
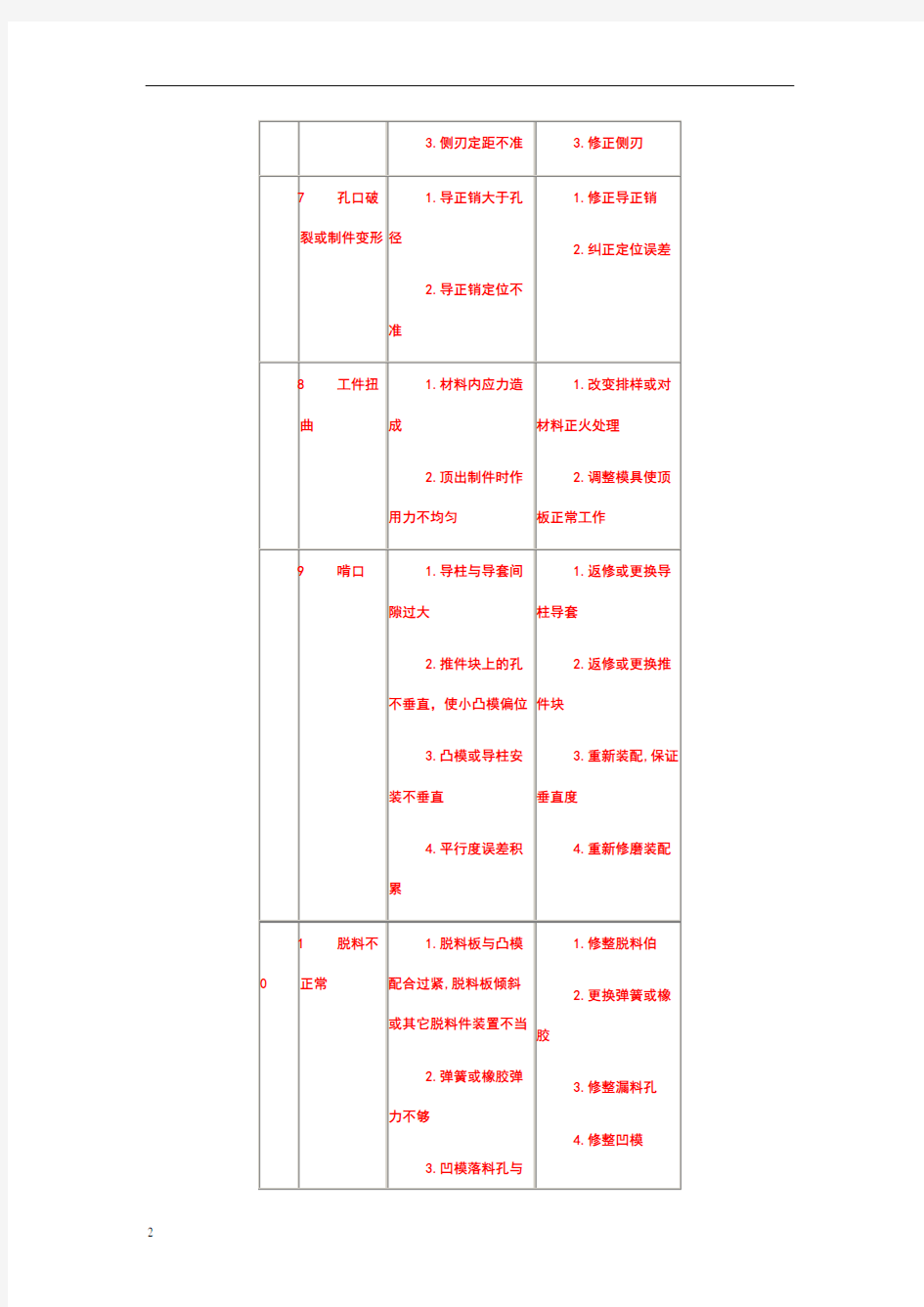
根据冲裁件缺陷,通过质量分析,找出产生缺陷的原因,最后通过修理和调
整消除影响,见下表:
18如何根据弯曲件的质量分析修整模具
弯曲件产生缺陷的原因及调整解决办法如下表:
21如何根据翻边件的质量分析修整模具
翻边件产生缺陷的原因及调整解决办法如下表:
模具英语专业术语 模具述语 一、入水:gate 进入位: gate location 水口形式:gate type 大水口:edge gate 细水口: pin-point gate 水口大小:gate size 转水口: switching runner/gate 唧嘴口径: sprue diameter 二、流道: runner 热流道: hot runner,hot manifold 热嘴冷流道: hot sprue/cold runner 唧嘴直流: direct sprue gate 圆形流道:round(full/half runner 流道电脑分析:mold flow analysis 流道平衡:runner balance 热嘴: hot sprue 热流道板:hot manifold 发热管:cartridge heater 探针: thermocouples 插头: connector plug 插座: connector socket 密封/封料: seal 三、运水:water line 喉塞:line lpug 喉管:tube 塑胶管:plastic tube 快速接头:jiffy quick connector plug/socker 四、模具零件: mold components 三板模:3-plate mold 二板模:2-plate mold 边钉/导边:leader pin/guide pin 边司/导套:bushing/guide bushing 中托司:shoulder guide bushing 中托边L:guide pin 顶针板:ejector retainner plate 托板: support plate 螺丝: screw 管钉:dowel pin 开模槽:ply bar scot 内模管位:core/cavity inter-lock 顶针: ejector pin 司筒:ejector sleeve 司筒针:ejector pin 推板:stripper plate 缩呵:movable core,return core core puller 扣机(尼龙拉勾):nylon latch lock 斜顶:lifter 模胚(架): mold base 上内模:cavity insert 下内模:core insert 行位(滑块): slide 镶件:insert 压座/斜鸡:wedge 耐磨板/油板:wedge wear plate 压条:plate 撑头: support pillar 唧嘴: sprue bushing 挡板:stop plate 定位圈:locating ring 锁扣:latch 扣鸡:parting lock set 推杆:push bar 栓打螺丝:S.H.S.B 顶板:eracuretun 活动臂:lever arm 分流锥:spure sperader 水口司:bush 垃圾钉:stop pin 隔片:buffle 弹弓柱:spring rod 弹弓:die spring 中托司:ejector guide bush 中托边:ejector guide pin 镶针:pin 销子:dowel pin 波子弹弓:ball catch 喉塞: pipe plug
(一) 一.制品产生熔结痕的原因: 1-1 由于溶融材料的先头部分冷却固化在合流不造成条状的熔结痕。 1-2 由于空气还有材料的挥发分被封闭 1-3 型腔内残留有脱模剂。 二.相关联的知识: 2-1 使用一个浇口,没有使材料从2个方向合流的制品一般没有熔结痕,除此以外,如果想避免熔结痕只能改变浇口的位置使熔结痕发生在不显眼或看起来顺眼的位置。 2-2 模具上的销(在制品上的孔)一般都会发生熔结痕。 2-3 因空气被封闭而产生熔结痕的现象非常多,所以必须使空气完全逸出。 2-4也有用这种方法的:使产生熔结痕的地方发生在制品多余的薄片上,然后再把薄片切断。2-5 脱模剂过多而使熔融的材料的先头部分浮起送进型腔,肯定就会发生熔结痕。 三.解决方法: 3-1 即时:提高射出速度,提高模具温度,提高料筒的温度,提高射出压力。 3-2 短期的:增加气体逸出槽。 3-3 长期的:改变浇口的位置。 (二) 一.产生波流纹的原因 1-1 因开始冷却固化的树脂进入了模腔 1-2 模具温度太低 二.相关联的知识: 2-1 在注口,溜边中冷却的树脂在半固化状态进入模腔,一同模具接触马上固化,然后再进入深度模腔而形成了波流状态。 2-2 因制品厚度的不同也容易产生波流纹。 三.解决的方法 3-1 即时:提高料筒温度,提高模具温度。 3-2 短期:提高模具的光洁度。 3-3 长期:把材料改成流动性好的材料。 四.根据材料的不同 4-1 流动性好的材料不易形成波流纹 4-2 聚苯乙烯形成波流纹的原因至今还不太清楚。 (三) 一.产生糊斑的原因 1-1 空气溢出不充分 二.关联的知识 2-1 模具内的残留气体因压缩成为高温状态,这时使材料烧焦。 2-2 气体溢出不充分以及空气被封闭会产生熔接痕。 2-3 气体排气不充分也会造成制品缺料(参考缺料这一节) 三.解决方法 3-1 即时:降低射出速度 3-2 短期:增开空气溢出槽,附加空气溢出销 3-3 长期:模具使用易于空气溢出的镶块结构 四.由于材料的差异:没有特别的原因。 (四)
