经皮腔内血管成形术即PTA是指经皮穿刺置人导丝、球囊导管、支架等器械,对狭窄或闭塞的血管进行扩张和再通的技术。可用于全身动脉、静脉、人造或移植血管,是临床治疗血管狭窄闭塞性疾病的首选方法。一、球囊血管成形术
1.适应证不同原因所致的血管狭窄或闭塞,或为支架置人术的前期准备。
2.相对禁忌证对肢体而言,闭塞段血管长度超过10cm,或为钙化性狭窄,或伴外周小血管病变;对冠状动脉而言,多支病变,或血管腔内有新鲜血栓(3个月以内),或溃疡性血管狭窄等。
3.操作技术导丝通过狭窄段为其关键。对完全性闭塞者,需先打通血管。所选球囊直径与狭窄段两端正常管径相当或稍大1mm~2mm,球囊长度应超过狭窄长度1cm~2cm。术前一天用阿司匹林等抗血小板聚集药物、术中经导管注人5 000 U肝素、术后持续用3~6个月的阿司匹林等。
4.基本原理血管内、中层有限度地损伤和撕裂,管壁张力下降,管腔扩大。
5.疗效取决于病变部位、性质、程度、患者年龄、基础疾病、术者的经验等。总的疗效与外科手术相当,但PTA创伤小,并发症少,操作简单,可重复治疗,对外科手术后再狭窄者同样有效。
6. 并发症发生率为0.76%~3.3%,一般为穿刺部位血肿、血管壁夹层或穿孔、异位栓塞等。
二、血管内支架
1.适应证颈动脉主干及其分支、冠状动脉、腹主动脉及其分支、四肢动脉、腔静脉等血管狭窄、闭塞、动静脉瘤;偏心注狭窄不适于做球囊扩张成形者;经球囊扩张成形后再狭窄、闭塞者。
2.相对禁忌证广泛性血管狭窄;大动脉炎活动期;凝血机制异常。
3.操作技术选择合适的支架,根据支架的属性即自扩式、球囊扩张式、热记忆式,放置支架。术前、术中、术后采取抗凝措施。
4.基本原理利用支架的支撑力将狭窄的血管撑开。覆药膜支架可防止血栓形成或血管内皮过度增生。
5.疗效支架用途十分广泛,可治疗血管性和非血管性腔道的狭窄性病变。可提高血管开放率。如冠状动脉内支架成形术后,狭窄率从成形前的73%士15%下降到16%士12%,症状减轻或消失者达92%。
6. 并发症包括动脉痉挛;血栓形成;出血;血管损伤。
7. 支架类型:支架是由人体可植人材料,用金属丝编织或激光融刻成网状圆筒形结构。按释放机制不同分三类:①自扩式支架,支架本身具有弹性,释放后在管腔内自行扩张。为充分发挥其支撑作用和防止移位,支架直径应稍大于靶部位正常血管直径。②球囊扩张式支架,支架本身不具有弹性,但具有可塑性,使用时套在球囊导管上,置入狭窄部位后,扩张球囊使支架被动扩张至一定直径,支撑病变部位。支架直径由球囊直径决定,可根据临床要求来调整支架直径。③热记忆式支架,由镍钛合金制成,具有形状记忆功能,在相变温度下(25”C~35C)可自行张开到原来形状,支撑血管。操作简便,支撑力强。
经颈静脉肝内门体静脉支架分流术即TIPSS,是一种非手术方法治疗肝硬化门脉高压所致食管胃底静脉曲张出血、顽固性腹水的新技术。它经颈静脉途径在肝静脉与肝内门静脉之间建立通道,并置人支架。手术成功率在95%以上,近期疗效肯定,急诊出血控制率在88%~100%;分流道再狭窄、闭塞,以及肝性脑病等影响其中远期疗效。与外科分流手术相比,其创伤较小,并发症少,患者易于接受。
SLA工艺也称光造型或立体光刻,是基于液态光敏树脂的光聚合原理工作的。这种液态材料在一定波长和强度的紫外光照射下能迅速发生光聚合反应,分子量急剧增大,材料也就从液态转变成固态。液槽中盛满液态光固化树脂,激光束在偏转镜作用下,能在液态表面上扫描,扫描的轨迹及光线的有无均有计算机控制,光点打到的地方,液体就固化。成型开始时,工作平台在液面下一个确定的深度,聚焦后的光斑在液面上按计算机的指令逐点扫描,即逐点固化。当一层扫描完成后,未被照射的地方仍是液态树脂。然后升降台带动平台下降一层高度,已成型的层面上又布满一层树脂,刮板将粘度较大的树脂液面刮平,然后再进行下一层的扫描,新固化的一层牢固地粘在前一层上,如此重复直到整个零件制造完毕,得到一个三维实体模型。SLA方法是目前快速成型技术领域中研究得最多的方法,也是技术上最为成熟的方法。SLA工艺成型的零件精度较高,加工精度一般可达到0.1mm,原材料利用率近100%。 成型技术特点 快速成型技术具有一下几个重要特征:1)可以制造任意复杂的三维几何实体。由于采用离散/堆积成型的原理,它将一个十分复杂的三维制造过程简化为二维过程的叠加,可实现对任意复杂形状零件的加工。越是复杂的零件越能显示出RP技术的优越性。此外,RP技术特别适合复杂型腔、复杂型面等传统方法难以制造甚至无法制造的零件。2)快速性。通过对一个CAD模型的修改或重组就可获得一个新零件的设计和加工信息。从几个小时到几十个小时就可制造出零件,具有快速制造的突出特点。3)高度柔性。无需任何专用夹具或工具即可完成复杂的制造过程,快速制造工模型、原型或零件。4)快速成型技术实现了机械工程学科多年来追求的两大先进目标,即材料的提取(气、液、固相)过程与制造过程一体化和设计(CAD)与制造(CAM)一体化。5)与反求工程(Reverse Engineering)、CAD技术、网络技术、虚拟现实等相结合,成为产品快速开发的有力工具。 流程示意 快速成型的工艺过程具体如下: 1)产品的三维模型的构建。由于RP系统是由三维CAD模型直接驱动,因此首先要构建所加工工件的三维CAD模型。该三维CAD模型可以利用计算机辅助设计软件(如Pro/E,I-DEAS, Solid Works,UG等)直接构建,也可以将已有产品的二维图样进行转换而形成三维模型,或对产品实体进行激光扫描、CT断层扫描,得到点云数据,然后利用反求工程的方法来构造三维模型。 2)SLA激光快速成型 SLA工艺也称光造型或立体光刻,是基于液态光敏树脂的光聚合原理工作的。这种液态材料在一定波长和强度的紫外光照射下能迅速发生光聚合反应,分子量急剧增大,材料也就从液态转变成固态。液槽中盛满液态光固化树脂,激光束在偏转镜作用下,能在液态表面上扫描,扫描的轨迹及光线的有无均有计算机控制,光点打到的地方,液体就固化。成型开始时,工作平台在液面下一个确定的深度,聚焦后的光斑在液面上按计算机的指令逐点扫描,即逐点固化。当一层扫描完成后,未被照射的地方仍是液态树脂。然后升降台带动平台下降一层高度,已成型的层面上又布满一层树脂,刮板将粘度较大的树脂液面刮平,然后再进行下一层的扫描,新固化的一层牢固地粘在前一层上,如此重复直到整个零件制造完毕,得到一个三维实体模型。 3)成型零件的后处理。 从成型系统里取出成型件,进行打磨、抛光、涂挂,或放在高温炉中进行后烧结,进一部提高其强度。 材料性能
