40.50.60.70.80.911.11.21.31.4 1.51.61.71.81.92 2.12.22.32.4磁感强度B (T ) 35WW300直流磁化曲线 相对磁导率 r
. 0.10.20.30.40.50.6 0.70.80.911.11.21.31.41.51.61.71.81.922.12.22.32.42.52.62.72.82.933.13.23.33.43.53.63.73.83.944.14.24.34.44.54.64.74.84.95铁损P s (W /k g ) 35WW300铁损曲线
《电动汽车驱动电机用冷轧无取向电工钢带(片)》 国家标准编制说明 1 任务来源 1.1 背景简介 近十五年来,以电驱动为特征的新能源汽车,作为汽车产业发展和赶超的国家战略,在科研、产业规划和标准战略等各层面,国家从零部件到整车整个产业链给予充分支持,各个相关技术环节均列为国家的发展战略予以扶持,期望以电驱动技术实现我国汽车产业的技术超越。在标准领域,国家对电动汽车也予以重点关注,构建了整车和零部件的标准体系,有力促进了国内新能源汽车产业的共性技术共享,提升了国内电动汽车产业的竞争优势。 随着电动汽车产业进入精细化设计生产阶段,为应对国际化的产业竞争,对电动汽车汽车用电工钢汽车板(简称高效电工钢带)提出了温度等专项要求,国内外有影响力的钢铁企业均提出了各自的高效电工钢带规格参数型谱和技术规范,客观上形成了具备其自身技术特征的高效电工钢带的企业标准体系,逐渐形成技术优势,对我国相关产品形成技术压制。为了在国家竞争中夺回技术引导权,发挥我国的体制优势,制定高效电工钢带标准已是势在必行。通过高效电工钢带标准的制定,将对国内产业起到一定的整合、规范、引导作用,形成国家层面的整体技术和规模优势,堆积国内高效电工钢带产业优势;对国外同类产品形成一定的技术壁垒,使市场向中国企业有利的方向发展。 1.2 任务来源 作为国家电动汽车技术体系的深化,科技部设立国家高技术发展计划(863)《电机系统关键共性技术与评价体系研究》与《电动汽车整车、零部件、基础设施测试评价及标准技术》两个技术研究课题,将高效电工钢带标准的研究、制定,确立为核心技术内容之一,期望据此建立高效电工钢带的技术标准体系,形成检测技术研究、标准制定和公共服务平台建立三位一体的社会公共服务体系。 1.3 标准制定的必要性和可行性 1.3.1必要性: 电动汽车用电机驱动系统不同于普通的风机、水泵等在工频条件、稳定工作基础上应用。具备以下基本使用特征: ●工作频率明显不同于工频使用的工业电机,频率波动范围大(可以从低频延 伸到400-1000Hz), ●受到车辆空间限制和使用环境的约束,汽车要求电机驱动系统有更高功率密 度,更宽的耐受环境温度范围(冷却液入口温度>105℃), ●叠片组件能经受高强度的机械振动和高低温交变冲击等。 ●和目前的标准体系兼容性少,必须将基于使用特征定义的产品技术要求通过 标准进行明确定义,通过制定专门的高效电工钢带标准进行细分,确保产品 规格的稳定性和互换性。 1.3.2可行性: 为了满足汽车产业对高效电工钢带的技术要求,国内钢铁业生产高效电工钢带的主流企业-宝钢和武钢,均对该类产品进行专门的技术开发,形成相近的产品规格型谱和技术要求,并经电动汽车行业的试用验证,获得广泛接受。 在科技部863项目的协调下,国内主流高效电工钢带生产企业希望通过标准制定,
贵州师范大学 本专科生作业(论文)专用封面 作业(论文)题目:冷轧带钢生产及工艺 课程名称:轧制过程自动化 学生姓名: 学号: 年级: 专业: 学院(部、所): 任课教师评分: 评阅意见: 任课教师签名:
冷轧带钢生产及工艺 摘要:本文阐述了冷轧板带钢生产应用及新技术、新工艺,还有冷轧板带钢的生产工艺特点。简要介绍了冷轧薄板带钢的生产工艺流程,根据市场需求和当今板带钢轧制最新设备。 关键词:冷轧带钢;轧制工艺;发展 在相关学科和技术发展的基础上,冷轧技术发展迅速,面貌日新月异,逐渐形成了现代冷轧工艺。经过几十年的发展,我国的冷轧事业不断地成长壮大,从只能生产建筑用材的产品发展成为能够生产高级汽车外板、高级家电板、高级包装材料和电工钢产品,无论产量,还是产品的规格品种多样化和质量,都有大幅提高。 一、冷轧带钢技术的特点 当今现代冷轧工艺技术的特点和发展趋势基本可以归纳为如下几个方面: 1.大力开发高精度轧制技术。 提高冷轧产品的精度,是用户的需要,也是冷轧技术发展的永恒目标。产品的精度主要指产品的外形尺寸精度,它是社会主义市场经济发展的需要,也是作为产品的最基本条件。 2.以过程冶金理论为基础,以低合金钢为重点,提高产品的冶金质量,扩大品种。 轧制过程是赋予金属一定的尺寸和形状的过程,同时也是赋予金属材料一定组织和性能的过程。轧材的最终组织性能取决于钢的化学
成分、洁净度和均匀度,以及加工过程的热履历。以物理冶金理论为基础,通过材料化学成分的优化和工艺制度的改进,已经大幅度提高了现有钢种的质量,并通过Nb、V、Ti微合金化开发出大批优良的新钢种。 3.提高连铸比,大力推广连铸连轧工艺及短流程技术。 采用连铸技术可以大幅度降低能耗,提高成材率,提高轧制产品的质量。近年我国的连铸比大幅度提高,促进了相关轧制技术的发展,特别是连铸和轧制衔接技术的发展。短流程是钢铁工业的发展方向,是目前国外竞相开发的热点。尽管目前还存在各种各样的问题,短流程这个大趋势是绝对不会逆转的。此外,半凝固态压力加工和薄带连续铸轧在将来一定会获得大的发展。 4.轧制过程连续化的新进展——无头轧制技术。 轧制过程的连续化是轧制技术发展的重要方向。无头轧制是连续轧制的新发展。冷轧机组通过轧前焊接、轧后切断以及轧制中的动态改变规格,最早实现了无头轧制技术。20世纪80年代又将冷连轧与酸洗机组连接起来,20世纪90年代,又开发成功常规板坯连续化的热轧无头轧制技术和与薄板坯连铸连轧相对应的无头轧制技术。 二、冷轧的主要产品种类 1、汽车板 国内冷轧汽车钢板研发迅速。宝钢、鞍钢等单位对4个关键工艺技术,即超低碳、氮、氧的冶炼控制、钢板的性能稳定化控制、板形控制和表面无缺陷控制进行长期研究,开发出IF钢、高强IF钢
冷轧无取向硅钢性能指标检测方法及性能指标控制管理制度汇编
目录 第一部分冷轧无取向硅钢性能指标控制管理制度 1、冷轧无取向硅钢磁性能指标控制管理制度-----------------------------2 2、冷轧无取向硅钢叠装系数指标控制管理制度--------------------------10 3、冷轧无取向硅钢反复弯曲指标控制管理制度--------------------------12 4、冷轧无取向硅钢力学性能指标控制管理制度--------------------------15 5、冷轧无取向硅钢硬度指标控制管理制度------------------------------21 第二部分附录 1、GB/T 228.1-2010 金属材料拉伸试验第1部分:室温试验方法 2、GB/T 235-1999 金属材料厚度等于或小于3mm薄板或薄带反复弯曲试验方法 3、GB/T 3655-2008 用爱泼斯坦方圈测量电工钢片(带)磁性能的方法 4、GB/T 13789-2008 用单片测试仪测量电工钢片(带)磁性能的方法 5、GB/T 19289-2003 电工钢片(带)的密度、电阻率和叠装系数的测量方法 6、GB/T 230.1-2009 金属材料洛氏硬度试验第1部分:试验方法 7、GB/T 231.1-2009 金属材料布氏硬度试验第1部分:试验方法 8、GB/T 4340-2009 金属材料维氏硬度试验第1部分:试验方法
冷轧无取向硅钢磁性能指标控制管理制度 一、目的 磁性是判定所有硅钢产品牌号以及订货和交货的依据。产品磁性应满足国家标准中规定的相应牌号及订货合同中规定的磁性水平。为了对硅钢片的磁性进行有效监控,现制定本管理制度。 二、用爱泼斯坦方圈测量磁性能的标准方法(用于实验料) 依据GB/T 3655-2008提供的用爱泼斯坦方圈测量电工钢片(带)磁性能的方法如下: 1、装置 25cm 爱泼斯坦方圈由四个线圈组成,它形成一个空载的变压器。爱泼斯坦方圈应包含一个用于空气磁通补偿的互感线圈。支撑线圈的绕组骨架由硬的绝缘材料制成,如酚醛树脂纸板。绕组骨架具有矩形横截面,其内部宽度为32mm ,推荐高度约为10mm 。 线圈安放在一个绝缘的无磁性的底板上,形成一个方框(见图1)。由样片的内缘形成的正方形边长为 图1 标准25cm 爱泼斯坦方圈 四个线圈中的每一个都应有2个绕组:初级绕组(外层,磁化绕组)、次级绕组(内层,感应电压绕组)。 。 mm 2201 0-
