
一、实训目的
本实训重点培养学生数控加工的工艺分析与设计、数控加工程序的编写与调试、数控设备的操作与零件加工的能力。同时培养学生工作岗位的适应能力,团队协作能力和分析与解决问题的能力,以及安全、环保、质量与效率意识,为学生从事数控加工人员的工作提供知识与技能保障。
二、实训要求
1、掌握数控加工原理、数控加工工艺分析方法;
2、掌握数控加工程序的结构、相关指令,以及手工编程和自动编程的方法;
3、了解数控车床、铣床工作原理,以及系统构成;
4、掌握数控车床、数控铣床的基本操作;
5、掌握数控加工的编程与零件加工方法;
6、能完成简单轴类零件、盘类零件的数控加工工艺分析、数控加工编程。
三、实训内容与步骤
1、数控车削编程、仿真
数控车床
第一章工艺分析
1.1加工实例内容
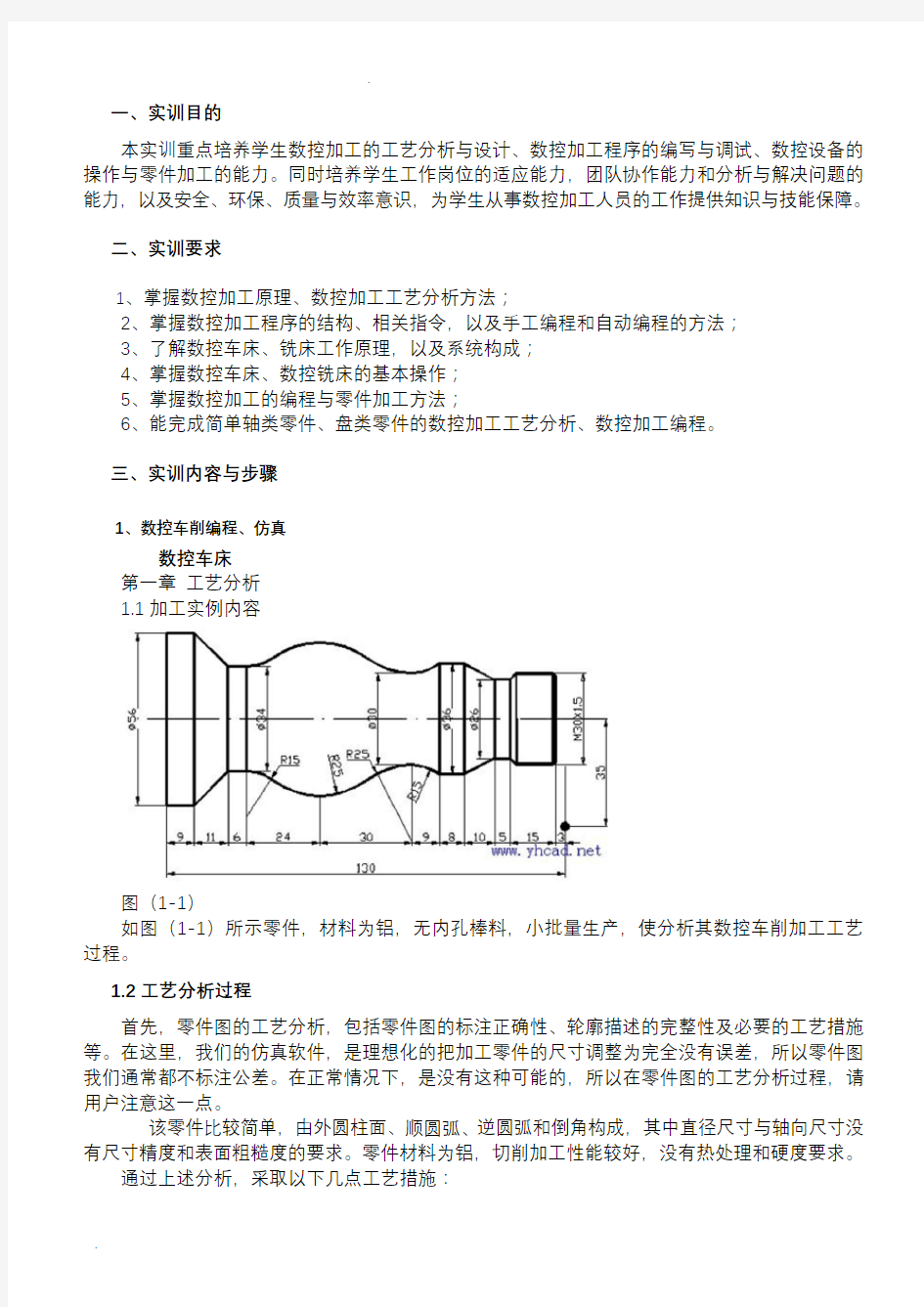
图(1-1)
如图(1-1)所示零件,材料为铝,无内孔棒料,小批量生产,使分析其数控车削加工工艺过程。
1.2工艺分析过程
首先,零件图的工艺分析,包括零件图的标注正确性、轮廓描述的完整性及必要的工艺措施等。在这里,我们的仿真软件,是理想化的把加工零件的尺寸调整为完全没有误差,所以零件图我们通常都不标注公差。在正常情况下,是没有这种可能的,所以在零件图的工艺分析过程,请用户注意这一点。
该零件比较简单,由外圆柱面、顺圆弧、逆圆弧和倒角构成,其中直径尺寸与轴向尺寸没有尺寸精度和表面粗糙度的要求。零件材料为铝,切削加工性能较好,没有热处理和硬度要求。
通过上述分析,采取以下几点工艺措施:
零件图上面没有公差尺寸,完全看成是理想化的状态,故变成的时候就直接按照零件图上面的尺寸变成即可。
一端需要加工加工,所以不需要掉头装夹。
其次,确定装夹方案。外轮廓加工的时候,由于没有特定要求,所有需要两端任意装夹,这就需要用三抓自动定心卡盘夹紧左端。
第三,确定加工顺序及走刀路线。加工顺序的正确安排,按照由内到外、由粗到精、由近到远的原则确定,在一次加工中尽可能的加工出来较多的表面。又去该零件为单件小批量生产,走刀路线设计不必考虑最短进给路线或者最短空行程路线,外轮廓表面车削走刀路线可沿着零件轮廓顺序进行。
第四,刀具的选择。两次装夹中,其中有外轮廓、顺圆、逆圆,可以选择35度硬质合金端面车道,由于有顺圆,可以选择93°右手偏刀。
第五,切削用量的选择。切削用量的选择一般根据毛坯的材料、转速、进给速度、刀具的刚度等因素选择。
第六,数控加工工艺卡的拟定。将前面分析的各项内容综合成数控加工工艺卡片,在这里就不做详细的介绍,用户在做具体的实际加工过程中必须要有这个过程。
第二章加工准备
2.1加工程序
根据零件图编写程序如下(程序以FANUC为例):
装夹:
O1234
%1234
T0101
M03S1000
G00X70Z3
G71U1R1P1Q2X0.3Z0.5F150
N1G01X28
Z0
X30Z-2
Z-13
X26Z-15
Z-20
X36Z-30
Z-38
G02X30Z-50R15
G02X40Z-65R25
G03X40Z-95R25
G02X34Z-104R15
G01Z-110
X56Z-121
N2Z-130
G70P1Q2
G00X100Z100
T0202
