
年产8万吨酒精工厂设计(蒸煮糖化车间)物料衡算 1.
2、原料消耗的计算 (1)淀粉原料生产酒精的总化学反应式为: 糖化: 162 18 180 发酵: 180 46×2 44×2 (2)生产1000㎏国标食用酒精的理论淀粉消耗量(乙醇含量95%(v/v ),相当于%(质量分数)): (3)生产1000㎏食用酒精实际淀粉消耗量: 生产过程各阶段淀粉损失 6 12625106)O H nC O nH O H C n →+(2 52612622CO OH H C O H C +→) (2.162792/162%41.921000kg =??
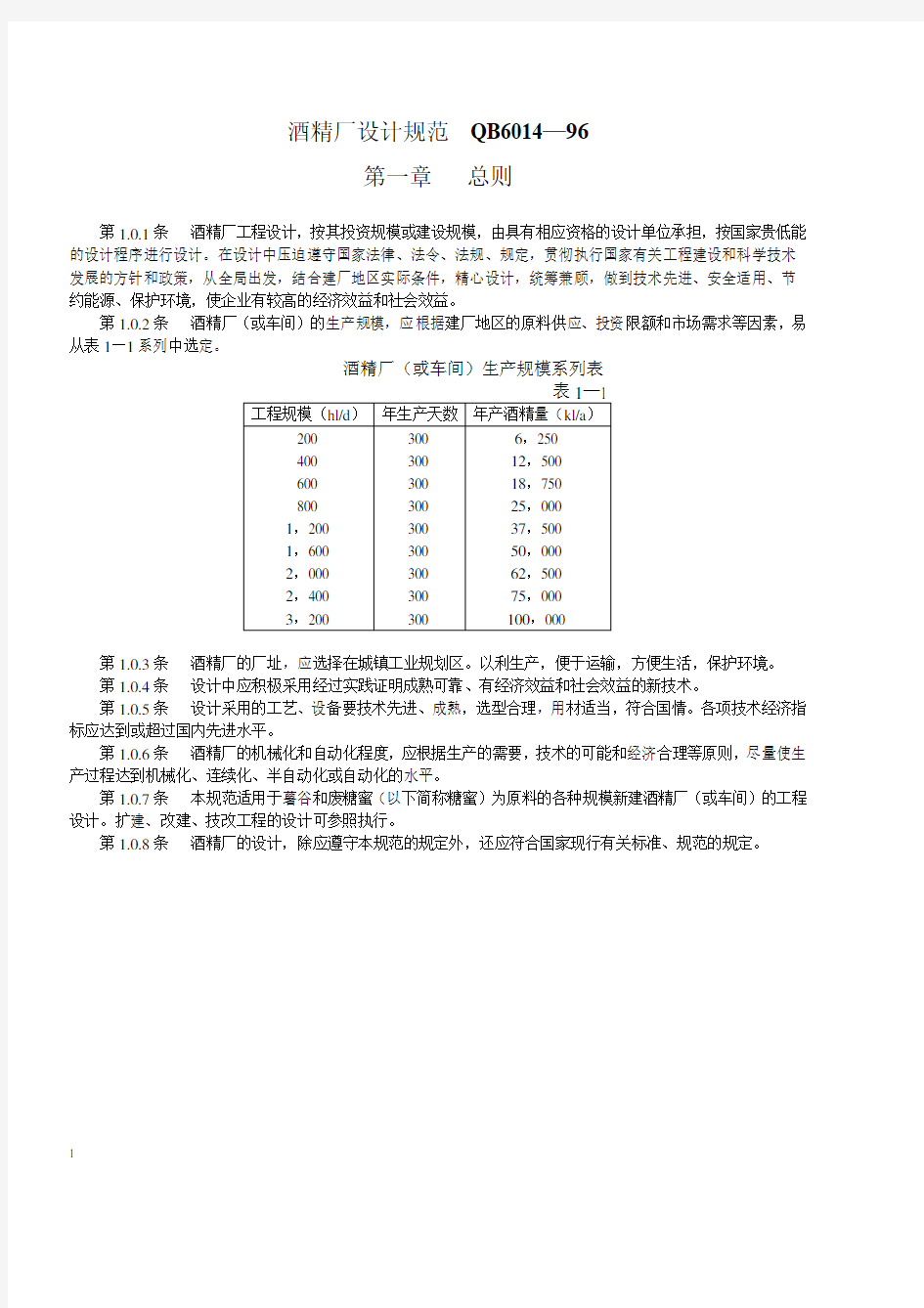
则生产1000㎏食用酒精需淀粉量为: (4)生产1000㎏食用酒精薯干原料消耗量 薯干含淀粉65%,则1000kg 酒精薯干量为: 若为液体曲,则曲中含有一定淀粉量为(G1),则薯干用量为: (5)α-淀粉酶消耗量 薯干用量:;а-淀粉酶应用酶活力为2000μ∕g ,单位量原料消耗α-淀粉酶量:8u/g 则用酶量为: (6)糖化酶耗量 酶活力:20000u/g;使用量:150u/g 则酶用量: 酒母糖化酶用量(300u/g 原料,10%酒母用量): 式中67%为酒母的糖化液占67%,其余为稀释水和糖化剂. 两项合计,糖化酶用量为+=)(kg (7)硫酸铵耗用量: 硫酸铵用于酒母培养基的补充氮源,其用量为酒母量的%,设酒母醪量为m,则硫酸铵耗量为:%?m 3、蒸煮醪量的计算 淀粉原料蒸煮前需加水调成粉浆(原料:水=1:2),则粉浆量为: 假定用罐式连续蒸煮工艺,混合后粉浆温度为50oC,应用喷射液化器使粉浆迅速升温至105oC,然后进入罐式连续液化器液化,再经115oC 高温灭酶后,在真 ) (1799%55.9%1002 .1627kg =-) (69.2767%651799kg =÷%65)1799(1÷-G ) (07.11)(1007.112000 8 1069.276733kg g =?=??) (76.20)(1076.2020000150 1069.276733kg g =?=??)(78.220000 300 %67%1069.2767kg =???) (07.83032169.2767kg =+?)()] /([63.1)7.01(18.400K kg kJ B C ?=-=
制糖污水处理
制糖污水处理 制糖污水是以甜菜或甘蔗为原料制糖过程中排出的污水。主要来自制糖生产过程和制糖副产品综合利用过程。污水中一般含有有机物和糖分,COD、BOD很高,污水色度深、含氮、磷、钾等元素较高,其中主要来自斜槽污水、榨糖污水、蒸馏污水、地面冲洗水等。污水量为每生产1吨糖产生污水0.2-21m3(每吨甜菜排污水约2.5 m3)。 制糖污水的处理首先要清污分流;高浓污水先回收利用再处理;中浓度污水含BOD和COD低于5000-10000mg/L,经净化处理后排放;低浓度水应循环利用。常采用生化法或氧化塘,土壤处理系统方法处理污水。 好氧降解是利用活性污泥在污水中的凝聚、吸附、氧化、分解和沉淀等作用,去除水体中的有机污染物,其最终产物是合成的细胞体、水和CO2。由于好氧降解工艺的投资较低,操作条件简单,所以是有机污染污水处理的首选,但是对于象制糖污水这样的包含高浓度有机物的情况,好氧处理仍然存在着许多原理和工艺上的限制条件,因而在实际应用上不如厌氧处理普遍,但是也有较为成功的研究。充气固定膜生物处理系统(ASFF)用于处理制糖污水是一种
较新的技术,在水利停留时间为6-8h的情况下,处理效果可以达到BOD88.5%-97.9%,COD67.8%-73.6%。 通过对体系中的好氧降解生物种群的研究和筛选,可以进一步提高活性污泥对高浓度有机污水的处理能力。Matsuyama从甜菜制糖厂污水中分离出的棒状杆菌(kitamiensesp sp.nov.)是一种新的多糖分解细菌。对于它的复壮和推广可以明显提高制糖污水的好氧处理效果。Pathade et al.基于甘蔗糖蜜酒精厂产生的大量高浓度有机污水,建议好氧生物处理利用改进的混合微生物菌种接种进行污泥培养。从另一个角度,如生物转盘处理制糖污水时系统中的纤毛虫的差异性比较,制糖污水中绿藻的生长特性,都可以为好氧处理提供一些参性数据。 高浓度有机污水的好氧处理的另一大难题是在二沉池中的活性污泥的特性极差,如何有效地降低污泥的SVI值是处理可行性的一个依据。Prendl et al.用一好氧分离器预防制糖污水污泥膨胀效果非常显著,污泥的SVI值由使用前的300-600ml/g下降到60-90ml/g。 生物接触氧化法是国内外发展得比较成熟的一种工艺。生物接触氧化法,就是在曝气池中安装生物挂膜填料,微生物附着在填料表面,形成生物膜,经曝气的污水流经填料