模具行业常用术语 1. 什么叫PL面? PL面又称:分型面、啪拉面,是指模具在闭合时前模和后模相接触的部分。 2. 什么是碰穿,什么是插穿? 与PL面平行的公母模贴合面叫碰穿面,与PL面不平行的公母模贴合面叫插面。 3. 条和丝的关系? 条和丝都是长度单位,条为台湾用语,1条=0.01mm,丝为香港用语,1丝=0.01mm,所以1条=1丝。 4. 枕位是什么? 外壳类塑件的边缘常开有缺口,用于安装各类配件,此处形成的枕壮分型部分称为枕位。 5. 火山口是什么? BOOS柱根部减胶部分反映在模具上的类型于火山爆发后的形状叫做模具火山口。 6. 呵指是什么? 呵指的是模仁,香港习惯用语。
老虎口又称为:管位,即用来限位的部分。 8. 什么叫排位? 模具上的产品布局称为排位。 9. 什么叫胶位? 模具上的产品的空穴称为:胶位。 10. 什么叫骨位? 产品上的筋称为:骨位。 11. 什么叫柱位? 产品上的BOSS的柱称为:柱位。 12. 什么叫虚位? 模具上的间隙称为:虚位。 13. 什么叫扣位? 产品上连接用的钩称为:扣位。
电火花加工后留下的纹称为火花纹。 15. 铜工是什么? 电火花通常采用易于加工的铜料做放电电极,称为铜工,也称电极,铜工一般分为:粗工、粗幼工、幼工、幼工又称精工。 16. 火花位通常是多少? 放电过程中,铜工和钢料之间的放电间隙称为火花位,粗工火花一般在15到50条,幼工火花位一般在5到15条。 17. 料位是什么? 塑胶产品的避厚,也称肉厚。 18. 原身留是什么? 原身留是相对与割镶件而言,原身留是指一整块钢材为加工胚料,加工的时候一起加工出来。 19. 熔接痕是什么? 两股塑胶相遇所形成的线称为熔接痕。 20. 喷流是什么
注塑模具维护保养规程与管理规定 一、目的:使设备能保持最佳的性能状态和延长使用寿命,确保生产的正常进行。 二、职责:2、1本标准必须经由培训合格之注塑技术人员和模具管理人员施行。2、2注塑领班负责实施和检查督导,主管定期督导。 三、注塑模具的保养内容分为:3、1生产前模具的保养3、 1、1须对模具的表面的油污,铁锈清理干净,检查模具的冷却水孔是否有异物,是否有水路不通3、1、2须检查模具胶口套中的圆弧是否损伤,是否有残留的异物;3、1、3 模具的固定模板的螺丝和锁模夹是否拧紧等;3、1、4模具装上注射机后,要先进行空模运转。观察其各部位运行动作是否灵活,是否有不正常现象,活动部位如导柱、顶杆、行位是否磨损,润滑是否良好,顶出行程,开启行程是否到位,合模时分型面是否吻合严密等。3、2生产中模具的保养3、 2、1模具使用时,要保持正常温度,不可忽冷忽热。在正常温下工作,可延长模具使用寿命。 3、2、2 每天检查模具的所有导向的导柱、导套、回针、推杆、滑块、型芯等是否损伤, 要随时观察,定时检查,适时擦洗,并要定期对其加油保养,每天上下班保养两次,以保证这些滑动件运动灵活,防止紧涩咬死。3、2、3每次锁模前,均应注意,型腔内是否清理干净,绝对不准留有残余制品,或其它任何异物,清理时严禁使用坚硬工
具,以防碰伤型腔表面。3、2、4 型腔表面有特殊要求的模具,表面粗糙度Ra小于或等于0、2cm,绝对不能用手抹或棉丝擦,应用压缩空气吹,或用高级餐巾纸和高级脱脂棉蘸上酒精轻轻地擦抹。 3、2、5 定期清洁模具分型面和排气槽的异物胶丝,异物,油物等,分模面、流道面清扫每日两次。注射模具在成型过程中往往会分解出低分子化合物腐蚀模具型腔,使得光亮的型腔表面逐渐变得暗淡无光而降低制品质量,因此需要定期擦洗,擦洗可以使用醇类或酮类制剂,擦洗后要及时吹干。3、2、6 定期检查模具的水路是否畅通,并对所有的紧固螺丝进行紧固。3、2、7 检查模具的限位开关是否异常,斜销、斜顶是否异常。3、3停机模具的保养3、3、1 操作离开需临时停机时,应把模具闭合上,不让型腔和型芯暴露在外,以防意外损伤,停机时间预计超过24小时,要在型腔、型芯表面喷上防锈油或脱模剂,尤其在潮湿地区和雨季,时间再短也要做防锈处理。空气中的水汽会使模腔表面质量降低,制品表面质量下降。模具再次使用时,应将模具上的油去除,擦干净后才可使用,有镜面要求的清洗压缩空气吹干后再用热风吹干,否则会在成型时渗出而使制品出现缺陷。3、3、2临时停机后开机,打开模具后应检查滑块限位是否移动,未发现异常才能合模。总之,开机前一定要小心谨慎,不可粗心大意。3、3、3为延长冷却水道的使用寿命,在模具停用时,应立即用压缩空气将冷却水道内的水清除,用少量机油放入咀口部,再用压缩空气吹,使所有冷却管道有一层防锈油层。3、3、4工作中认真检查各控制