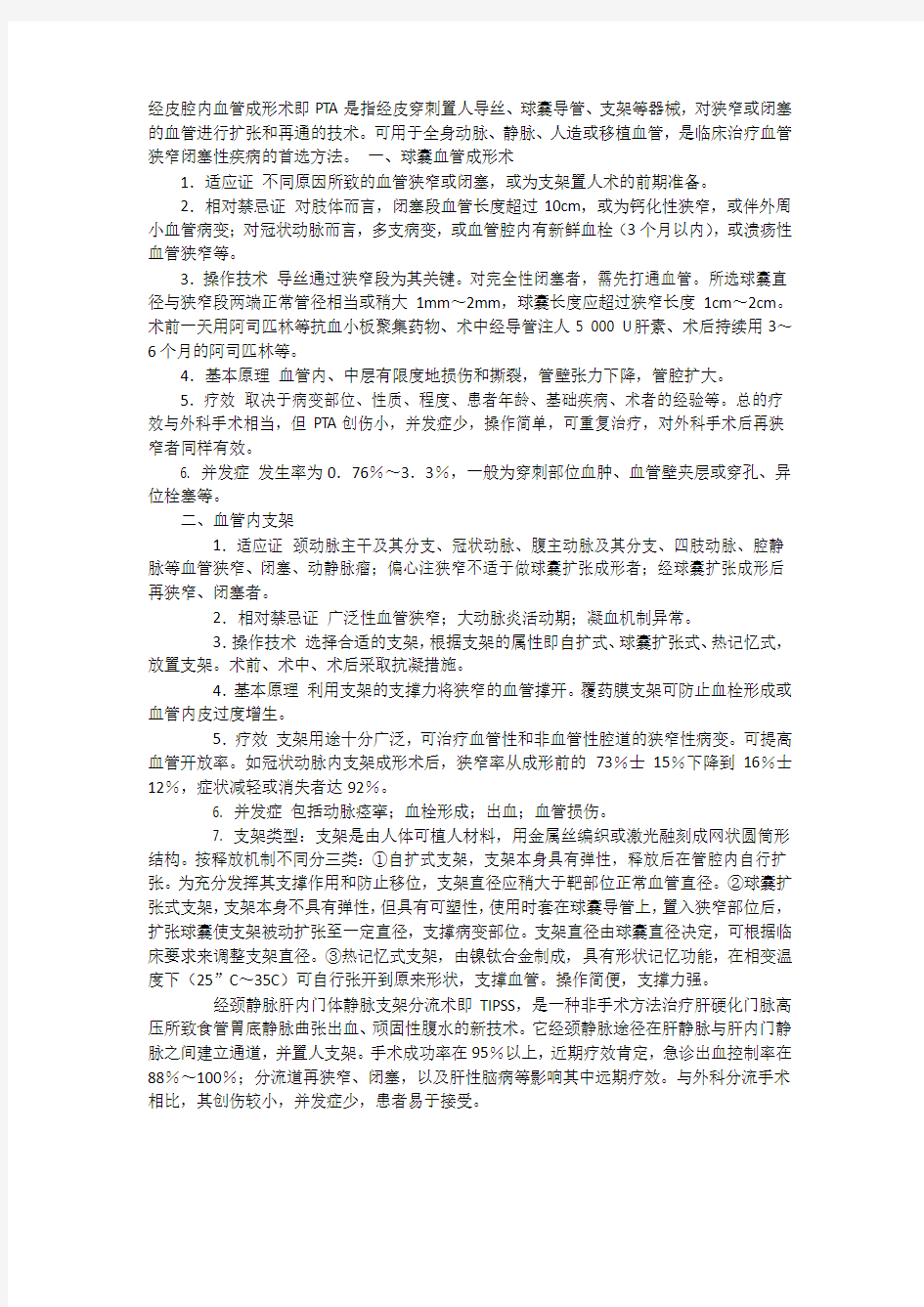
球囊扩张导管 1.分类相关 球囊扩张导管一般是由主要由球囊和导管两部分组成(见图1所示,1为球囊;2为导管),导管末端附近装有一只球囊。 球囊是球囊扩张导管的心脏,其分类大体决定了球囊导管的分类。 球囊的分类有多种。 按照球囊的使用特点主要分为同轴整体交换型 (Over the Wire, OTW),快速交换型(Rapid exchange system),及固定导丝球囊(balloon on wire临床上基本不再使用此类球囊)三种,还包括特殊设计的球囊如灌注球囊、切割球囊、双导丝聚力球囊、载药球囊,冷冻球囊等。 按照球囊直在径大小,可大致分为小球囊(2~5mm),普通球囊(5~12mm)和大球囊(≥12mm)。小球囊一般用于冠状动脉、胭动脉以下胫腓动脉和直径偏细的肾、椎动脉等;普通球囊一般用于颈动脉、肾动脉、髂股腘动脉等,而大球囊一般用于肾下腹主动脉、髂动脉和腔静脉等。 另外根据球囊的耐压和形状保持能力分为高压球囊和低压球囊。 根据球囊的顺应性分为非顺应性球囊,半顺应性球囊,顺应性球囊。球囊的顺应性(compliance)是指球囊充盈时每增加一个大气压(atm)球囊外形或体积相应发生的变化,是球囊拉伸能力的指标。 半顺应性球囊多采用尼龙材料制成,多用于预扩张处理及支架输送,临床常见如Sprinter系列球囊、Ryujin球囊等;非顺应性球囊主要用于支架植入后扩张处理及钙化病变处理等,临床常见如NC Sprinter球囊、Voyager NC球囊、Kongou球囊等。 球囊导管的应用颇为广泛,总结如下: ●血管成形术(Rx/OTW) ●心血管(PTCA/PCI) ●支架输送 ●管腔扩张(Dilatation) ●耳、鼻、喉 ●气管和食管扩张和治疗 ●高压扩张 ●神经血管 ●闭塞
RP快速成型技术的原理介绍 快速自动成型RP(Rapid Prototyping)技术是近年来发展起来的直接根据CAD模型快速生产样件或零件的成组技术总称,它集成了CAD技术、数控技术。激光技术和材料技术等现代科技成果:是先进制造技术的重要组成部分。与传统制造方法不同,快速成型从零件的CAD几何模型出发,通过软件分层离散和数控成型系统,用激光束或其他方法将材料堆积而形成实体零件。由于它把复杂的三维制造转化为一系列二维制造的叠加,因而可以在不用模具和工具的条件下生成几乎任意复杂的零部件,极大地提高了生产效率和制造柔性。 快速自动成型技术问世不到十年,已实现了相当大的市场,发展非常迅速。人们对材料逐层添加法这种新的制造方法已逐步适应。制造行业的工作人员都想方设法利用这种现代化手段,与传统制造技术的接轨工作也进展顺利。人们用其长避共短,效益非凡。与数控加工、铸造、金属冷喷涂、硅胶模等制造手段一起,快速自动成型已成为现代模型、模具和零件制造的强有力手段,在航空航天、汽车摩托车、家电等领域得到了广泛应用。 快速成型的过程是首先生成一个产品的三维CAD实体模型或曲面模型文件,将其转换成STL文件格式,再用一软件从STL文件"切"(Slice)出设定厚度的一系列的片层,或者直接从CAD文件切出一系列的片层,这些片层按次序累积起来仍是所设计零件的形状。然后,将上述每一片层的资料传
到快速自动成型机中去,类似于计算机向打印机传递打印信息,用材料添加法依次将每一层做出来并同时连结各层,直到完成整个零件。因此,快速自动成型可定义为一种将计算机中储存的任意三维型体信息通过材料逐层添加法直接制造出来,而不需要特殊的模具、工具或人工干涉的新型制造技术。 快速成型技术与传统方法相比具有独特的优越性和特点: (1)产品制造过程几乎与零件的复杂性无关,可实现自由制造(Free FormFabrication),这是传统方法无法比拟的。 (2)产品的单价几乎与批量无关,特别适合于新产品的开发和单件小批量零件的生产。 (3)由于采用非接触加工的方式,没有工具更换和磨损之类的问题,可做到无人值守,无需机加工方面的专门知识就可操作。 (4)无切割、噪音和振动等,有利于环保。 (5)整个生产过程数字化,与CAD模型具有直接的关联,零件可大可小,所见即所得,可随时修改,随时制造。 (6)与传统方法结合,可实现快速铸造,快速模具制造,小批量零件生产等功能,为传统制造方法注入新的活力。 光固化立体造型(SL—Stereolithography) 该技术以光敏树脂为原料,将计算机控制下的紫外激光按预定零件各分层截面的轮廓为轨迹对液态树脂逐点扫描,使被扫描区的树脂薄层产生光聚合反应,从而形成零件的一个薄层截面。当一层固化完毕,移动工作台,在
激光快速成型技术研究现状与发展 摘要:快速成型技术是近年来制造技术领域的一次重大突破和革命性的发展,激光快速成型技术是其重要组成部分。本文介绍了激光快速成型技术的基本原理和特点,分析了有关工艺方法,讨论了LRP 技术的研究现状和应用,并展望其未来发展趋势。 关键词:激光快速成型;研究现状;发展趋势 1 激光快速成型技术原理和特点 80 年代后期发展起来的快速成型技术(RapidPrototyping ,RP) 是基于分层技术、堆积成型, 直接根据CAD 模型快速生产样件或零件的先进制造成组技术总称。RP 技术不同于传统的去除成型、拼合成型及受迫成型等加工方法,它是利用材料累加法直接制造塑料、陶瓷、金属及各种复合材料零件[1 ] 。以激光作为加工能源的激光快速成型是快速成型技术的重要组成部分,它集成了CAD 技术、数控技术、激光技术和材料科学等现代科技成果。激光快速成型(Laser Rapid Prototyping ,LRP) 原理是用CAD 生成的三维实体模型,通过分层软件分层,每个薄层断面的二维数据用于驱动控制激光光束,扫射液体,粉末或薄片材料,加工出要求形状的薄层,逐层累积形成实体模型。快速制造出的模型或样件可直接用于新产品设计验证、功能验证、工程分析、市场订货及企业决策等,缩短新产品开发周期,降低研发成本,提高企业竞争力。以此为基础进一步发展的快速模具工装制造(Quick Tooling) 技术,快速精铸技术(Quick Casting) ,快速金属粉末结技术(Quick Powder Sintering) 等,可实现零件的快速成品。 激光快速成型技术主要特点: (1) 制造速度快、成本低, 节省时间和节约成本,为传统制造方法注入新的活力,而且可实现自由制造(Free Form Fabrication) ,产品制造过程以及产品造价几乎与产品的批量和复杂性无关。[2 ] (2) 采用非接触加工的方式,没有传统加工的残余应力问题,没有工具更换和磨损之类的问题,无切割、噪音和振动等,有利于环保。 (3) 可实现快速铸造、快速模具制造,特别适合于新品开发和单件零件生产。 2 LRP 工艺方法 LRP 技术包括很多种工艺方法,其中相对成熟的有立体光固化(SLA) 、选择性激光烧结(SLS) 、分层实体制造(LOM) 、激光熔覆成形(LCF) 、激光近形制造(LENS) 。 (1) 光固化立体造型(SL —Stereolithography ,orSLA) 将计算机控制下的紫外激光按预定零件各分层截面的轮廓为轨迹对液态光敏树脂逐点扫描,被扫描的树脂薄层产生光聚合反应固化形成零件的一个截面, 再敷上一层新的液态树脂进行扫描加工,如此重复直到整个原型制造完毕。这种方法的特点是精度高、表面质量好,能制造形状复杂、特别精细的零件,不足是设备和材料昂贵,制造过程中需要设计支撑。 (2) 分层实体制造(LOM—Laminated ObjectManufacturing) LOM工艺是根据零件分层得到的轮廓信息用激光切割薄材,将所获得的层片通过热压装置和下面已切割层粘合,然后新的一层纸再叠加在上面,依次粘结成三维实体。LOM主要特点是设备和材料价格较低,制件强度较好、精度较高。Helisys 公司研制出多种LOM工艺用的成型材料,可制造用金属薄板制作的成型件,该公司还开发基于陶瓷复合材料的LOM工艺。 (3) 选择性激光烧结(SLS —Se1ected LaserSintering) SLS 的原理是根据CAD 生成的三维实体模型,通过分层软件分层获得二维数据驱动控制激光束,有选择性地对铺好的各种粉末材料进行烧结,加工出要求形状的薄层,逐层累积形成实体模型,最后去掉未烧结的松散的粉未,获得原型制件。SLS的特点是可以采用多种材料适应不同的应用要求,而具有更广阔的发展前景。但能量消耗非常高,成型精度有待进一步提高。DTM
球囊导管和球囊扩张导管(2012-11-5 修改) 球囊导管分为球囊扩张导管、球囊阻塞导管以及球囊整覆导管 一、球囊扩张导管 球囊扩张导管:是一种头端带有可膨胀球囊的软性导管,用于在影像引导下扩张人体内狭窄的空腔脏器,如血管,消化道,泌尿道等。在不膨胀的情况下,球囊导管进入靶病变部位,治疗成功后可以回缩球囊以便撤出球囊导管到体外。血管扩张球囊的几个基本特性如下:球囊顺应性和扩张力 从最严格的角度来说,顺应性是指在每改变一个单位压强时体积的变化值。对绝大多数PTA 球囊导管来说,增加压强长度并不发生变化。因此,体积的变化主要体现在球囊直径的变化上。 德国医生Gruentzig 最开始使用的球囊和所有早期的PTA球囊都是PVC材质的,而PVC相对于今天的标准来说是比较有顺应性的球囊材料。这些球囊在施压时容易变形,并且在达到可拉伸强度极限(破裂)前直径明显增加。PTA时的结果往往是球囊直径明显大于制造商所标称的数值。Abele 非常好的描述了随着在严重狭窄部位施力的增加,顺应性球囊是如何导致(1)难以预料的球囊直径;(2)非病变毗邻部位(例如,接触正常血管壁的部分)的球囊材料过度伸展;(3)附近正常血管段的过度伸展和可能的破裂;(4)很差的病变触感;以及(5)病变部位减弱的扩张力。PVC球囊在破裂前容易扩张,不单是由于压强增加,还可以是因为反复的扩张。这种球囊的过度扩张导致临床血管成形术中发生血管破裂。 自从引入PTA球囊后,多聚物科学和技术的发展导致薄壁、顺应性较小材料的球囊产生,这些材料包括聚乙烯(PE)、聚对苯二甲酸乙二醇酯(PET)、尼龙和聚氨酯。这些材料顺应性 持完整。各种不同球囊材料的不同,顺应性也不同。除了这些特殊的球囊材料,与顺应性和破裂有关的因素还包括温度、扩张次数和球囊直径。 圆周应力 球囊扩张时施加于球囊圆周表面的非放射状力称为圆周应力。因为压强等于单位面积上的压力,在压强一定时,表面大的球囊比表面小的球囊受到更大的圆周应力。圆周应力T等于压强P和球囊直径D的乘机:T=P×D对给定的球囊材料和膨胀压来说,球囊直径越大,其表面受到的圆周应力越大。因此,相同的材质,大球囊会在较小的压强下破裂。换一种说法,选择相同材料制造的不同大小球囊,每个球囊在受到相同的圆周应力时破裂。但是,由于上面提到的关系,对一个给定的圆周应力来说,压强和球囊直径成反比。因此,对大球囊来说,要达到破裂的圆周应力所需要的压强相对较小。结果,最大的球囊有最小的破裂压强值。现有能承受20个大气压的“高压球囊”(但是厂家说明最大膨胀压是10-16个大气压)用于临床经皮血管成形术(PTA)。 血管成形术时血管破裂最重要的原因是血管过度扩张。防止这种过度扩张的发生,并保证能对病变部位施加最大扩张力最简单的方法是选择适当直径的无顺应性球囊。使用无顺应性的球囊行PTA,扩张力随着膨胀压线性增加。 最后,除了理想的无顺应性PTA球囊,还可以选择顺应性有限的导管。某些尼龙球囊制造商使用这种方法,他们生产的PTA球囊必须同时配合一个压力检测装置同时使用。因为这种球囊的顺应性曲线是精确的和可重复的,选择一个球囊扩张压值,就可预测球囊直径是多少。利用这种系统,可以通过选择想要的球囊直径相对应的正确压力值,来扩张8.0mm直径的球囊到7.5或者8.5mm(或者需要的这两个极限值间的任意直径)。
