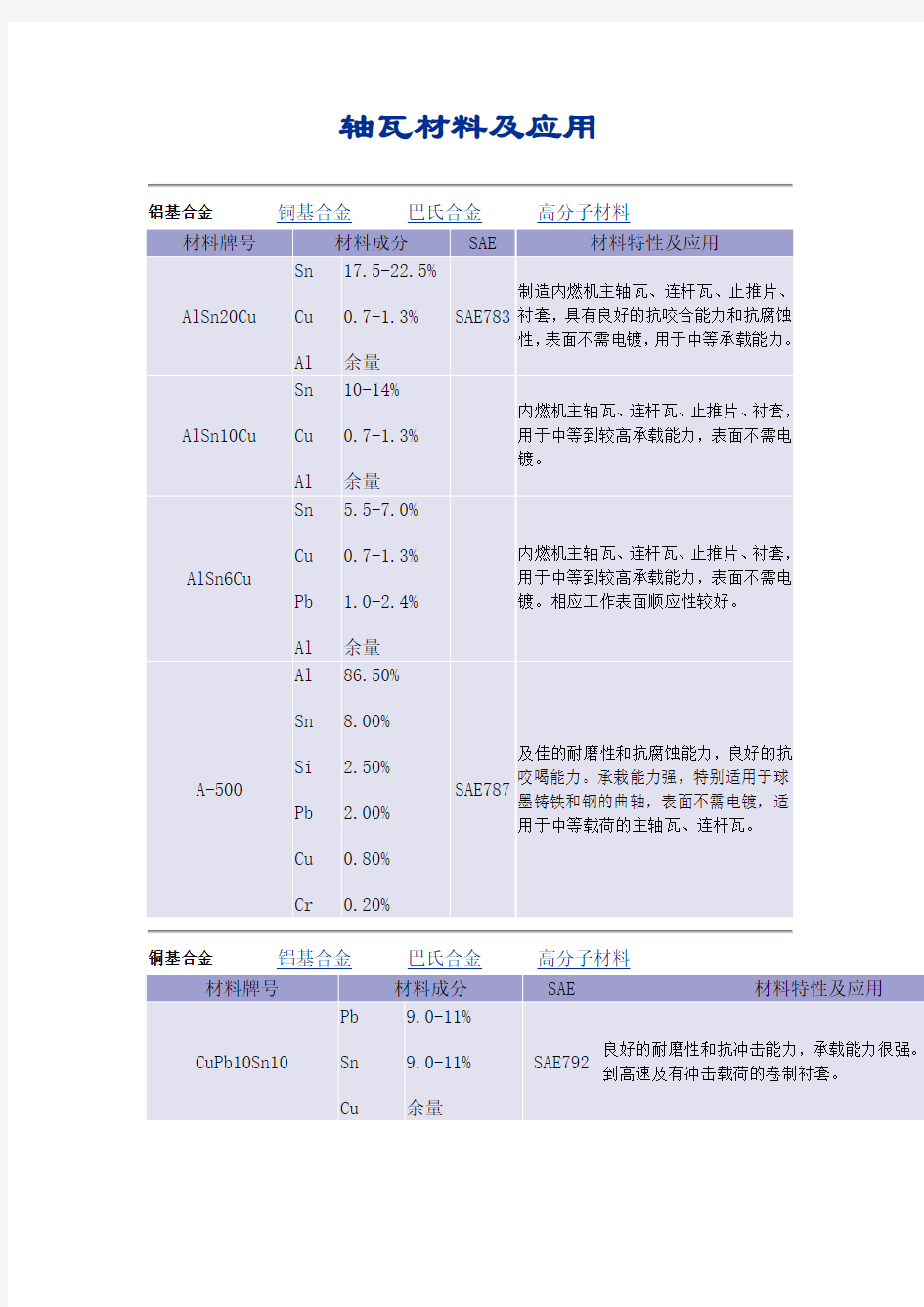

轴瓦材料及应用
铝基合金
铜基合金 巴氏合金
高分子材料
材料牌号
材料成分 SAE
材料特性及应用
AlSn20Cu
Sn Cu
Al 17.5-22.5% 0.7-1.3%
余量
SAE783 制造内燃机主轴瓦、连杆瓦、止推片、
衬套,具有良好的抗咬合能力和抗腐蚀
性,表面不需电镀,用于中等承载能力。
AlSn10Cu
Sn Cu
Al 10-14%
0.7-1.3%
余量
内燃机主轴瓦、连杆瓦、
止推片、衬套,用于中等到较高承载能力,表面不需电镀。
AlSn6Cu
Sn Cu
Pb
Al 5.5-7.0% 0.7-1.3%
1.0-
2.4% 余量
内燃机主轴瓦、连杆瓦、止推片、衬套,用于中等到较高承载能力,表面不需电镀。相应工作表面顺应性较好。
A-500
Al Sn Si
Pb Cu Cr
86.50% 8.00% 2.50% 2.00% 0.80% 0.20%
SAE787
及佳的耐磨性和抗腐蚀能力,良好的抗咬喝能力。承栽能力强,特别适用于球
墨铸铁和钢的曲轴,表面不需电镀,适用于中等载荷的主轴瓦、连杆瓦。
铜基合金
铝基合金 巴氏合金 高分子材料
巴氏合金铝基合金铜基合金高分子材料
高分子材料铝基合金铜基合金巴氏合金
In Bronze Matrix 或不需润滑的场合。
G-492 PTFE
PbO
CaF2
In
Bronze
Matrix
53%
42%
5%
摩擦系数
比G-92更
低,适用
于高负
载,低速、
无润滑的
应用场
合。
G-95 PEEK
PTFE
Graphite
In
Bronze
Matrix
84%
8%
8%
极好的耐
磨性,仅
适用于自
润滑的衬
套。
ALECULAR-BI ,BIMETALIC ALUMINUM BASE CRANKSHAFT BEARING ALLOYS
The Alecular-Bi alloys can be used in bimetallic form (without overlay), which offers the advantage of simplified processing, excellent bearing wall size control and extremely low wear rate compared to overlay plated copper- or aluminum-base alloys.
Note: The K-783 in not in use any more.
K-788 and K-788A are very similar in performance and cost.