国内外冷轧无取向硅钢牌号对照表 ID thickne ss,mm Russia(俄罗斯)Germany(德国)China(中国)Japan(日本)USA(美国)U.K.(英国)South Korea(南韩)Japan(日本)Japan(日本)Europe(欧洲)GOST 21427.2DIN 46400 .1GB/T 2521JIS C-2552AISI,ASTM A -667BS601.P.1KS C -2510NSC KSC EN 10106 grade P1,5B2500 grade P1,5B2500 grade P1,5B5000 grade P1,5B5000 grade P1,5 grade P1,5KS POSKO P1,5 grade P1,5 grade P1,5 grade P1,5B5000 W/kg,not more Tl, not less W/kg,not more Tl, not less W/kg,not more W/kg,not more Tl, not less W/kg,not more W/kg,not more grade W/kg,not more W/kg,not more W/kg,not more W/kg,not more 1 0.35 35H210 2.1 2 235 -35A 2.35 1.4935W230 2.3 1.635A230 2.3 1.6 35H230 2.335RM230 2.3M235-35A 2.35 1.6 32413 2.5 1.5V250 -35A 2.5 1.4935W250 2.5 1.635A250 2.5 1.6M15 36F145 2.53GRADE250 2.5 PN-09 2.5335H250 2.535RM250 2.5M250-35A 2.5 1.6 4 GRADE265 2.65SE13C PN-10 2.65 52412 2.7 1.5V270 -35A 2.7 1.4935W270 2.7 1.635A270 2.7 1.6M19 36F158 2.75 35H270 2.735RM270 2.7M270-35A 2.7 1.6 6 GRADE280 2.8 7 M22 36F168 2.93 PN-11 2.93 824113 1.5V300 -35A3 1.49 35A3003 1.6 GRADE3003 35H300335RM3003 9 35W3003 1.6 M27 36F180 3.13GRADE315 3.15SE15C PN-12 3.1 M300-35A3 1.6 10 V330 -35A 3.3 1.49 M36 36F190 3.31GRADE335 3.35 M330-35A 3.3 1.6 11 35W360 3.6 1.6135A360 3.6 1.61 SE18C PN-14 3.636H360 3.635RM360 3.6 12 35W440 4.4 1.6435A440 4.4 1.64 SE23C PN-18 4.435H440 4.435RM440 4.4 13 35W4004 1.62 SE26C PN-205 14 SE29C PN-23 5.5 1 0.5 50W230 2.3 1.6 50H230 2.3 2 V250 -50A 2.5 1.4950W250 2.5 1.6 50H250 2.550RM250 2.5M250-50A 2.5 1.6 32414 2.7 1.49V270 -50A 2.7 1.4950W270 2.7 1.650A270 2.7 1.6 50H270 2.750RM270 2.7M270-50A 2.7 1.6 42413 2.9 1.5V290 -50A 2.9 1.4950W290 2.9 1.650A290 2.9 1.6M15 47F168 2.93 PN-09 2.950H290 2.950RM290 2.9M290-50A 2.9 1.6 52412 3.1 1.5V310 -50A 3.1 1.4950W310 3.1 1.650A310 