模具专业英语词汇 landed plunger mold 有肩柱塞式模具?? burnishing die 挤光模英语站 landed positive mold 有肩全压式模具?? button die 镶入式圆形凹模 loading shoe mold 料套式模具 center-gated mold 中心浇口式模具loose detail mold 活零件模具 chill mold 冷硬用铸模 loose mold 活动式模具 clod hobbing 冷挤压制模 louvering die 百叶窗冲切模 composite dies 复合模具 manifold die 分歧管模具 counter punch 反凸模 modular mold 组合式模具 double stack mold 双层模具?? multi-cavity mold 多模穴模具?? electroformed mold 电铸成形模?? multi-gate mold 复式浇口模具?? expander die 扩径模?? offswt bending die 双折冷弯模具?? extrusion die 挤出模?? palletizing die 叠层模?? family mold 反套制品模具 plaster mold 石膏模 blank through dies 漏件式落料模porous mold 通气性模具 duplicated cavity plate 复板模?? positive mold 全压式模具 fantail die 扇尾形模具 pressure die 压紧模 fishtail die 鱼尾形模具?? profile die 轮廓模 flash mold 溢料式模具 progressive die 顺序模 gypsum mold 石膏铸模?? protable mold 手提式模具?? hot-runner mold 热流道模具?? prototype mold 雏形试验模具?? ingot mold 钢锭模
塑料模具设计中存在的问题及解决方案 在塑料模具设计的过程中,不仅仅要关注模具的尺寸、外观等,同时还要注意模具的质量和成本,这样设计出来的模具才能满足消费者的需求。因此,在塑料模具设计中必须对常见的问题进行分析,创新设计理念和方法,提出一些解决问题的措施,提高模具的质量。 1塑料模具设计的内容 塑料模具的设计是根据工业产品形状的美观和尺寸的精确度, 模具成型的工艺程序和质量要求的不断变化而更新的。对于每个模具,设计人员都要注人创新的因素进行设计。模具设计的主要内容包括模具尺寸的大小,模具部件的组成结构,部件的工艺设计和力学的计算等,在模具的设计中要经历四个阶段,产品的分析、部件设计、总体方案设计、结构设计和施工图设计。 2模具设计的发展现状 随着工业经济的发展,微型的机械产品越来越受到人们的青眯,机械产品对部件尺寸的精确度要求越来越严格,比如计算机部件、电子部件和机械零件等,这就要求技术人员在模具的设计时提高模具部件的精确度,严格限制模腔特定尺寸的公差等方法来处理设计中存在的问题。然而,设计人员在设计的处理中会导致两种结果出现:一是塑料制品的生产合格,但是生产的成本很高,超出了预订的会计成本;二是技术人员虽然按照生产的工艺程序进行生产,但是出现许多产品不合格的现象。分析模具使用寿命的缩短和产品不合格的原因有很很多因素,其主要的原因是技术人员在进行模具设计的时候对材料的收缩性没有充分的考虑到,同时没有正确的处理模腔内部分关键部位尺寸的公差标注。 3塑料模具设计中存在的问题 (1)收缩方面。在高压和高温下,注人模腔的塑料所塑成出来的模具制品比模腔的尺寸小的数值,这种情况就是收缩。通常情况,技术人员用mm/mm或者%表示收缩数值。部分技术人员在塑料模具设计的时候没有刻意注意到各个不同级别之间的收缩量是不一样的,而且制品的收缩性也受到不同的流动方向的影响。例如,热塑性塑料的收缩量在垂直流向上具有明显的不同,结晶性塑料水平流向收缩量是垂直流向收缩量的2倍。 ⑵关于公差标注方面的问题。如果所制造的模具在精度上要求比较高时,技术人员必须选择与精度等级相适应的尺寸公差等级。如果选择等级过高的公差就会使模具制品的加工工艺变得比较复杂,制造成本过高,如果选择了精度等级比较低的公差,制造的模具不能达到所要求的精度,所生产出得产品不能满足市客户的要求。在塑料模具的设计中,技术人员普遍认为,只要在模具设计中严格使用公差,就能保证模具制品精度在设计要求的范围之内,其实这种认知不是没有道理的,但不是很全面,没有充分的考虑到不同材料的收缩数值。 (3)塑料模板冷却方案设计方面。不同材料的热膨系数是不同的,既是两种材料具有相同的物理特性和化学特性,但是这两种材料的热膨胀系数有很大的差别,为此,技术人员在塑料模板设计的过程中,必须考虑到材料产生收缩的影响因素,特别是在料模设计中,根据材料收缩的实际情况,设计一个冷却方案的设计方案,比如在热流传递过程中,注重加热的均匀性设计以及交口和流程的几何形状的设计等。另外,设计人员必须注意区分径向收缩和轴向收缩,在制品公差很紧时,塑料在两个方向上都存在着比较大的收缩差。 4塑料模具设计中存在问题的解决方式 设计人员要精确掌握原料的收缩率。技术人员可以通过机械设计专用的CAD系统,对巳经制作好的模具按照制作程序测试和计算出尺寸。使用专用的软件系统可以避免在人工计算钢模型腔过程出现的误差,但是这种软件系统测量制品的尺寸不能完全满足制品公差严格的要求,为此,技术人员在制品的设计和制作中要与制造商沟通,明确制品的制作材料以及产量,明确材料的具体收缩率,同时,尽可能的建议制造商使用具有性能指标完全的材料。 设计人员要掌握所有塑料模具设计的相关信息。