M03S260
G00X32
Z3
X29.2
G32Z-15F1.5
G00X32
Z3
X28.6
G32Z-15F1.5
G00X32
Z3
X28.2
G32Z-15F1.5
G00X32
Z3
X28.04
G32Z-15F1.5
G00X100Z100
M05
M30
2.2加工步骤
打开程序选择机床
机床回零点
安装工件和工艺装夹
安装刀具
建立工件坐标系
上传NC语言
自动加工
第三章具体操作
3.1 华中数控系统
3.1.1打开程序选择机床
单机版用户请双击电脑桌面上的VNUC5.0图标,或者从windows的程序菜单中依次展开“legalsoft”-〉VNUC5.0-〉单机版-〉VNUC5.0单机版。
网络版的用户,直接在客户端的桌面上双击图标进入。或者从windows的程序菜单中依次展开“legalsoft”-〉VNUC5.0-〉网络版-〉VNUC5.0网络版。
网络版用户执行上述操作后会出现如图2所示窗口,输入用户名和密码后,按登录键:
图2
或者,从“开始\程序\legalsoft\服务器\VNUCServert”,然后再打开“开始\程序\legalsoft\网络客户端\vnuc5.0网络版”单击进入。
进入后,从软件的主菜单里面“选项”中选择“选择机床和系统”如图3所示,
进入选择机床对话框,如图4所示,选择华中世纪星车床(增量)。
图3
图4
3.1.2机床回零点
首先弹开急停按钮,点击,然后,就可以调节z轴、x轴的控制按钮和
进行回零了。
3.1.3安装工件和工艺装夹
首先在菜单栏里面选择“工艺流程”里面选择“毛坯”出现图5对话框:
图5
选择“新毛坯”,出现图6对话框,按照对话框提示,填写工件要求的数值,如下图所示:
图6
最后,按“确定”。
图7
点击“安装此毛坯”,按“确定”即可。出现图8对话框,用户可以调整毛坯的位置。最后关闭即可。
图8
3.1.4安装刀具
选择“工艺流程”,“车刀刀库”,选择刀具,35度车刀,同样方法,根据需要选择刀柄。
图9
3.1.5建立工件坐标系
首先,打开主轴,在控制面板里面选择,进入手动状态,调节和,先平一下端面,平完端面之后,我们用试切法对刀,先用一号刀在工件端面试切,如图10
图10
在主菜单里面点击“工具”选项,打开“测量”工具,测量出试切毛坯直径55.427这个直径值,如图11
图11
此时,假设把工件坐标系定在工件右端面中心,点击此时出现的画面如下图所示。
图13
然后点击“刀偏表”下面的按钮所出现的画面如下图所示:
图14
用键盘在“试切直径”输入X向测量值回车即可。
用键盘在“试切长度”输入Z向试切值(即为0)回车即可。
3.1.6上传NC语言
在图15(b)窗口中选择,点击两次,选择自动加工按钮,在选择,从“磁盘程序F1”选择用户所自动生成的叶轮代码(文件名、路径都是用户自己定义的)
图15
到存放代码文件夹中找寻代码文件(即用户口编写的程序,此代码文件路径是个人规定的)找到文件后,双击,代码自动出现在液晶显示窗口中,如图所示:
图16
3.1.7自动加工
检查好一切准备就绪后,点击按钮和按钮,此时机床开始自动加工。
加工完成图
2、数控铣削编程、仿真
二.数控铣床
第一章工艺分析
1.1 加工实例内容
加工要求图:
加工分析: