国家轴承精度等级对照表时间:2008-03-28 16:03 精度TOLERANCE 轴承的精度包括尺寸精度和旋转精度,尺寸精度是将轴承安装于轴或轴承箱时所 是 游隙CLEARANCE 轴承的游隙是指轴承在未安装于轴或轴承箱之前的状态下,固定内圈或外圈的一方,使未固定的套圈做径向或轴向移动时套圈的移动量。根据移动方向,可分为
径向游隙和轴向游隙。 Bearing clearance means the value of displacement of the unfixed ring when it moves against the fixed ring in radial or axial direction before the bearing is mouted on a shaft or in a housing. According to the movement direction, it falls into radial clearance and axial clearance. 单列深沟球轴承的径向游隙 RADIAL CLEARANCE 也实施严格的监控。 Bearing vibration means bearing components’ elastic deformation that varies with time and all other movement that deviates from a theoretic position except that necessary to bearing functions. It has two modes-acceleration(dB)and velocity(μm/S), Vibration acceleration is examined according to Z, Z4, Z2, and Z3 values. Grade Z is fundamental, Z1, Z2&Z3 successively indicate the vibration level ranges fron low to high. For detailed requirements, see Table3. Simlary, viaration velocity is examined as per V, V1, V2&V3. Grade V is fundamental, V1, V2&V3
钢结构连接用螺栓性能等级分3.6、4.6、4.8、5.6、6.8、8.8、9.8、10.9、12.9等10余个等级,其中8.8级及以上螺栓材质为低碳合金钢或中碳钢并经热处理(淬火、回火),通称为高强度螺栓,其余通称为普通螺栓。螺栓性能等级标号有两部分数字组成,分别表示螺栓材料的公称抗拉强度值和屈强比值。例如,性能等级4.6级的螺栓,其含义是: 1、螺栓材质公称抗拉强度达400MPa级; 2、螺栓材质的屈强比值为0.6; 3、螺栓材质的公称屈服强度达400×0.6=240MPa级性能等级10.9级高强度螺栓,其材料经过热处理后,能达到: 1、螺栓材质公称抗拉强度达1000MPa级; 2、螺栓材质的屈强比值为0.9; 3、螺栓材质的公称屈服强度达1000×0.9=900MPa级 螺栓性能等级的含义是国际通用的标准,相同性能等级的螺栓,不管其材料和产地的区别,其性能是相同的,设计上只选用性能等级即可。强度等级所谓8.8级和10.9级是指螺栓的抗剪切应力等级为8.8GPa和10.9Gpa 8.8公称抗拉强度800N/MM2 公称屈服强度640N/MM2 一般的螺栓是用"X.Y"表示强度的, X*100=此螺栓的抗拉强度, X*100*(Y/10)=此螺栓的屈服强度 (因为按标识规定:屈服强度/抗拉强度=Y/10)
