
由此,根据变形前后板件厚度不变的假设,并结合金属塑性变形的体积不变定律,可为制定板成形工艺方案提供重要依据。该测量仪具有仪器结构简单、易于加工制造、测量精度高、测量速度快、操作简便、对环境无污染和对操作人员无很高的技术要求等优点。
参考文献:
[1] 李玉强,崔振山,张冬娟,等.板料成形优化技术进
展与质量工程研究[J].塑性工程学报,2005,12(2):
11 16.
[2] 郑莹,吴勇国,李尚健.板料成形数值模拟进展[J].
塑性工程学报,1996,3(4):34 47.
[3] 徐国艳,施法中.反向法在冲压件成形初级阶段的
应用[J].塑性工程学报,2003,10(1):40 43.[4] 王昱皓,施法中.板料冲压成形有限元反向分析中
初始解确定方法的研究概况[J].锻压技术,2005
(4):106 109.
[5] 高涛,刘郁丽,杨合,等.塑性成形过程反向模拟技
术的研究现状与发展趋势[J].机械科学与技术,
2004,23(10):1219 1222.
[6] 宋玉泉,李志刚.任意形状板件面积测量仪:中国,
01272259.6[P].2002 10 09.
(编辑 何成根)
作者简介:宋玉泉,男,1933年生。吉林大学超塑性与塑性研究所所长、教授、博士研究生导师,中国科学院院士。研究方向为超塑性与塑性理论及应用。宋家旺,男,1977年生。吉林大学超塑性与塑性研究所博士研究生、讲师。马品奎,男,1975年生。吉林大学超塑性与塑性研究所博士研究生、讲师。王明辉,男,1977年生。吉林大学超塑性与塑性研究所博士研究生、讲师。
管材内高压成形国内研究进展及发展趋势
李洪洋1 刘海军2 吕海源1 谢 望1 陆懿琛1
1.上海交通大学,上海,200030
2.费斯托(中国)有限公司亚太技术中心,上海,201206
摘要:对管材内高压成形工艺的原理、特点、发展历史及典型应用等进行了较为详细的说明,同时从理论、实验及模拟三个方面系统地介绍了近年来国内管材内高压成形工艺的研究进展;在给出内高压成形工艺目前发展中存在的主要问题的基础上,指出了未来几年内高压成形工艺的发展趋势。
关键词:管材;内高压;液力塑性成形;研究进展
中图分类号:T G394;T G386.43 文章编号:1004 132X(2006)S2 0054 06
Present State and Perspective of Tube Hydroforming in China
Li H ongy ang1 Liu H aijun2 Lv H aiy uan1 Xie Wang1 Lu Yichen1
1.Shanghai Jiaotong U niv ersity,Shang hai,200030
https://www.doczj.com/doc/9313642117.html,-Pacific Technical Center,FESTO(China)Co.Ltd,Shanghai,201206
Abstract:The principle,character,history and ty pical applicatio n of tube hydroform ing are pr es ented.From the aspects of theory,experiment and finite elem ent sim ulation,the r esearch develop m ent o f tube hydro fo rming in china is introduced.Based on the discussion of pro blems in the develop m ent o f tube hydro fo rming,the dev elo pm ent trend is presented.
Key words:tube;hy droform ing;hydro plastic form ing;research pro gress
0 引言
结构轻量化和加工技术柔性化是现代先进制造技术发展的总趋势之一。结构轻量化可以节省材料和运行能量,而加工技术柔性化则可以缩短加工工具生产周期,降低生产成本。液力塑性成形工艺正是对结构轻量化和加工技术柔性化的良好结合,因此近几十年来发展迅猛[1]。
收稿日期:2006 08 08 管材内高压成形工艺(tube hydroform ing, TH F)是液力塑性成形技术的重要组成部分,属于特种塑性加工近净成形工艺。它以管材为加工对象,以液体为主要传力介质,可以有效地降低零件重量、减少模具数量、提高生产效率,因此受到工程技术人员和科研工作者的广泛重视[2,3]。
尤其是近年来随着航空航天事业的飞速发展,以及汽车制造企业间产业竞争的不断加剧,内高压成形技术在实际生产中更得以迅速推广。目
54
前在欧美等工业发达国家,许多企业都将内高压成形技术作为增强其产业竞争实力的重要工具。我国内高压成形工艺的研究起步较晚,目前尚处于发展阶段,对这一现状的充分认识及对未来发展趋势的了解对于促进内高压成形工艺在我国的进一步推广具有重要的现实意义。鉴于此,本文对管材液力内高压成形技术的工作原理、工艺组成、典型应用、关键技术及国内发展现状和未来发展趋势进行了综述,希望能够为国内从事液力塑性加工,尤其是管材液力塑性加工工作的研究人员和工程技术人员提供有益的参考。
1 工艺原理
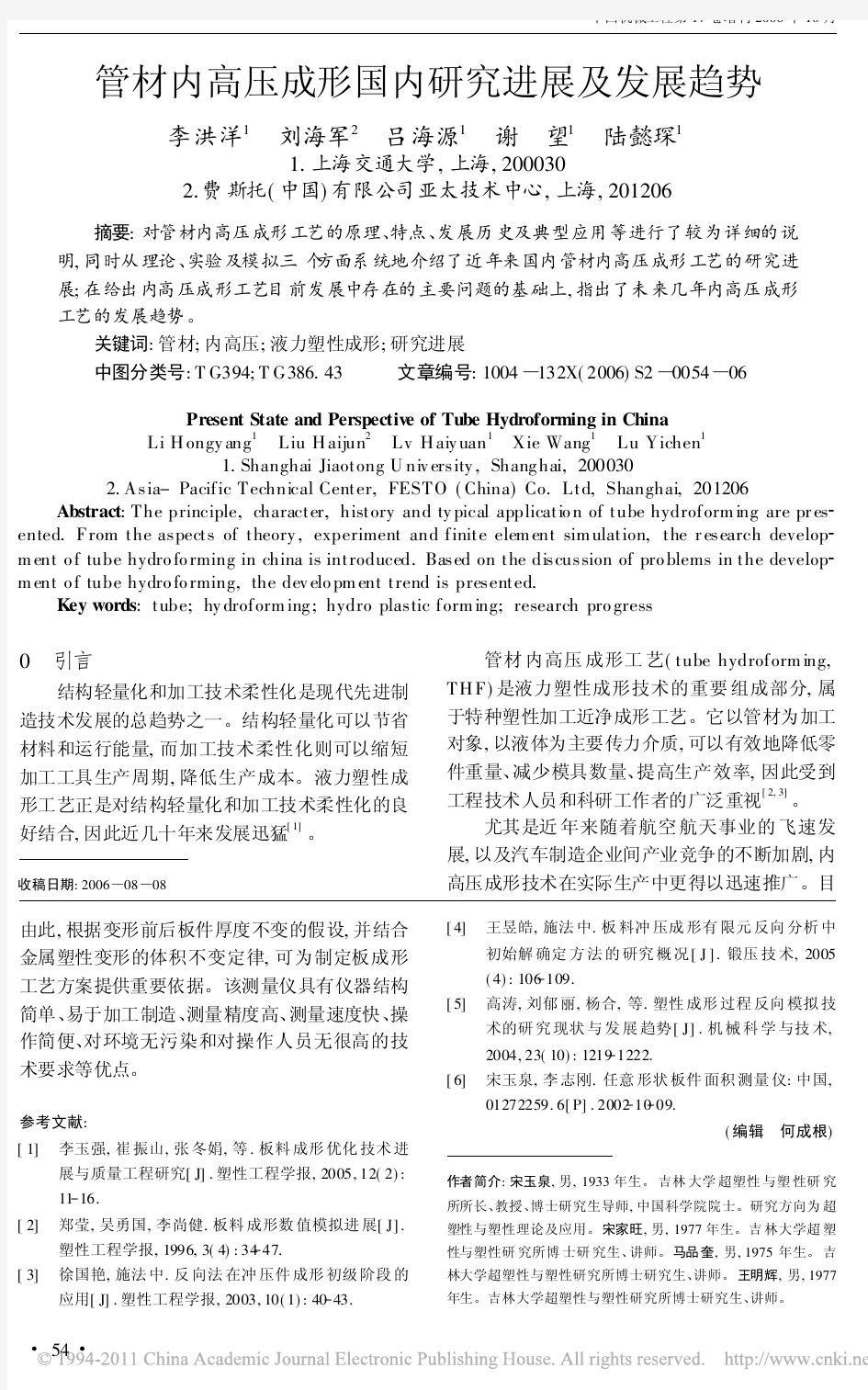
图1是管材内高压液力塑性成形工艺的工作图1 内高压成形工艺原理示意图
原理示意图。模具型腔内的管状坯料在内部液体压力p 和管端轴向压力F 1和F 2的共同作用下发生塑性变形,并直至贴模形成零件。
鉴于生产用管坯形状、材质以及成形零件几何形状和性能的不同,成形过程中的内部液体压力及轴向压力的匹
配关系有所不同,但总体上讲
内压和轴向力是随着变形过程的发展而单调递增。
2工艺优点
由于是以管状坯料为加工对象,以液体为主
要传力介质,因此内高压成形工艺具有许多突出的优点[2,3]
:
(1)节省原材料,提高材料利用率,减轻零件重量 内高压成形工艺所使用的坯料为空心坯料,在保证零件满足使用要求的情况下,空心坯料较实心坯料可减轻零件重量40%~70%,提高材料利用率30%~50%。图2是利用内高压成形工艺和传统机加工艺生产的台阶轴对比图。其中传统机加工艺的材料利用率仅为40%~60%,而内高压成形工艺的材料利用率为80%~90%。
(2)加工道次少,产品精度高 内高压成形中的轴向力可以起到密封和补料的作用。通过轴向补料可以改善管坯的应力应变状态,显著增加其塑性变形能力,对于复杂零件往往可以一次成形。同时由于原始坯料具有良好的整体性,且加工过程为有模成形,因此大部分内高压成形零件不需要后继组装焊,
或在很大程度上减少了后继组装
(a)
利用机加方法生产的阶梯轴
(b)利用内高压成形方法生产的阶梯轴图2 机加生产及内高压成形生产的阶梯轴
焊接量,从而降低甚至消除了焊接变形及弹复对零件精度的影响。图3是采用传统冲压焊接工艺生产的排气管和内高压成形工艺生产的排气管的
比较图。
(a)传统冲压焊接工艺(b)内高压成形工艺
图3 传统工艺生产的排气管和内高压
成形工艺生产的排气管
(3)模具数量少,生产成本低 内高压成形工艺基本属于一次成形,极大地减少了生产用模具的数量。而且,由于内高压成形工艺所使用坯料的几何相似性,大型零件的模具往往可以作为小型零件的模架使用,这也在很大程度上降低了生产成本。
(4)加工零件强度高,刚度好 内高压成形工艺属冷加工工艺,通过变形过程中的加工硬化可以在很大程度上提高零件强度和刚度,其幅度在50%~300%之间,最高可达500%,因此特别适合于生产汽车及航空航天等领域中的承载结构件。据此有学者预测,在未来的10年间,内高压成形工艺在结构件生产领域的增长速度将是其他领域的3~7倍。
3 发展历史
内高压成形工艺的工艺思想最早可以追溯到20世纪40年代。20世纪90年代,液压和控制系统的发展逐渐趋于成熟。高压及超高压系统的建立已不存在任何技术障碍,位移的控制精度也已达到微米尺度,这为内高压成形工艺的发展奠定了技术基础。同时,随着世界范围内产业竞争的日趋激烈,尤其是汽车制造业对生产成本、生产技