一般情况下,设计人员在模具设计之前,要搜集与设计相关的信息,比如,模具使用的注塑机,生产制品的周期,制品的用途范围和模腔的数量等。在钢模尺寸设计和确定腔模过程中,一些设计人员死搬硬套,按照手册中的收缩率公式对材料的收缩率进行计算(Dc=Dp(1+S)(Dc:模腔和模芯的钢模尺寸,Dp为制品尺寸,S是收缩因子),导致设计出来的模具尺寸与实际制品相差甚远,导致制品不合规格,成为废品。因此,在进行塑料模具设计之前,设计人员好充分考虑在设计出现的任何情况,尽可能地收集所有与设计制作相关的信息和数据。 设计人员要仔细考虑制品图上的所有公差,从而有效地利用设备。为了很好的利用所有的设备,设计人员必须考虑制品图上所给的公差,仔细的计算出制品图上的所有公差的收缩率,设计耗费的时间,这些都是在数小时内完成的工作。但是,数小时的计算与思考可能节约数百小时的加工制作时间。也就是说,模具设计人员对所有尺寸选择和制定一个严格的公差只是比较简单的事情,需要技术人员在认真研究的情况下,科学合理的制定公差。 5结语 随着经济的发展和工业制品的个性化、性细化要求,塑料制品的外观设计变得日趋复杂化和多样化,这就要求塑料模具设计人员认真仔细的审视模具设计过程中收缩问题,对于公差标注和塑料模板冷却方案设计存在的问题,设计人员在模具设计之前,要全面掌握与模具设计相关的信息,对制品中出现的公差进行周密的考虑,存进塑料模具设计的有效进行。 参考文献 [1]周志平.塑料模具设计中常见问题的分析U].长沙航空职业技术学院学报,2003(3). [2]付波.UG软件在塑料模具设计中的应用分析W].科技资讯,2013 (19). [3]姜雪燕.谈CAD/CAE技术在塑料模具设计中的应用J].职大学报, 2011(2). [4]杨飞,高东强,闫媛媛.逆向工程技术在塑料模具设计中的应用[J]. 塑料工业,2013(8). 精品
注塑模具怎么维护保养 注塑模具是一种生产塑胶制品的工具;也是赋予塑胶制品完整结构和精确尺寸的工具。注塑成型是批量生产某些形状复杂部件时用到的一种加工方法。具体指将受热融化的塑料由注塑机高压射入模腔,经冷却固化后,得到成形品。那么如何使设备能保持最佳的性能状态和延长使用寿命,确保生产的正常进行呢? 定时检查、维护: 需由模具维修、上下模人员进行定时保养和检查。 1.每日的例行检查和维护: (1)运行中的模具是否处于正常状态 a.是否有低压锁模保护;
b.活动部位如导柱、顶杆、行位是否磨损,润滑是否良好?要求至少12小时要加一次油,特殊结构要增加加油次数。 c.模具的固定模板的螺丝和锁模夹是否松动; (2)生产正常状况:检查产品的缺陷是否与模具有关; (3)下机时要对模具进行全面检查并进行防锈处理:抹干型腔、型芯、顶出机构和行位等部位水份并喷洒模具防锈剂或涂抹黄油。 (4)下机后的模具要放在指定地点并作好记录:(1)模具状况:完好还是待修。(2)下模时的防锈处理方式。 2.每季的例行检查: 主要是对放置两个月以上没有使用的模具进行清理维护。 (1)打开模具,检查内部防锈效果,有异常情况,须重新进行防锈处理. 长期不使用的模具须涂抹黄油。 (2)放回原位并作好记录。 维修注意事项: 1. 非专业维修人员或未经专业维修人员允许,不可自行拆模维修。 2. 生产过程出现小的故障,调机人员可根据情况加以解决。如:2.1进胶口粘模:应用铜针在进料嘴处敲出,不可用钢针等硬物敲打模具。2.2型腔轻微模痕,可根据型腔的光洁度选择抛光材料.有纹面不可使用砂纸等抛光材料,一般用铜刷蘸钻石膏或金刚砂浆刷洗,由专业维修人员完成。2.3产品粘模:一般用热的塑料包覆产品及顶出部位,待冷却
TPU注塑制品常见问题及对策 (2011/07/22 17:11) 注塑 TPU制品注塑成型不良原因与解决办法 热塑性聚氨酯(TPU)注塑成型时,干燥预热后的TPU粒料从注塑机料斗输送进加热的料筒,呈熔融状态时,经螺杆(或柱塞)的推进作用及料筒前端的喷嘴注射进入温度相对较低的闭合模具中,充满模腔,并在受压下冷却固化,脱模后获得与模型型腔相同的TPU产品。〔1〕 从TPU注塑成型工艺看出,TPU注塑成型产品最重要的模塑条件是影响塑化流动和冷却的温度、压力和时间。〔2〕针对TPU的特性,特别是其加工温度波动范围尤为狭窄的特点,要求注塑机必须具备精确的温度调节和控制系统,否则会因各种因素造成制品缺陷。如果我们把次废品的成因涵盖在四个主要因素当中,那就是原料、模具、注塑机及注射条件。 TPU成型产品,原则上都是依据标准规格要求制造的。但它的变化仍是相当广泛并具有突发性。有时,在生产过程中会产生凹陷、气泡、裂痕、变形等次废品。因此就要从次废品中来了解判断问题所在并提出解决办法,这是专业技术和实践经验的积累。其实有时只需变更操作条件或原料、模具、机器方面稍做处理和调整,就可以解决问题。本文以螺杆式注塑机生产TPU制品为例,列举了TPU注塑成型制品缺陷可能发生的问题及原因,并加以探讨解决之道。 一、制品有凹陷 TPU制品表面的凹陷,会降低成品品质及强度,同时也会影响产品外观。凹陷的原因与使用的原料、成型技术及模具设计均有关系,如原料的缩水率、注射压力、模具的设计及冷却装置等。