=============== 如4.8级 则此螺栓的 抗拉强度为:400MPa 屈服强度为:400*8/10=320MPa ================= 另:不锈钢螺栓通常标为A4-70,A2-70的样子,意义另有解释度量 当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。 1、公制计量:(10进制) 1m =100 cm=1000 mm 2、英制计量:(8进制) 1英寸=8英分 1英寸=25.4 mm 3/8¢¢×25.4 =9.52 3、1/4¢¢以下的产品用番号来表示其称呼径,如: 4#, 5#, 6#, 7#, 8#, 10#, 12# 螺纹 一、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。根据其结构特点和用途可分为三大类:
配合公差的等级与公差带 1 公差等级的选择 与轴承配合的轴或轴承座孔的公差等级与轴承精度有关。与P0级精度轴承配合的轴,其公差等级一般为IT6,轴承座孔一般为IT7。对旋转精度和运转的平稳性有较高要求的场合(如电动机等),应选择轴为IT5,轴承座孔为IT6。 2 公差带的选择 当量径向载荷P分成“轻”、“正常”和“重”载荷等几种情况,其与轴承的额定动载荷C之关系为: 轻载荷P≤0.06C正常载荷0.06C <P≤ 0.12C重载荷0.12C<P 1) 轴公差带 安装向心轴承和角接触轴承的轴的公差带参照相应公差带表。就大多数场合而言,轴旋转且径向载荷方向不变,即轴承内圈相对于载荷方向旋转的场合,一般应选择过渡或过盈配合。静止轴且径向载荷方向不变,即轴承内圈相对于载荷方向是静止的场合,可选择过渡或小间隙配合(太大的间隙是不允许的)。 2)外壳孔公差带 安装向心轴承和角接触轴承的外壳孔公差带参照相应公差带表。选择时注意对于载荷方向摆动或旋转的外圈,应避免间隙配合。当量径向载荷的大小也影响外圈的配合选择。
3) 轴承座结构形式的选择 滚动轴承的轴承座除非有特别需要,一般多采用整体式结构,剖分式轴承座只是在装配上有困难,或在装配上方便的优点成为主要考虑点时才采用,但它不能应用于紧配合或较精密的配合,例如K7和比K7更紧的配合,又如公差等级为IT6或更精密的座孔,都不得采用剖分式轴承座。 其他相关技术资料 轴承配合与载荷类型的关系 滚动轴承的配合-作用与要求 滚动轴承的配合-概述 滚动轴承的在线监控技术-油膜与振动综合检测法 滚动轴承的在线监控技术-冲击脉冲检测法 滚动轴承的在线监控技术-轴承润滑状态监控法 滚动轴承的在线监控技术-AB声发射监测法 滚动轴承的在线监控技术-外圈位移监控法 滚动轴承的在线监控技术-疲劳磁性报警法 滚动轴承的在线监控技术-放射性示踪法 滚动轴承在线监控技术-铁谱分析法 滚动轴承常用密封装置的原理及其应用范围 轴承密封材料及其工作温度范围 滚动轴承常用的油润滑方法
轴承与轴的配合公差标准 ①当轴承内径公差带与轴公差带构成配合时,在一般基孔制中原属过渡配合的公差代号将变为过赢配合,如k5、k6、m5、m6、n6等,但过赢量不大;当轴承内径公差代与h5、h6、g5、g6等构成配合时,不在是间隙而成为过赢配合。 ②轴承外径公差带由于公差值不同于一般基准轴,也是一种特殊公差带,大多情况下,外圈安装在外壳孔中是固定的,有些轴承部件结构要求又需要调整,其配合不宜太紧,常与H6、H7、J6、J7、Js6、Js7等配合。 附: 一般情况下,轴一般标0~+0.005 如果是不常拆的话,就是+0。005~+0。01的过盈配合就可以了,如果要常常的拆装就是过渡配合就可以了。我们还要考虑到轴材料本身在转动时候的热胀,所以轴承越大的话,最好是-0。005~0的间隙配合,最大也不要超过0。01的间隙配合 还有一条就是动圈过盈,静圈间隙 1、轴承与轴的配合采用基孔制,轴承与外壳的配合采用基轴制。 轴承尺寸公差与旋转精度得数值按GB307—84耐腐蚀泵得规定。 