55
术及整车性能和配件质量要求的不断提高,内高压成形工艺开始受到业界关注。
而由于其现实和潜在的巨大技术及成本优势,内高压成形工艺一经发展就迅速跨越了实验阶段,进入了生产领域。
目前仅北美地区生产的汽车中就有30%左右的零件使用内高压成形技术,而德国生产的汽车中,该比例更高。奔驰、宝马、大众、奥迪、通用等汽车公司都有多款车型使用了内高压成形技术,而其应用更是涵盖了从发动机托架到凸轮轴、排气管以及天窗导轨等,即包括结构支撑也包括动力传输的多个领域。通过使用内高压成形零件,平均可以减少每车焊缝长度百余米,不仅提高了整车的操控性能,增加了驾驶人员的驾乘舒适度,而且显著降低了生产成本,提高了整车的安全性。图4是基于内高压成形技术生产的宝马汽车的后轴总成照片。
图4 宝马汽车后轴总成照片
4 典型应用
按工艺特点来分,内高压成形工艺的应用可以分为空心结构件和异型管件两大类,涉及汽车、航空、军事、船舶等诸多领域。
4.1 结构件
主要是利用内高压一次成形可以减少后继焊接量,增加零件整体性,以及加工硬化可以提高零件强度和刚度的特点,生产支撑载荷和传输动力用结构件。目前应用最广泛的是汽车领域的各种车架结构和传动轴,主要包括纵梁、副车架、顶盖支撑、仪表板托架、后桥支架、散热器支架、挡风玻璃支架、挡风玻璃隔离条、整车构架、座椅构架、减震架等,图5是相应的应用示意图,从A到F分别为顶棚支架、仪表盘支架、散热器支架、副车架、顶棚导轨和结构导轨。图6所示是未组装的副车架,图7所示是组装后的后桥总成。
图5 内高压成形件在汽车中的典
型应用
(a)小型车
(b)大型车
图6 内高压生产的副车架零件照片
图7 以内高压成形件为主要结构件的后轴总成4.2 异型管
利用内高压成形工艺以管材为加工对象,以模具型腔内表面为零件外轮廓,通过轴向进给补料可以增加变形量的特点,生产各种军用及民用异型管件。最初是以生产图8所示的三通管为主,目前已经推广到各种航空航天、船舶运输等领域的排气管、输油管及特种管(图9),以及民用的厨房卫生用品(图10)
。
图8 内高压成形的三
通管
图9 内高压成形的异型管
56
(
a)
(b)
图10 内高压成形的厨卫用品
5 国内研究现状
内高压成形工艺主要源于欧美等工业发达国家,但近年来国内在该工艺的理论及应用方面也都进行了较为广泛的研究,并取得部分有价值的研究成果。
吴洪飞等[4]利用塑性稳定性分析理论对内高压成形中的塑性屈曲失效进行了研究,结果表明,在一定的范围内,随着内压的增加,轴向临界屈曲载荷递增,在不同的比例加载关系下,周向屈曲波数有所不同,而且可能出现临界屈曲载荷的跳跃。王小松等
[5]
对加载轨迹和零件成形区长径比
等因素对成形中的起皱行为进行了研究,给出了相应的几何计算公式和起皱后的应力应变状态及壁厚变化趋势。田仲可[6]
对薄壁管无模内高压成形塑性皱曲行为进行了分析,基于薄壳塑性稳定性理论与能量准则,建立了薄壁管无模内高压成形端部塑性皱曲临界载荷的理论,提出了皱曲区-膨胀区-皱曲区三区管坯划分模型。夏巨谌等[7]
对多通管挤压胀形过程的力学行为也进行了研究,采用应变样条法建立了挤压力、胀形力和平衡力三者之间的数学表达式。王同海等[8,9]
对不
同的管材胀形工艺的力学特征、影响因素及复合
胀形工艺系数进行了分析。Lei 等
[10]
借助刚塑性
有限元对失稳的形成过程进行预测。赵长财等[11]对金属波纹管液压胀形工艺过程中的管坯长度计算进行了研究;韦丽君等[12]对三通管液压
胀形力曾进行分析。H su [13]对三通管的成形过程也进行了分析,建立了相应的理论模型,并结合有限元模拟进行了验证。H w ang 等[14]
对方截面
管的成形过程进行了分析。
文献[15]分别就内高压成形工艺的应力应变特点进行过较为系统的研究,提出摩尔圆移动和屈服圆柱投影两种塑性力学分析方法并在内高压
成形工艺分析中进行了应用。给出了内高压成形工艺典型应力状态在屈服椭圆上的分布及相应的应变状态,说明了成形不同阶段应力摩尔圆的移动规律,并就工艺失稳的不同形式进行了讨论。
在实验方面,文献[16 19]利用内高压成形工艺完成了轿车副车架、后轴纵臂、转向节臂等零件的加工工艺的探索。王连东等[20]对基于复合缩径 胀形工艺生产汽车波形套进行了研究,并就汽车后桥胀形中的小圆角问题开展了讨论。田仲可[21,22]
开展了薄壁管无模内高压成形的研究,指出在轴压偏高而内压相对偏低的情况下,降低内压的增长率有助于抑制皱纹的发展。杨雨春等
[23]对多通管挤压胀形介质进行了研究。文献
[24 27]就大变形量台阶轴和方截面空心轻体件的内高压成形进行实验研究。图11所示为有关
研究单位研制的副车架。
图11 国内加工的副车架
在有限元模拟方面,文献[28,29]对内高压成形的自适应模拟以及预弯成形复合工艺进行了有
限元模拟,朗利辉等[30,31]对防锈铝变径管的内高压成形过程进行了有限元模拟,林俊峰等[32]模拟了空心双拐曲轴,雷丽萍等[33]
模拟了轿车副车架,李乐等[34]模拟了三通管成形。文献[35 37]就大变形量台阶轴内高压成形中的压力及补料参数的影响进行有限元分析。
可以看出,总体上讲我国在内高压成形工艺的研究方面尚处于起步阶段,由于受到实验条件的限制,研究工作以理论分析和有限元模拟为主。实验工作以跟踪为主,有价值的原创性成果相对较少。相比国外的大型专业化生产线,目前国内尚无专门的内高压生产企业,这也在一定程度上制约了国内内高压成形技术的发展。
57
6 存在的问题
内高压成形工艺在过去短短几年间就经历了从实验阶段到生产阶段的跨越式发展,对汽配及其他相关产业的发展和技术进步起到了很大的促进作用。
但我们也应当看到,在快速成长的同时,内高压成形工艺仍有部分关键问题尚未完全解决,这在一定程度上制约着工艺的近一步推广和发展。
(1)成形过程中冲头位移量与内部压力值的匹配问题 合理控制位移和内压是实现内高压成形壁厚控制及成形的关键。成形过程中,如果位移量过大则零件容易发生压缩失稳 起皱、折叠,而位移量过小则容易发生拉伸失稳 破裂。在位移总量相同的条件下,位移量在成形过程中不同阶段的分配对壁厚及成形性也有这重要影响。而目前针对不同零件如何合理控制位移与内压的关系还没有通用的解决方案或成熟的理论指导,多通过有限元模拟和实验试错的手段进行研究,这在一定程度上限制了新产品新工艺的开发。
(2)成形过程中金属流动模式及变形特征、变形规律问题 内高压成形过程中,金属流动模式及变形规律既不同于胀形也不同于挤压,有其自身的特点。这些规律即决定着生产零件的几何尺寸和精度,同时也决定着零件内部组织结构。
(3)生产效率和环境污染问题 内高压成形工艺是以液体为传力介质的塑性加工技术,成形中涉及密封、充液、成形及校型多道工步,如何保证生产效率和避免环境污染是其目前必须解决的重要问题。减小冲头运行距离,提高冲头运行速度,开发大流量增压设备,做好成形液体的回收是其设备开发必须考虑的问题。
(4)内高压成形零件、工艺及模具等的设计标准和设计规范问题 作为新兴的塑性加工手段,内高压成形零件的设计标准、工艺规范及相应的模具材料等的选择都还没有明确的规定,国内外都是摸着石头过河,不同生产企业和不同设计人员设计加工出的产品性能千差万别,这在一定程度上也阻碍了工艺的发展,应当予以解决。
7 发展趋势
(1)内高压热成形 内高压成形可以节省材料降低零件重量,而使用轻质合金同样可以减轻零件重量。因此如果能利用内高压成形工艺生产铝、镁、钛等金属零件必将进一步降低零件重量,生产出超轻零件。但遗憾的是,这些金属室温下的塑性变形能力往往低于黑色金属,必须在高温下才可以成形。因此内高压热成形将是内高压成形工艺发展的重要趋势。对此德国已经开展相应工作,并完成了镁合金的内高压热成形,这对内高压成形工艺来说是一个发展的风向标。但需要指出的是,目前常用液压油、液压阀等所能承受的温度有限,如何选择传力介质将是内高压热成形的关键。
(2)双多层复合管的成形 双多层复合管可以体现不同材质的优点,可以有效地提高零件的综合机械性能和抗腐蚀能力,在汽车和航空航天领域具有广阔的应用前景。综合内高压成形工艺和双多层复合管的优点对于提高零件性能将具有重要意义。
(3)成形工艺的数字化 数字化是现代先进制造技术的重要内容,液力内高压成形工艺与数字化的良好结合将是其未来发展的总趋势。其中远程设计、在线解决方案、基于知识的设计分析系统的建立等都将是成形工艺在数字化方向发展的重要内容。
(4)有限元专用单元及本构的发展 在壳元的基础上,发展可以反映管坯特征的计算单元,建立可以准确反映材料特征的本构模型,这些工作对于提高有限元分析的精度,尤其是保证处理工程实际问题中的计算可靠性将具有重要的价值。
此外在内高压专用管材的生产、管坯材料的性能测试、预弯工艺的选择、校型工艺设计、润滑、密封、复合工艺、生产设备等方面的发展对于内高压成形工艺的进步也将具有重要影响。
8 结论
管材液力内高压塑性成形工艺近年来发展迅猛,在国外已经迅速从实验阶段步入生产阶段,并可以预见到,未来几年将是其快速成长的重要时期,而我国内高压成形工艺起步较晚,虽然已取得可喜的研究成果,但目前尚处于起步阶段。
以铝、镁、钛为加工对象的内高压热成形、双多层管内高压成形及成形工艺的数字化将是内高压成形工艺新一轮发展的重要内容,如果能把握这一发展机遇,多快好省地完成一批高水平的科研成果,将有可能迅速确立我国在液力塑性成形领域中的影响和地位。
参考文献:
[1] Dohman F,Hartl C.Tube H ydroforming Research and
P ractical A pplication[J].Jour nal of M ater ials Process
ing Techno logy,1997,71:174 186.
[2] Zhang S H,Dev elo pments in Hydr ofo rming[J].Journal
58
of Materials Processing Technolog y,1999,91:236 244.
[3] 李洪洋.内高压成形的应力应变分析及台阶轴成形的
研究[D].哈尔滨:哈尔滨工业大学,2002.
[4] 吴洪飞,苑士剑,王仲仁.内高压成形塑性屈曲分析
[J].锻压技术,2001(5):29 31,36.
[5] 王小松,苑士剑,王仲仁.内高压成形起皱行为的研
究[J].金属学报,2003,39(12):1276 1280.
[6] 田仲可.薄壁管无模内高压成形塑性皱曲的理论分
析[J].青岛科技大学学报,2005,26(4):331 335. [7] 夏巨谌,杨雨春,胡国安,等.多通管挤压胀形过程的
分析与计算[J].塑性工程学报,2001,l18(13):24 28.
[8] 王同海,孙胜.管材胀形工艺分类及其变形力学特征
[J].锻压技术,1999(4):30 32,48.
[9] 王同海,赵新海,赵国群.金属管件复合成形胀形系
数的研究[J].锻压机械,1999(2):42 44.
[10] Lei L P,K im J,Kang B S.Bursting Failure Predic
tion in Tube H ydroforming Pr ocesses by U sing Rigid
-plastic FEM Combined with Ductile Fracture Crite
rion[J].International Journal of M echanical Sciences,
2002,44:1411 1428.
[11] 赵长财,刘助柏.金属波纹管液压胀形工艺过程中
的管坯长度计算[J].锻压技术,2001(5):32 33. [12] 韦丽君,马风雷,张铁英,等.冷挤三通管液压胀形
力的分析[J].吉林工学院学报,2001,22(4):11 14.
[13] H su Quangcherng.T heor etical and Ex perimental
Study o n the H ydrofo rming of Bifurcatio n T ube
[J].Journal of M ater ials Pr ocessing T echnolog y,
2003,142:367 373.
[14] Hwang Y M,L in Y K.Analysis and Finite Element
Simulation of the Tube Bulge Hydro fo rming Pr ocess
[J].Journal of M aterials Processing Technology,
2002,125 126:821 825.
[15] Li H Y,Wang X S,Yuan S J,et al.Typical Stress
State of Tube H ydrofor ming and their Distr ibuting on
Yield Ellipse[J].Jour al of M ater ials Processing Tech
no logy,2004,151:345 349.
[16] 苑世剑,田宪伟,苗启斌,等.不锈钢方形截面空心构
件内高压成形研究[J].锻压技术,2004(2):40 44. [17] 苑世剑,韩聪,刘钢,等.轿车副车架内高压成形
[J].锻压技术,2004(3):41 44.
[18] 苑世剑,苗启斌,王仲仁.轿车后轴纵臂内高压成形
研究[J].金属成形工艺,2004,22(3):1 3.
[19] 刘钢,谢文才,苑世剑,等.大截面差空心件内高压成
形研究[J].材料科学与工艺,2004(12):398 401. [20] 王连东,刘助柏.汽车桥壳液压胀形环向小圆角成
形的研究[J].塑性工程学报,2001,18(12):36 39. [21] 田仲可.薄壁管无模内高压成形的实验研究与数值
模拟[J].青岛科技大学学报,2005,26(3):242 245.
[22] 田仲可.管材内高压胀形的实验研究与数值模拟
[J].模具工业,2005(5):21 25.[23] 杨雨春,夏巨谌,胡国安.大变形多通管挤压胀形介质
的研究[J].华中理工大学学报,1999,27(5):85 87. [24] 李洪洋,苑世剑,王小松,等.轴向补料量对内高压
成形空心三台阶轴影响的实验研究[J].清华大学学
报,2005,45(5):597 600,605.
[25] 李洪洋,苑世剑,王小松,等.初始内压对内高压成
形空心三台阶轴工艺影响的实验研究[J].材料科学
与工艺,2005,13(2):143 145,149.
[26] 李洪洋,苑士剑,王小松,等.方截面轻体件的内高压
成形研究[J].锻压技术,2001(1):31 32.
[27] Li H Y,Yuan S J,W ang Z R.Effect of L oading
Paths on Hydor foming Tubular Square Componets
[J].Journal of M aterials Science&Techno logy,
2001,17(1):158.
[28] Gao L,Strano M.FEM A nalysis of Tube P re-ben
ding and Hydro fo rming[J].Journal of M aterials Pro
cessing Technolog y,2004,151:294 297.
[29] Gao L,M otsch S,Str ano M.Classification and A nal
ysis of Tube Hydr ofo rming Pr ocesses with Respect to
Adaptive F EM Simulation[J].Journal of M ater ial
Processing Technology,2002,129:261 267.
[30] 郎利辉,苑世剑,王仲仁,等.防锈铝变径管内高压
成形过程数值模拟[J].中国有色金属学报,2001,11
(S2):211 216.
[31] 郎利辉,苑世剑,王仲仁,等.内高压液力成形缺陷产
生及其失效分析[J].塑性工程学报,2001,l18(14):
29 35.
[32] 林俊峰,苑世剑.双拐曲轴内高压成形过程的有限元
分析[J].特种成形,2004,112(15):79 82.
[33] 雷丽萍,方刚,曾攀,等.汽车副架液压胀形预成形工
艺设计的数值模拟[J].塑性工程学报,2002,19
(12):76 78.
[34] 李乐,周杰,王梦寒,等.三通管内高压成形有限元模
拟工艺分析[J].塑性加工技术,2004(6):53 55. [35] 李洪洋,苑世剑,王小松,等.内高压成形三台阶轴
过程中内压值影响的有限元分析[J].塑性工程学
报,2005,12(2):38 41,93.
[36] 苑士剑,李洪洋,王仲仁.液压成形工艺的研究与进
展[J].材料科学与工艺,1999(7):139 142.
[37] 李洪洋,苑士剑,王仲仁.挤胀成型工艺及其在汽车
行业中的应用[J].模具技术,2001(5):43 45.
(编辑 马尧发)
作者简介:李洪洋,男,1972年生。上海交通大学塑性成形工程系副教授。主要研究方向为液力塑性成形工艺控制及优化、材料加工中的数值模拟、大型装备结构设计与分析及塑性力学。发表论文20余篇。刘海军,男,1980年生。费斯托(中国)有限公司亚太技术中心工程师。吕海源,男,1980年生。上海交通大学塑性成形工程系硕士研究生。谢 望,男,1984年生。上海交通大学塑性成形工程系本科生。陆懿琛,男,1984年生。上海交通大学塑性成形工程系本科生。
59
国内外制造业发展趋势 中国工程物理研究院徐志磊尚林盛 [摘要]阐述了制造业的重要性,分析了我国制造业的现状,并通过与国外先进制造业进行对比,提出了发展的总趋势和发展对策。 制造业是国家生产能力和国民经济的支柱,没有强大的制造业,一个国家无法实现经济快速、健康的发展;制造业是国家安全的重要保障,没有强大的制造业,一个国家的稳定和安全将受到威胁;制造业是高技术产业化的载体和实现现代化的重要基石,没有强大的制造业,实现现代化将失去坚实的基础。我国制造业每年直接创造国民生产总值的1/3,为国家财政提供1/3的收入,吸纳就业人员8000余万人。 我国制造业的现状 改革开放后,大量国外企业进入中国,我国制造业有了突飞猛进的发展,特别是近几年来,我国已经成为制造业大国,目前是世界第四大工业生产国,仅次于美国、日本、德国。2001年我国制造业的工业增加值相当于1998年美国的近1/3、日本的1/2,与德国的相近。纺织品及服装、家用电器、照相机等产品产量居世界第一位。我国正在由跨国公司的加工组装基地向制造基地转变,逐步成为世界工厂,而且在一些行业中,制造业已经拥有与世界同行竞争的实力。但我们与发达国家相比,制造业还有不小的差距,我们应有清醒的认识。在2001年世界500强中,我国企业仅有11家,但没有一家是制造业。技术含量高的“中国制造”产品航空制造技术第二产业产值只占到5%的世界份额,远远没有达到当年英美两国的水平。 当前我国制造业总体规模仅相当于美国的1/5、日本的1/4。制造业的人均劳动生产率远远落后于发达国家,仅为美国的1/25、日本的1/26、德国的1/20。 我国目前只在IT产业和制造方面有些优势,但核心技术还掌握在日本、韩国、新加坡等国家的企业手里。世界工厂是全球产业链的概念,是一个标志,不同的产业壁垒不一样,美国有世界工厂,例如飞机、尖端军工产品、高技术通讯设备,日本有众多的世界工厂。 我国的制造企业集中度低,大型骨干企业少,而且围绕大型骨干企业的中小型企业群体也未形成。技术创新能力十分薄弱,产业主体技术依靠外国,有自主知识产权的产品少,依附于国外组装比重大。 总体上看,我国的装备制造设备陈旧、落后,缺乏核心技术,大多数核心技术和产品依靠从国外引进,企业的经济效益低,销售收入利润仅为3.64%(1999年统计),劳动生产率为3.36万元/人?年。从上海汽车工业分析看,工业增加值的增长,主要依靠固定资产的大量投入,贡献率达100%,人工对工业增加值贡献为。技术进步的贡献,西方国家为80%,我国汽车工业为27.5%。
智能制造系统解决方案和智能工厂发展趋势 当前,我国大多数企业、行业智能制造系统都还处于局部应用阶段,只有少数大企业单项业务信息技术覆盖面较高,关键业务环节应用系统之间实现了一定的协同和集成。从制造企业生产力水平来看,大量企业处于工业2.0要补课,有些企业处于工业3.0待普及,有个别企业处于工业4.0要示范。 智能制造系统解决方案发展趋势 据行业专业人士分析,今后国内智能制造系统解决方案将面临三大发展趋势。 第一大趋势:智能制造是一项系统性工程,系统解决方案领域的合作将更加活跃。 智能制造发展具有复杂性、系统性,涉及设计、生产、物流、销售、服务等产品全生命周期,涉及执行设备层、控制层、管理层、企业层、云服务层、网络层等企业系统架构,需要实现横向集成、纵向集成和端到端集成。限于资金投入不足、技术研发周期较长以及工艺壁垒等因素,单个系统解决方案商很难满足各个细分行业的智能制造发展需要,企业间将不断加强协同创新,以强化智能制造系统解决方案供应能力。 第二大趋势:智能制造系统架构将进一步完善,工业软件领域的集成与发展将成为重点。 从企业系统架构来看,国内目前还没有出现能够打通整个架构体系的智能制造解决方案商,但随着技术水平的不断进步,系统解决方案提供商将不断完善架构体系。智能制造系
统解决方案主要依托于软硬件产品及系统,实现制造要素和资源的相互识别、实时交互、信息集成。从硬件层面来看,基于成本大幅降低的现实需要,硬件中通用性强的部分将日趋模块化、标准化发展。从软件层面来看,工业软件存在于智能制造的每个角落,智能制造解决方案将更加倚重于与硬件层关系密切的软件部分(SFC、MES、ERP、PLM)的集成与发展,其中MES是软件层中最核心部分。 我国智能工厂发展趋势分析 当前,智能制造热度高企,石化、钢铁、机械装备制造、汽车制造、航空航天、飞机制造等行业纷纷开始探索建设智能工厂。《中国制造2025》明确提出要推进制造过程智能化,在重点领域试点建设智能工厂/数字化车间,这必将加速智能工厂在工业行业领域的应用推广。预计未来3-5年,全国将涌现出一批智能工厂。 智能工厂的内涵及建设重点 智能工厂是实现智能制造的重要载体,主要通过构建智能化生产系统、网络化分布生产设施,实现生产过程的智能化。企业基于CPS和工业互联网构建的智能工厂原型,主要包括物理层、信息层、大数据层、工业云层、决策层。其中,物理层包含工厂内不同层级的硬件设备,从最小的嵌入设备和基础元器件开始,到感知设备、制造设备、制造单元和生产线,相互间均实现互联互通。以此为基础,构建了一个“可测可控、可产可管”的纵向集成环境。信息层涵盖企业经营业务各个环节,包含研发设计、生产制造、营销服务、物流配送等各类经营管理活动,以及由此产生的众创、个性化定制、电子商务、可视追踪等相关业务。在此基础上,形成了企业内部价值链的横向集成环境,实现数据和信息的流通和交换。
随着我国制造业产业转型升级进入深化阶段,有关制造业产业转移的讨论愈发激烈。由于世界各国制造业比较优势的相对变化,新一轮的全球制造业产业转移已经拉开了序幕。在这种国际产业大的变动背景下,中国制造业发展呈现出了许多新的趋势。 一.产业转移 从转移方向上看,此次制造业产业转移表现出由中国向其他发展中国家及发达国家转移的总体趋势。从制造业结构比例来看,全球先进制造业比重不断提升。发达国家凭借其在品牌、知识产权、技术等方面的优势,主动发展先进制造业,同时引导先进生产力回流发展。受人力成本制约明显的劳动密集型产能则逐渐从我国向东南亚、墨西哥、巴西等国家和地区转移。我国制造业发展面临严峻局面。 二.海外扩张 由于受到2008年金融危机的冲击,国外制造业元气大伤,2011年以来欧债危机的波及,资金短缺再次困扰行业。出手收购海外战略性资源,或进行战略性的海外布局,已经成为中国制造业出海的首要目标。从各大家电上市公司的年报中不难发现,在遭遇了2008年的全球金融危机后,国内家电企业在2010年又恢复了进军海外的攻势,并且势头强劲。海外业务营收呈现出上升的趋势,中国制造业龙头企业正在掀起新一轮海外投资热潮。
目前,拉美、非洲、俄罗斯市场未来需求增长潜力被看好。拉美和非洲当地技术和制造能力不高,国家希望通过引入外资提升本国生产技术和带动当地就业。制造业的发展绝对是解决就业的良方之一,这符合拉美、非洲国家发展的需求,也符合中国家的企业扩张的需要。 三、产业升级 中国制造业的产业升级有两大推动力: 1.城镇化需求将拉动交通网、信息网和能源网的建设提速。“十二五”将积极稳妥推进城镇化进程,而交通网、信息网和能源网建设有望因此提速。在此背景下,一大批具备高端装备研发和生产实力的企业将脱颖而出,进入高成长的轨道:交通网建设提速利于轨道交通设备、建设和运营商;信息网建设提速利于信息设备和服务供应商;能源网建设提速利于核电、海洋工程、特高压传输设备供应商。 2、供给转向内需市场的撬动。 在海外经济复苏缓慢,外需存在不确定性的背景下,内需市场将更值得倚重。而从专注出口转向开拓内需市场,有进口替代和出口转内销两种途径。进口替代是拓展内需市场的一种有效途径。不少制造业行业既有进口替代的空间,也具备进口替代的实力。此外,通过制造业升级,可实现出口转内销。企业通过建立自己的品牌和渠道提升对市场的控制力,享受更高的成长性和利润率,这也是制造升级的一种形式。
智能制造技术的发展 (共10页) 姓名:陈加定 学号:SF1105006 南京航空航天大学 2011/12/23
智能制造技术的发展 摘要:介绍了智能制造提出的背景、主要研究内容和目标, 人工智能与 I M T、 I M S的 关系, I M S 和 C I M S, 智能制造的物质基础及理论基础, 智能制造系统的特征及框架 结构, 并简要介绍了智能加工中心 IMC, 智能制造技木的发展趋势,以及智能制造系统研 究成果及存在问题。 关键词:智能制造,智能制造技术,IMS,IMC,IMT。 一、智能制造技术提出的背景 制造业是国民经济的基础工业, 是决定国家发展水平的最基本因素之一。从机械制造业发展的历程来看, 经历了由手工制作、泰勒化制造、高度自动化、柔性自动化和集成化制造、并行规划设计制造等阶段。就制造自动化而言, 大体上每十年上一个台阶: 50~60年代是单机数控, 70 年代以后则是CNC机床及由它们组成的自动化岛,80年代出现了世界性的柔性自动化热潮。与此同时, 出现了计算机集成制造, 但与实用化相距甚远。随着计算机的问世与发展, 机械制造大体沿两条路线发展: 一是传统制造技术的发展, 二是借助计算机和自动化科学的制造技术与系统的发展。80年代以来, 传统制造技术得到了不同程度的发展,但存在着很多问题。先进的计算机技术和制造技术向产品、工艺和系统的设计人员和管理人员提出了新的挑战, 传统的设计和管理方法不能有效地解决现代制造系统中所出现的问题, 这就促使我们借助现代的工具和方法, 利用各学科最新研究成果, 通过集成传统制造技术、计算机技术与科学以及人工智能等技术, 发展一种新型的制造技术与系统, 这便是智能制造技术 ( Intelligent Manufacturing Technology, IMT) 与智能制造系统( Intelligent M anufacturing System,IMS)。 90 年代以后, 世界各国竞相大力发展 I M T 和I M S 的深层次原因有:(1)集成化离不开智能;(2)机器智能化比较灵活;(3)智能化的经济效益较高;
上海海事大学先进制造技术导论课程论文 学院:海洋科学与工程学院 专业:材料科学与工程
班级:材料132 姓名: 论文题目:中国制造业的未来发展趋势 指导老师: 二〇一六年五月 中国制造业的未来发展趋势 上海海事大学海洋科学与工程学院 摘要:本文从制造业在国民经济中占有重要地位的角度展开问题讨论,从中国制造业发展的现状分析、所遇到的瓶颈、未来发展趋势以及中国制造业在外部环境下发展的误区警示四个点进行主题的分析。特别提到了当今制造业提改革却过于概念化的问题,即中国制造业发展的误区警示。 关键词: 中国制造业发展趋势警示
The Development Trend of Chinese Manufacturing I n d u s t r y College of Ocean Science and Engineering, Shanghai Maritime University XXXXXXXXX Abstract: The discussion was expanded from the basic view that manufacturing industry plays an essential role in the national economy. The subject was analyzed under the four subtitles, the current situation, the encountering bottlenecks, the development trends of Chinese manufacturing industry and the warnings of its evolution. Especially, the issue of conceptualizing reform in the Chinese manufacturing industry was mentioned. Keywords: Chinese manufacturing industry the development trend warning 引言 制造业是一国启动工业化、融入全球化、实现经济高速增长的主要产业。在工业化后期,制造业结构升级、制造业与生产性服务业融合发展是实现经济转型的重要方向。制造业是国民经济的物资基础和产业主体,是富民强国之本。制造业是发挥后发优势实现跨越式发展战略的中坚力量。制造业是科学技术的载体和实现创新的舞台。没有制造业,所谓科学技术的创新就无处体现。国民经济中制造业占着举足轻重的作用,机械制造业已拥有三百多年的悠久发展历史,是我国
未来机械工程的发展趋势 21世纪以前,科学与技术着重于认识自然世界,不断提高人类生存能力;21世纪科技将更多地着眼于认识人类自身,不断提高人的生命质量。 在21世纪里,就制造业来讲,发明和发展了汽车、机床、机器人、飞机、火箭、芯片、计算机、电视机等成千上万的机电产品,极大地改变了人类的生产方式和生活方式 展望未来,21世纪将更加伟大、更加辉煌。制造业将出现更多意想不到的奇迹。生产的汽车不仅会跑,可能还会飞;制造的飞机将更快、更安全;高速列车和磁悬浮列车将飞驰在祖国的原野;智能仪器装备和智能机器人将按照人们的要求高效率、高质量地制造产品;微型机器人将能进入血管清理“垃圾”、修补心脏;人们可用分子组装技术组装出理想性能的微器件;掌上工具可能是计算机、可视电话、电视、音响和网络的集成,等等。 未来机械工程科学发展的总趋势将是交叉、综合化;柔性、集成化;智能、数字化;精密、微型化;高效、清洁化。智能机器人及仪器设备、微型机电系统、高效柔性、智能自动化制造技术将日趋成熟,并被市场所接受;可重构制造系统的理论与技术和适合我国的制造模式将得到完善和发展;在机构学、摩擦学、仿生机械和仿生制造等领域我国将进入世界先进行列;我国科学家问鼎诺贝尔奖将不是天方夜谭。制造业在制造科学技术的武装下将全面现代化,国家由于制造业创造的财富而更加昌盛繁荣。人民的生活将更加富裕潇洒。 信息科学、材料科学、生命科学、纳米科学、管理科学和制造科学将是改变21世纪的主流科学,由此产生的高新技术及其产业将改变世界。与以上领域交叉发展的制造系统和制造信息学、纳米机械和纳米制造科学、仿生机械和仿生制造学、制造管理科学和可重构制造系统等是21世纪机械工程科学的重要前沿。 半个世纪以来,我国的机械工程科学得到了很大的发展,我们已经建立了较完善的学科体系,在学科前沿、技术创新和工程应用诸方面取得了突出成就。 新技术在制造业中的应用,使得被人们称作“夕阳产业”的机械制造业不断涌现新的希望,唤发新的活力。从起初“规模型”、“成本型”到“质量型”,再到现在的“快速响应型”无不展示其适应市场竞争,求生存、求发展的勃勃生机。 围绕着以满足个性需求为宗旨的新产品开发与竟争,一场以大制造、全过程、多学科为特征的新的制造业革命正波澜壮阔地展开。这是二十一世纪知识经济新时代下制造业的趋势,同时也预示着其未来的可持续发展方向——全球化、信息化、智能化。 高技术改变制造业 当今日新月异的科学技术发展,展现出了更多的科学发现和技术发明前景。信息科技、生命科学和生物技术、纳米科技的突飞猛进与相互交织影响,成为新一轮科技革命的重要标志。高技术的迅猛发展,同样对制造业的发展起到了推动、提升和改造的作用。高技术对制造业的改变是全面的和连续不断的,包括影响制造业未来的发展方向、重心领域、科技前沿、核心要素等,这里就几个重大方向问题做些说明。 一、高技术改变制造业——尺度向下延伸