铜基合金粉末的主要几种合金牌号及其化学成份:
二、铜基合金粉末主要牌号所处的不同粒度范围
点击放大
铝基钢带简介
铝基钢带主要用来制造发动机的主轴瓦、连杆瓦、衬套、止推片等。
铝基钢带技术标准:如下
一、铝基材料主要合金牌号及其化学成份:
二、钢背材料与硬度:钢带钢背采用08AL、08F、08、10钢或用户自选钢背材料。
三、钢背表面粗糙度Ra≤0.63um。
四、板材的尺寸及允许偏差表(单位:mm)
五、板材应粘结牢固,不得分层。可用弯曲法测试其粘结牢度,将板材以轧制方向剪成15mm宽的试样。先把试样一次弯曲成180°(弯曲半径与总厚度相等),再多弯回。试验时,铝合金与钢背分别作为内层各弯一片,允许试样断裂,但钢背与铝合金不得分层。
六、生产板材的厚度范围在1.0mm-11mm,宽度范围在175mm以内
点击放大
侧板、配油盘用于液压泵、液压马达。
侧板及配油盘(液压泵、液压马达用)技术标准:如下一、耐磨层牌号,主要元素含量
二、耐磨层物理性能
三、钢层材料、钢号:10、15号。如果用户有特殊要求,按用户要求生产。
四、产品标记:“F”。
五、检验方法:
1、密度按JB2869-81《烧结金属材料(硬质合金除外)密度的测定》检验。
2、硬度按GB9097、1的规定检验。3、粘结强度用90°弯曲法检验
目录 1.ABS 丙烯腈-丁二烯-苯乙烯共聚物 (2) 2.PA6 聚酰胺6或尼龙6 (3) 3.PA12 聚酰胺12或尼龙12 (3) 4.PA66 聚酰胺66或尼龙66 (4) 5.PBT 聚对苯二甲酸丁二醇酯 (6) 6.PC 聚碳酸酯 (6) 7.PC/ABS 聚碳酸酯和丙烯腈-丁二烯-苯乙烯共聚物和混合物 (7) 8.PC/PBT 聚碳酸酯和聚对苯二甲酸丁二醇酯的混合物 (7) 9.PE-HD 高密度聚乙烯 (8) 10.PE-LD 低密度聚乙烯 (8) 11.PEI 聚乙醚 (9) 12.PET 聚对苯二甲酸乙二醇酯 (9) 13.PETG 乙二醇改性-聚对苯二甲酸乙二醇酯 (10) 14.PMMA 聚甲基丙烯酸甲酯 (10) 15.POM 聚甲醛 (11) 16.PP 聚丙烯 (11) 17.PPE 聚丙乙烯 (12) 18.PS 聚苯乙烯 (13) 19.PVC (聚氯乙烯) (13) 20.SA苯乙烯-丙烯腈共聚物 (14)
ABS 丙烯腈-丁二烯-苯乙烯共聚物 典型应用范围: 汽车(仪表板,工具舱门,车轮盖,反光镜盒等),电冰箱,大强度工具(头发烘干机,搅拌器,食品加工机,割草机等),电话机壳体,打字机键盘,娱乐用车辆如高尔夫球手推车以及喷气式雪撬车等。 注塑模工艺条件: 干燥处理:ABS材料具有吸湿性,要求在加工之前进行干燥处理。建议干燥条件为80~90℃下最少干燥2小时。材料温度应保证小于0.1%。 熔化温度:210~280℃;建议温度:245℃。 模具温度:25~70℃。(模具温度将影响塑件光洁度,温度较低则导致光洁度较低)。 注射压力:500~1000bar。 注射速度:中高速度。 化学和物理特性: ABS 是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。每种单体都具有不同特性:丙烯腈有高强度、热稳定性及化学稳定性;丁二烯具有坚韧性、抗冲击特性;苯乙烯具有易加工、高光洁度及高强度。从形态上看,ABS是非结晶性材料。三中单体的聚合产生了具有两相的三元共聚物,一个是苯乙烯-丙烯腈的连续相,另一个是聚丁二烯橡胶分散相。ABS的特性主要取决于三种单体的比率以及两相中的分子结构。这就可以在产品设计上具有很大的灵活性,并且由此产生了市场上百种不同品质的ABS材料。这些不同品质的材料提供了不同的特性,例如从中等到高等的抗冲击性,从低到高的光洁度和高温扭曲特性等。ABS材料具有超强的易加工性,外观特性,低蠕变性和优异的尺寸稳定性以及很高的抗冲击强度。
三、常用工程材料及选用 纯金属因价贵,力学性能较低,不能满足现代工业的要求,因此工业上多应用合金。下面对工程中常用的金属材料进行叙述。 一、碳素钢 碳素钢是指Wc≤2.11%,并含少量硅、锰、磷、硫等杂质元素的铁碳合金。碳素钢具有一定的力学性能和良好的工艺性能,且价格低廉,在工业中广泛应用。 碳素钢的分类及牌号 碳素钢的种类很多,常按以下方法分类。 1.按钢的含碳量分类 可分为:低碳钢(0.0218% 二、合金钢 为了改善碳素钢的组织和性能,在碳素钢基础上有目的地加入一种或几种合金元素所形成的铁基合金,称为低合金钢或合金钢。常加入的合金元素有硅、锰、铬、镍、钼、钨、钒、钛、硼、铝、铌、锆等。通常低合金钢中加入合金元素的种类和数量较合金钢少。不同元素的组合,不同的元素含量,可得到不同的性能。 合金钢的分类 1.按质量等级分 按质量等级,合金钢可分为优质合金钢(如一般工程结构用合金钢、耐磨钢、硅锰弹簧钢等)和特殊质量合金钢(如合金结构钢、轴承钢、合金工具钢、高速工具钢、不锈钢、耐热钢等)。 2.按合金元素总量分 按合金元素总量将合金钢分为:低合金钢(W Me<5%)、中合金钢(W Me=5%~10%)和高合金钢(W Me >10%) 3. 按合金元素种类分 按合金元素种类将合金钢分为:铬钢、锰钢、硅锰钢、铬镍钢等。 4. 按主要性能和使用特性分 主要分为工程结构用合金钢,机械结构用合金钢,轴承钢,工具钢,不锈、耐蚀和耐热钢,特殊物理性能钢等。 合金钢的编号 我国合金钢编号方法的原则是以钢中碳含量(Wc×100)、合金元素的种类和含量(W Me ×100)来表示。当钢中合金元素的平均含量W Me<1.5%时,钢号中只标出元素符号,不标明合金元素平均含量;当W Me≥1.5%、2.5%、3.5%……时,在该元素后面相应的标出2、3、4……。合金钢的具体编号方法见表1-11: 比例极限 MPa 金属材料的主要性能指标包括物理性能指标、材料力学性能指标、热力学 性能指标和电性能指标。如表所示。 金属材料的主要性能指标及涵义一览表 性能 增长,即应力与应变成正比例关系时(符合虎克定 律),这个比例系数就称为弹性模量。