在注塑成型过程中,制品有时会出现有许多气泡的制品,这会影响其强度及机械性能,对制品外观亦大打折扣。通常制品因厚薄不均,或模具有突出肋时,物料在模具中冷却速度不同,导致收缩不均,容易形成气泡,所以对模具设计须特别留意。 另外原料干燥不充分,仍含有部分水份,在熔料时受热分解成气体,容易进入模腔内形成气泡。所以当制品出现气泡时,可检查下列几个因素,并做处理。 裂痕是TPU制品的致命现象,通常表现为制品表面产生毛发状的裂纹。当制品有尖锐棱角时,此部位常发生不易看出的细裂纹,这对制品来说是非常危险的。生产过程中发生裂痕的主要原因如下: 1. 脱模困难; 2. 过度充填; 3. 模具温度过低; 4. 制品构造上的缺陷。 要避免脱模不良所致的裂痕,模具成型空间须设有充分的脱模斜度,顶针的大小、位置、形式等要适当。顶出时,成品各部分的脱模阻力要均匀。 过度充填,是因施加过大的注射压力或材料计量过多,使制品内部应力过大,脱模时造成裂痕,在此状态下,模具配件的变型量也增大,致使更难脱模,助长裂痕(甚至破裂)的发生,此时应降低注射压力,防止过度充填。 浇口部位常易残留过大的内部应力,浇口附近易脆化,特别是直接浇口的部分,易因内部应力而破裂。
注塑件常见问题及解决方案 一、注塑件常见品质问题塑胶件成型后,与预定的质量标准(检验标准)有一定的差异,而不能满足下工序要求,这就是塑胶件缺陷,即常说的品质问题,要研究这些缺陷产生原因,并将其降至最低程度,总体来说,这些缺陷不外乎是由如下几方面造成:模具、原材料、工艺参数、设备、环境、人员。现将缺陷问题总结如下:1、色差:注塑件颜色与该单标准色样用肉眼观看有差异,判为色差,在标准的光源下(D65)。2、填充不足(缺胶):注塑件不饱满,出现气泡、空隙、缩孔等,与标准样板不符称为缺胶。3、翘曲变形:塑胶件形状在塑件脱模后或稍后一段时间内产生旋转和扭曲现象,如有直边朝里,或朝外变曲或平坦部分有起伏,如产品脚不平等与原模具设计有差异称为变形,有局部和整体变形之分。4、熔接痕(纹):在塑胶件表面的线状痕迹,由塑胶在模具内汇合在一起所形成,而熔体在其交汇处未完全熔合在一起,彼此不能熔为一体即产生熔接纹,多表现为一直线,由深向浅发展,此现象对外观和力学性能有一定影响。5、波纹:注塑件表面有螺旋状或云雾状的波形凹凸不平的表征现象,或透明产品的里面有波状纹,称为波纹。6、溢边(飞边、披锋):在注塑件四周沿分型线的地方或模具密封面出现薄薄的(飞边)胶料,称为溢边。7、银丝纹:注塑件表面的很长的、针状银白色如霜一般的细纹,开口方向沿着料流方向,在塑件未完全充满的地方,流体前端较粗糙,称为银丝纹(银纹)。8、色泽不均(混色):注塑件表面的色泽不是均一的,有深浅和不同色相,称为混色。9、光泽不良(暗色):注塑件表面为灰暗无光或光泽不均匀称为暗色或光泽不良。10、脱模不良(脱模变形):与翘曲变形相似,注塑件成型后不能顺利的从模具中脱出,有变形、拉裂、拉伤等、称为脱模不良。11、裂纹及破裂:塑胶件表面出现空隙的裂纹和由此形成的破损现象。12、糊斑(烧焦):在塑件的表面或内部出现许多暗黑色的条纹或黑点,称为糊斑或烧焦。13、尺寸不符:注塑件在成型过程中,不能保持原来预定的尺寸精度称为尺寸不符。14、气泡及暗泡:注塑件内部有孔隙,气泡是制品成型后内部形成体积较小或成串孔隙的缺陷,暗泡是塑胶内部产生的真空孔洞。15、表面混蚀:注塑件表面呈现无光、泛白、浊雾状外观称为混蚀。16、凹陷:注塑件表面不平整、光滑、向内产生浅坑或陷窝。17、冷料(冷胶):注塑件表面由冷胶形成的色泽、性能与本体均不同的塑料。18、顶白/顶高:注塑件表面有明显发白或高出原平面。 19、白点:注塑件内有白色的粒点,粒点又叫“鱼眼”,多反映在透明制品上。20、强度不够(脆裂):注塑件的强度比预期强度低,使塑胶件不能承受预定的负裁 二、常见品质(缺陷)问题产生原因1、色差:①原材料方面因素:包括色粉更换、塑胶材料牌号更改,定型剂更换。②原材料品种不同:如PP料与ABS料或PC料要求同一种色,但因材料品种不同而有轻微色差,但允许有一限度范围。③设备工艺原因:A、温度;B、压力;C熔胶时间等工艺因素影响。④环境因素:料筒未清干净,烘料斗有灰尘,模具有油污等。⑤色粉本身因素:有些色粉不受温,且制品很易受温度变化而改变。如:9278烤箱提手(A2945兰)。2、充填不足(缺胶):①模具方面:A、浇注系统设计不合理,浇注系统是熔体进入模腔的通道,对塑料件成型质量有很大关系,浇口不平行,浇口的位置不是在壁厚部位;B、模具排气结构不良;C、熔体中的杂质或冷料阻塞流道;D、模具温度未达要求。②原料方面:A、原材料含水量过大;B、原料中易挥发物超标;C、原材料中杂质或再生料过多。③注塑机方面:A、注射量不足:如用150T机生产180T产品。B、喷嘴为异物堵塞,喷嘴孔太小;C、原料供应不足:如料筒堵塞,水口料影响下料;D、止逆阀故障;E、注射行程不够。④成型操作方面:A、模具温度过低;B、注射压力太低;C、保压时间太短;D、注射速度太慢;E、熔体温度太低。3、翘曲变形:①模具方面:主要是针对模具设计方面不合理原因造成,在此不作讲述。②成型操作方面:A、注射压力过高,流体方向和垂直流向方向分子取向相差