文章编号:1004-132Ⅹ(2002)09-0783-04 内高压成形的应用进展 苑世剑 教授 苑世剑 王仲仁 摘要:介绍了内高压成形原理、优点、应用范围、适用材料、国内外研究 现状和工业尤其在汽车工业的应用情况,并综述了内高压成形领域实验研 究、数值模拟、专用设备、模具结构和润滑等方面的情况。 关键词:液力成形;内高压成形;轻体构件;汽车零件中图分类号:T G53 文献标识码:A 收稿日期:1999—12—29 基金项目:国家自然科学基金资助项目(59975021) 液力成形(hydro fo rming )是利用液体压力使工件成形的一种塑性加工工艺。作为生产支叉管等管路配件的一种方法,可追溯到30年前,但成形压力一般小于30M Pa [1] 。近年来,由于超高压液压技术的成熟,德国和美国已将该成形技术用于机器零件的制造,其成形压力一般大于400M Pa,有时超过1000M Pa 。目前,已用于汽车等机器制造领域的实际生产。 在飞机、航天器和汽车等领域,减轻质量是人们长期追求的目标,也是现代先进制造技术发展的趋势之一。进入20世纪90年代,由于燃料和原材料成本原因及环保法规对废气排放的严格限制,使汽车结构的轻量化显得日益重要。除了采用轻体材料外,减重的另一个主要途经就是在结构上采用“以空代实”,即对于承受以弯曲或扭转载荷为主的构件,采用空心结构既可以减轻质量节约材料又可以充分利用材料的强度和刚度。内高压成形正是在这样的背景下,开发出来的一种空心轻体构件的先进制造技术。 1 成形原理和工艺分类 内高压成形原理是通过内部加压和轴向加力补料把管坯压入到模具型腔使其成形。基本工艺过程是,首先将管坯放入下模(图1a 下部),闭合上模,然后在管坯内充满液体,并开始加压,在加压的同时管端的冲头按与内压一定的匹配关系向内送料使管坯成形(图1a 上部)。对于轴线为曲线的构件,需要把管坯预弯成接近零件形状,然后加压成形。 根据模具的分模方式和工件的形状,内高压成形可分为水平分模(见图1a )、垂直分模(见图 1b )和带凸台或支叉零件成形(见图1c )3种基本类型[1,2] 。 (a )水平分膜 (b )垂直分模 (c)带凸台或支叉零件成形 图1 成形原理和工艺分类 2 优点 与传统的冲压焊接工艺相比,内高压成形主要优点如下[2~4]: (1)减轻质量,节约材料 对于图2所示空心轴类零件可以减轻40%~50%,有些件可达75%。汽车上部分采用冲压工艺与内高压成形的产品结构质量对比见表1 。 (a )机械加工(b)内高压成形 图2 阶梯轴 表1 汽车上部分冲压件与内高压成形件的重量对比名称冲压件(kg )内高压成形件 (kg )减重(%)散热器支架16.5011.5024副车架12.007.9034仪表盘支梁 2.72 1.36 50 (2)减少零件和模具数量,降低模具费用 内高压件通常仅需要一套模具,而冲压件大多需要 ? 783?内高压成形的应用进展——苑世剑 王仲仁
学习导航 通过学习本课程,你将能够: ●了解世界制造业的发展趋势; ●掌握标准化制造必做的四项工作; ●正确进行精益制造; ●了解管理型和改善型企业的区别。 世界制造业发展的趋势 一、野蛮制造 如图1所示,世界制造业经历了三个发展阶段:野蛮制造、标准化制造、精益制造。每个阶段都不是孤立存在的,而是依托于一项管理方式。 图1 生产制造的三大趋势 从无到有是自然界发展的客观规律,世界制造都是从野蛮制造开始的。 野蛮制造依托的管理方式是经验管理。经验管理如同师父带徒弟的方式,徒弟吸收知识多少完全依靠自身模仿能力的强弱,再加上师父在教徒弟时还喜欢留一手,让经验传承非常不完整。 经验管理建立在人为基础上,是不科学的管理方式,如果任其发展,企业很难有大的作为。因此,要想提高企业的管理水平,就要将野蛮制造向标准化制造和精益制造的方向发展。 二、标准化制造 1.标准化制造必做的四项工作
标准化制造依托的管理方式是规范化管理(模式化管理),也被称为克隆机制,就是要建立一个相应的模式。 在规范化管理模式中,制造业的规范管理有四项工作要做: 员工职业化 中国企业员工的总体现状是素质偏低,喜欢我行我素。这样的员工是没有作为的,企业想要发展,必须打造职业化的员工。 工作标准化 做同样工作的员工,做到最后所使用的时间、做出产品的质量都应该是一样的。 流程再造流程 在企业中,再造流程需要精简部门和部门之间、人与人之间关系,因为流程太长会导致信息传达受阻。比如,正常流程下做一个产品需要4天,客户要求在1天之内完成,就需要企业再造流程来适应客户的需要,如四个部门压缩成一个机构。 组织重组 组织重组是规范化管理必须做的事情,也是提高中国制造业管理水平的必由之路。 2.充分发挥模式的力量 一家企业做到员工职业化、工作标准化、再造流程、组织重组以后,要想扩大规模,就需要收购其他企业,在这个过程中,标准化制造必不可少。在进行收购之前,企业要创立自己的特色和模式,在收购的同时做到统一。麦当劳和肯德基的总部都在美国,但能在全世界的连锁店保持着同样的品位和服务,依靠的就是模式的力量。 要点提示 世界制造的发展趋势: ①第一阶段:野蛮制造; ②第二阶段:标准化制造; ③第三阶段:精益制造。 三、精益制造 标准化制造的企业只能保本经营,制造业的目标是赚钱,所以要进行精益制造。找到标准之后,将工作流程中最重要的拿出来做就叫精益。 1.精益制造的前提 精益制造的前提是规范化管理。
我国智能制造装备产业发展现状及未来趋势分析 中国智能制造装备产业发展分析 (一)产业发展状况 1、核心智能测控装置与部件进入产业化阶段 目前,我国智能测控装置和部件在仪器仪表、包装和食品机械、工程机械、环保机械、重机、印机等 智能制造装备产业重点领域取得突破性进展,核心智能测控装置与部件进入产业化阶段。其中,仪器仪表 领域、包装和食品机械领域发展较为突出,但智能测控装置与部件整体技术水平依然较低,关键核心部件 亟待突破。以工业机器人为例,我国工业机器人产业发展尚处于起步阶段,因缺少核心技术,使之仍处于 单件小批量的生产状态,产品性价比较低。 2、重大智能制造成套设备取得标志性成果 我国在石油石化、机械加工、食品制造等领域的重大智能制造成套设备取得标志性成果。如,在石油 石化智能成套设备领域,国产全自动油田固井车研制成功、国内首套褐煤提水装置试验成功、国内首套年 产1万吨烷基化废酸再生装置实现高水平中交、自主研发“千万吨级炼油加氢装置循环氢压缩机高压干气 密封及其控制系统”和“大型煤化工煤制丙烯装置丙烯制冷压缩机大轴径干气密封”两项科技成果问世。 在智能化食品制造生产线领域,乳品无菌化数字示范车间年产无菌包装乳品9000万瓶,减少乳品加工环节 的原料及成品损耗约15%,节省加工过程中的能源消耗约20%,降低消毒液用量约70%。无菌化饮料吹灌 旋数字化车间可为客户产品质量提升约10%,生产效率提高约15%,降低能源消耗约20%,降低人工约20%,降低设备成本、占地成本约20%。在智能化纺织成套装备领域,我国开发出现场“无人化”操作的染色工 艺、智能染色系统、筒子纱微波烘干机、元明粉自动称量系统、装卸纱机器人、自动物流系统、中央控制 软件系统等,研制出新产品三类18种84台/套。 3、智能制造装备产业正积极寻求创新发展 近年来,智能制造装备产业重点领域已初步建立了产学研用相结合的产业创新体系。电工电器、液压 气动密封件、工程机械和重机等重点领域已建立六个公共服务平台。同时,江苏、上海、广东、洛阳等一 些省市相继成立工业机器人产业技术创新联盟。2013年4月,由中国机械工业联合会牵头的“中国机器人 产业联盟”成立。另外,骨干企业的研发经费逐年提升,重点企业研发经费占销售收入的比重已超过5%。如,湖北力帝机床、中国重型机械研究院、深圳精密达、上海派芬自动控制技术和深圳正弦电气的研发经 费占销售收入比重均达8%以上。北人集团、上海电气、辽宁大族冠华、杭州科雷机电、湖北力帝机床、西 安西电电力等企业新产品产值率达80%以上。 (二)产业布局
内高压成形是一项于20世纪70年代首次用于批量生产的技术。内高压成形起初主要应用于非汽车领域,如为卫生洁具部门制造铜的管接头。在20世纪90年代初,汽车工业开始对这种方法感兴趣。首批零件大多数仅限于排气系统。用Y形管接头取代较重的铸造件。汽车底盘零件,接着是形状复杂的发动机架无需再制成两半结构,而是可以用内高压成形整体制造。 这种方法的的巨大潜力,如减轻重量和更有利的生产成本(因加工步骤较少),很快引起更广泛领域的兴趣,如应用到汽车底盘和结构上。此外,内高压成形在设计组件的制造方面开辟了新的前景,如车顶栏杆或家俱行业的门把手。舒勒与其客户密切合作,研发所有这些零件,以及所需的制造系统。 汽车工业用的完美成形 目前,汽车工业是内高压成形批量生产的主要用户。内高压成形为这一领域开辟全新的生产途径,并提供各种各样新的应用可能性。我们正与我们的客户紧密合作并研发排气、车架/底盘、结构件,发动机和设计组件等等。 内高压成形可用于各种各样尺寸的零件 管接头的制造是内高压成形的许多应用之一。舒勒早在20世纪80年代就已经为钢质管接头和铜质管接头的制造设计出和提供了第一台压力机。