根据应力, 应变的性质通常又分为:弹性模量( E )和切变模 量(G ),弹性模量的大小,相当于引起物体单位 变形时所需应力之大小,所以,它在工程技术上是 切变模量 衡量材料刚度的指标, 弹性模量愈大,刚度也愈大, 亦即在一定应力作用下,发生的弹性变形愈小。任 何机器零件,在使用过程中,大都处于弹性状态, 对于要求弹性变形较小的零件,必须选用弹性模量 大的材料 (7 P 指伸长与负荷成正比地增加,保持直线关系, (Rp ) 当开始偏离直线时的应力称比例极限,但此位置很 类别 名称 符号 单位 涵义说明 密度 kg/m 3 g/cm 3 弹性模量 MPa 密度是金属材料的特性之一,它表示某种金属 材料单位体积的质量,不同金属材料的密度是不相 同的。在机械制造业上,通常利用“密度”来计算 零件毛坯的质量(习惯上称为质量)。金属材料的 密度也直接关系到由它所制成的零件或构件的质 量或紧凑程度,这点对于要求减轻机件自重的航空 和宇航工业制件具有特别重要的意义 金属材料在弹性范围内,外力和变形成比例地 指标 MPa 弹性极限强度极限 抗拉强度抗弯强度抗压强度 抗剪强度抗扭强度 屈服点屈服强度持久强度 (7 e (7 (J b (Rm) CT bb CT w (7 be 0- y (7 s 极限 MPa MPa MPa MPa MPa MPa MPa MPa 难精确测定,通常把能引起材料试样产生残余变形 量为试样原长的%或% % %寸的应力,规定为比例 这是表示金属材料最大弹性的指标,即在弹性 变形阶段,试样不产生塑性变形时所能承受的最大 应力,它和dP一样也很难精确测定,一般多不进行 测定,而以规定的 d P数值代替之 指金属材料受外力作用,在断裂前,单位面积 上所能承受的最大载荷 指外力是拉力时的强度极限,它是衡量金属材 料强度的主要性能指标 指外力是弯曲力时的强度极限 指外力是压力时的强度极限,压缩试验主要适 用于低塑性材料,如铸铁等 指外力是剪切力时的强度极限 指外力是扭转力时的强度极限 金属材料受载荷时,当载荷不再增加,但金属 材料本身的变形,却继续增加,这种现象叫做屈服, 产生屈服现象时的应力,叫屈服点 MPa 金属材料发生屈服现象时,为便于测量,通常 按其产生永久残余变形量等于试样原长呱寸的应力 作为“屈服强度”,或称“条件屈服极限” 工作温度 时间h 指金属材料在一定的高温条件下,经过规定时 间发生断裂时的应力,一般所指的持久强度,是指 MPa 下面是本人总结的一些常用材料: *AL6061:(以镁、硅为主要合金元素)55-65/KG,中等强度<270Mpa,抗腐蚀性和机加工性好, 1.镀镍; 2.阳极氧化HRC42-55(a:阳极本色氧化,厚度8-15u;b:阳极黑色氧化,厚度20-30u;c:硬质阳极氧化,厚度12-20u;d:硬质阳极氧化黑,厚度20-30u)。 *6063:(以镁、硅为主要合金元素)60/kg,强度<200Mpa。 *7075:(以锌为主要合金元素)65/kg,高强度,是6061的2倍,可淬火但脆性抵其余性能和表面处理和6061同。 *2A12:(以铜为主要合金元素)35/kg,老标准LY12,强度470Mpa,耐热,制作高负荷零件,是硬铝合金中最常用。 *5A02:(以镁为主要合金元素)35/kg,老标准LF2,日本A5052,典型防锈合金,耐腐蚀性高、焊接性好、塑性高,强度245Mpa,制作中等负荷和焊接构件。 *Q235A:老标准A3钢,碳素结构钢,7/kg,易生锈, 一般钣金件做烤漆处理,步骤:a:如果生锈,先除锈;b:作漆前经过“脱脂-磷化-钝化”处理;c:喷底漆晾干,喷表面漆;d:对喷涂的工件进行烘烤,形成漆膜保护工件。处理喷漆,还可以“喷粉”“喷塑”喷粉和烤漆差不多;但喷塑比烤漆厚,里硬外软,但金属表面的附着力小均匀性差。 脱脂:除油脂; 磷化:使金属与磷酸或磷酸盐化学反应,在表面形成一层稳定磷酸盐膜的处理方法,防腐蚀;钝化:化学清洗,为了材料的防腐蚀。 *SUS304:52/KG,做钝化处理、表面拉丝;不建议做机加件,因为切削性不好、粘刀;钝化处理:对不锈钢全面酸洗钝化处理,清除污垢,处理后表面变成均匀银白色,大大提高不锈钢抗腐蚀性能 *SUS303:45/kg,切削性好,耐腐蚀性好,强度为6061的2倍。 *SUS440C:160/kg,含碳量高,淬火HRC >55,加工后做退磁处理,耐磨、耐腐蚀。退磁:SUS440C冷加工后带有磁性,用大功率的退磁器退磁。 *S136(H):35/kg,(瑞典)淬火硬度HRC45-55,表面可加工成镜面,加工后做退磁,耐腐蚀性和硬度比440C低;S136H是预加硬了的,硬度HRC30-35)。 * SUS316:不锈钢塑性、韧性、冷变性、焊接工艺性能良好,316高温强度好,316L高温性能稍差,但耐蚀性好于316,由于含碳量低且含有2%-3%的钼,提高了对还原性盐和各种无机酸和有机酸、碱、盐类的耐腐蚀性能,同时高温性强度。 *45钢:碳素结构钢中的中碳钢,8-12/kg,强度:600Mpa,为防锈,做氧化处理,俗称:发蓝、发黑。轴类零件用,如要求淬硬更高可用50钢。 *SKD11:46/kg,模具钢,淬火硬度>58,高硬度、高耐磨。 *ASP-23:520/kg,高硬度、高耐磨性、高韧性粉末高速钢,硬度高达HRC60-66,用于精密冲模的冲头。 *POM:俗称“赛钢”,白色45元/kg,黑65/kg,棒55/kg,防静电338/kg,耐磨性好。*UR:30/kg,俗称“优力胶”。*有机玻璃:(PMMA)28/kg,有一定强度和耐温变性,质较脆,表面硬度不够易擦毛。 *电木:(环氧树脂层压板)32/kg,电气绝缘性良好,作电器地板; *也可采用镀锌钢板做电器地板。 10-1 滑动轴承的类型和典型结构 一、滑动轴承的类型 滑动轴承与滚动轴承功能相同,同属支承件。由于滑动轴承起动摩擦阻力较大,维护也较麻烦,故多为滚动轴承所取代。但由于结构及摩擦状态等方面的不同在某些工况下,,滑动轴承具有滚动轴承所不能可比拟的一些独特优势,使其在机械设计中仍占有重要地位。滑动轴承主要应用于高速、高精度、重载、强冲击、安装受限、经径向结构尺寸要求小、特殊工况工作条件等场合。 滑动轴承按其承受载荷的方向,可分为径向滑动轴承(用于承受径向力或主要承受径向力)和推力滑动轴承(用于承受轴向力)。根据滑动表面间摩擦状态的不同,可分为液体摩擦轴承、非液体摩擦轴承(指滑动表面间处于边界润滑或混合润滑状态)和干摩擦轴承(或称无润滑轴承,指工作前和工作时不加润滑剂)。根据液体润滑承载机理的不同,又可分为液体动力润滑轴承(简称液体动压轴承)和液体静压润滑轴承(简称液体静压轴承)。滑动轴承按其承受载荷方向的不同,分为径向滑动轴承(用于承受径向载荷)和推力滑动轴承(用于承受轴向载荷)。根据其轴承工作表面间的摩擦状态的不同,滑动轴承可分为非液体摩擦轴承、液体摩擦轴承和干摩擦轴承。又根据油膜形成原理的不同,液体摩擦轴承分为液体动压滑动轴承和液体静压滑动轴承。本章主要讨论非液体摩擦滑动轴承和液体动压滑动轴承的结构、材料、参数选择及承载能力计算等内容设计计算。 二、滑动轴承的典型结构 滑动轴承的结构形式与摩擦状态和受载方向有关,其结构一般由轴承座、轴瓦、润滑和密封装置等组成并有多种结构形式,下面介绍几种典型结构。 1 .经向滑动轴承 ( 1 )整体式 图 10- 1 所示为整体式径向滑动轴承,它是由轴承座 1 、整体轴瓦 2 和紧定螺定 3 等组成。轴承座用螺栓与机座联接,顶部开有进油或安装油杯的螺 材料物理性能参数 表征材料在力、热、光、电等物理作用下所反映的各种特性。常用的材料物理性能参数有内耗、热膨胀系数、热导率、比热容、电阻率和弹性模量等。 内耗材料本身的机械振动能量在机械振动时逐渐消耗的现象。其基本度量是振动一个周期所消耗的能量与原来振动能量之比。测量内耗的常用方法有低频扭摆法和高频共振法。内耗测量多用于研究合金中相的析出和溶解。 热膨胀系数材料受热温度上升1℃时尺寸的变化量与原尺寸之比。常用的有线膨胀系数和体膨胀系数两种。热膨胀系数的测量方法主要有:①机械记录法;②光学记录法;③干涉仪法;④X射线法。材料热膨胀系数的测定除用于机械设计外,还可用于研究合金中的相变。 热导率单位时间内垂直地流过材料单位截面积的热量与沿热流方向上温度梯度的负值之比。热导率的测量,一般可按热流状态分为稳态法和非稳态法两类。热导率对于热机,例如锅炉、冷冻机等用的材料是一个重要的参数。 比热容使单位质量的材料温度升高1℃时所需要的热量。比热容可分为定压比热容cp 和定容比热容cV。对固体而言,cp和cV的差别很小。固体比热容的测量方法常用的有比较法、下落铜卡计法和下落冰卡计法等。比热容可用于研究合金的相变和析出过程。 电阻率具有单位截面积的材料在单位长度上的电阻。它与电导率互为倒数,通常用单电桥或双电桥测出电阻值来进行计算。电阻率除用于仪器、仪表、电炉设计等外,其分析方法还可用于研究合金在时效初期的变化、固溶体的溶解度、相的析出和再结晶等问题。 弹性模量又称杨氏模量,为材料在弹性变形范围内的正应力与相应的正应变之比(见拉伸试验)。弹性模量的测量有静态法(拉伸或压缩)和动态法(振动)两种。它是机械零部件设计中的重要参数之一。 第三节轴瓦的结构 常用的轴瓦分为整体和剖分式两种结构。整体式轴瓦是套筒形(称为轴套)。剖分式轴瓦多由两半组成。为了改善轴瓦表面的摩擦性质,常在其内表面上浇铸一层或两层减摩材料,称为轴承衬,即轴瓦做出双金属结构或三金属结构。轴承衬的厚度很小,一般随轴承直径的增大而增大,通常为:零点几mm到6mm。 轴瓦和轴承座不允许有相对移动,为了防止轴瓦的移动,可将其两端做出凸缘用于轴向定位或用销钉(或螺钉)将其固定在轴承座上。 为了使滑动轴承获得良好的润滑,轴瓦或轴颈上需开设油孔及油沟,油孔用于供应润滑油,油沟用于输送和分布润滑油。其位置和形状对轴承的承载能力和寿命影响很大。通常,油孔应设置在油膜压力最小的地方;油沟应开在轴承不受力或油膜压力较小的区域,要求既便于供油又不降低轴承的承载能力。图为油孔和油沟对轴承承载能力的影响。图为几种常见的油沟,油孔和油沟均位于轴承的非承载区,油沟的长度均较轴承宽度短。 在非承载区的轴瓦上开设的油沟,通常是以进油口(图中小口)为中心开出纵向,横向或倾斜的油沟。其作用是:使油进入轴承后能够均匀的分布在整个轴颈上。(油从轴承的两端流出去,即端泄)。 注意:油沟不能开在承载区(动压油膜的建立区),否则,会降低油膜的承载能力。 对于大型的滑动轴承,常采用“油室”结构。润滑油从两侧导入,它可使润滑油沿轴向均匀分布,并起着贮油和稳定供油的作用。 形成动压油膜和液体摩擦的约束条件 图中:为轴颈中心,为轴承中心,当、重合时,轴颈与轴承间有一间隙,称为半径间隙,也称为设计间隙(图8-13(e))。 图(a):轴颈静止时,在外载荷作用下,轴颈处于轴承孔最下方的稳定位置,两表面间自然 形成一弯曲的楔形。此时偏心距(即的连线)=等于半径间隙。 图(b):润滑油进入轴承间隙并吸附在轴径和轴承表面上。轴颈开始转动时,速度极低,这时轴颈和轴承间的摩擦为金属间的直接摩擦。作用于轴颈上的摩擦力的方向与其表面上的圆周速度方向相反,迫使轴颈沿轴承孔内壁向上爬。 图(c):随着轴颈转速的升高,润滑油顺着旋转方向被不断的带入楔形间隙,由于间隙越来越小,根据流体通过管道时流量不变的原理,当楔形间隙逐渐减小时,则润滑油的流速将逐渐增大,使润滑油被挤压从而产生油膜压力。在间隙最小处,流速越来越大,润滑油被挤得越来越厉害,这些油膜压力的合力大到足以将轴颈推离,使轴颈和轴承的金属接触面积不断减少,以致在轴颈和轴 承间形成一层较薄的油膜。但由于油膜压力尚不足以完全平衡外载,油膜厚度还没有大于两表 面粗糙度之和,此时轴承仍处于非液体摩擦状态。 图(d):当轴颈转速升至一定值时,油膜压力完全将轴颈托起,形成将两表面完全隔开的油膜厚度。此时,轴承开始工作在完全液体摩擦状态下。当轴颈转速进一步升高时,油膜压力进 一步升高,轴颈不断抬高,使轴承偏心距不断减少,导致两表面形成的楔形角减少。楔形角减小会降低油的挤压,使油膜压力下降。然而,油膜压力下降,又将使轴心下移,增大楔形角,使油压升高。如此反复,直至油膜压力的合力与外载荷达到新的平衡为止。 图(e):理论上当轴颈转速达到无穷大时,轴承偏心距将趋于零。 