88个常见塑胶模具设计问题大解答! 1、常用塑胶工程材料及收缩率? ABS:0.5%(超不碎胶) pc:0.5%(防弹玻璃胶)PMMa:0.5%:(有机玻璃)pe:2%聚乙烯PS:0.5%(聚苯乙稀) pp:2%(百折软胶) PA:2%(尼龙)PVC:2%(聚氯乙烯)POM:2%(塞钢) ABS+PC:0.4% PC+ABS :0.5% 工程材 料: ABS PC PE POM PMMA PP PPO PS PET 2、模具分为那几大系统? 浇注→顶出→冷却→成型→排气3、在做模具设计过程中应注意哪些问题? ①壁厚应尽量均匀一致,脱模斜度要足够大。②过渡部分应逐步,圆滑过渡、防止有尖角。③浇口。流道尽可能宽大,粗短,且应根据收缩冷凝过程设置浇口位置,必要时应加冷料井。④模具表面应光洁,粗糙度低(最好低0.8)⑤排气孔,槽必须足够,以及时排出空气和熔体中的气体。⑥除PET外,壁厚不要太薄,一般不得小于1mm.4、塑胶件常出现的瘕疵? 缺胶→披风→气泡→缩水→熔接痕→黑点→条纹→翘起→分层→脱皮5、常用的塑胶模具钢材?
45# S50c 718 738 718H 738H P20 2316 8407 H13NAK80 NAK55 S136 S 136H SKD616、高镜面抛光用哪种纲材? 常用高硬热处理钢材,例如:SKD61、8407、S1367、模架有那些结构? 面板→A板→B板→方铁→导柱→顶针板→顶针固定板→底板8、分型面的基本形式有哪些?平直→倾斜→曲面→垂直→弧面 9、在UG中如何相互隐藏? ctrL+B或ctrL+shift+B10、模具加工机械设备有哪些? 电脑锣→车床→铣床→磨床→钻床11、什么是2D,什么是3D? D的英文是:Dimension(线度、维)的字头,2D是指二维平面,3D 是指三维空间,在模具部分,2D通常是指平面图即CAD图,3D通常指立体图。12、pro/e的默认精度是多少?UG默认精度是多少? pro/e默认精度为:0.0012MM,UG默认精度为:0.0254MM。 13、全球模架生产四强企业? 德国:HASCO 日本:FUTABA(双叶)美国:DME 中国:LKM (龙记)14、CAD的默认字高是多少? CAD默认字高为是:2.5MM。15、什么是碰穿,什么是插穿?
50个塑胶模具设计中常用知识点 1、常用塑胶工程材料及收缩率? ABS:0.5%(超不碎胶) pc:0.5%(防弹玻璃胶) PMMa:0.5%:(有机玻璃) pe:2%聚乙烯 PS:0.5%(聚苯乙稀) pp:2%(百折软胶) PA:2%(尼龙) PVC:2%(聚氯乙烯) POM:2%(塞钢) ABS+PC:0.4% PC+ABS :0.5% 工程材料:ABS PC PE POM PMMA PP PPO PS PET 2、模具分为那几大系统? 浇注→顶出→冷却→成型→排气 3、在做模具设计过程中应注意哪些问题? (1)壁厚尽量均匀一致,脱模斜度要足够大。 (2)过渡部分逐步,圆滑过渡、防止有尖角。 (3)浇口。流道尽可能宽大,粗短,且应根据收缩冷凝过程设置浇口位置,必要时应加冷料井。 (4)模具表面光洁,粗糙度低(最好低0.8)
(5)排气孔,槽必须足够,以及时排出空气和熔体中的气体。 (6)除PET外,壁厚不要太薄,一般不得小于1mm. 4、塑胶件常出现的瘕疵? 缺胶→披风→气泡→缩水→熔接痕→黑点→条纹→翘起→分层→脱皮 5、常用的塑胶模具钢材? 45# S50c 718 738 718H 738H P20 2316 8407 H13 NAK80 NAK55 S136 S136H SKD61 6、高镜面抛光用哪种纲材? 常用高硬热处理钢材,例如:SKD61、8407、S136 7、模架有那些结构? 面板→A板→B板→方铁→导柱→顶针板→顶针固定板→底板 8、分型面的基本形式有哪些? 平直→倾斜→曲面→垂直→弧面 9、在UG中如何相互隐藏? ctrL+B或ctrL+shift+B 10、模具加工机械设备有哪些? 电脑锣→车床→铣床→磨床→钻床 11、什么是2D,什么是3D? D的英文是:Dimension(线度、维)的字头,2D是指二维平面,3D是指三维空间,在模具部分,2D通常是指平面图即CAD图,3D通常指立体图。12、pro/e的默认精度是多少?UG默认精度是多少? pro/e默认精度为:0.0012MM,UG默认精度为:0.0254MM。
注塑模具维护与保养规范 注塑模具维护与保养规范 QW360 4/1 如何控制和管理不同的试模申请,制定相应的试模计划,由注塑统一安排试模计划注塑模具维护与保养规则一( 目的:使设备能保持最佳的性能状态和延长使用寿命,确保生产的正常进行二( 适用范围:适用模具的维修和保养 三( 定时检查、维护:需由模具维修、上下模人员进行定时保养和检查 1( 每日的例行检查和维护: 1.1 运行中的模具是否处于正常状态 a( 是否有低压锁模保护; b( 活动部位如导柱、顶杆、行位是否磨损,润滑是否良好,要求至少12小时要加一次油 特殊结构要增加加油次数 c( 模具的固定模板的螺丝和锁模夹是否松动; 1.2生产正常状况:检查产品的缺陷是否与模具有关; 1.3下机时要对模具进行全面检查并进行防锈处理: 抹干型腔、型芯、顶出机构和行位等部位水份并喷洒模具防锈剂或涂抹黄油 1.4下机后的模具要放在指定地点并作好记录: (1)模具状况:完好还是待修(2)下模时的防锈处理方式 2( 每季的例行检查: 主要是对放置两个月以上没有使用的模具进行清理维护 2.1打开模具,检查内部防锈效果,有异常情况,须重新进行防锈处理. 长期不使用的模具须涂抹黄油. 2.2 放回原位并作好记录.