3.1 1.6M19 47F174 3.03 SE13C PN-10 3.150H310 3.150RM310 3.1M310-50A 3.1 1.6 6 M22 47F185 3.22 PN-11 3.22 7 V330 -50A 3.3 1.4950W330 3.3 1.6 M27 47F190 3.31 M330-50A 3.3 1.6 8 V350 -50A 3.5 1.550W350 3.5 1.650A350 3.5 1.6 GRADE355 3.55 50H350 3.550RM350 3.5M350-50A 3.5 1.6 92411 2.6 1.49 M36 47F205 3.57 SE15C PN-12 3.6 102312 3.8 1.58 1122164 1.6V400 -50A4 1.5150W4004 1.6150A4004 1.61M43 47F230 4.01GRADE4004SE18C PN-14450H400450RM4004M400-50A4 1.63 122215 4.5 1.64 GRADE450 4.5 13 V470 -50A 4.7 1.5250W470 4.7 1.6250A470 4.7 1.62 SE23C PN-18 4.750H470 4.750RM470 4.7M470-50A 4.7 1.64 142214 4.8 1.62 1522135 1.65 GRADE5005 1622125 1.6 17 V530 -50A 5.3 1.5450W540 5.4 1.65 M45 47F305 5.31 SE26C PN-20 5.4 M530-50A 5.3 1.65 182211 5.5 1.56 1921126 1.62V600 -50A6 1.55 50A6006 1.65M47 47F400 6.96 SE29C PN-23 6.2 2021117 1.6V700 -50A7 1.5850W6006 1.6550A7007 1.68 50H600650RM6006M600-50A6 1.66 212013 6.5 1.65 50W7007 1.68 50H700750RM7007M700-50A7 1.69 2220127 1.62 2320118 1.6V800 -50A8 1.58 50A8008 1.6847F4758.27 S-30PN-308 24 940-50SG9.4 1.5850W8008 1.68 50H800850RM8008M800-50A8 1.7 25 100-50SG11 1.58 50A100010 1.69 S-40PN-4010.5 M940-50A9.4 1.62 26 50W100010 1.6950A130013 1.69 S-50PN-501350H10001050RM100010 27 50W130013 1.69
首钢取向电工钢技术指标Technical Indexes 产品规格Product Specification 尺寸公差Dimensional Tolerances 注:(1)横向厚差是指边部15mm以内,垂直于轧制方向上的厚度偏差。 (2)纵向厚差是平行于轧制方向上任意2m长度钢带上的厚度偏差。 (3)对于有特殊要求的用户,可以特殊定制。 Note:(1) Traverse thickness deviation refers to the thickness difference between the sheet center and 15mm from the edge. (2) The longitudinal thickness difference is the difference of the measured maximum thickness and the minimum thickness in the longitudinal direction at an arbitrary 2m length of steel on an arbitrary coil. (3) Please consult us if you have special dimensional requirements.