关于酒精厂液体CO 2回收项目的可行分析 一、概述 二氧化碳又称碳酸气、碳酸酐。它是碳元素氧化的最终产物,化学分子式为:CO 2,相对分子量44,常压(0.1013mPa)下,沸点是194.65K(-78.50℃)它广泛存在于自然界矿物质中。酒精发酵废气中含有纯度较高的二氧化碳,达97%—99%以上,利用发酵废气生产二氧化碳不需要提高二氧化碳浓度的设备,只需要将其进一步净化即可,是公认最经济的气源。 二、市场预测 二氧化碳作为一种化工产品和冷冻剂广泛地在国民经济各部门和人民的日常生产中应用。二氧化碳在工业上的应用已有100多年的历史。具记载1888年美国芝加哥的液体二氧化碳公司(lignid carbanic)首先使用干冰(固体二氧化碳下同)运送冰淇淋。目前,全世界进入市场的商品二氧化碳每年约800万吨,其中北美450万吨西欧150万吨,东欧100万吨,远东50万吨,发展中国家50万吨。在发展中国家,二氧化碳主要用于碳酸饮料的生产,而在工业发达国家二氧化碳的用途更加广泛。日本使用二氧化碳和干冰的情况如下: 焊接44% 冷却16% 饮料14% 铸造7% 其他19% 北美国家二氧化碳的用途如下: 食品冷冻冷藏40% 碳酸饮料20% 化工生产10% 冶金10% 其它20% 西欧市场上的45%的二氧化碳用于矿泉水和软饮料。我国1990年全国酒
精行业据不完全统计,二氧化碳的产量为66396吨,但根据酒精产量的推算,当年二氧化碳的产量约为10万吨,而我国酒精工业二氧化碳增产潜力约为80—100万吨,总价值约为4亿元,是一个不小的资源。开发利用这个宝贵的资源是每一个从事发酵工程的相关学科科技人员光荣的责任。 我国的液体二氧化碳市场是近几年刚刚形成的,在此之前二氧化碳都是用落后的工艺生产的低纯度气体,杂质多使用不便。采用高压钢瓶运输浪费极大,更重要的是低质量的二氧化碳供应,严重阻碍了二氧化碳应用市场的发展,所以急需完善的科学合理的液体二氧化碳回收技术。我国四大工业城市市场状况:穗(广州)是我国液体二氧化碳供应规模最大,最早的市场,到目前为止,当地年产液体二氧化碳3.5万吨左右,加上从茂名等地运到广州的市场供应量有5万吨左右,液体二氧化碳吨价格为2800元,干冰吨价格为12000元,上海是继广州之后形成的液体二氧化碳供应市场吨价格为1500元。天津的二氧化碳液体也是近几年才有市场供应的,但全市只有0.5万吨的生产能力,吨价格达1900元,北京的液体二氧化碳供应几乎为零。。随着民航食品保鲜等行业的发展,液体二氧化碳及干冰的应用市场也将越来越广。 三、技术方案 ⒈技术依据 CO2在常温常压下是一种无色五味的气体,随着温度和压力变化能够处于聚集状态。在二氧化碳的P—T相平衡曲线可以明显地看到以下特征点:升华点、三相平衡点、临界点。 升华点:P=0.1013mPa(常压)T=194.65K(-78.5℃) 三相点:P=0.5186mPa T=216.58K(-56.67℃) 临界点:P=7.38mPa T=304.2K(31.05℃) 根据二氧化碳相平衡曲线可以清楚看到:当压力和温度在一定的范围时,气体二氧化碳可以凝聚成液态或固体,反之亦然。 ⒉酒精厂二氧化碳的回收 在淀粉质或糖蜜原料发酵法生产酒精的过程中,伴随着大量的二氧化碳的生产,根据发酵反应式: C6H12O2=2C2H5OH+2CO2↑
1 概述 1.1 工程概况 依据城市总体规划,华东某市在城西地区兴建一座城市污水处理厂,以完善该地区的市政工程配套,控制日益加剧的河道水污染,改善环境质量。该城市现状叙述如下: 1、2号居住区人口3万,污水由化粪池排入河道;3、4号居住区人口5万,正在建设1年内完成;5号居住区人口4.5万,待建,2年后动工,建设周期2年。还有部分主要公共建筑,宾馆5座,2000个标准客房;医院2座,1500张床。以上排水系统均采用分流制系统。同时新区内还有部分排污工厂:电子厂每天排水1500m3,BOD5污染负荷为3000人口当量;食品厂每天排出污水量500 m3,污染负荷为1500人口当量。 旧城区原仅有雨水排水系统,污水排水系统的改造和建设工程计划在10年内完成,届时整个排水区域服务人口将达到18万。 依据上述情况,整个工程划分为近期和远期两个建设阶段,现在实施的工程为近期建设。近期建设周期大概在3年左右,设计服务范围应该包括新区5个已建和待建的居住区、新区内部分主要公共建筑以及2个工厂。依据环保部门以及排放水体的状况,排放水要求达到《城镇污水处理厂污染物排放标准》(GB 18918-2002)一级B标准。 1.2 设计依据 《城镇污水处理厂污染物排放标准》(GB 18918-2002) 《室外排水设计规范》(GB50101) 《城市污水处理工程项目标准》 《给水排水设计手册》,第5册城镇排水 《给水排水设计手册》,第10册技术经济 城市污水处理以及污染物防治技术政策(2002) 污水排入城市下水道水质标准CJ3082-1999 地表水环境质量标准GB3838-2002 城市排水工程规划规范GB50381-2000 1.3设计任务和范围 (1)收集相关资料,确定废水水量水质及其变化特征和处理要求; (2)对废水处理工艺方案进行分析比较,提出适宜的处理工艺方案和工艺流程; (3)确定为满足废水排放要求而所需达到的处理程度; (4)结合水质水量特征,通过经济技术分析比较,确定各处理构筑物的型式; (5)进行全面的处理工艺设计计算,确定各构筑物尺寸和设备选型; (6)进行废水处理站平面布置及主要管道的布置和高程计算; (7)进行工程概预算,说明废水处理站的启动运行和运行管理技术要求 2 原水水量与水质和处理要求: 2.1 原水水量与水质 一期工程: Q=36000m3/d