激光振镜工作原理 激光打标设备的核心是激光打标控制系统和激光打标头,因此,激光打标的发展历程就是打标控制系统和激光打标头的发展过程。从1995年起,在激光打标领域就经历了大 幅面时代、转镜时代和振镜时代,控制方式也完成了从软件直接控制到上下位机控制到实时处理、分时复用的一系列演变,如今,半导体激光器、光纤激光器、乃至紫外激光的出现和发展又对光学过程控制提出了新的挑战,振镜式激光打标头(振镜式扫描系统)是最新产品。1998年,振镜式扫描系统在中国的大规模应用开始到来。所谓振镜,又可以称之为电流表计,它的设计思路完全沿袭电流表的设计方法,镜片取代了表针,而探头的信号由计算机控制的-5V—5V或-10V-+10V的直流信号取代,以完成预定的动作。同转镜式扫描 系统相同,这种典型的控制系统采用了一对折返镜,不同的是,驱动这套镜片的步进电机被伺服电机所取代,在这套控制系统中,位置传感器的使用和负反馈回路的设计思路进一步保证了系统的精度,整个系统的扫描速度和重复定位精度达到一个新的水平。 振镜扫描式打标头主要由XY扫描镜、场镜、振镜及计算机控制的打标软件等构成。根据激光波长的不同选用相应的光学元器件。相关的选件还包括激光扩束镜、激光器等。其工作原理是将激光束入射到两反射镜(扫描镜)上,用计算机控制反射镜的反射角度,这两个反射镜可分别沿X、Y轴扫描,从而达到激光束的偏转,使具有一定功率密度的激 光聚焦点在打标材料上按所需的要求运动,从而在材料表面上留下永久的标记,聚焦的光斑可以是圆形或矩形,其原理如右图所示。在振镜扫描系统中,可以采用矢量图形及文字,这种方法采用了计算机中图形软件对图形的处理方式,具有作图效率高,图形精度好,无失真等特点,极大的提高了激光打标的质量和速度。同时振镜式打标也可采用点阵式打标方式,采用这种方式对于在线打标很适用,根据不同速度的生产线可以采用一个扫描振镜或两个扫描振镜,与前面所述的阵列式打标相比,可以标记更多的点阵信息,对于标记汉字字符具有更大的优势。
手板模型按加工方式,主要可分为CNC数控加工,另外就是激光快速成型加工,本文主要介绍关于快速成型技术的制作原理与要点。 快速成型技术的特点: 与传统材料加工技术相比,快速成型具有鲜明的特点: 1.数字化制造。 2.高度柔性和适应性。可以制造任意复杂形状的零件。 3.直接CAD模型驱动。如同使用打印机一样方便快捷。 4.快速。从CAD设计到原型(或零件)加工完毕,只需几十分钟至几十小时。 5.材料类型丰富多样,包括树脂、纸、工程蜡、工程塑料(ABS等)、陶瓷粉、金属粉、砂等,可以在航空,机械,家电,建筑,医疗等各个领域应用。 快速成型的主要工艺: RP技术结合了众多当代高新技术:计算机辅助设计、数控技术、激光技术、材料技术等,并将随着技术的更新而不断发展。自1986年出现至今,短短十几年,世界上已有大约二十多种不同的成形方法和工艺,而且新方法和工艺不断地出现。目前已出现的RP技术的主要工艺有: 1.PCM工艺:无木模铸造。 2.SL工艺:光固化/立体光刻 。 3.FDM工艺:熔融沉积成形。 4.SLS工艺:选择性激光烧结。 5.LOM工艺:分层实体制造。 6.3DP工艺:三维印刷。 模型放置与添加零件支撑: 为了防止成型过程中零件的翘曲变形,需要给零件添加支撑。AFS(快速成型系统)提供了两种支撑方法,一种是网格支撑,一种是基于切片和零件形状的支撑。因为支撑只是在零件烧结成型的过程中防止零件翘曲变形,零件成型以后,支撑是需要去除的,因此支撑再烧结温度要小于零件的烧结温度。也就是激光束在扫描经过支撑的时候,激光器的功率要降低,扫描密度要降低,扫描线宽要增大。这样,支撑的烧结强度就低,成型以后很容易去除。如图2所示,成型零件是一个吸尘器的封盖,当封盖模型经过缩放处理后就可以添加支撑了,涂颜色的部分即是添加的支撑。添加支撑的原则是对那些悬掉点、下棱线、倾斜角度过大的表面三种结构需要加支撑。因此在放置模型时就应该考虑到支撑的放置问题。一般对表面质量要求较高的面最好放置为顶面,特别是对于细小凸起,更要放置在顶面;同时,如果凸起的尺寸太小,需要对凸起高度进行一定比例的放大。对于细长的悬臂类结构件最好横放,竖放难以保证悬臂的直线度。为了提高扫描的效率,一般应考虑将尺寸较大的边横放,减少扫描的层数,缩短加工时间。 激光快速成型的特点与工艺广州盛域 https://www.doczj.com/doc/9c6559217.html, 2012年5月 快 速 成 型 与 自 动 化 技 术 Rapid prototyping & automation technology 快速成型技术是利用三维CAD的数据,通过快速成型机,将一层层的材料堆积成实体原型。RP技术是在现代CAD/CAM技术、激光技术、计算机数控技术、精密伺服驱动技术以及新材料技术的基础上集成发展起来的。不同种类的快速成型系统因所用成形材料不同,成形原理和系统特点也各有不同。以常用的激光快速成型来进行简单总结其工艺过程中的一些要点。第 1 页