从上述滑动轴承运行机理可见,形成动压油膜的必要条件为: 1、两工作表面间必须构成楔形间隙; 2、两工作表面间应充满具有一定粘度的润滑油或其它流体; 3、两工作表面间存在一定相对滑动,且运动方向总是带动润滑油从大截面流进,小截面流出。 材料名称弹性模量(N/m^2)泊松比质量密度(kg/m^3)抗剪模量(N/m^2)张力强度(N/m^2)屈服强度(N/m^2)热扩张系数(/Kelven)比热(J/(kg.K))热导率(W/(m.k)) Ductile Iron (SN) 1.20E+110.3107.90E+037.70E+108.62E+08 5.51E+08 1.10E-05 4.50E+0275.00 KTH300-06 (GB) 1.90E+110.2707.30E+038.60E+10 3.00E+080.00E+00 1.20E-05 5.10E+0247.00 KTH350-10 (GB) 1.90E+110.2707.30E+038.60E+10 3.50E+08 2.00E+08 1.20E-05 5.10E+0247.00 KTZ450-06 (GB) 1.90E+110.2707.30E+038.60E+10 4.50E+08 2.70E+08 1.20E-05 5.10E+0247.00 KTZ550-04 (GB) 1.90E+110.2707.30E+038.60E+10 5.50E+08 3.40E+08 1.20E-05 5.10E+0247.00 KTZ650-02 (GB) 1.90E+110.2707.30E+038.60E+10 6.50E+08 4.30E+08 1.20E-05 5.10E+0247.00 KTZ700-02 (GB) 1.90E+110.2707.30E+038.60E+107.00E+08 5.30E+08 1.20E-05 5.10E+0247.00 KTB350-04 (GB) 1.20E+110.3107.90E+037.70E+10 3.50E+080.00E+00 1.10E-05 4.50E+0275.00 KTB380-12 (GB) 1.20E+110.3107.90E+037.70E+10 3.80E+08 1.70E+08 1.10E-05 4.50E+0275.00 KTB400-05 (GB) 1.20E+110.3107.90E+037.70E+10 4.40E+08 2.20E+08 1.10E-05 4.50E+0275.00 KTB450-07 (GB) 1.20E+110.3107.90E+037.70E+10 4.50E+08 2.60E+08 1.10E-05 4.50E+0275.00 Gray Cast Iron (SN) 6.62E+100.2707.20E+03 5.00E+10 1.52E+080.00E+00 1.20E-05 5.10E+0245.00 HT100 (GB) 1.08E+110.1237.10E+03 4.80E+10 1.50E+080.00E+008.20E-06 5.10E+0245.00 HT150 (GB) 1.16E+110.1947.00E+03 4.86E+10 1.50E+080.00E+00 1.01E-05 5.10E+0245.00 HT200 (GB) 1.48E+110.3107.20E+03 5.66E+10 2.00E+080.00E+00 1.10E-05 5.10E+0245.00 HT250 (GB) 1.38E+110.1567.28E+03 5.98E+10 2.50E+080.00E+008.20E-06 5.10E+0245.00 HT300 (GB) 1.43E+110.2707.30E+03 5.66E+10 3.00E+080.00E+00 1.12E-05 5.10E+0245.00 HT350 (GB) 1.45E+110.2707.30E+03 5.66E+10 3.50E+080.00E+00 1.12E-05 5.10E+0245.00 Malleable Cast Iron 1.90E+110.2707.30E+038.60E+10 4.14E+08 2.76E+08 1.20E-05 5.10E+0247.00 QT400-15 1.61E+110.2747.01E+03 6.32E+10 4.00E+08 2.50E+08 1.29E-05 5.10E+0247.00 QT400-18 1.61E+110.2747.01E+03 6.32E+10 4.00E+08 2.50E+08 1.29E-05 5.10E+0247.00 QT450-10 1.69E+110.2577.06E+03 6.76E+10 4.50E+08 3.10E+08 1.01E-05 5.10E+0247.00 QT500-7 1.62E+110.2937.00E+03 6.27E+10 5.00E+08 3.20E+089.10E-06 5.10E+0247.00 QT600-3 1.69E+110.2867.12E+03 6.56E+10 6.00E+08 3.70E+08 1.18E-05 5.10E+0247.00 QT700-2 1.69E+110.3057.09E+03 6.47E+107.00E+08 4.20E+08 1.08E-05 5.10E+0247.00 QT800-2 1.74E+110.2707.30E+03 6.84E+108.00E+08 4.80E+08 1.01E-05 5.10E+0247.00 QT900-2 1.81E+110.2707.18E+037.10E+109.00E+08 6.00E+08 1.10E-05 5.10E+0247.00 Q195 2.12E+110.2867.69E+038.24E+10 3.50E+08 1.95E+088.80E-06 4.40E+0243.00 Q215 2.12E+110.2887.69E+038.25E+10 