
普通车床日常点检作业标准书
2
6
5
7
普通车床日常点检表
符号:完好“√”异常“△”待修“×”修好“”或“”
费降表格编号 设备名称型号出厂编号购置日期自编号检查、维护记录 马鞍车床12345678910111213141516171819202122232425262728293031操作工 负责设备点检工作: 检查卡盘扳手有无取下,检查防护件是否关闭好开机前 手转主轴检查传动链是否有卡阻现象开机前 检查润滑油泵工作是否正常,待油窗有油后方可启动主轴开机后 检查床头箱润滑油箱油位,不足时添加8小时 检查床鞍下部导轨前后储油杯及后托架油池油量,不足添加8小时 向床鞍上部导轨、横向丝杆、上刀架丝杆、刀座、尾座套筒和尾座丝杆部位加油点加注润滑油8小时 检查挂轮架惰轮轴与轴套润滑情况,适量加注润滑脂(轴头螺塞旋转一圈)8小时 清洁、润滑导轨面下班前 清洗滤油器和导油毛线、毛毡每周 检查进给箱废油量,必要时放掉废油每周 检查切削液有无分层、异味,有则更换并清洁冷却液箱每周 清除刀座和上刀架之间的污物,以保持刀座的重复定位精度每月预计 日进行,实际维护日期: 检查三爪卡盘座安装是否牢固每月预计 日进行,实际维护日期: 维修工 负责下述各项工作,并检查督促操作工进行的设备保养、维护工作: 常规检查:急停按钮、其他开关按钮、各操作手柄、挂轮间隙、 轴套间隙、刮屑板、溜板限位、卡盘防护、前挡屑板、三角带、带轮 500小时预计 日进行,实际维护日期: 检查、调整离合器离合片间隙打滑或操纵预计 日进行,实际维护日期: 检查、调整制动器带闸刹车失灵时预计 日进行,实际维护日期: 调整主轴游隙;调整后应高速空运转不少于1小时,测量温度不高于70℃,温升不超过40℃主轴精度下预计 日进行,实际维护日期: 检查、调整电机传动皮带的松紧每月预计 日进行,实际维护日期: 故障维修记录 注:1、机床加工能力参数——工件最大直径φ500;刀架处工件最大直径φ300;马鞍部位工件最大直径φ710;轴孔φ105
机械设备日常点检表目录 1、固定式螺杆空压机 2、储气罐 3、起重机械 4、造型机 5、转子混砂机 6、袋式除尘器 7、内燃式叉车 8、中频感应无芯熔炼炉 9、抛丸清理机 10、三坐标测量机 11、数控车床 12、数控镗铣床 13、加工中心 14、普通车床 15、立式钻床
16、摇臂钻床 17、普通铣床 18、插床 固定式螺杆空压机日常点检表 年月 规格型 号 设备编号操作者A 操作者B 操作者C 使 录 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 2 检查压缩机油 位。 检查显示屏的读 数。 检查加载中是否 有冷凝液排出。 检查空气过滤器 保养指示器。 检查空压机机组 有无异常声响和 泄漏;
责) 隐患 记录 注:保养后,用“√”表示进行了点检,“○”表示休息或放假,“×”表 示有异常情况,应在“异常情况记录”栏予以记录。 储气罐日常点检表 年月 规格型 号 设备编号操作者A 操作者B 操作者C 使 录 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 2 对储气罐外壳表面 进行日常清扫(擦 拭灰尘) 检查储气罐压力表 压力是否在规定内 (0.4~0.65MPa) 检查储气罐安全阀 有无漏气 每日进行储气罐排 水
注:保养后,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“异常情况记录”栏予以记录。 起重机械日常点检表 年月
号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 2录 检查钢丝绳润滑磨 损情况,断裂数 >12更换 检查吊钩防脱卡是 否灵敏可靠 检查警告信号铃性 能是否灵敏、可靠 卷扬机构的上限位 开关无缺损、性能 可靠 升降机构的制动器 无缺损件,性能可 靠 紧急制动机构性能 可靠 手把操作灵活、定 位可靠 大小车限位开关性 能可靠 大车小车在运行中 无明显啃轨或振动 大车小车的制动器