电磁性能标准值Standard Electromagnetic Properties
电磁性能典型值Typical Electromagnetic Properties
0. 0.0.0.0.0.0.0.1.1.1.1.1.1.1.1.1.1.2.2.铁损 C o r e l o s s (W /k g ) 磁感 M a g n e t i c f l u x d e n s i t y (T )
冷轧带钢生产工艺中的常见问题 1、冷轧的关键工序:一为酸洗、二为冷轧、三为热处理、四为平整。酸洗是为了去除对冷轧有害的原料钢卷表面上的氧化铁皮;冷轧是生产冷轧板带钢的关键工序;热处理在冷轧工序中有二个作用,一是消除冷轧带钢的加工硬化和残余应力,软化金属,改善塑性,以便于进一步进行冷轧或其它加工;二是改善组织结构,产生所需要的晶粒大小和取向;平整是精整工序中十分重要的工序,它可以改善带钢的性能,提高钢板的成形性能,提高钢带的平直度及改善钢板的表面状态。 冷轧工艺的定义:轧制是将金属坯料通过一对旋转轧辊的间隙(各种形状),因受轧辊的压缩使材料截面减小,长度增加的压力加工方法,这是生产钢材最常用的生产方式,冷轧即是在常温下完成的轧制过程,其所使用的原料为热轧加工成的板带(卷)。 2、酸洗工艺 带钢冷轧前必须酸洗,清洗其表面氧化铁皮,因为氧化铁皮在冷轧时会损坏轧辊表面,而导致带钢表面产生缺陷。通常热轧带钢表面氧化铁皮通常是3层结构:外层为Fe2O3(三氧化二铁),中层为Fe304(四氧化三铁),内层为Fe0(氧化铁)。 先进的冷轧厂多采用高速运行的连续酸洗机组或推拉式酸洗。以连续酸洗为例,是将带钢连续地通过几个酸洗槽进行酸洗。为使作业线上过程连续,将前一个热轧带钢卷的尾部和后一个钢卷头部焊接起来,酸洗后带钢按需要的卷重、卷径切断带钢并收卷。
连续酸洗机组除完成清除带钢表面氧化铁皮的任务外,还有几个作用: (1) 用圆盘剪将带钢侧边剪齐。 (2) 调节钢卷的质量,根据生产要求将大的热轧钢卷分成小卷,或把几个小钢卷合并成一个大卷,以提高冷轧机的产量。 (3) 检查并剔除对以后各工序有害的带钢表面缺陷。 (4) 在酸洗好的带钢表面上涂上一层油,起防锈和润滑作用。 2.1 连续酸洗机组根据工作性质分成3段: 入口段:上料、拆卷、带钢表面氧化铁皮破碎、矫正、剪头、剪尾、工整焊接; 酸洗段:酸洗、冷热水洗以及烘干; 出口段:剪切、涂油以及最后卷取(收卷)。 2.2 酸洗工艺 酸洗段可以采用硫酸酸洗、盐酸酸洗两种方式,但由于盐酸酸洗具有更多的优点,所以我们以盐酸的酸洗机理来说明。 盐酸溶液与氧化铁皮的化学反应为: FeO + 2HCl = FeCl2 + H2O Fe2O3 + 6HCl = 2FeCl3 + 3H2O 盐酸溶液能较快地溶蚀各种氧化铁皮,酸洗反应可以从外层往里进行。盐酸酸洗是以化学腐蚀为主,盐酸酸洗对金属基体的侵蚀甚弱。因此,盐酸酸洗的效率对带钢氧化铁皮的结构并不敏感,而且酸洗后的板带钢表面银亮洁净。酸洗反应速度与酸洗前带钢氧化铁皮的
宝钢不同牌号取向硅钢铁损参照表 厚度规格0.23mm 0.23mm---非激光刻痕0.23mm 0.23mm---激光刻痕0.27mm 0.27mm---非激光刻痕0.27mm 0.27mm---激光刻痕0.30mm 0.30mm---非激光刻痕牌号B23P085B23P090B23P095B23P100B23R080B23R085B23R090B27P090B27P095B27P100B27R085B27R090B27095B30P100B30P105B30P120磁通密度单位铁损单位铁损单位铁损单位铁损单位铁损单位铁损单位铁损单位铁损单位铁损单位铁损单位铁损单位铁损单位铁损单位铁损单位铁损单位铁损0.4000.400 0.0480.048 0.049 0.0530.053 0.054 0.0430.043 0.043 0.0420.042 0.0520.052 0.051 0.0560.056 0.0480.048 0.048 0.0500.050 0.0590.059 0.061 0.0650.065 0.4500.450 0.0600.060 0.062 0.0660.066 0.068 0.0540.054 0.054 0.0530.053 0.0650.065 0.064 0.0700.070 0.0600.060 0.060 0.0620.062 0.0730.073 0.076 0.0810.081 0.5000.500 0.0740.074 0.075 0.0810.081 0.083 0.0660.066 0.066 0.0650.065 0.0790.079 0.078 0.0850.085 0.0730.073 0.073 0.0760.076 0.0890.089 0.092 0.0980.098 0.5500.550 0.0880.088 0.090 0.0970.097 0.099 0.0790.079 0.079 0.0780.078 0.0940.094 0.094 0.1020.102 0.0880.088 0.087 0.0910.091 0.1060.106 0.110 0.1170.117 0.6000.600 0.1040.104 0.106 0.1130.113 0.116 0.0940.094 0.094 0.0930.093 0.1110.111 0.111 0.1200.120 0.1030.103 0.103 0.1070.107 0.1250.125 