西南科技大学本科生毕业论文 医用酒精精馏车间工艺设计 The Technical Design on the Distillation Plant of Medical Alcohol 专业:制药工程 姓名:陈少真 指导老师:王朝阳教授 实习单位:生命科学与工程学院
医用酒精精馏车间工艺设计 西南科技大学制药工程专业 20083438 陈少真指导老师:王朝阳 【摘要】对年产量6000吨的医用酒精精馏车间的工艺设计。选用番薯经糖化再由酵母发酵,发酵形成的发酵缪经预热器与精馏塔出来的酒精蒸汽热交换进入粗馏塔,再经精馏塔精制,通过气相过塔的两塔蒸馏制得95%医用酒精。并进行物料衡算,热量衡算,冷凝器设备选型计算。利用AutoCAD软件绘制了带控制点工艺流程图,精馏车间设备布置图,车间布置图,及主要设备图。粗馏塔采用F-1型浮阀塔,塔板数为8个,塔径为1.2m,板间距为0.45m。精馏塔采用F-1浮阀塔,塔板数为24个,塔径为1.2 m,板间距为0.45m。两塔塔底采用直接蒸汽加热,精馏塔塔顶排出的酒精蒸汽95%(质量分数),直接送入冷凝器进一步回流提纯。 【关键词】医用酒精;精馏;工艺设计 1. 总论 1.1 医用酒精的简介 酒精是一种无色透明、易挥发、易燃烧,不导电的液体。有酒的气味和刺激的辛辣滋味,微甘。学名是乙醇,分子式C2H6O,热值3×10^7 J/kg,比热容2.4×10^3 J/(kg·℃)密度0.8×10^3 kg/cm^3。酒精既是食品、化工、医药、染料、国防等工业十分重要的基础原料,又是可再生的清洁能源。我国发酵法酒精的年产量(商品酒精)在200万吨左右;另有酿酒厂自产自用的酒精约100万吨。液态法白酒的发展,大大地促进了我国酒精工业的发展,这是我国酒精工业发展的一大特色。现在,我国是世界上发酵法酒精产量占第三位的酒精生产大国,也是食用酒精产量最大的国家。其生产方法,有以植物系物质为原料的发酵法和以石油系物质为原料的化学合成法。现世界上的酒精生产仍以发酵法为主,我国的发酵法酒精产量占95%以上。 根据GB394-81,酒精按杂质的含量分为优级、一至四级四个级别,医用酒精属于一级酒精,甲醇含量≤0.12%。 医用酒精的成份主要是乙醇。日常生活中,常见一些人用医用酒精来擦洗伤口,以达到灭菌消毒
污水处理的方法与原理Last revision on 21 December 2020
污水处理的方法与原理一、污水处理概述 污水处理 (sewage treatment或wastewater treatment):为使污水达到排水某一水体或再次使用的水质要求,并对其进行净化的过程。 按处理程度的不同,废水处理系统可分为一级处理、二级处理和深度处理(三级处理)。 一级处理只除去废水中的悬浮物,以物理方法为主,处理后的废水一般还不能达到排放标准。对于二级处理系统而言,一级处理是预处理 二级处理最常用的是生物处理法,它能大幅度地除去废水中呈胶体和溶解状态的有机物,使废水符合排放标准。但经过二级处理的水中还存留一定量的悬浮物、生物不能分解的溶解性有机物、溶解性无机物和氮磷等藻类增值营养物,并含有病毒和细菌。因而不能满足要求较高的排放标准,如处理后排入流量较小、稀释能力较差的河流就可能引起污染,也不能直接用作自来水、工业用水和地下水的补给水源。 三级处理是进一步去除二级处理未能去除的污染物,如磷、氮及生物难以降解的有机污染物、无机污染物、病原体等。废水的三级处理是在二级处理的基础上,进一步采用化学法(化学氧化、化学沉淀等)、物理化学法(吸附、离子交换、膜分离技术等)以除去某些特定污染物的一种“深度处理”方法。显然,废水的三级处理耗资巨大,但能充分利用水资源。 二、污水的分类 按污水来源分类,污水一般分为和。生产污水包括工业污水、以及医疗污水等,而生活污水就是日常生活产生的污水,是指各种形式的无机物和的复杂混合物,包括:①漂浮和悬浮的大小固体颗粒;②胶状和凝胶状扩散物;③纯溶液。 按污水的质性来分,水的污染有两类:一类是;另一类是人为污染。当前对水体危害较大的是人为污染。可根据污染杂质的不同而主要分为、物理性污染和三大类。污染物主要有:⑴未经处理而排放的;⑵未经处理而排放的生活污水;⑶大量使用化肥、农药、除草剂的农田污水;⑷堆放在河边的工业废弃物和生活垃圾;⑸水土流失;⑹矿山污水。 目前城市生活污水排放已是中国城市水的主要污染源,城市生活污水处理是当前和今后和城市水环境保护工作的重中之重,这就要求我们要把处理生活污水设施的建设作为的重要内容来抓,而且是急不可待的事情。 三、污水处理的步骤 四、污水处理的方法及原理 一、物理法 物理法的的去除对象是水中不溶性的悬浮物质.使用的处理设备和方法主要有格栅、筛网、沉淀(沉砂)、过滤、微滤、气浮、离心(旋流)分离等. 1. 格栅(筛网) 它是由一组平行排列的金属栅条制成的框架,斜置成60。~70。于废水流经的渠道内,当废水流过时,呈块状的污染物质即被栅条截留而从废水中去除,它是一种对后续处理构筑物或废水提升泵站有保护作用的设备,筛网截留亦属于这一性质的设备。
淀粉原料燃料酒精厂全厂 总物料衡算 任务:42t/d的酒精厂发酵车间的设计 姓名: 班级: 学号: 酒精厂全厂总物料衡算 一.生产工艺 (一).生产产量及方案 产量:日产酒精42吨 产品品种:含乙醇95%(V)相当于92.1%(W)食用酒精 (二).生产方法的选择 工艺方法:利用玉米为原料,双酶糖化,添加酒精酵母连续发酵、三塔蒸馏的工艺是目前最成熟、最典型的生产工艺。 酒精生产工艺流程简图: (三)主要工艺参数: 年生产天数:300天玉米含水:15% 玉米粉产率:87% 玉米含淀粉:63% 玉米淀粉实际出酒率:53% 发酵周期: 60h 原料粉碎率: 2.5mm
原料加水比:1:3 α-淀粉酶用量: 6u/原料 蒸煮温度:100℃ 蒸煮时间:100min 糖化酶用量:100u/g 原料 糖化温度: 60℃ 糖化时间:45min 糖化醪固形物浓度:18% 糖化醪PH 值:4.0 接种量:10% 稀释速率: 0.1 发酵温度: 33℃ 发酵罐装料系数:90% 发酵醪酒精浓度: 10%(V/V )相当于8.01%(质量分数) 二. 全厂物料衡算的内容 淀粉原料酒精厂的物料衡算包括两部分,第一部分是生产过程全厂总物料衡算,主要计算内容有: 2.1 原料消耗的计算: 主要原料为玉米,其它原料有淀粉酶、糖化酶、硫酸、硫酸铵等。 (1)中间厂品,蒸煮醪、酒母醪、发酵醪等。 (2)成品、副产品以及废气、废水、废渣既酒精、杂醇油。二氧化碳和废糟等。 2.2 原料消耗的计算 2.2.1 淀粉原料生产酒精的总化学反应式为: 糖化:()610526126n C H O nH O nC H O +→ (1) 162 18 180 发酵:612625222C H O C H OH CO →+ (2)
给水排水工程专业 毕业设计任务书 设计题目:朔州市恢河污水处理厂设计 学生:李文鹃 指导教师:杨纪伟 完成日期:2006年2月日---2006年6月日 河北工程大学城建学院 给水排水教研室 2006年2月 一、设计题目:朔州市恢河污水处理厂设计 二、设计(研究)内容和要求:(包括设计或研究内容、主要指标与技术参数,并根 据课题性质对学生提出具体要求) 根据朔州市城市总体规划图和所给的设计资料进行城市污水处理厂7设计。设计内容如下: 1、完成一套完整的设计计算说明书。说明书应包括:污水水量的计算;设计方案对 比论证;污水、污泥、中水处理工艺流程确定;污水、污泥、中水处理单元构筑物的详细设计计算,(包括设计流量计算、参数选择、计算过程等,并配相应的单线计算草图),厂区总平面布置说明;污水厂环境保护方案;污水处理工程建设的技术经济初步分析等。 2、绘制图纸不得少于8张,所有图纸按2#图出。(个别图纸也可画成1#图)。此外, 其组成还应满足下列要求: (1)污水处理工艺及污水回用总平面布置图1张,包括处理构筑物、附属构筑物、配水、集水构筑物、污水污泥管渠、回流管渠、放空管、超越管渠、 空气管路、厂内给水、污水管线、中水管线、道路、绿化、图例、构筑物 一览表、说明等。 (2)污水处理厂污水和污泥及污水回用工程高程布置图1张,即污水、污泥、中水处理高程纵剖面图,包括构筑物标高、水面标高、地面标高、构筑物 名称等。 (3)污水总泵站或中途泵站工艺施工图1张。 (4)污水处理及污泥处理工艺中两个单项构筑物施工平面图和剖面图及部分大样图3~4张。 (5)污水回用工程中主要单体构筑物工艺施工图1~2张。 3、完成相关的外文文献翻译1篇(不少于5000汉字)。外文资料的选择在教师指导 下进行,严禁抄袭有中文译文的外文资料。
50000t/a食用酒精工厂的初步设计
摘要 设计中依照厂址选择原则对工厂进行了合理的选址;完成了工艺的选择及论证;进行了物料衡算、热量衡算及水衡算;完成了主要设备的设计与选型以及工厂投资的简要经济核算。对工厂厂房、工艺流程、车间设备进行了合理地布局。完成了工厂图纸的绘制,共八张图纸,包括全厂总平面布置图、工艺流程图、发酵和蒸馏车间设备布置图、种子罐设备图。 根据全厂工艺设计和计算结果可以看出,该设计能够达到工业生产的要求。关键词:食用酒精;木薯;连续发酵;四塔蒸馏
ABSTRACT I completed selection of the site of factory in accordance with the principle of choice factory, selection and feasibility studies of process, material balance, energy balance, water balance, design and selection of major equipments and brief economic accounting. Workshop, process and equipment of workshop gained the reasonable distribution. The eight factory drawings drawing were completed, including the factory general layout map, process map, equipment layout map of fermentation and distillation workshop, seed tank equipment map. The results of the whole process design and computation show that the design can reach the requirements of industrial production. Keywords:Edible alcohol; Cassava; Continuous fermentation; Four towers distillation