设备日常点检标准作业指导书------冲床 设备名称、型号:开式压力机所属管理单位:浙江铁流离合器股份有限公司点检状态标记符号:●运行中 ○开机前编制: 工业工程部 表号:ZJTL-2016001点检周期:S班D天W周 M月Y年 点检部位简图点检部位项目图 号 点 检 内 容 方 法 要求规格(标 准值) 点检周期点检状态 操作 者 维护 者 操作 者 维护 者 电器、控制 部分操作面板、 各个按钮 1 外 观 目 视 无破损、固定 无松动 1S 1D ○○ 动 作 手 试 压制、回程、 急停按钮,反 应灵敏可靠 1S 1D ●●照明灯 2 外 观 目 视 固定牢靠、无 异损 1S 1D ○○ 亮 度 目 视 照明正常1S 1D ●● 工作部分润滑注油箱 3 油 量 目 视 油量高于最 低刻度线,否 则添加润滑 油 1S 1W ○○ 加 油 手 动 加入符合要 求的润滑油, 并摇动摇杆 给机床注润 1S 1D ●● 3 2 1
滑油设备日常点检标准作业指导书------油压机 设备名称、型号:油压机所属管理单位:浙江铁流离合器股份有限公司点检状态标记符号:●运行中 ○开机前编制: 工业工程部 表号:ZJTL-2016002点检周期:S班D天W周 M月Y年 点检部位简图点检部位项目图 号 点 检 内 容 方 法 要求规格(标 准值) 点检周期点检状态 操作 者 维护 者 操作 者 维护 者 电器、控制 部分操作面板、 各个按钮 1 外 观 目 视 无破损、固定 无松动 1S 1D ○○ 功 能 手 试 压制、急停工 作正常使用 1S 1D ●●限位开关 2 功 能 手 试 功能正常,起 限位作用 1S 1D ●● 工作部分油泵、油管 3 外 观 目 视 油泵、油管紧 固无漏油,无 晃动 1S 1D ○○滑块 4 功 能 手 试 每次作业前 必须先按回 1S 1D ●● 3 2 4 5
设备名称、型号:开式压力机所属管理单位:XXXXX 点检状态标记符号:●运行中 ○开机前编制: 工业工程部 表号:ZJTL-2016001点检周期:S班D天W周 M月Y年 点检部位简图点检部位项目图 号 点 检 内 容 方 法 要求规格(标 准值) 点检周期点检状态 操作 者 维护 者 操作 者 维护 者 电器、控制 部分操作面板、 各个按钮 1 外 观 目 视 无破损、固定 无松动 1S 1D ○○ 动 作 手 试 压制、回程、 急停按钮,反 应灵敏可靠 1S 1D ●●照明灯 2 外 观 目 视 固定牢靠、无 异损 1S 1D ○○ 亮 度 目 视 照明正常1S 1D ●● 工作部分润滑注油箱 3 油 量 目 视 油量高于最 低刻度线,否 则添加润滑 油 1S 1W ○○ 加 油 手 动 加入符合要 求的润滑油, 并摇动摇杆 给机床注润 滑油 1S 1D ●● 3 2 1
设备名称、型号:油压机 所属管理单位:XXXXX 点检状态标记符号:●运行中 ○开机前 编制: 工业工程部 表号:ZJTL-2016002 点检周期:S 班 D 天 W 周 M 月 Y 年 点检部位简图 点检部位 项目 图号 点检内容 方法 要求规格(标准值) 点检周期 点检状态 操作者 维护者 操作者 维护者 电器、控制 部分 操作面板、各个按钮 1 外观 目视 无破损、固定无松动 1S 1D ○ ○ 功能 手试 压制、急停工作正常使用 1S 1D ● ● 限位开关 2 功能 手试 功能正常,起限位作用 1S 1D ● ● 工作部分 油泵、油管 3 外观 目视 油泵、油管紧固无漏油,无 晃动 1S 1D ○ ○ 滑块 4 功能 手试 每次作业前必须先按回程,查看滑块是否故障,不可直接压制 1S 1D ● ● 润滑 5 外观 目视 注油孔灌注润滑油润滑 1D 1W ○ ○ 3 2 1 4 5
精品文档你我共享 机械设备日常点检表 目录 1、固定式螺杆空压机 2、储气罐 3、起重机械 4、造型机 5、转子混砂机 6、袋式除尘器 7、内燃式叉车 8、中频感应无芯熔炼炉 9、抛丸清理机 10、三坐标测量机 11、数控车床 12、数控镗铣床 13、加工中心 14、普通车床 15、立式钻床 16、摇臂钻床 17、普通铣床 18、插床