3.50E+08 2.15E+088.80E-06 4.40E+0243.00 Q235-A(F) 2.08E+110.2777.86E+038.14E+10 3.90E+08 2.35E+088.70E-06 4.40E+0243.00 Q235-A 2.12E+110.2887.86E+038.23E+10 3.90E+08 2.35E+08 1.20E-05 4.40E+0243.00 Q235-B 2.10E+110.2747.83E+038.24E+10 3.90E+08 2.35E+088.00E-06 4.40E+0243.00 Q255 2.10E+110.2747.83E+038.24E+10 4.50E+08 2.55E+088.00E-06 4.40E+0243.00 Q275 2.10E+110.2747.83E+038.24E+10 4.90E+08 2.50E+088.00E-06 4.40E+0243.00 08F 2.19E+110.2677.83E+038.62E+10 2.95E+08 1.75E+088.70E-06 4.40E+0248.00 8 2.11E+110.2797.82E+038.25E+10 2.95E+08 1.75E+08 1.22E-05 4.40E+0248.00 10F 2.12E+110.2707.85E+038.26E+10 3.15E+08 1.85E+08 1.25E-05 4.40E+0248.00 10 2.10E+110.2707.86E+038.26E+10 3.15E+08 1.85E+08 1.26E-05 4.40E+0248.00 15F 2.12E+110.2887.85E+038.24E+10 3.55E+08 2.05E+08 1.19E-05 4.40E+0248.00 15 2.13E+110.2897.85E+038.26E+10 3.75E+08 2.25E+08 1.19E-05 4.40E+0248.00 常用材料特性及主要用途 常用印刷材料有:BOPP、KOP、MATOPP、NY、PET、PVC(收缩膜及扭结膜)、VMPVC(扭结)、PCO、PL 一、BOPP:中名为双向拉伸聚丙烯,它是经过双向拉伸后形成的薄膜,没有热封性能, 常用作印刷材料,特性如下: 1.透明度很高,故单层胶水袋及R袋常用材料; 2.抗拉强度、冲击强度、挺度优异; 3.耐寒性、耐热性优良,一般的冷冻食品可用此材料,使用温度范围是-40℃—120℃; 耐高温比PET差,所以制袋时容易出现起皱、翘边的现象; 4..隔水蒸汽的性能比PET材料好,隔氧性比PET材料差; 5..常用厚度为:20—40um,密度是:0.92g/c㎡ 6.用途:因其有优越性的防湿性能,适用于易吸潮的饼干、凉果、膨化食品、瓜子等表 层印刷材料。 7..燃烧及气味:OPP燃烧时没有烟,灭后有白烟,并有酸味; 二、KOP:中文名为涂改层双向拉伸聚丙烯,客观存在是OPP表层涂了一层约1—2um的聚 偏二氯乙烯(PVDC,也叫k涂层),所以KOP既有OPP的性能,又有PVDC的优点; 1.外观呈微黄色,具有优异有隔水蒸汽及隔氧性能; 2.具有良好的耐药品性能; 3.阻止异味透过性能好; 4.常用厚度为21—22um,密度为0.99 g/c㎡ 5.用途:常用于月饼、香肠等含有油性及脂肪的食品。 6.注:MB777或MB21中在KOP基础上再涂上一层亚加力,其具有KOP的性能,同时又 比KOP更进一步。 7.KOP膜纵横都没有拉伸强度; 8.燃烧:KOP燃烧时有白烟; 9.KOP透水、透氧、保香性能都很好; 10.其他:K涂层量:4.5g/㎡—5g/㎡,属水性,水即可溶解其。 三、MATOPP:中文名为双向拉伸聚丙烯消光膜,它是以消光材料和聚丙烯,通过共挤出方 式,并经双向拉伸而生产的具有消光效果的薄膜;反光度小,呈半透明状,是一种 新型的包装材料。 1.具有很好的雅光效果; 2.隔水、隔氧的性能比OPP好; 3.没有热封性能,故不能作复合材料; 4.常用厚度为20um,密度为0.92 g/c㎡ 5.用途:常用于膨化食品、月饼、纸巾、化妆品的包装: 四、PET:中文名为聚酯膜,是由对苯二甲酸乙醇酯的薄膜材料,和OPP一样,是 在纵向拉伸后进横向拉伸的二级双向拉伸薄膜,或纵横同时拉伸,而后热固定的拉 伸膜。性能及用途如下: 1.抗张力:因是双向拉伸薄膜,故具有很强的抗张力,而在印刷、复合等加工过 轴瓦材料及应用 铝基合金铜基合金巴氏合金高分子材料 铜基合金铝基合金巴氏合金高分子材料 巴氏合金铝基合金铜基合金 高分子材料 ALECULAR-BI ,BIMETALIC ALUMINUM BASE CRANKSHAFT BEARING ALLOYS The Alecular-Bi alloys can be used in bimetallic form (without overlay), which offers the advantage of simplified processing, excellent bearing wall size control and extremely low wear rate compared to overlay plated copper- or aluminum-base alloys. Note: The K-783 in not in use any more. K-788 and K-788A are very similar in performance and cost. 号及其化学成份: 二、铜基合金粉末主要牌号所处的不同粒度范围 点击放大 铝基钢带简介 铝基钢带主要用来制造发动机的主轴瓦、连杆瓦、衬工程机械零配件。 铝基钢带技术标准:如下 一、铝基材料主要合金牌号及其化学成份: 二、钢背材料与硬度:钢带钢背采用08AL、08F、08、10钢或用户自选钢背材料。 三、钢背表面粗糙度Ra≤0.63um。 四、板材的尺寸及允许偏差表(单位:mm) 五、板材应粘结牢固,不得分层。