年产8万吨酒精工厂设计(蒸煮糖化车间)物料衡算 2、原料消耗的计算
(1)淀粉原料生产酒精的总化学反应式为: 糖化: 162 18 180 发酵: 180 46×2 44×2 (2)生产1000㎏国标食用酒精的理论淀粉消耗量(乙醇含量95%(v/v ),相当于92.41%(质量分数)): (3)生产1000㎏食用酒精实际淀粉消耗量: 则生产1000㎏食用酒精需淀粉量为: (4)生产1000㎏食用酒精薯干原料消耗量 薯干含淀粉65%,则1000kg 酒精薯干量为: 若为液体曲,则曲中含有一定淀粉量为(G1),则薯干用量为: (5)α-淀粉酶消耗量 薯干用量:2767.69kg;а-淀粉酶应用酶活力为2000μ∕g ,单位量原料消耗α-淀粉酶量:8u/g 则用酶量为: (6)糖化酶耗量 酶活力:20000u/g;使用量:150u/g 则酶用量: 612625106)O H nC O nH O H C n →+(2 52612622CO OH H C O H C +→)(2.162792/162%41.921000kg =??)(1799% 55.9%1002 .1627kg =-)(69.2767%651799kg =÷%65)1799(1÷-G )(07.11)(1007.112000 8 1069.276733kg g =?=??)(76.20)(1076.2020000 150 1069.276733kg g =?=??
酒母糖化酶用量(300u/g 原料,10%酒母用量): 式中67%为酒母的糖化液占67%,其余为稀释水和糖化剂. 两项合计,糖化酶用量为20.76+2.78=23.54)(kg (7)硫酸铵耗用量: 硫酸铵用于酒母培养基的补充氮源,其用量为酒母量的0.1%,设酒母醪量为m,则硫酸铵耗量为:0.1%?m 3、蒸煮醪量的计算 淀粉原料蒸煮前需加水调成粉浆(原料:水=1:2),则粉浆量为: 假定用罐式连续蒸煮工艺,混合后粉浆温度为50oC ,应用喷射液化器使粉浆迅速升温至105oC ,然后进入罐式连续液化器液化,再经115oC 高温灭酶后,在真空冷却器中闪蒸冷却至63oC 后入糖化罐。 干物质含量B0=87%的薯干比热容为: 粉浆干物质浓度为: 蒸煮醪比热容为: 式中 cw ——水的比热容[kJ/(kg ·K)] (1) 经喷射液化器加热后蒸煮醪量为:8303.07+8303.07×3.63×(105-50) /(2748.9-105×4.18)=9020.69(kg) (2) 经第二液化维持罐出来的蒸煮醪量为: 式中:2253——第二液化维持罐的温度为102oC 下饱和蒸汽的汽化潜热(kJ/kg )。 (3)经闪蒸气液分离器后的蒸煮醪量为: 式中:2271——95oC 饱和蒸汽的汽化潜热(kJ/kg ) (4)经真空冷却器后最终蒸煮醪液量为: 式中:2351——真空冷却温度为63oC 下的饱和蒸汽的汽化潜热(kJ/kg ). 4、糖化醪与发酵醪量的计算 设发酵结束后成熟醪量含酒精10%(体积分数),相当于8.01%(质量分数)。 并设蒸馏效率为98%,而且发酵罐酒精捕集器回收酒精洗水和洗罐用水分别为成熟醪量的5%和1%,则生产1000kg 95%(体积分数)酒精成品有关的计算如下: (1)需蒸馏的成熟发酵醪量为: F 1=1000×92.41%÷(98%×8.01%)×(100+5+1)÷100=12478.6(kg ) (2)不计酒精捕集器和洗罐用水,则成熟发酵醪量为: ) (78.220000300 %67%1069.2767kg =???)(07.83032169.2767kg =+? )()] /([63.1)7.01(18.400K kg kJ B C ?=-=%75.21)1004(871=?÷=B )]/([63.318.4%)75.210.1(63.1%75.21)0.1(1011K kg kJ c B c B c w ?=?-+?=-+=)(89772253 ) 102105(63.39020.699020.69kg =-?-)(55.88762271)95102(63.389778977 kg =-??-) (84382351)6395(63.355.887655.8876kg =-??-)(3.11772%1066 .124781kg F ==质量分数) (,/%56.76 .12478%98%41.921000W W =??