固定式螺杆空压机日常点检表 年月 设备名称规格型号设备编号操作者A 操作者B 操作者C 使用部门 检查日期 点检内容点检记录 1 2 3 4 5 6 7 8 9 10 1112 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 每日点检1 检查压缩机油位。 2 检查显示屏的读数。 3 检查加载中是否有冷凝液排出。 4 检查空气过滤器保养指示器。 每周点检5 检查空压机机组有无异常声响和泄漏; 6 检查仪表读数是否正确; 7 检查温度显示是否显示正常。 8 检查工作压力是否正常? 9 安全阀及其他零件无缺损,工作正常。 10 无漏气、漏油、漏水现象。 每月点检11 检查机内有无锈蚀,必要时去锈涂漆; 12 检查机内有无松动,如有则将其紧固; 13 排放冷凝水; 异常情况记录1 8 15 2 9 16 3 10 17 4 11 18 5 12 19 6 13 20 7 14 21 备注1.检查方法:看、听、试 2.检查周期:每天。(由白班操作者负责) 重大 安全 隐患 记录 注:保养后,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
注:1、机床加工能力参数——工件最大直径Φ320;工件最大长度1000;轴孔Φ52 2、每天分早、中时,相应人员进行维护后均应在相应格内打"√",即一个格内最多需打2个"√"
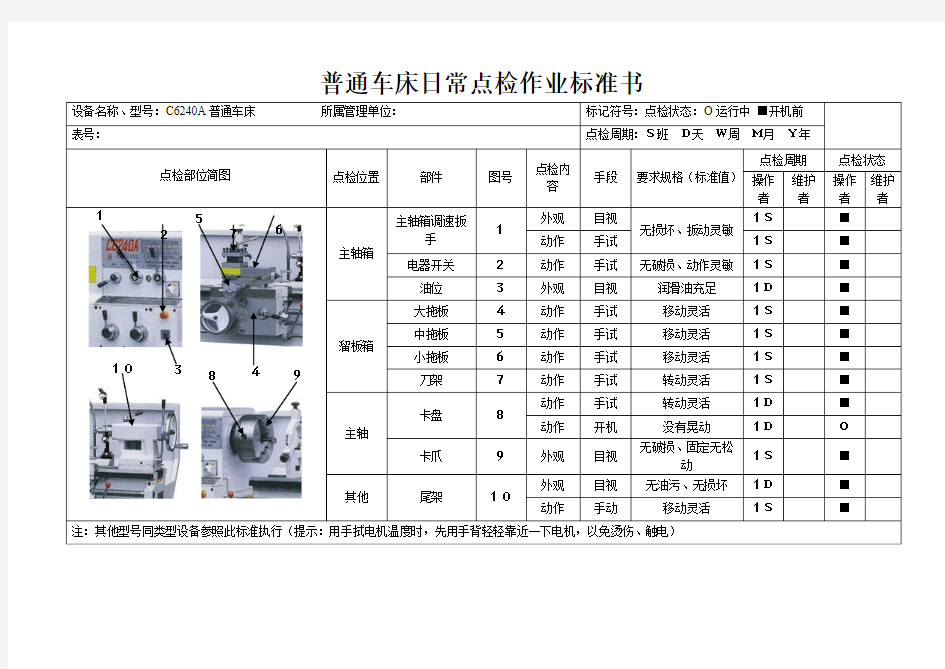
注:1、机床加工能力参数——工件最大直径f500;刀架处工件最大直径f300;马鞍部位工件最大直径f710;轴孔f105 2、每天分早、中班时,相应人员进行维护后均应在相应格内打"√",即一个格内最多需打2个"√"
注:1、机床加工能力参数——最大工件直径Φ400;床鞍上工件最大直径Φ200;最长工件L710;主轴孔Φ52;行程:x275×z650 2、每天分早、中班时,相应人员进行维护后均应在相应格内打"√",即一个格内最多需打2个"√"
注:1、机床加工能力参数——工件最大Φ400;滑板处工件最大Φ210;最大加工Φ280;工件最大L400;顶尖间距最大560;轴孔Φ62;各轴行程x200z400 2、每天分早、中班时,相应人员进行维护后均应在相应格内打"√",即一个格内最多需打2个"√"
注:1、机床加工能力参数——各轴行程x787×y406×z406; 2、每天分早、中班时,相应人员进行维护后均应在相应格内打"√",即一个格内最多需打2个"√"
注:1、机床加工能力参数——磨削外圆直径范围Φ8~Φ200;工件最大重量50kg;最小进给0.001;工件最大长度500 2、注意事项:a、更换砂轮时,检查砂轮允许最大线速度是否大于35m/s;砂轮是否存在有裂纹或不正常声音;应在水平误差≤0.02/1000的水平检查仪上校正砂轮静平衡,直 径大于200mm的砂轮更换后装机修整砂轮、甩干水后应拆下再做一次静平衡;新更换的砂轮要进行至少5分钟的试运转,发现异常应立即停止使用。b、启动砂轮时,操作者切勿站立在砂轮正前方;修整砂轮时,须在砂轮停转时拆卸砂轮修整器,严禁用手持金刚笔修整砂轮,干修时必须戴防护镜和口罩;头架变速必须在皮带和带轮静止时进行;卡盘装夹磨削时,工件装夹完毕后必须取下卡盘扳手后方可启动头架;顶尖磨时,装工件前应用清洁润滑油润滑顶尖,砂轮架退出且头架主轴停转后方可进行工件装卸;机床操作突然发生故障时,应立即按下急停按钮。c、维护保养时,保持机床清洁,尤其是导轨面和上台面的清洁,防止生锈,防止杂质进入而使移动面拉毛,防止机床表面变色;机床检修时,要在丝杆螺母副中、各移动面、各中心轴上加上润滑油脂;油池换油时要进行清洗,清洁时只能用刷帚刷或者冲洗,严禁纱头或纱布擦;维修液压、冷却系统时,应先切断动力电源,待压力回复至零位后才可以缓慢拧动管接头。d、禁止披散长发或戴手套操作或维护本机床。 3、每天分早、中班时,相应人员进行维护后均应在相应格内打"√",即一个格内最多需打2个"√"