RP技术简介 快速原型制造技术,又叫快速成形技术,(简称RP技术); 英文:RAPID PROTOTYPING(简称RP技术),或 RAPID PROTOTYPING MANUFACTUREING,简称RPM。 快速成型(RP)技术是九十年代发展起来的一项先进制造技术,是为制造业企业新产品开发服务的一项关键共性技术, 对促进企业产品创新、缩短新产品开发周期、提高产品竞争力有积极的推动作用。自该技术问世以来,已经在发达国家的制造业中得到了广泛应用,并由此产生一个新兴的技术领域。 RP技术是在现代CAD/CAM技术、激光技术、计算机数控技术、精密伺服驱动技术以及新材料技术的基础上集成发展起来的。不同种类的快速成型系统因所用成形材料不同,成形原理和系统特点也各有不同。但是,其基本原理都是一样的,那就是"分层制造,逐层叠加",类似于数学上的积分过程。形象地讲,快速成形系统就像是一台"立体打印机"。 RP技术是在现代CAD/CAM技术、激光技术、计算机数控技术、精密伺服驱动技术以及新材料技术的基础上集成发展起来的。RP技术的基本原理是:将计算机内的三维数据模型进行分层切片得到各层截面的轮廓数据,计算机据此信息控制激光器(或喷嘴)有选择性地烧结一层接一层的粉末材料(或固化一层又一层的液态光敏树脂,或切割一层又一层的片状材料,或喷射一层又一层的热熔材料或粘合剂)形成一系列具有一个微小厚度的的片状实体,再采用熔结、聚合、粘结等手段使其逐层堆积成一体,便可以制造出所设计的新产品样件、模型或模具。 快速成型机的工艺 立体光刻成型sla 层合实体制造lom 熔融沉积快速成型fdm 激光选区烧结法SLS 多相喷射固化mjs 多孔喷射成型mjm 直接壳法产品铸造dspc 激光工程净成型lens 选域黏着及热压成型SAHP 层铣工艺lmp 分层实体制造som 自美国3D公司1988年推出第一台商品SLA快速成形机以来,已经有十几种不同的成形系统,其中比较成熟的有SLA、SLS、LOM和FDM等方法。其成形原理分别介绍如下: (1)SLA(光固化成型法)快速成形系统的成形原理: 成形材料:液态光敏树脂; 制件性能:相当于工程塑料或蜡模;
F o r p e r s o n a l u s e o n l y i n st u d y a n d r e s e a r c h;n o t fo r c o m m e r c i a l u s e 球囊导管和球囊扩张导管(2012-11-5修改) 球囊导管分为球囊扩张导管、球囊阻塞导管以及球囊整覆导管 一、球囊扩张导管 球囊扩张导管:是一种头端带有可膨胀球囊的软性导管,用于在影像引导下扩张人体内狭窄的空腔脏器,如血管,消化道,泌尿道等。在不膨胀的情况下,球囊导管进入靶病变部位,治疗成功后可以回缩球囊以便撤出球囊导管到体外。血管扩张球囊的几个基本特性如下:球囊顺应性和扩张力 从最严格的角度来说,顺应性是指在每改变一个单位压强时体积的变化值。对绝大多数PTA 球囊导管来说,增加压强长度并不发生变化。因此,体积的变化主要体现在球囊直径的变化上。 德国医生Gruentzig 最开始使用的球囊和所有早期的PTA球囊都是PVC材质的,而PVC相对于今天的标准来说是比较有顺应性的球囊材料。这些球囊在施压时容易变形,并且在达到可拉伸强度极限(破裂)前直径明显增加。PTA时的结果往往是球囊直径明显大于制造商所标称的数值。Abele 非常好的描述了随着在严重狭窄部位施力的增加,顺应性球囊是如何导致(1)难以预料的球囊直径;(2)非病变毗邻部位(例如,接触正常血管壁的部分)的球囊材料过度伸展;(3)附近正常血管段的过度伸展和可能的破裂;(4)很差的病变触感;以及(5)病变部位减弱的扩张力。PVC球囊在破裂前容易扩张,不单是由于压强增加,还可以是因为反复的扩张。这种球囊的过度扩张导致临床血管成形术中发生血管破裂。 自从引入PTA球囊后,多聚物科学和技术的发展导致薄壁、顺应性较小材料的球囊产生,这些材料包括聚乙烯(PE)、聚对苯二甲酸乙二醇酯(PET)、尼龙和聚氨酯。这些材料顺应性 持完整。各种不同球囊材料的不同,顺应性也不同。除了这些特殊的球囊材料,与顺应性和破裂有关的因素还包括温度、扩张次数和球囊直径。 圆周应力 球囊扩张时施加于球囊圆周表面的非放射状力称为圆周应力。因为压强等于单位面积上的压力,在压强一定时,表面大的球囊比表面小的球囊受到更大的圆周应力。圆周应力T等于压强P和球囊直径D的乘机:T=P×D对给定的球囊材料和膨胀压来说,球囊直径越大,其表面受到的圆周应力越大。因此,相同的材质,大球囊会在较小的压强下破裂。换一种说法,选择相同材料制造的不同大小球囊,每个球囊在受到相同的圆周应力时破裂。但是,由于上面提到的关系,对一个给定的圆周应力来说,压强和球囊直径成反比。因此,对大球囊来说,要达到破裂的圆周应力所需要的压强相对较小。结果,最大的球囊有最小的破裂压强值。现有能承受20个大气压的“高压球囊”(但是厂家说明最大膨胀压是10-16个大气压)用于临床经皮血管成形术(PTA)。 血管成形术时血管破裂最重要的原因是血管过度扩张。防止这种过度扩张的发生,并保证能对病变部位施加最大扩张力最简单的方法是选择适当直径的无顺应性球囊。使用无顺应性的球囊行PTA,扩张力随着膨胀压线性增加。 最后,除了理想的无顺应性PTA球囊,还可以选择顺应性有限的导管。某些尼龙球囊制造商使用这种方法,他们生产的PTA球囊必须同时配合一个压力检测装置同时使用。因为这种球
球囊导管分类 Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】