0.129 0.1370.137 0.6500.650 0.1210.121 0.123 0.1320.132 0.135 0.1090.109 0.110 0.1080.108 0.1280.128 0.130 0.1390.139 0.1210.121 0.121 0.1250.125 0.1450.145 0.149 0.1590.159 0.7000.700 0.1390.139 0.141 0.1510.151 0.155 0.1260.126 0.127 0.1250.125 0.1480.148 0.149 0.1590.159 0.1390.139 0.139 0.1440.144 0.1660.166 0.171 0.1820.182 0.7500.750 0.1590.159 0.160 0.1720.172 0.176 0.1440.144 0.145 0.1440.144 0.1680.168 0.171 0.1810.181 0.1590.159 0.159 0.1640.164 0.1890.189 0.195 0.2060.206 0.8000.800 0.1790.179 0.181 0.1940.194 0.199 0.1630.163 0.165 0.1640.164 0.1900.190 0.193 0.2040.204 0.1800.180 0.180 0.1860.186 0.2130.213 0.220 0.2320.232 0.8500.850 0.2010.201 0.203 0.2170.217 0.223 0.1840.184 0.187 0.1850.185 0.2120.212 0.217 0.2290.229 0.2030.203 0.203 0.2100.210 0.2390.239 0.246 0.2600.260 0.9000.900 0.2240.224 0.227 0.2410.241 0.248 0.2060.206 0.209 0.2070.207 0.2370.237 0.243 0.2550.255 0.2270.227 0.228 0.2350.235 0.2660.266 0.274 0.2900.290 0.9500.950 0.2480.248 0.251 0.2670.267 0.275 0.2290.229 0.233 0.2310.231 0.2620.262 0.270 0.2830.283 0.2520.252 0.254 0.2610.261 0.2940.294 0.303 0.3210.321 1.0001.000 0.2730.273 0.277 0.2930.293 0.303 0.2540.254 0.258 0.2560.256 0.2900.290 0.290 0.3120.312 0.2790.279 0.281 0.2890.289 0.3250.325 0.335 0.3540.354 1.0501.050 0.2990.299 0.304 0.3210.321 0.332 0.2790.279 0.284 0.2830.283 0.3190.319 0.329 0.3430.343 0.3070.307 0.310 0.3190.319 0.3570.357 0.368 0.3890.389 1.1001.100 0.3270.327 0.333 0.3500.350 0.364 0.3060.306 0.312 0.3110.311 0.3490.349 0.361 0.3760.376 0.3360.336 0.340 0.3500.350 0.3900.390 0.402 0.4260.426 1.1501.150 0.3550.355 0.363 0.3810.381 0.396 0.3340.334 0.341 0.3400.340 0.3810.381 0.395 0.4100.410 0.3670.367 0.372 0.3820.382 0.4250.425 0.439 0.4640.464 1.2001.200 0.3850.385 0.395 0.4140.414 0.430 0.3630.363 0.372 0.3710.371 0.4140.414 0.430 0.4460.446 0.3990.399 0.405 0.4160.416 0.4610.461 0.477 0.5040.504 1.2501.250 0.4160.416 0.428 0.4480.448 0.466 0.3940.394 0.404 0.4030.403 0.4490.449 0.466 0.4840.484 0.4330.433 0.439 0.4520.452 0.4990.499 0.518 0.5470.547 1.3001.300 0.4490.449 0.463 0.4830.483 0.503 0.4260.426 0.438 0.4380.438 0.4850.485 0.504 0.5230.523 0.4670.467 0.475 0.4890.489 0.5380.538 0.560 0.5920.592 1.3501.350 0.4830.483 0.499 0.5200.520 0.542 0.4590.459 0.474 0.4740.474 0.5230.523 0.544 0.5640.564 0.5040.504 0.512 0.5270.527 0.5800.580 0.605 