四( 维修注意事项: 1. 非专业维修人员或未经专业维修人员允许,不可自行拆模维修 2生产过程出现小的故障 调机人员可根据情况加以解决如:2.1入胶口粘模:应用铜针在入料嘴处敲出,不可用钢针等硬物敲打模具2.2型腔轻微模痕 可根据型腔的光洁度选择抛光材料.有纹面不可使用砂纸等抛光材料,一般用铜刷蘸钻石膏或金刚砂浆刷洗 由专业维修人员完成2.3产品粘模:一般用热的塑料包覆产品及顶出部位,待冷却后顶出如用火烧注意不要损伤模具表面 3. 专业人员维修模具时,不可随意更改结构,需要更改结构须经质量工程部门同意后方可进行 4. 保证维修质量,选择合适的设备、材料、工具及其解决问题的方法 以最快速度完成 五( 质量记录: 1. 注塑机及模具保养记录表 一、目的: 1.1为规范塑料注塑模的使用和保养,减少模具的损坏,确保产质量满足客户需求二、职责 2.1本标准必须经由培训合格之注塑技术人员2.2注塑领班负责实施和检查督导,主管定期督导. 三注塑模具的保养内容分为: 1.0生产前模具的保养
注塑模具各类问题原因分析及解决办法 问题可能成因解决方法 小黑点 熔胶筒内壁烧焦,胶 块脱落1.清洗炮筒内壁(拆螺杆清小洗) 2.用较硬胶料进入,以擦净炮筒内壁(小船坞机,如用清 洗剂及亚加力等) 3.避免胶料长时间受高温(料温不宜太高,储料不能太多, 黑点 空气带来肮脏物或模 腔腔内有空气引至1.封盖料斗 2.胶料封闭好,保持干净 3.增加或减低熔胶筒和模具温度,以改变胶料进入模腔的速度 4.减低注塑压力或速度 黑色条 纹1.料筒或螺杆不干 净,原料不干净 1.清理料筒及螺杆并小心处理胶料不受污染 2.料筒能胶料局部过 热 2.使炮筒之每段受热圴匀 3.冷胶料互相磨擦或 与炮筒壁磨擦时烧焦 3.A加入有外润滑剂的胶料B胶料加小许白矿油C增 加炮筒后段温度 4.射嘴过热烧焦胶料 4.减低射嘴温度
5.射嘴温度变化大 5.采用恒温控制器控制电热 黄点 黄线棕色条纹变色1.溶胶筒全面或局部 过热 1.A 减低温度B减低螺杆转速C减低回料背压 2.胶料黏住炮筒内壁 或射嘴以至烧 2.清理射嘴或炮筒螺杆 3.胶料在炮筒内停留 时间过长 3.缩短注塑周期 4.炮筒内存有死角 4.更换螺杆 产品哑 白 原料潮湿烘干原料再生产 气泡模腔填料不足,原因:模具达人微信:mujudaren 1.A制品切面厚,模 腔壁上有突起线 1.A 再设计模具 B 注塑压力太低 B 加大注塑压力 C 注塑时间太长 C 增加注塑时间 D 入料不足 D 增加注塑速度及增加入水口阔度 2.胶料潮湿 2.模塑前胶粒避免受过大的温度变化及要干燥胶粒 3.模具温度不均匀 3.重新排列运水信道,使模具温度一致
塑胶制品常见问题成因及解决办法 (1)塑料制品出现凹痕的原因及解决方法 一、产生凹痕的原因 1 、制品各部分厚度不同 2、模具内在压力不足 3、模具冷却不充分 4、由于冷却时间不足而产生的变形 二、相关联的知识 1、在生产制品过程中,凹痕是不良现象中发生频率最高的,注入模具的塑料在冷却时发生体积收缩,早冷却部分即表面首先硬化,内部就会产生气泡,所谓凹痕,就是冷却慢的部分在气泡收缩的方向产生了显眼的凹面。 2、收缩性大的材料也容易产生凹痕。当要改变成型条件来消除凹痕时,应该把设定条件往收缩小的方向设定。即模温、料筒温度降低,射出压力提高,但是应该注意由此可能会引起残余内应力。 3、因为凹痕以不显眼为好,所以,如果不影响外观的时候,有故意在模具上加工成腐蚀的模样,例如纹状、粒状等。还有,如果成型材料是HIPS时,用降低模温来降低光洁度也有效果。但是这些方法一旦有凹痕发生,想修理磨光制品就有困难。 三、解决的方法 1、即时:提高射出压力,延长射出保压时间,降低料筒温度和模具温度,在产生凹痕的地方强制冷却。 2、短期的:在产生凹痕的地方补上流边。在产生凹痕的地方的材料通边有狭小的场所时,把这部分边厚。 3、长期的:应彻底避免设计制品厚度的差异。容易产生凹痕的加强筋,狭长的形状应尽量短。 四.于材料的差异 成型收缩性大的材料,凹痕也大。例如PE、PP,即使只要稍微的加强筋,就会产生凹痕。 材料成型收缩率 PS 0.002~0.006 PP 0.01~0.02 PE 0.02~0.05 五、参考事项: 1、当温度降低到不产生凹痕时,如果在模腔内的材料还有压力,应该考虑到不会产生凹痕了。围绕在模具内的材料在模具内的压力即静压力,无论什么地方都是不一定的。接近浇口部分的压力高,如果材料的通边宽,因为到各个角落的压力的传递,近浇口同远离浇口的地方的压力差跟全体的压力相比相差很小就不会产生凹痕,也就能得到不残留内部应力的制品。而部分的材料在流入有困难的场所时,这个地方有高的压力,