球囊扩张导管 1.分类相关 球囊扩张导管一般是由主要由球囊和导管两部分组成(见图1所 示,1为球囊;2为导管),导管末端附近装有一只球囊。 球囊是球囊扩张导管的心脏,其分类大体决定了球囊导管的分类。 球囊的分类有多种。 按照球囊的使用特点主要分为同轴整体交换型 (Over the Wire, OTW),快速交换型(Rapid exchange system),及固定导丝球囊 (balloon on wire临床上基本不再使用此类球囊)三种,还包括特殊设计的球囊如灌注球囊、切割球囊、双导丝聚力球囊、载药球囊,冷冻球 囊等。 按照球囊直在径大小,可大致分为小球囊(2~5mm),普通球囊(5~12mm)和大球囊(≥12mm)。小球囊一般用于冠状动脉、胭动脉以下胫腓动脉和 直径偏细的肾、椎动脉等;普通球囊一般用于颈动脉、肾动脉、髂股腘 动脉等,而大球囊一般用于肾下腹主动脉、髂动脉和腔静脉等。 另外根据球囊的耐压和形状保持能力分为高压球囊和低压球囊。
根据球囊的顺应性分为非顺应性球囊,半顺应性球囊,顺应性球囊。球囊的顺应性(compliance)是指球囊充盈时每增加一个大气压(atm)球囊外形或体积相应发生的变化,是球囊拉伸能力的指标。 半顺应性球囊多采用尼龙材料制成,多用于预扩张处理及支架输送,临床常见如Sprinter系列球囊、Ryujin球囊等;非顺应性球囊主要用于支架植入后扩张处理及钙化病变处理等,临床常见如NC Sprinter球囊、Voyager NC球囊、Kongou球囊等。 球囊导管的应用颇为广泛,总结如下: 血管成形术(Rx/OTW) 心血管(PTCA/PCI) 支架输送 管腔扩张(Dilatation) 耳、鼻、喉 气管和食管扩张和治疗 高压扩张 神经血管 闭塞 骨科/脊柱 成形术
快速成型技术的原理、工艺过程及技术特点: 1 快速成型介绍 RP技术简介 快速原型制造技术,又叫快速成形技术,(简称RP技术); 英文:RAPID PROTOTYPING(简称RP技术),或 RAPID PROTOTYPING MANUFACTUREING,简称RPM。 快速成型(RP)技术是九十年代发展起来的一项先进制造技术,是为制造业企业新产品开发服务的一项关键共性技术, 对促进企业产品创新、缩短新产品开发周期、提高产品竞争力有积极的推动作用。自该技术问世以来,已经在发达国家的制造业中得到了广泛应用,并由此产生一个新兴的技术领域。 RP技术是在现代CAD/CAM技术、激光技术、计算机数控技术、精密伺服驱动技术以及新材料技术的基础上集成发展起来的。不同种类的快速成型系统因所用成形材料不同,成形原理和系统特点也各有不同。但是,其基本原理都是一样的,那就是"分层制造,逐层叠加",类似于数学上的积分过程。形象地讲,快速成形系统就像是一台"立体打印机"。 RP技术的优越性显而易见:它可以在无需准备任何模具、刀具和工装卡具的情况下,直接接受产品设计(CAD)数据,快速制造出新产品的样件、模具或模型。因此,RP技术的推广应用可以大大缩短新产品开发周期、降低开发成本、提高开发质量。由传统的"去除法"到今天的"增长法",由有模制造到无模制造,这就是RP技术对制造
业产生的革命性意义。 2、它具体是如何成形出来的呢? 形象地比喻:快速成形系统相当于一台"立体打印机"。 快速成型属于离散/堆积成型。它从成型原理上提出一个全新的思维模式维模型,即将计算机上制作的零件三维模型,进行网格化处理并存储,对其进行分层处理,得到各层截面的二维轮廓信息,按照这些轮廓信息自动生成加工路径,由成型头在控制系统的控制下,选择性地固化或切割一层层的成型材料,形成各个截面轮廓薄片,并逐步顺序叠加成三维坯件.然后进行坯件的后处理,形成零件。 快速成型的工艺过程具体如下: l )产品三维模型的构建。由于 RP 系统是由三维 CAD 模型直接驱动,因此首先要构建所加工工件的三维CAD 模型。该三维CAD模型可以利用计算机辅助设计软件(如Pro/E , I-DEAS , Solid Works , UG 等)直接构建,也可以将已有产品的二维图样进行转换而形成三维模型,或对产品实体进行激光扫描、 CT 断层扫描,得到点云数据,然后利用反求工程的方法来构造三维模型。 2 )三维模型的近似处理。由于产品往往有一些不规则的自由曲面,加工前要对模型进行近似处理,以方便后续的数据处理工作。由于STL格式文件格式简单、实用,目前已经成为快速成型领域的准标准
题目:1、快速成型原理是什么?其技术有何特点? 2、按制造工艺原理分,快速成型工艺主要分成哪几类? 3、简述快速成型技术有哪些应用? 4、典型的快速成型工艺有哪几种?试分析成型工艺的特点。 5、反求工程的基本含义是什么?应用在那几个方面? 6、结合课程知识点,谈谈快速成型技术对新产品设计的作用。
1、快速成型原理是什么?其技术有何特点? 快速成型原理 RP系统可以根据零件的形状,每次制做一个具有一定微小厚度和特定形状的截面,然后再把它们逐层粘结起来,就得到了所需制造的立体的零件。当然,整个过程是在计算机的控制下,由快速成形系统自动完成的。不同公司制造的RP系统所用的成形材料不同,系统的工作原理也有所不同,但其基本原理都是一样的,那就是"分层制造、逐层叠加"。这种工艺可以形象地叫做"增长法"或"加法"。 每个截面数据相当于医学上的一张CT像片;整个制造过程可以比喻为一个"积分"的过程。 RP技术是在现代CAD/CAM技术、激光技术、计算机数控技术、精密伺服驱动技术以及新材料技术的基础上集成发展起来的。RP技术的基本原理是:将计算机内的三维数据模型进行分层切片得到各层截面的轮廓数据,计算机据此信息控制激光器(或喷嘴)有选择性地烧结一层接一层的粉末材料(或固化一层又一层的液态光敏树脂,或切割一层又一层的片状材料,或喷射一层又一层的热熔材料或粘合剂)形成一系列具有一个微小厚度的的片状实体,再采用熔结、聚合、粘结等手段使其逐层堆积成一体,便可以制造出所设计的新产品样件、模型或模具。自美国3D公司1988年推出第一台商品SLA快速成形机以来,已经有十几种不同的成形系统,其中比较成熟的有SLA、SLS、LOM和FDM等方法。