0.6380.638 1.4001.400 0.5190.519 0.538 0.5600.560 0.584 0.4930.493 0.512 0.5110.511 0.5630.563 0.586 0.6090.609 0.5420.542 0.552 0.5680.568 0.6230.623 0.652 0.6880.688 1.4501.450 0.5570.557 0.578 0.6030.603 0.629 0.5300.530 0.552 0.5520.552 0.6040.604 0.630 0.6550.655 0.5810.581 0.593 0.6100.610 0.6690.669 0.701 0.7400.740 1.5001.500 0.5980.598 0.622 0.6480.648 0.676 0.5680.568 0.596 0.5960.596 0.6480.648 0.677 0.7060.706 0.6230.623 0.636 0.6560.656 0.7160.716 0.754 0.7960.796 1.5501.550 0.6420.642 0.669 0.6990.699 0.730 0.6100.610 0.645 0.6450.645 0.6940.694 0.727 0.7600.760 0.6690.669 0.683 0.7050.705 0.7660.766 0.809 0.8560.856 1.6001.600 0.6920.692 0.722 0.7540.754 0.792 0.6560.656 0.699 0.6990.699 0.7450.745 0.782 0.8210.821 0.7180.718 0.735 0.7600.760 0.8200.820 0.869 0.9250.925 1.6101.610 0.7030.703 0.734 0.7670.767 0.805 0.6660.666 0.710 0.7110.711 0.7560.756 0.794 0.8350.835 0.7290.729 0.746 0.7720.772 0.8310.831 0.883 0.9410.941 1.6201.620 0.7150.715 0.746 0.7800.780 0.818 0.6770.677 0.722 0.7240.724 0.7670.767 0.806 0.8490.849 0.7400.740 0.757 0.7840.784 0.8430.843 0.895 0.9560.956 1.6301.630 0.7270.727 0.758 0.7930.793 0.832 0.6870.687 0.735 0.7360.736 0.7780.778 0.819 0.8640.864 0.7510.751 0.769 0.7960.796 0.8550.855 0.909 0.9720.972 1.6401.640 0.7390.739 0.771 0.8070.807 0.847 0.6980.698 0.748 0.7500.750 0.7900.790 0.832 0.8790.879 0.7620.762 0.781 0.8090.809 0.8670.867 0.923 0.9880.988 1.6501.650 0.7520.752 0.784 0.8220.822 0.863 0.7090.709 0.762 0.7640.764 0.8020.802 0.845 0.8940.894 0.7740.774 0.794 0.8220.822 0.8800.880 0.936 1.0051.005 1.6601.660 0.7650.765 0.798 0.8370.837 0.878 0.7210.721 0.776 0.7780.778 0.8140.814 0.861 0.9100.910 0.7860.786 0.807 0.8360.836 0.8930.893 0.951 1.0231.023 1.6701.670 0.7800.780 0.812 0.8520.852 0.897 0.7330.733 0.790 0.7930.793 0.8270.827 0.874 0.9260.926 0.7990.799 0.821 0.8500.850 0.9070.907 0.966 1.0421.042 1.6801.680 0.7950.795 0.828 0.8700.870 0.915 0.7450.745 0.806 0.8090.809 0.8410.841 0.890 0.9450.945 0.8120.812 0.834 0.8650.865 0.9210.921 0.981 1.0611.061 1.6901.690 0.8060.806 0.845 0.8870.887 0.935 0.7580.758 0.822 0.8250.825 0.8550.855 0.905 0.9580.958 0.8260.826 0.848 0.8800.880 0.9360.936 0.998 1.0811.081 1.7001.700 0.8280.828 0.862 0.9060.906 0.955 0.7710.771 0.838 0.8430.843 0.8690.869 0.922 0.9820.982 0.8400.840 0.863 0.8960.896 0.9510.951 1.015 