模具专业术语——注塑模(锦浩塑胶模具厂) English Training——Injection Mold (一)模具专业基本用词Professional Terms 1.塑料—plastic, resin 2.样件—sample 3.钢料—steel 4.注塑机—injection machine, press 5.产品—part, product, moulding 6.模具—mold, mould, tool A 简易模(样板模)—prototype mold B 量产用模具—production mold 7.三维造型(数模)—model, 3D data 8.二维产品图—2D part drawing 9.设计—design 10.制造—manufacture, build up, construction 11.检验—chec k, inspection 12.测量—measure, inspection 13.修改—change, modify, correction 14.工程更改—engineer change 15.质量—quality 16.数量—quantity 17.基准—datum, reference (二)如何解析2D 产品图?How to read 2D part drawing? 一.产品几何Geometry 1.点—point 2.线(边)—line, edge 3.面face A 侧面—side B 表面—surface C 外观面—appearance surface 4.壁厚—wall thickness, stock thickness 5.加强筋(骨位)—rib 6.孔—hole 7.细长的槽—slot 8.柱位—boss
注塑模具保养管理规定 一、目的:使设备能保持最佳的性能状态和延长使用寿命,确保生产的正常进行。 二、职责: 2.1本标准必须经由培训合格之注塑技术人员和模具管理人员施行。 2.2注塑领班负责实施和检查督导,主管定期督导。 三、注塑模具的保养内容分为: 3.1生产前模具的保养: 3.1.1须对模具的表面的油污,铁锈清理干净,检查模具的冷却水孔是否有异物,是否有水路不通; 3.1.2须检查模具胶口套中的圆弧是否损伤,是否有残留的异物;3.1.3模具的固定模板的螺丝和锁模夹是否拧紧等; 3.1.4模具装上注射机后,要先进行空模运转。观察其各部位运行动作是否灵活,是否有不正常现象,活动部位如导柱、顶杆、行位是否磨损,润滑是否良好,顶出行程,开启行程是否到位,合模时分型面是否吻合严密等。 3.2生产中模具的保养 3.2.1模具使用时,要保持正常温度,不可忽冷忽热。在正常温下工作,可延长模具使用寿命。 3.2.2每天检查模具的所有导向的导柱、导套、回针、推杆、滑块、型芯等是否损伤,要随时观察,定时检查,适时擦洗,并要定期对其
加油保养,每天上下班保养两次,以保证这些滑动件运动灵活,防止紧涩咬死。 3.2.3每次锁模前,均应注意,型腔内是否清理干净,绝对不准留有残余制品,或其它任何异物,清理时严禁使用坚硬工具,以防碰伤型腔表面。 3.2.4型腔表面有特殊要求的模具,表面粗糙度Ra小于或等于0.2cm,绝对不能用手抹或棉丝擦,应用压缩空气吹,或用高级餐巾纸和高级脱脂棉商上酒精轻轻地擦抹。 3.2.5定期清洁模具分型面和排气槽的异物胶丝,异物,油物等,分模面、流道面清扫每日两次注射模具在成型过程中往往会分解出低分子化合物腐蚀模具型腔,使得光亮的型腔表面逐渐变得暗淡无光而降低制品质量,因此需要定期擦洗,擦洗可以使用醇类或酮类制剂,擦洗后要及时吹干。 3.2.6定期检查模具的水路是否畅通,并对所有的紧固螺丝进行紧固。 3.2.7检查模具的限位开关是否异常,斜销.斜顶是否异常。 3.3停机模具的保养 3.3.1操作离开需临时停机时,应把模具闭合上,不让型腔和型芯暴露在外,以防意外损伤,停机时间预计超过24小时,要在型腔、型芯表面喷上防锈油或脱模剂,尤其在潮湿地区和雨季,时间再短也要做防锈处理。空气中的水汽会使模腔表面质量降低,制品表面质量下降。模具再次使用时,应将模具上的油去除,擦干净后才可使用,有镜面要求的清洗压缩空气吹干后再用热风吹干,否则会在成型时渗出
1.雾气(Moisture streaks) 2.玻纤分配不均(Glass Fiber Streaks) 3.困气(Gas Trap Effect) 4.银丝纹(Sliver Marks) 5.结合线(Weld Line) 6.水波纹(Water Wave Effect) 7.黑点(Dark Spots) 8.顶出印(Visible Ejector Marks) 9.变形(Deformation During Demolding) 10.填充不足(Short Filling) 11.冷料流痕(Cold Slug) 12.进浇口点不良(Dull Spots Near The Spure) 13.喷射痕(Jetting) 14.表面起层(Flaking Of The Surface Layer) 15.浮泡(Entrapped Air) 16.过热变色(Burnt Streaks) 17.龟裂(Stress Crack0 18.缩水痕(Sink Marks) 19.真空气泡(Density Bubble) 20.披风(Flash) 21.擦伤印(Scratch Marks) 1﹒雾气(Moisture streaks) 成因: 由于公模型面上产生一些不能融合的物质层分隔在塑件之间(可能是水份、气体),又或者在塑料进入时遇上困难,使其不能完全复印模具的原有型面。 改善方法: a)塑料 .检查塑料的MFI 值.检查塑料的配方.量度塑料的湿度 b)模具 .冷却管道有否渗漏.模面拋光不良 c)注塑机条件 .模温太冷.脱模剂过多.增加塑料的干燥程度 2.玻纤分配不均(Glass Fiber Streaks) 成因: 基于玻纤的长度影响,亦由于流动时的熔融流动前方向与配向关系,及流动速度与冷却速度的变化,或玻纤排列不良,一些竖立、一些斜立,所以出现玻纤浮面(玻纤分配不均)现象。出现这种情况除影响外观不佳外还会降低注塑件的工程结构。 改善方法: a)塑料 .更换较短玻纤材料?换玻璃珠材料 b)模具 .更改入闸口值量 c)注塑机条件