其成形原理分别介绍如下: (1)SLA快速成形系统的成形原理: 成形材料:液态光敏树脂; 制件性能:相当于工程塑料或蜡模; 主要用途:高精度塑料件、铸造用蜡模、样件或模型。 (2)SLS快速成形系统的成形原理: 成形材料:工程塑料粉末; 制件性能:相当于工程塑料、蜡模、砂型; 主要用途:塑料件、铸造用蜡模、样件或模型。 (3)LOM快速成形系统的成形原理: 成形材料:涂敷有热敏胶的纤维纸; 制件性能:相当于高级木材; 主要用途:快速制造新产品样件、模型或铸造用木模。 (4)FDM快速成形系统的成形原理: 成形材料:固体丝状工程塑料; 制件性能:相当于工程塑料或蜡模; 主要用途:塑料件、铸造用蜡模、样件或模型。 快速原形技术的特点: (1)、自由成型制造:自由成型制造也是快速成型技术的另外一个用语。作为快速成型技术的特点之一的自由成型制造的含义有两个方面:一是指无需要使用工模具而制作原型或零件,由此可以大大缩短新产品的试制周期,并节省工
图片简介: 本技术介绍了一种肺动脉球囊扩张导管,在整体上为一个同轴双腔结构,包括手柄,导管加强件,海波管,外管,内管,尖端和球囊,外管上开设有一个切口,从尖端至切口为导丝腔,导丝腔为一个通腔,且导丝腔外表面涂覆亲水涂层;从手柄至所述球囊为加压腔,加压腔为一个封闭腔体;从尖端至所述海波管的近端的内壁涂覆有硅油涂层,球囊的两端分别为远端肩部和近端肩部,远端肩部连接有远端颈部,近端肩部连接有近端颈部,内管设置于所述球囊的轴线处,所述内管的一端穿过远端颈部与尖端相连,且其另一端穿过近端颈部与外管相连;所述外管的近端通过过渡点与所述海波管连接,所述海波管与所述导管加强件固定连接,所述导管加强件与手柄固定连接。 技术要求 1.一种肺动脉球囊扩张导管,在整体上为一个同轴双腔结构,包括手柄(1),导管加强件(2),海波管(3),外管(4),内管(5),尖端(6)和球囊(7),所述外管(4)上开设有一个切口(9),从所述尖端(6)至切口(9)为导丝腔,导丝腔为一个通腔,且导丝腔外表面涂覆亲水涂层;从所述手柄(1)至所述球囊(7)为加压腔,且加压腔为一个封闭腔体;从所述尖端(6)至所述海波管(3)的近端的内壁涂覆有硅油涂层,其中, 所述球囊(7)的两端分别为远端肩部(10)和近端肩部(11),远端肩部(10)连接有远端颈部(12),近端肩部 (11)连接有近端颈部(13),所述内管(5)设置于所述球囊(7)的轴线处,所述内管(5)的一端穿过远端颈部 (12)与尖端(6)相连,且其另一端穿过近端颈部(13)与外管(4)相连;所述外管(4)的近端通过过渡点(14)与所述海波管(3)连接,所述海波管(3)与所述导管加强件(2)固定连接,所述导管加强件(2)与手柄(1)固定连接。 2.根据权利要求1所述的一种肺动脉球囊扩张导管,其特征在于,所述尖端(6)的材质为聚醚嵌段酰胺,所述尖端(6)在切除多余部分后,通过热塑的方式形成锥形或锥形趋势;所述导管加强件(2)的材质为聚醚嵌段酰胺,所述手柄(1)的材质为聚碳酸酯,导丝腔外表面所涂覆的亲水涂层的材质为聚乙 烯吡咯烷酮。 3.根据权利要求1所述的一种肺动脉球囊扩张导管,其特征在于,远端颈部(12)与外管(4)通过焊接连 接在一起,近端颈部(13)与内管(5)通过焊接连接在一起,外管(4)与内管(5)通过焊接连接在一起,外 管(4)与海波管(3)通过焊接连接在一起,海波管(3)与手柄(1)通过UV胶水(15)粘结或者一体注塑后连接到一起。
Technical requirements for medical device product registration number:Disposable Sterile PTCA balloon catheter 1、Model / Specifications and divide instructions 1、1 Model PTCA-XX-XX Balloon nominal Diameter mm Product Name Code Model mark example:PTCA——10 represents balloon nominal outer diameter is and working length is 10mm of disposable Sterile PTCA balloon catheter 1、2 Specifications
1、3 Divide instructions Disposable Sterile PTCA balloon catheter consists of balloon, connecting catheter, tip, support catheter and Handle.According to different balloon diameter to divide the balloon into different specifications and sizes. According to medical device classification rules 6877, the balloon catheter belonging to Class Ⅲ interventional equipment intravascular catheter. 