共2页
材料编号
出模数后工序
ABSPA757+B8
657(MB01)
1+1
喷油装配
序号
1234
5
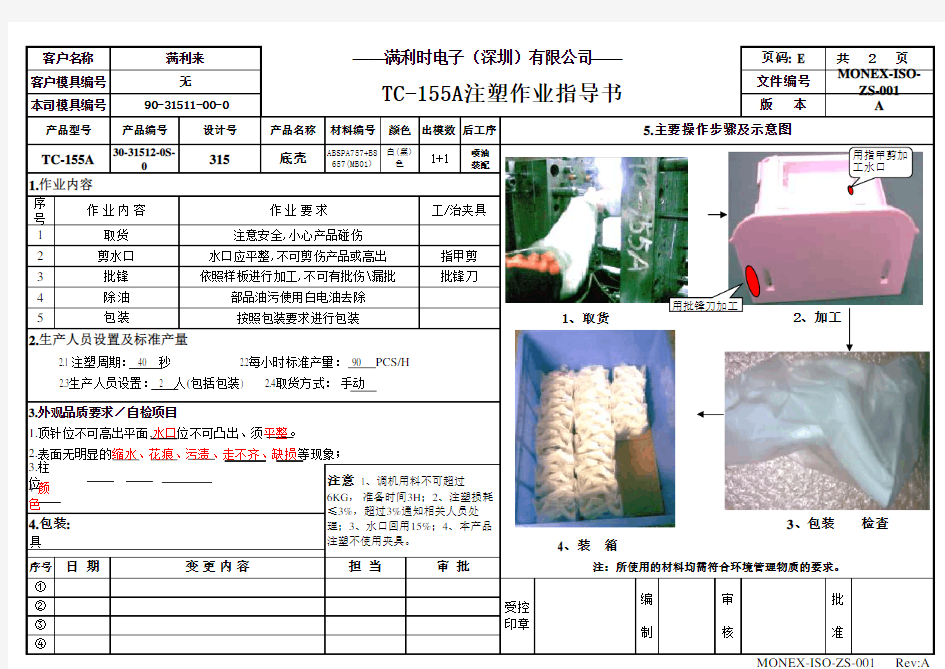
1、取货
3.柱位不可发白、变形、走胶不齐等不良.4 颜色须同样板一致。
具体包装方法见包装作业指导书
序号
①②③④
3、包装 检查
4、装 箱
客户名称满利来——满利时电子(深圳)有限公司——页码: E 产品名称
MONEX-ISO-ZS-001
本司模具编号
A
客户模具编号无TC-155A注塑作业指导书
文件编号2、加工
白(黑)色
产品型号
产品编号设计号
90-31511-00-0
版 本
1.作业内容
作 业 内 容作 业 要 求工/治夹具
颜色 5.主要操作步骤及示意图
TC-155A 30-31512-0S-0
315底壳
取货注意安全,小心产品碰伤剪水口水口应平整,不可剪伤产品或高出指甲剪批锋
依照样板进行加工,不可有批伤\漏批
批锋刀
除油部品油污使用白电油去除 2.1 注塑周期: 40 秒 2.2每小时标准产量: 90 PCS/H 2.3生产人员设置: 2 人(包括包装) 2.4取货方式: 手动3.外观品质要求/自检项目
1.顶针位不可高出平面,水口位不可凸出、须平整。包装
按照包装要求进行包装
2.生产人员设置及标准产量
2.表面无明显的缩水、花痕、污渍、走不齐、缺损等现象;4.包装:
注意 1、调机用料不可超过
6KG , 准备时间3H ;2、注塑损耗≤3%,超过3%通知相关人员处理;3、水口回用15%;4、本产品注塑不使用夹具。
日 期变 更 内 容担 当审 批
注:所使用的材料均需符合环境管理物质的要求。
受控印章
批准
编制
审核
用批锋刀加工
用指甲剪加