可用弯曲法测试其粘结牢度,将板材以轧制方向剪成15mm宽的试样。先把试样一次弯曲成180°(弯曲半径与总厚度相等),再多弯回。试验时,铝合金与钢背分别作为内层各弯一片,允许试样断裂,但钢背与铝合金不得分层。 六、生产板材的厚度范围在1.0mm-11mm,宽度范围在175mm以内 一、耐磨层牌号,主要元素含量 .目录 1.ABS 丙烯腈-丁二烯-苯乙烯共聚物 (2) 2.PA6 聚酰胺6或尼龙6 (2) 3.PA12 聚酰胺12或尼龙12 (3) 4.PA66 聚酰胺66或尼龙66 (4) 5.PBT 聚对苯二甲酸丁二醇酯 (4) 6.PC 聚碳酸酯 (5) 7.PC/ABS 聚碳酸酯和丙烯腈-丁二烯-苯乙烯共聚物和混合物 (6) 8.PC/PBT 聚碳酸酯和聚对苯二甲酸丁二醇酯的混合物 (6) 9.PE-HD 高密度聚乙烯 (7) 10.PE-LD 低密度聚乙烯 (7) 11.PEI 聚乙醚 (8) 12.PET 聚对苯二甲酸乙二醇酯 (8) 13.PETG 乙二醇改性-聚对苯二甲酸乙二醇酯 (9) 14.PMMA 聚甲基丙烯酸甲酯 (9) 15.POM 聚甲醛 (10) 16.PP 聚丙烯 (10) 17.PPE 聚丙乙烯 (11) 18.PS 聚苯乙烯 (12) 19.PVC (聚氯乙烯) (12) 20.SA苯乙烯-丙烯腈共聚物 (13) 常用二十种塑料注塑性能、典型应用、注塑工艺、物理和化学特性介绍 1.A BS 丙烯腈-丁二烯-苯乙烯共聚物 典型应用围: 汽车(仪表板,工具舱门,车轮盖,反光镜盒等),电冰箱,大强度工具(头发烘干机,搅拌器,食品加工机,割草机等),机壳体,打字机键盘,娱乐用车辆如高尔夫球手推车以及喷气式雪撬车等。 注塑模工艺条件: 干燥处理:ABS材料具有吸湿性,要求在加工之前进行干燥处理。建议干燥条件为80~90℃下最少干燥2小时。材料温度应保证小于0.1%。 熔化温度:210~280℃;建议温度:245℃。 模具温度:25~70℃。(模具温度将影响塑件光洁度,温度较低则导致光洁度较低)。 注射压力:500~1000bar。 注射速度:中高速度。 化学和物理特性: ABS 是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。每种单体都具有不同特性:丙烯腈有高强度、热稳定性及化学稳定性;丁二烯具有坚韧性、抗冲击特性;苯乙烯具有易加工、高光洁度及高强度。从形态上看,ABS是非结晶性材料。三中单体的聚合产生了具有两相的三元共聚物,一个是苯乙烯-丙烯腈的连续相,另一个是聚丁二烯橡胶分散相。ABS的特性主要取决于三种单体的比率以及两相中的分子结构。这就可以在产品设计上具有很大的灵活性,并且由此产生了市场上百种不同品质的ABS材料。这些不同品质的材料提供了不同的特性,例如从中等到高等的抗冲击性,从低到高的光洁度和高温扭曲特性等。ABS材料具有超强的易加工性,外观特性,低蠕变性和优异的尺寸稳定性以及很高的抗冲击强度。 2.P A6 聚酰胺6或尼龙6 典型应用围: 由于有很好的机械强度和刚度被广泛用于结构部件。由于有很好的耐磨损特性,还用于制造轴承。 注塑模工艺条件: 干燥处理:由于PA6很容易吸收水分,因此加工前的干燥特别要注意。如果材料是用防水材料包装供应的,则容器应保持密闭。如果湿度大于0.2%,建议在80℃以上的热空气中干燥16小时。如果材料已经在空气中暴露超过8小时,建议进行105℃,8小时以上的真空烘干。 熔化温度:230~280℃,对于增强品种为250~280℃。 模具温度:80~90℃。模具温度很显著地影响结晶度,而结晶度又影响着塑件的机械特性。对于结构部件来说结晶度很重要,因此建议模具温度为80~90℃。对于薄壁的,流程较长的塑件也建议施用较高的模具温度。增大模具温度可以提高塑件的强度和刚度,但却降低了韧性。如果壁厚大于3mm,建议使用20~40℃的低温模具。对于玻璃增强材料模具温度应大于80℃。 注射压力:一般在750~1250bar之间(取决于材料和产品设计)。 . 三、常用工程材料及选用 纯金属因价贵,力学性能较低,不能满足现代工业的要求,因此工业上多应用合金。下面对工程中常用的金属材料进行叙述。 一、碳素钢 Wc≤2.11%碳素钢是指,并含少量硅、锰、磷、硫等杂质元素的铁碳合金。碳素钢具有一定的力学性能和良好的工艺性能,且价格低廉,在工业中广泛应用。 碳素钢的分类及牌号 碳素钢的种类很多,常按以下方法分类。 1.按钢的含碳量分类 可分为:低碳钢(0.0218% 铌、锆等。通常低合金钢中加入合金元素的种类和数量较合金钢少。不同元素的组合,不同的元素含量,可得到不同的性能。 合金钢的分类 . . 1.按质量等级分 按质量等级,合金钢可分为优质合金钢(如一般工程结构用合金钢、耐磨钢、硅锰弹簧钢等)和特殊质量合金钢(如合金结构钢、轴承钢、合金工具钢、高速工具钢、不锈钢、耐热钢等)。2.按合金元素总量分 按合金元素总量将合金钢分为:低合金钢(W<5%)、中合金钢(W =5%~10%)和高MeMe合金钢(W >10%)Me3. 按合金元素种类分 按合金元素种类将合金钢分为:铬钢、锰钢、硅锰钢、铬镍钢等。 4. 按主要性能和使用特性分 主要分为工程结构用合金钢,机械结构用合金钢,轴承钢,工具钢,不锈、耐蚀和耐热钢,特殊物理性能钢等。 合金钢的编号 我国合金钢编号方法的原则是以钢中碳含量(Wc×100)、合金元素的种类和含量(W Me×100)来表示。当钢中合金元素的平均含量W <1.5%时,钢号中只标出元素符号,不标明Me合金元素平均含量;当W≥1.5%、2.5%、3.5%……时,在该元素后面相应的标出2、3、4……。