现今,舒勒的内高压成形生产线即能用在小到几毫米的管接头的生产上,如用于暖卫及安装技术,也能用于石化工业的,直径大到600mm的管接头。 各种规格的铜质管接头(零件规格: 材质: 钢,精炼钢,铜; 直径: 12 –324 (600) mm; 壁厚: 1.0 - 20 (30)mm) 内高压成形多年来已经广泛应用于排气零件的制造,其中绝大部分涉及极其复杂的形状。与用传统方法生产的同样零件相比,用内高压成形零件的显著特点是:使用寿命更长、重量较轻、材料的使用成本-效益比更高,开发时间更短。在强调高效能的今天,这些特点尤为重要。 由数个单个内高压成形件组成的排气系统 (零件规格: 材质: 1.4301 / 1.4828 / 1.4893 / 1.4509 / 1.4512; 直径: 25 –60 mm; 壁厚: 1.0 - 2.5 mm; 初始管长: 250 –1250 mm)
世界制造业发展新趋势及几点启示 世界制造业发展新趋势及几点启示 面对世界制造业发展趋势的重大变化,我国制造业发展机遇千载难逢,面临挑战前所 未有。本文在系统梳理世界制造业发展趋势基础上,提出对未来制造业发展的建议和对策,为塑造我国制造业新的竞争优势建言献策。 从生产手段看,数字化、智能化技术和装备将贯穿产品的全生命周期。随着信息技术 的发展以及信息化普及水平的提高,数字技术、网络技术和智能技术日益渗透融入到产品 研发、设计、制造的全过程,推动产品的生产过程产生了重大变革。一方面,研发设计技 术的数字化、智能化日益明显,缩短了设计环节和制造环节之间的时间消耗,极大地降低 了新产品进入市场的时间成本; 另一方面,机器人、自动化生产线等智能装备在生产中得 到广泛应用,“机器换人”已经成为企业提高生产效率、降低人力成本的重要手段。国际 机器人联合会数据显示,目前全球制造企业在生产过程中所使用的机器人总数已经超过百 万台。同时,云计算等新技术和新平台不断涌现,全球的产业链、创新链的运转更为高效,异地设计、就地生产的协同化生产模式已经为企业所广泛接受和采用。 从发展模式看,绿色化、服务化日渐成为制造业转型发展新趋势。生态环境与生产制 造的矛盾日益激化,推动了全球工业设计理念的革新和传统技术的改造升级,以实现资源 能源的高效利用和对生态环境破坏的最小化。欧美的“绿色供应链”、“低碳革命”、日 本的“零排放”等新的产品设计理念不断兴起,“绿色制造”等清洁生产过程日益普及, 节能环保产业、再制造产业等静脉产业链不断完善,都表明制造业的绿色化发展目标已经 成为制造业的共识。而低能耗、低污染的产品也逐步显示出其强大的市场竞争力。中怡康 数据显示,截至2019年11月,国内空调市场中,节能变频空调销售占比已经达到58.5%,同比上涨37%,显示出消费者对节能型产品的热情与日俱增。同时,服务化也已经成为引 领制造业产业升级和保持可持续发展的重要力量,是制造业走向高级化的重要标志之一, 制造业的生产将从提供传统产品制造向提供产品与服务整体解决方案转变,生产、制造与 研发、设计、售后的边界已经越来越模糊。根据麦肯锡的研究报告,美国制造业的从业人 员中,有34%是在从事服务类的工作,生产性服务业的投入占整个制造业产出的20%—25%。 从组织方式看,内部组织扁平化和资源配置全球化已成为制造业培育竞争优 势的新途径。在企业内部管理方面,传统的工业化思维以层级结构管理企业的内部运行,以串 联结构与上下游企业共同形成产业链条,强调管理组织等级分明,强调企业业务“大 而全”,难于适应市场和产品的多样化需求。而当前的互联网思维强调开放、协作与分享,要求减少企业管理的内部层级结构,在产业分工中注重专业化与精细化,企业的生产组织 更富有柔性和创造性。例如,海尔通过不断合并业务单元、削减边缘业务等方法来实现企 业运作的扁平化,将8万多员工变成2000多个自主经营体的“小海尔”模式,最小的自
智能制造技术的发展论 文 TPMK standardization office【 TPMK5AB- TPMK08- TPMK2C- TPMK18】
智能制造技术的发展 (共10页) 姓名:陈加定 学号:SF1105006 南京航空航天大学 2011/12/23 智能制造技术的发展 摘要:介绍了智能制造提出的背景、主要研究内容和目标, 人工智能与 I M T、 I M S的关系, I M S 和C I M S, 智能制造的物质基础及理论基础, 智能制造系统的特征及框架结构, 并简要介绍了智能加工中心 IMC, 智能制造技木的发展趋势,以及智能制造系统研究成果及存在问题。 关键词:智能制造,智能制造技术,IMS,IMC,IMT。 一、智能制造技术提出的背景 制造业是国民经济的基础工业, 是决定国家发展水平的最基本因素之一。从机械制造业发展的历程来看, 经历了由手工制作、泰勒化制造、高度自动化、柔性自动化和集成化制造、并行规划设计制造等阶段。就制造自动化而言, 大体上每十年上一个台阶: 50~60年代是单机数控, 70 年代以后则是CNC 机床及由它们组成的自动化岛,80年代出现了世界性的柔性自动化热潮。与此同时, 出现了计算机集成制造, 但与实用化相距甚远。随着计算机的问世与发展, 机械制造大体沿两条路线发展: 一是传统制造技术的发展, 二是借助计算机和自动化科学的制造技术与系统的发展。80年代以来, 传统制造技术得到了不同程度的发展,但存在着很多问题。先进的计算机技术和制造技术向
产品、工艺和系统的设计人员和管理人员提出了新的挑战, 传统的设计和管理方法不能有效地解决现代制造系统中所出现的问题, 这就促使我们借助现代的工具和方法, 利用各学科最新研究成果, 通过集成传统制造技术、计算机技术与科学以及人工智能等技术, 发展一种新型的制造技术与系统, 这便是智能制造技术 ( Intelligent Manufacturing Technology, IMT) 与智能制造系统 ( Intelligent M anufacturing System,IMS)。 90 年代以后, 世界各国竞相大力发展 I M T 和I M S 的深层次原因有:(1)集成化离不开智能;(2)机器智能化比较灵活;(3)智能化的经济效益较高;(4)白领化使得有丰富经验的机械工人和技术人员日益缺少,产品制造技术越来越复杂, 促使使用人工智能和知识工程技术来解决现代化的加工问题;(5)工厂生产率的提高更多地取决于生产管理和生产自动化。总之,以计算机信息技术为基础的高新技术得到迅猛发展,为传统的制造业提供了新的发展机遇。计算机技术、信息技术、自动化技术与传统制造技术相结合,形成了先进制造技术概念。近年来由发达国家倡导的面向21世纪的“智能制造系统”、“信息高速公路”等国际研究计划,无疑是该背景下的产物,也是国际间进行高科技研究开发的具体表现和积极占领 21 世纪高科技制高点的象征。 二. 主要研究内容和目标 智能制造技术在国际上尚无公认的定义。目前比较通行的一种定义是, 智能制造技术是指在制造工业的各个环节, 以一种高度柔性与高度集成的方式,通过计算机来模拟人类专家的制造智能活动。因此, 智能制造的研究开发对象是整个机械制造企业, 其主要研究开发目标有二: ①整个制造工作的全面智能化, 它在实际制造系统中首次提出了以机器智能取代人的部脑力劳动作为主要
制造业企业面临的新业态及未来发展方向 新的制造业业态正在形成 互联网对制造业的变革从最初的辅助到现在的集成走向未来的融合,一方面是把产业互联网、消费互联网和产业互联网的发展模式高度的融合为一体。同时,融合正在全方位的朝工业领域的方方面面展开,包括消费环节相融合以及和工业产品的运营服务,工业服务相融合。融合使得工业的生态环境、业态环境也发生了深刻的变化。 很多互联网公司开始跨界走向工业,很多工业也开始拥抱互联网,甚至工业的生态环境不是大鱼吃小鱼,小鱼吃虾米,发展到现在形成工业的生态系统,成为一个分享经济、共享经济的时代。 现在工业界和互联网双向融合的趋势越来越明显。互联网企业正在大举进军工业领域,工业企业、制造企业正在拥抱互联网,现在应该新的制造业的业态正在全方位的出现。 从“工业+互联网”创业工业转型新模式的几个方面来看,一方面互联网时代的的确确新一代智能产品正在不断涌现,几乎所有高端装备都在朝智能化方向发展,朝网络化、数字化。另一方面,产品制造过程正在朝智能工厂方向发展。那么,转型的第三个方面是制造开始走向服务化。传统工业比较关注的就是产品的生产和产品的销售,那么现在在新一代信息技术,互联网的支持下,制造企业也开始朝着产品的全生命周期的运营和服务方向发展,不光生产产品,也要做产品的运营和服务,更要对产品的全生命周期提出运营和维护上的保障。中国制造业未来发展的方向