2、Performance 2、1 Appearance As with normal vision or corrected vision at a magnification of times the conditions of inspection, the effective length of the outer catheter should be clean and free of impurities.There should be no processing defects and surface defects on the surface of catheter effective length and end. The inner and outer surface of the distal end components of the catheter should have silicone oil (polydimethylsiloxane) lubricant coating. With normal vision or corrected vision inspection,the outer surface of the catheter should not see the convergence of lubricant droplets. Note:The inner and outer surface of the distal end components of the catheter is the out surface from the tip (figure 1) to the transition weld (figure 7),and the inner surface from guide wire lumen (from the tip (Figure 1 below) to quickly switch ports (figure 5)). 2、2 Size requirements Balloon catheter size requirements reference table1, specification list reference table 2. 1、Tip 2、Balloon 3、Radiopaque ring 4、Out catheter 5、Quickly switch ports 6、Guide wire 7、Transition weld 8、Hypo Tube(FEP Coated) 9、Bending resistant tube 10、Handle 11 Balloon effective length( L) 12、catheter effective length Pic 1. PTCA balloon catheter schematic Pic 2. Tip schematic
激光快速成型技术综述 1、激光快速成型的基本原理 激光快速成型技术的原理是用CAD生成的三维实体模型,通过分层软 件分层、每个薄层断面的二维数据用于驱动控制激光光束,扫射液体、粉 末或薄片材料,加工出要求形状的薄层,逐层积累形成实体模型。 传统的工业成形技术中大部分遵循材料去除法这一方法的,如车削、铣削、钻削、磨削、刨削;另外一些是采用模具进行成形,如铸造、冲压。而激光快 速成形却是采用一种全新的成形原理——分层加工、迭加成形。而激光快速成型技术快速制造出的模型或样件可以直接用于新产品设计验证、功能验证、工程分析、市场订货一级企业的决策等,缩短新产品开发周期,降低研发 成本,提高企业竞争力。 激光快速成型又分为以下几类: (1) 光固化立体造型(SL—Stereolithography,orSLA) 将计算机控制下的紫外激光按预定零件各分层截面的轮廓为轨迹对液态光敏树脂逐点扫描,被扫描的树脂薄层产生光聚合反应固化形成零件的一个截面, 再敷上一层新的液态树脂进行扫描加工,如此重复直到整个原型制造完毕[3]。这种方法的特点是精度高、表面质量好,能制造形状复杂、特别精细的零件,不足是设备和材料昂贵,制造过程中需要设计支撑。 (2) 分层实体制造(LOM—Laminated Object Manufacturing) LOM工艺是根据零件分层得到的轮廓信息用激光切割薄材,将所获得的层片通过热压装置和下面已切割层粘合,然后新的一层纸再叠加在上面,依次粘结成三维实体。LOM主要特点是设备和材料价格较低,制件强度较好、精度较高。Helisys公司研制出多种LOM工艺用的成型材料,可制造用金属薄板制作的成型件,该公司还开发基于陶瓷复合材料的LOM工艺。 (3) 选择性激光烧结(SLS —Se1ected Laser Sintering) SLS是采用激光有选择地分层烧结固体粉末,并使烧结成型的固化层层层叠加生成所需形状的零件。其整个工艺过程包括CAD模型的建立及数据处理、铺粉、烧结以及后处理等。SLS 最突出的优点在于它所使用的成型材料十分广泛。从理论上说,任何加热后能形成原子间粘结的粉末材料均可作为其成型材料[4]。目前,可成功进行SLS 成型加工的材料有石蜡、高分子、金属、陶瓷粉末和它们的复合粉末材料。由于SLS 成型材料品种多、用料节省、成型件性能分布广泛、适合多种用途以及SLS 无需设计和制造复杂的支撑系统,所以其应用越来越广泛。但是SLS 采用的是一种金属材料与另一种低熔点材料(可以是低熔点金属或有机粘接材料)的混合物,在加工过程中,低熔点材料熔化或部分熔化,但熔点较高的金属材料并不熔化,而是被熔化或部分熔化的低熔点材料包覆粘结在一起,形成的三维实体为类似粉末冶金烧结的坯件,实体存在一定比例孔隙,不能达到100%密度,力学性能也较差,常常还需要经过高温重熔或渗金属填补孔隙等后处理才能使用。 (4) 激光熔覆成形(LCF - Laser Cladding Forming) [5] LCF是指以不同的方式在基底合金表面上预置或同步送给所选择的熔覆材料,然后经激光照射使之与基底表层同时熔化,并快速凝固成稀释度低、与基底材料呈冶金结合的表面层,从而显著改变基底材料表层的耐磨、耐蚀、耐热及电气等特性的工艺方法。LCF是以激光为热源在基材的表面熔覆一层材料,形成与基体