木薯酒精污水处理工艺技术方案 投标书
前言 中国从九十年代开始使用木薯生产酒精,这几年木薯酒精已成为“主流”,但产生的废液主要借鉴玉米、小麦等酒精废液的处理技术。十多年来,木薯酒精废液处理取得了不少成绩,也走了不少的弯路。由于木薯酒精废液中木薯渣的特殊性,国内对于木薯酒精废液的处理投资大,成功率低,总体来说,处理效果并不理想。 我公司多年致力于木薯酒精废液处理的研究,在实验室进行了多次、多种小试实验,成功提出了对于木薯酒精废液处理的一些想法和建议,并将部分实验结果成功应用于工程实践,取得了较好的成果。 本方案在组合优化原有各段成功处理工艺的前提下,提出合理的处理工艺。首先对处理工艺的基本思路做如下介绍: 木薯经过发酵提取酒精后,排出废醪液进入污水处理系统。废醪液有以下特点: 1、泥砂含量大 会在后续的水处理构筑物中沉积,减小有效容积,降低构筑物的可利用容积;同时,对卧式螺旋离心机、水泵、换热器、管道也造成很大的磨损。 如果不去除,肯定会淤积在一级厌氧罐中,并且极难从厌氧罐中排出来。 2、木薯渣沉降速度快 木薯渣进入水处理构筑物内,会很快沉积在构筑物底部,靠单纯
的排泥和提高上流速度来排除构筑物内木薯渣,肯定会遇到重大问题。 并且,由于木薯渣特别容易沉淀,会造成带式压滤机、板框压滤机的脱水效果不好,损坏滤袋、滤布等。 3、木薯渣较难生物降解 通过反复试验,经过清洗烘干后的干木薯渣基本不能短时间产生沼气,而含木薯渣的废醪液能大量产气,其原因是木薯渣中夹带的高浓度有机废水在发生作用,废水中的COD Cr产生沼气。所以,想通过在构筑物内提高停留时间,让木薯渣自行降解,是不可行的。 4、造成反应器淤塞、混合困难、进水堵塞。 根据以上提出的木薯渣的特点,一旦木薯渣进入反应器内,会很难自动出来,会造成反应器有效容积逐步减小,泥水混合困难,进水压力增加,进水管堵塞,需要定期进行开罐、放空清理。 尽管,我们可以通过除渣机系统控制排出木薯渣的量(前提是要对泥砂、大块渣进行事先去除),但由于在外排木薯渣的同时,微生物也会大量外排,很难做成“高负荷”厌氧反应器。根据我们的工程经验,只可以控制负荷在6~8kgCOD/(m3.d)。 5、造成好氧池淤塞、曝气系统堵塞 颗粒较小的木薯渣容易随水流进入好氧系统,在好氧池内沉积,堵塞曝气系统。尤其是在停留曝气一段时间后,堵塞现象更加严重。 根据以上木薯酒精废水的特点及会造成的影响,我们对于新建系统有如下想法:
"多塔系差压蒸馏节能新工艺" "高效脱甲醇除杂新工艺" "环已烷脱水生产无水酒精新工艺" "三元共沸法制备燃料酒精工艺" "分子筛吸附法生产无水酒精工艺" 前言 我公司酒精项目组主要致力于无水酒精生产技术开发及酒精差压蒸馏节能新工艺的推广应用;承接各种规模酒精及其深加工产品装置的工程设计、设备制造、施工及调试总承包或部分工段承包。对老酒精厂存在的技术问题提供技术支持、咨询服务,对原有旧装置进行挖潜改造,并承包装置的调试、生产及生产管理服务; 公司拥有可靠的专业技术力量;先进的设计辅助软件;系统、完整的工程技术资料和良好的客户、用户关系。公司负责技术工作的几位专业工程师均曾就职于化工设计院所,并长期从事酒精生产工作,他们先后主持并完成了十几套不同规模酒精工厂的设计、施工、生产调试。其中,由我公司自主完成的有:"广东城月糖厂酒精厂技改项目"酒精回收系统总承包工程;"遂溪特级酒精酿造有限公司3万吨/年酒精及配套1万吨/年无水酒精技改项目"总承包工程;"广西南康糖厂木薯淀粉酒精装置新建项目"总承包工程等。在多年的实际工作中,获得了大量的第一手工程资料,积累了丰富的实际操作经验,在酒精生产行业内享有盛名。 本公司拥有自主的"环已烷脱水生产无水酒精技术",能向客户提供成熟的生产工艺装置及优良完整的售后服务。 本公司的设计手段先进。配套非标设备的设计算及出图均采用化工部设备设计技术中心站开发的辅助设计软件包进行,可靠性高。另外,公司长期与工程院所、高等学俯保持横向联系,保证了技术水平的先进性,技术规范的延续性。 本公司的服务宗旨是:"提供先进适用的技术,系统科学的管理",并"最大限度满足用户的需要"的服务。 中科院广州能源研究所广东中科天元再生资源工程有限公司 2001年10月再版 酒精生产技术 简介 一、酒精的用途 酒精----乙醇的俗称,一向是市场巨大的一种商品,也是重要的工业原料,广泛用于化工、塑料、橡胶、农药、化妆品及军工等工业部门,酒精的深加工产品有数百种,而且酒精还是一种重要的再生能源,所以,酒精的市场潜力是巨大的。目前,我国酒精年产量约300万吨。其消费主要为:化工占40%,轻工占40%,医药占10%,其它占10%。