Me合金钢的具体编号方法见表1-11: 表1-12 合金钢的编号方法 附录常用材料的力学及其它物理性能 一、玻璃的强度设计值 f g(MPa) JGJ102-2003表5.2.1 二、铝合金型材的强度设计值 (MPa) GB50429-2007表4.3.4 三、钢材的强度设计值(1-热轧钢材) f s(MPa) JGJ102-2003表5.2.3 四、钢材的强度设计值(2-冷弯薄壁型钢) f s(MPa) 五、材料的弹性模量E(MPa) JGJ102-2003表5.2.8、JGJ133-2001表5.3.9 六、 材料的泊松比υ JGJ102-2003表5.2.9、JGJ133-2001表5.3.10、GB50429-2007表4.3.7 七、 材料的膨胀系数α(1/℃) JGJ102-2003表5.2.10、JGJ133-2001表5.3.11、GB50429-2007表4.3.7 八、 材料的重力密度γg (KN/m ) JGJ102-2003表5.3.1、GB50429-2007表4.3.7 九、 板材单位面积重力标准值(MPa ) JGJ133-2001表5.2.2 十、 螺栓连接的强度设计值一(MPa) JGJ102-2003表B.0.1-1 十一、螺栓连接的强度设计值二(MPa) 十二、焊缝的强度设计值(MPa) JGJ102-2003表B.0.1-3 十三、不锈钢螺栓连接的强度设计值(MPa) JGJ102-2003表B.0.3 十四、楼层弹性层间位移角限值 GB/T21086-2007表20 十五、部分单层铝合板强度设计值(MPa)JGJ133-2001表5.3.2 十六、铝塑复合板强度设计值(MPa) JGJ133-2001表5.3.3 十七、蜂窝铝板强度设计值(MPa) JGJ133-2001表5.3.4 十八、不锈钢板强度设计值(MPa) 附录常用材料的力学及其它物理性能十九、玻璃的强度设计值 f g(N/mm2) 二十、铝合金型材的强度设计值 f a(N/mm2) 轴常用材料及主要力学性能 转轴:支承传动机件又传递转矩,既同时承受弯矩和扭矩的作用。 心轴:只支承旋转机件而不传递转矩,既承受弯矩作用。 (转动心轴:工作时转动;固定心轴:工作时轴不转动); 传动轴:主要传递转矩,既主要承受扭矩,不承受或承受较小的弯矩。 花键轴、空心轴:为保持尺寸稳定性和减少热处理变形可选用铬钢; 轴常用材料是优质碳素结构钢,如35、45和50,其中45号钢最为常用。不太重要及受载较小的轴可用Q235、Q275等普通碳素结构钢;受力较大,轴尺寸受限制,可用合金结构钢。受载荷大的轴一般用调质钢。 调质钢调质处理后得到的是索氏体组织,它比正火或退火所得到的铁素体混合组织,具有更好的综合力学性能,有更高的强度,较高的冲击韧度,较低的脆性转变温度和较高的疲劳强度。 调质钢:35、45、40Cr、45Mn2、40MnB、35CrMo、30CrMnSi、40CrNiMo; 大截面非常重要的轴可选用铬镍钢;高温或腐蚀条件下工作的轴可选用耐热钢或不锈钢; 在一般工作温度下,合金结构钢的弹性模量与碳素结构钢相近,为了提高轴的刚度而选用合金结构钢是不合适的。 轴的强度计算 轴的强度计算一般可分为三种: 1:按扭转强度或刚度计算; 2:按弯扭合成强度计算; 3:精确强度校核计算 1:按扭转强度或刚度计算 注:当截面上有键槽时,应将求得的轴径增大,其增大值见表6-1-22。 注:1.表中¢P值为每米轴长允许的扭转角; 2.许用扭转角的选用,应按实际而定。参考的范围如下:要求精密,稳定的传动,取¢P=0.25~0.5 (°)/m 一般传动,取¢P=0. 5~1 (°)/m;要求不高的传动,可取¢P大于1 (°)/m; 起重机传动轴¢P=15′~20′/m; 轴瓦材料及应用 铝基合金 铜基合金 巴氏合金 高分子材料 材料牌号 材料成分 SAE 材料特性及应用 AlSn20Cu Sn Cu Al 17.5-22.5% 0.7-1.3% 余量 SAE783 制造内燃机主轴瓦、连杆瓦、止推片、 衬套,具有良好的抗咬合能力和抗腐蚀 性,表面不需电镀,用于中等承载能力。 AlSn10Cu Sn Cu Al 10-14% 0.7-1.3% 余量 内燃机主轴瓦、连杆瓦、 止推片、衬套,用于中等到较高承载能力,表面不需电镀。 AlSn6Cu Sn Cu Pb Al 5.5-7.0% 0.7-1.3% 1.0- 2.4% 余量 内燃机主轴瓦、连杆瓦、止推片、衬套,用于中等到较高承载能力,表面不需电镀。相应工作表面顺应性较好。 A-500 Al Sn Si Pb Cu Cr 86.50% 8.00% 2.50% 2.00% 0.80% 0.20% SAE787 及佳的耐磨性和抗腐蚀能力,良好的抗咬喝能力。承栽能力强,特别适用于球 墨铸铁和钢的曲轴,表面不需电镀,适用于中等载荷的主轴瓦、连杆瓦。 铜基合金 铝基合金 巴氏合金 高分子材料 巴氏合金铝基合金铜基合金高分子材料 高分子材料铝基合金铜基合金巴氏合金 In Bronze Matrix 或不需润滑的场合。 G-492 PTFE PbO CaF2 In Bronze Matrix 53% 42% 5% 摩擦系数 比G-92更 低,适用 于高负 载,低速、 无润滑的 应用场 合。 G-95 PEEK PTFE Graphite In Bronze Matrix 84% 8% 8% 极好的耐 磨性,仅 适用于自 润滑的衬 套。 ALECULAR-BI ,BIMETALIC ALUMINUM BASE CRANKSHAFT BEARING ALLOYS The Alecular-Bi alloys can be used in bimetallic form (without overlay), which offers the advantage of simplified processing, excellent bearing wall size control and extremely low wear rate compared to overlay plated copper- or aluminum-base alloys.常用金属材料的主要性能指标及涵义
常用材料特性
轴瓦的结构
材料性能参数
机械设计基础-12.4轴瓦的结构
种常用工程材料属性性表
常用材料特性及主要用途
轴瓦材料
常见注塑材料性能
常用工程材料选用
(重)常见材料的力学性能
轴的常用的材料的及性能
轴瓦材料及应用
相关主题
文本预览