工业发展的一个新模式,就是工业开始越来越走向个性化定制的一个新时代,传统工业下做不到个性定制,因为成本高,那么在互联网的支持下,在智能化的支持下,现在可以非常方便的获取到用户的需求和订单,通过网络的智能计算来进行产业的协同分工,使得过去变化多样的产品的零部件的形态可以进行网络化的协同生产。即使在一个工厂里,也可以做到柔性和协同。 所以,互联网和工业的比较使得人们梦寐以求的这样一个个性定制、规模生产,成本还可以保持不增或者降低成为可能。而且通过个性定制,应该讲去掉了中间化,而且也真正实现了以顾客为中心,以用户为中心的未来制造的先进理念。只有在工业和互联网密切的结合融合下,这样的先进的生产模式才得以实现。我们也看到制造业和工业正在朝分散化方向发展,传统的聚集型、园区型、大规模的生产方式,正在朝这样一个分散和泛在的制造模式在转变,异地协同,然后泛在的制造,甚至将来我们可以出现无所不在的制造模式,随着3D 打印这样一种泛在制造的方式和创新模式的出现,会对制造业的生态和业态产生深刻的影响。 正是由于这样的变革,“中国制造2025”为我们清晰地指明了中国制造业未来发展的方向。就是要大力推动制造业的数字化、网络化和智能化,建立起一个全新的智能工业体系。未来30年的中国制造业即将发生的变革历程,应该讲是中国制造一个“黄金时代”。 未来工业大数据的发展趋势及应用 基于云平台构建的制造企业的大数据的意义-数据采集及应用管理平
特种塑性成形—内高压成 形 (塑性成形工艺大作业)
目录 1内高压成形工艺简介及应用实例 (1) 1.1内高压成形技术 (1) 1.2应用实例 (2) 1.2.1汽车工业 (2) 1.2.2航空航天 (3) 2应力、应变特点及变形规律分析 (3) 2.1 内高压成形工艺流程 (3) 2.2应力、应变特点 (4) 2.2.1充形阶段 (5) 2.2.2成形阶段 (5) 2.2.3整形阶段 (6) 2.3 成形区间及加载路线 (6) 3成形设备 (8) 4常见缺陷形式及预防措施 (9) 4.1 屈曲 (9) 4.2 起皱 (9) 4.3 开裂 (10) 4.3.1弯曲管壁厚分布规律 (10) 4.3.2 过渡区开裂的应力分析 (11) 5内高压成形的特点 (12) 6. 研究现状、发展趋势及主要研究机构 (13) 6.1 研究现状 (13) 6.2 发展趋势 (14) 6.3国内主要研究机构 (14) 参考文献 (15)
1内高压成形工艺简介及应用实例 在节能减排的大形势下,汽车和飞机等运输工具结构轻量化设计的概念应运而生。实现结构轻量化有两条主要途径,即材料和结构途径。材料途径:采用铝合金、镁合金、钛合金和复合材料等轻质材料;结构途径:采用空心变截面、变厚度薄壁壳体、整体等结构。根据统计,对于一定的减重目标,在航天航空领域,采用轻质材料减重的贡献大约为2/3,结构减重的贡献大约为1/3;而在汽车领域,则主要采用结构减重的途径。然而,内高压成形是适应结构轻量化发展起来的一种先进制造技术。 1.1内高压成形技术 内高压成形(Internal High Pressure Forming)是以管材作坯料,通过管材内部施加高压液体和轴向补料把管材压入到模具型腔使其成形为所需形状的工件。由于使用乳化液(在水中添加少量的防腐剂等组成)作为水传力介质,又称为管材液压成形(Tube Hydroforming)或水压成形。 按成形零件的种类,内高压成形分为三类:(1)变径管内高压成形;(2)弯曲轴线构件内高压成形;(3)多通管内高压成形。 (1)变径管内高压成形:变径管是指管件中间一处或几处的管径或周长大于二端管径。其中,如图1.1所示的非对称大截面差管件成形困难,通过轴向进给和内压匹配,以及贴模顺序控制,实现截面差120%构件内高压成形,突破100%膨胀率的极限值。 图1.1 大膨胀率双锥管件
近年来,随着中国人口红利的日渐消失,外来制造业正逐步转移到东南亚以及印度、巴西、墨西哥等劳动力成本较低的国家。正如美国提出制造业回归概念,中国制造业的未来应该考虑如何能够长远提升中国创造的能力以及产业投资、经营环境,而不应该仅仅停留在早期代工阶段。 目前,中国制造业生产技术特别是关键技术主要依靠国外的状况仍未从根本上改变,部分行业劳动密集型为主,附加值不高。目前,尽管我国制造业的技术创新有所提高,但在自主开发能力仍较薄弱,研发投入总体不足,缺少自主知识产权的高新技术,缺乏世界一流的研发资源和技术知识,对国外先进技术的消化、吸收、创新不足,基本上没有掌握新产品开发的主动权。 更为关键的是,大部分企业和政府部门基于中国市场的薪资水平,来为是否选用机器人做成本核算,却根本没有考虑到周边国家及地区“竞争对手”的人力成本。其实,大规模使用机器人升级制造业,更深层次的原因是减少流水线管理成本以及提高企业的管理和生产效率。因为除了精准、高效、可适应恶劣生产环境等优势,机器人可以给制造业带来“高水平制造工艺”和“制造高水平产品”。 观察人士认为,国际金融危机之后,各国更加重视以科技创新拉动经济发展,国际分工体系开始出现生产布局多元化、设计研发全球化等趋势,全球价值链的重塑日见端倪,与之相伴的是制造业从新兴经济体回流发达国家。 一些迹象表明,美国一些大企业如通用电气、卡特彼勒、福特正在觉醒,开始在本土大规模投资先进制造业,而中国等新兴经济体制造业的增长势头在2012年已显露疲态。 对于中国来说,开展国际投资是参与全球价值链重塑、实现产业升级和技术进步的重要途径,因为在全球价值链重塑过程中,智能类新型制造业兴起,其特点是个性化“按需定制”,生产地点必须靠近使用地点。这样一来,原来从发达国家转移到新兴国家的制造业将“回流”。一旦“智能制造”开始普及,加上美国能源成本持续降低,那么中国的劳动力成本优势就不再像从前那样具有竞争力。 产能过剩成我国制造业的一大硬伤 发布时间:2015-06-17 资讯内容 分享到:1摘要:自改革开放以来,中国的制造业年年创新高,不断刷新中国制造业产值全球份额比例,但在这中快速发展的背后,是过于快速扩张带来的“底盘不稳”,科技含量低、行业规范缺失以及产能过剩等日益突出的问题,中国制造业要想脱胎换骨,还有许多必须经历的阵痛。 10余年时间中国制造已闻名全球。特别是金融危机后,中国制造逆市向上。2010年制造业产值的全球份额超过美国,成为世界第一。正是在这两年,“盛世”景象之下,中
智能制造系统解决方案和智能工厂发展趋势 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 智能制造系统解决方案和智能工厂发展趋势 当前,我国大多数企业、行业智能制造系统都还处于局部应用阶段,只有少数大企业单项业务信息技术覆盖面较高,关键业务环节应用系统之间实现了一定的协同和集成。从制造企业生产力水平来看,大量企业处于工业2.0要补课,有些企业处于工业3.0待普及,有个别企业处于工业4.0要示范。 智能制造系统解决方案发展趋势 据行业专业人士分析,今后国内智能制造系统解决方案将面临三大发展趋势。 第一大趋势:智能制造是一项系统性工程,系统解决方案领域的合作将更加活跃。 智能制造发展具有复杂性、系统性,涉及设计、生产、物流、销售、服务等产品全生命周期,涉及执行设备层、控制层、管理层、企业层、云服务层、网络层等企业系统架构,需要实现横向集成、纵向集成和端到端集成。限于资金投入不足、技术研发周期较长以及工艺壁垒等因素,单个系统解决方案商很难满足各个细分行业的智能制造发展需要,企业间将不断加强协同创新,以强化智能制造系统解决方案供应能力。 第二大趋势:智能制造系统架构将进一步完善,工业软件领域的集成与发展将成为重点。
从企业系统架构来看,国内目前还没有出现能够打通整个架构体系的智能制造解决方案商,但随着技术水平的不断进步,系统解决方案提供商将不断完善架构体系。智能制造系统解决方案主要依托于软硬件产品及系统,实现制造要素和资源的相互识别、实时交互、信息集成。从硬件层面来看,基于成本大幅降低的现实需要,硬件中通用性强的部分将日趋模块化、标准化发展。从软件层面来看,工业软件存在于智能制造的每个角落,智能制造解决方案将更加倚重于与硬件层关系密切的软件部分(SFC、MES、ERP、PLM)的集成与发展,其中MES是软件层中最核心部分。 我国智能工厂发展趋势分析 当前,智能制造热度高企,石化、钢铁、机械装备制造、汽车制造、航空航天、飞机制造等行业纷纷开始探索建设智能工厂。《中国制造2025》明确提出要推进制造过程智能化,在重点领域试点建设智能工厂/数字化车间,这必将加速智能工厂在工业行业领域的应用推广。预计未来3-5年,全国将涌现出一批智能工厂。 智能工厂的内涵及建设重点 智能工厂是实现智能制造的重要载体,主要通过构建智能化生产系统、网络化分布生产设施,实现生产过程的智能化。企业基于CPS和工业互联网构建的智能工厂原型,主要包括物理层、信息层、大数据层、工业云层、决策层。其中,物理层包含工厂内不同层级的硬件设备,从最小的嵌入设备和基础元器件开始,到感知设备、制造设备、制造单元和生产线,相互间均实现互联互通。以此为基础,构建了一个“可测可控、可产可管”的纵向集成环境。信息层涵盖企业经营业务各个环节,包含研发设计、生产制造、营销服务、物流配送等各类经营管理活动,以及由此产生的众创、个性化定制、电子商务、可视追踪等相关业务。在此