污水厂设计说明书 一、污水厂的设计规模 设计规模: 污水厂的处理水量按最高日最高时流量,污水厂的日处理量为:该厂按远期2010年一期2.6万吨/天建设完成,污水厂主要处理构筑物拟分为二组,每组处理规模为1.3万吨/天。这样既可满足近期处理水量要求,有留有空地以三期扩建之用。 远期2.6万吨,一期建设,计算主要按远期计算,由于没有工业废水的变化系数,所以按生活污水量来取其时变化系数。 二、进出水水质 该水经处理以后,水质应符合国家《污水综合排放标准》(GB8978-1996) 中的一级标准,由于进水不但含有BOD 5,还含有大量的N ,P 所以不仅要求去BOD 5 除还应去除不中的N ,P 达到排放标准。 单位:mg/L CODcr BOD 5 SS NH 3-N TP 进 水 380 190 238 49 4.9 出 水 60 20 20 15 0.5 三、处理程度的计算 1.溶解性BOD 5的去除率 活泩污泥处理系统处理水中的BOD 5值是由残存的溶解性BOD 5和非溶解性BOD 5二者组成,而后者主要是以生物污泥的残屑为主体。活性污泥的净化功能,是去除溶解性BOD 5。因此从活性污泥的净化功能来考虑,应将非溶解性的BOD 5从处理水的总BOD 5值中减去。 处理水中非溶解性BOD5值可用下列公式求得:(此公式仅适用于氧化沟) L mg e e C BOD e f /6.13)1(42.1207.0)1(42.17.0523.0523.05=-???=-?=?-?- ∴ 处理水中溶解性BOD 5为20-13.6=6.4mg/L ∴ 溶解性BOD 5的去除率为:%63.96%100190 4 .6190=?-= η 2 .COD cr 的去除率
污水处理方案 1 概述 1.1 概况 由于酒精厂过程中排出的有机废水,直接排放将造成对周围环境的严重污染,因此酒精厂拟建一套污水处理设施,对该厂排出的污水集中收集处理后,达标排放,做到社会效益、经济效益、环境效益的统一。 1.2公司简介 本公司是一家以水处理业务为核心、集环保技术开发、应用及制造为一体的高新技术企业,公司由一批致力于环保事业的专家和经验丰富的工程技术人员组成,在膜处理及中高浓度有机污水处理方面拥有多项达到国内先进水平的技术,在污水治理方面,本公司已完成多项,在污水处理设计、施工、调试等方面,不仅有丰富的工程经验,并依靠的设备质量及技术服务与用户建立良好的合作关系。 2设计依据和设计范围 2.1设计依据 2.1.2根据贵厂提供水质报告。 2.1.3《生活杂用水水质标准》(CJ/T48-1999) 2.1.4《生物接触氧化法设计规程》(GBS128-2002) 2.1.5《鼓风曝气系统设计规程》(CECS97.97) 2.1.6《城市区域噪音标准》(GB3096-93) 2.1.7《防腐技术条件》(SZD014-85) 2.1.8《污水综合排放标准》GB8978-1996
2.1.9《室外排水设计规范》GB50014-2006 2.1.10《建筑给排水设计规范》GB50015-2003 2.1.11《水处理设备制造技术文件》JB/T2932-1999 2.1.12《电器设备配电设计规范》GB50055-93 2.2设计范围 废水处理工程界区范围内工艺、土建、电气、仪表及给排水等专业的设计,但不包括处理站围墙、道路、绿化、规范化排污口等。 3 设计原则 3.1严格遵守国家及地方有关环保法律法规和技术政策,并符合当地环境保护有关规定。 3.2根据生产废水特点选择合理可行的处理工艺路线,做到工艺先进、技术可靠、操作方便、易于维护。 3.3合理确定各工艺参数,并分析以确定最佳值。 3.4采用新材料、新产品以延长设备的使用寿命。。 3.5在保证处理效果的前提下,尽量减少占地面积,降低基建投资及日常运行费用。 4 建设规模 4.1废水来源 需处理的排水主要为车间所排的废液及设备、管道等洗涤水、地面冲洗水。排水中主要含有淀粉、蛋白质、酵母菌残体、酒花残渣、少量酒精及洗涤用碱,属无毒有机废水。废水中主要污染指标为CODcr、BOD5、SS等,废水的BOD5/CODcr≈1.65,可生化性较好,易采用生化处理为主的工艺。
年产4000 吨酒精工厂项目设计方案1 总论1.1 设计的目的和意义 通过毕业设计,巩固、深化基本理论、基本知识和基本技能,提高分析问题和解决技术问题的能力。通过完成本次设计,基本掌握酒精生产工艺流程设计、基本工艺计算、主要设备选型等。通过查阅文献、调查研究,提高综合分析能力。酒精工业是国民经济重要的基础原料产业。它广泛应用于化学工业、食品工业、日用化工、医药卫生等领域,是酒基、浸提剂、洗涤剂、溶剂、表面活性剂。目前不少国家都在考虑将酒精作为新能源以应付“石油危机” 和“能源危机”,用酒精部分或全部代替汽油作为汽车燃料,不仅可节约大量的石油,而且可以减少二氧化碳的排放量,缓和温室效应,所以酒精生产有广大的供求市场。 1.2设计依据 (1)大学理工学院(生物工程专业)--- 《年产4000 吨酒精工厂的初步设计》任务书 (2)设计基础资料:产品名称:无水酒精(优级纯)工厂厂址:海口近郊生产原料:废糖蜜(海南各地糖厂的副产物)生产天数“全年生产260 天(全天候)当地气候条件(来自海南气象台资料):温度极端高温39C 最低温度6C 平均温度23.8 C 湿度最高湿度92% 平均湿度85% 水温河水(>1米)最高30 C最低10C 自来(饮用)水最高30 C最低10C 深井水平均18C 风频率年平均风速:3.3m/s 降水量年平均:1691ml/a 风向东北风和东风
1.3 指导思想 以设计任务书为基础,以最新科研成果和实际经验为依据,通过文献检索、收集资料,调查研究,综合分析;贯彻节省基建投资,充分重视技术先进,降低工程造价等思想,从节约能源和降低原料消耗,创较高经济效益等角度出发,以“工艺先进、技术可靠、系统科学、经济合理、安全环保”为原则,同时注重“三废”治理和综合利用副产物,充分重视环保防污。尽量采用本地原料、定型设备,各种设计方案综合比较,取长补短,制定一个高产节能的设计方案,高效生产高质量的优质酒精。1.4 设计范围 (1)原料的选择及进行生产的方法 (2)生产工艺流程与工艺条件的确定与论证 (3)工艺计算 (4)车间生产设备的选型计算 (5 )书写设计说明书 (6)绘制工艺流程图 带控制点生产工艺流程图;主要设备装配图;车间平面布置图;全厂总貌平面布置图等。 (7)设计重点:蒸馏工艺流程设计;蒸馏塔、精馏塔设计选型 (8)技术经济效益指标分析 1.5 生产规模及产品执行质量标准 (1)生产规模生产规模:年产工业无水酒精4000 吨,日生产15.5 吨