1.1021.102 1.7101.710 0.8470.847 0.881 0.9250.925 0.976 0.7850.785 0.855 0.8610.861 0.8860.886 0.939 1.0011.001 0.8550.855 0.880 0.9120.912 0.9680.968 1.033 1.1251.125 1.7201.720 0.8680.868 0.901 0.9450.945 1.000 0.8000.800 0.874 0.8800.880 0.9030.903 0.959 1.0281.028 0.8700.870 0.895 0.9300.930 0.9850.985 1.051 1.1481.148 1.7301.730 0.8900.890 0.923 0.9670.967 1.025 0.8150.815 0.894 0.9010.901 0.9210.921 0.979 1.0491.049 0.8870.887 0.912 0.9490.949 1.0031.003 1.072 1.1741.174 1.7401.740 0.9140.914 0.946 0.9920.992 1.052 0.8310.831 0.914 0.9230.923 0.9410.941 1.001 1.0711.071 0.9040.904 0.930 0.9680.968 1.0231.023 1.091 1.2021.202 1.7501.750 0.9420.942 0.972 1.0171.017 1.079 0.8480.848 0.936 0.9450.945 0.9630.963 1.023 1.0981.098 0.9220.922 0.950 0.9880.988 1.0441.044 1.114 1.2311.231 1.7601.760 0.9720.972 0.999 1.0441.044 1.109 0.8660.866 0.959 0.9680.968 0.9870.987 1.048 1.1261.126 0.9420.942 0.971 1.0091.009 1.0661.066 1.139 1.2611.261 1.7701.770 1.0061.006 1.030 1.0761.076 1.143 0.8850.885 0.983 0.9940.994 1.0121.012 1.076 1.1581.158 0.9630.963 0.992 1.0311.031 1.0911.091 1.166 1.2911.291 1.7801.780 1.0441.044 1.065 1.1071.107 1.180 0.9050.905 1.010 1.0221.022 1.0401.040 1.104 1.1941.194 0.9850.985 1.015 1.0651.065 1.1171.117 1.195 1.3281.328 1.7901.790 1.0871.087 1.099 1.1421.142 1.214 0.9270.927 1.037 1.0511.051 1.0731.073 1.136 1.2301.230 1.0081.008 1.050 1.0861.086 1.1451.145 1.224 1.3641.364 1.8001.800 1.1371.137 1.138 1.1791.179 1.253 0.9490.949 1.067 1.0831.083 1.1101.110 1.172 1.2691.269 1.0331.033 1.074 1.1111.111 1.1791.179 1.259 1.4071.407 1.8201.820 1.2401.240 1.228 1.2601.260 1.339 1.0011.001 1.134 1.1521.152 1.1921.192 1.254 1.3571.357 1.0991.099 1.134 1.1711.171 1.2561.256 1.340 1.4971.497 1.8501.850 1.4221.422 1.388 1.4011.401 1.482 1.0981.098 1.246 1.2781.278 1.3441.344 1.396 1.5101.510 1.2011.201 1.246 1.2751.275 1.3941.394 1.483 1.6521.652 1.8701.870 1.5531.553 1.508 1.5071.507 1.582 1.1841.184 1.338 1.3761.376 1.4581.458 1.501 1.6241.624 1.2931.293 1.339 1.3561.356 1.4941.494 1.591 1.7611.761 1.9001.900 1.7551.755 1.693 1.6781.678 1.733 1.3521.352 1.495 1.5401.540 1.6421.642 1.671 1.7871.787 1.4461.446 1.504 1.5031.503 1.6761.676 1.763 1.9351.935 1.9201.920 1.8741.874 - 1.7921.792 1.823 1.4411.441 1.559 1.5941.594 1.7611.761 1.784 1.8751.875 1.5571.557 1.627 1.6121.612 1.7931.793 1.886 2.0262.026