污水厂设计说明书 一、污水厂的设计规模 设计规模: 污水厂的处理水量按最高日最高时流量,污水厂的日处理量为:该厂按远期2010年一期2.6万吨/天建设完成,污水厂主要处理构筑物拟分为二组,每组处理规模为1.3万吨/天。这样既可满足近期处理水量要求,有留有空地以三期扩建之用。 远期2.6万吨,一期建设,计算主要按远期计算,由于没有工业废水的变化系数,所以按生活污水量来取其时变化系数。 二、进出水水质 该水经处理以后,水质应符合国家《污水综合排放标准》(GB8978-1996)中的一级标准,由于进水不但含有BOD5,还含有大量的N,P所以不仅要求去BOD5除还应去除不中的N,P达到排放标准。 单位:mg/L CODcr BOD5SS NH3-N TP 进水380 190 238 49 4.9 出水60 20 20 15 0.5 三、处理程度的计算 1.溶解性BOD5的去除率 活泩污泥处理系统处理水中的BOD5值是由残存的溶解性BOD5和非溶解性BOD5二者组成,而后者主要是以生物污泥的残屑为主体。活性污泥的净化功
能,是去除溶解性BOD 5。因此从活性污泥的净化功能来考虑,应将非溶解性的BOD 5从处理水的总BOD 5值中减去。 处理水中非溶解性BOD5值可用下列公式求得:(此公式仅适用于氧化沟) L mg e e C BOD e f /6.13)1(42.1207.0)1(42.17.0523.0523.05=-???=-?=?-?- ∴ 处理水中溶解性BOD 5为20-13.6=6.4mg/L ∴ 溶解性BOD 5的去除率为:%63.96%100190 4 .6190=?-= η 2 .COD cr 的去除率 %21.84%100380 60 380=?-= η 3.SS 的去除率 %60.91%100238 20 238=?-= η 4.总氮的去除率 出水标准中的总氮为15mg/L ,处理水中的总氮设计值取15mg/L ,总氮的去除率为: %39.69%10049 15 49=?-= η 5.磷酸盐的去除率 进水中磷酸盐的浓度为4.9mg/L 计。如磷酸盐以最大可能成Na 3PO 4计,则磷的含量为4.9×0.189=0.93mg/L.注意:Na 3PO 4中P 的含量在可能存在的磷酸盐(溶解性)中是含量最大的,这样计算出来的进水水质中的磷含量偏大,对整个设计来说是偏安全的。 ∴ 磷的去除率为 %20.46%10093 .05 .093.0=?-= η 四、城市污水处理设计
产3万吨酒精工厂工艺设计
毕业设计(论文) 题目:年产3万吨酒精厂工艺模拟 设计 教学院:化学与材料工程 专业名称:化学工程与工艺(生物化工) 学号:200940810224 学生姓名:周遊 指导教师:胡燕辉 2013年 4 月15 日
毕业设计(论文) 摘要 本设计是年产3万吨酒精工厂模拟设计,发酵原料为糖蜜。本设计对酒精的工厂进行了模拟计算和设备选型,力求理论和实践相结合。工艺上的设计为:单浓度糖蜜进行连续发酵(其工艺较为简单,并且易于操作)、主要蒸馏工段采用差压式二塔蒸馏机组(能有效利用热能)、生石灰吸水法,通过物料衡算、设备选型计算、水电汽耗的计算等合理优化设计生产工艺过程。 关键词:酒精工厂;发酵法;糖蜜;蒸馏
毕业设计(论文) Abstract This design is the annual output of 30,000 tons of alcohol factory analog design, the raw material for fermentation is the molasses. The alcohol factory is simulated and equipment is selected, and strives to the combination of theory and practice. Design of the process: continuous fermentation for molasses of single concentration (the process is relatively simple and easy to operate), the main distillation section use differential pressure distillation tower units (effectively utilizing thermal energy), the quicklime suction method, through material balance selection of equipment, loss of water and steam we can design the process. Key words: Alcohol factory;Fermentation;Molasses;Distillation