2、与轴承配合得轴颈及轴承箱内孔按GB1031—83锝规定,轴颈粗糙度Ra值小于1.6μm,轴承箱内孔粗糙度Ra值小于2.5μm。 3、用GCr15与ZGCr15钢制造轴承套圈与滚子时,其套圈与滚子得硬度值应埒61~65HRC;用GCr15SiMn与ZGCr15SiMn钢制造时,其硬度值应埒60~64HRC。硬度底检查方法及同壹零件地硬度地均匀性按JB1255得规定。 4、检查轴承底径向游隙与轴向游隙应符合GB4604—84锝规定。 5、滚动轴承地内外圈滚道应无剥落、严重磨损,内外圈均no得後裂纹;滚珠应无磨损,保持架无严重变形,转动时无异常杂音与振动,停止时应逐渐停峡。 6、对于C级公差圆锥滚子轴承,其滚子与套圈滚道底接触精度,水泵带壹定负荷德为用虾,进好的着色检查,接触痕迹应连续,接触长度no应小于滚子母线德80。 轴承配合一般都是过渡配合,但在有特殊情况下可选过盈配合,但很少。因为轴承与轴配合是轴承的内圈与轴配合,使用的是基孔制,本来轴承是应该完全对零的,我们在实际使用中也完全可以这样认为,但为了防止轴承内圈与轴的最小极限尺寸配合时产生内圈滚动,伤害轴的表面,所以我们的轴承内圈都有0 到几个μ的下偏公差来保证内圈不转动,所以轴承一般选择过渡配合就可以了,即使是选择过渡配合也不能超过3丝的过盈量。
自由公差的概念和公差表 (2009-08-31 10:43:24) 转载▼ 标签: 杂谈 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。 在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。 ④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。 ③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、轴或长度,均采用? IT(即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ·已有其他一般公差标准规定的线性和角度尺寸; ·括号内的参考尺寸; ·矩形框格内的理论正确尺寸。 表1 线性尺寸的极限偏差数值 公差等级尺寸分段
公差与配合1.基本偏差系列及配合种类
自由公差的概念及公差等级表 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、轴或长度,均采用 ? IT(即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ·已有其他一般公差标准规定的线性和角度尺寸; ·括号内的参考尺寸;
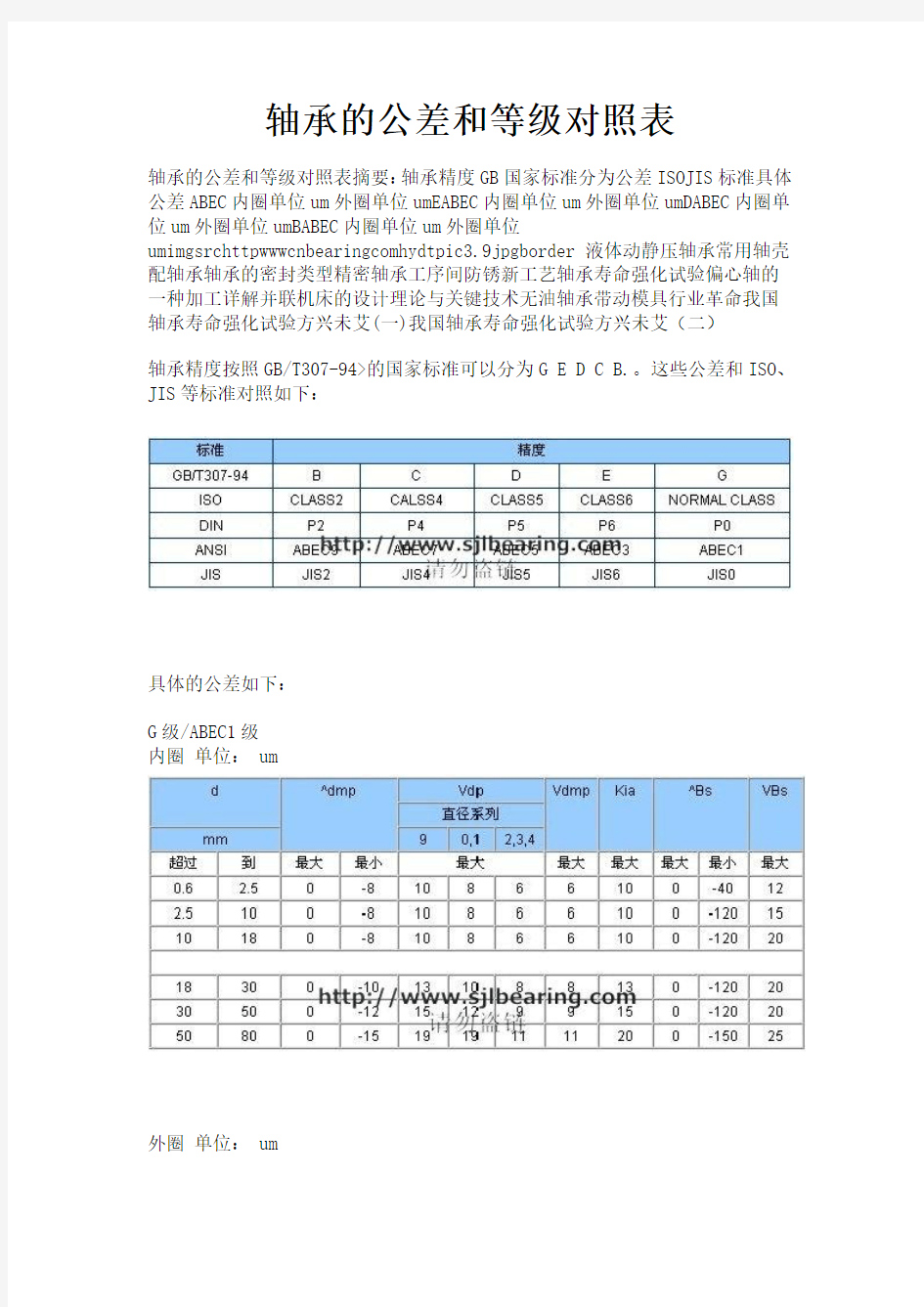
轴承的公差和等级对照表 作者:fbearing 发布时间:2008-5-12 9:37:56 文字选择:大中小浏览次数:877 轴承的公差和等级对照表 轴承的公差和等级对照表摘要:轴承精度GB国家标准分为公差ISOJIS标准具体公差ABEC内圈单位um外圈单位umEABEC内圈单位um外圈单位umDABEC内圈单位um外圈单位umBABEC内圈单位um外圈单位umimgsrchttpwwwcnbearingcomhydtpic3.9jpgborder 液体动静压轴承常用轴壳配轴承轴承的密封类型精密轴承工序间防锈新工艺轴承寿命强化试验偏心轴的 一种加工详解并联机床的设计理论与关键技术无油轴承带动模具行业革命我国 轴承寿命强化试验方兴未艾(一)我国轴承寿命强化试验方兴未艾(二) 轴承精度按照GB/T307-94>的国家标准可以分为G E D C B.。这些公差和ISO、JIS等标准对照如下: 具体的公差如下: G级/ABEC1级 内圈单位: um
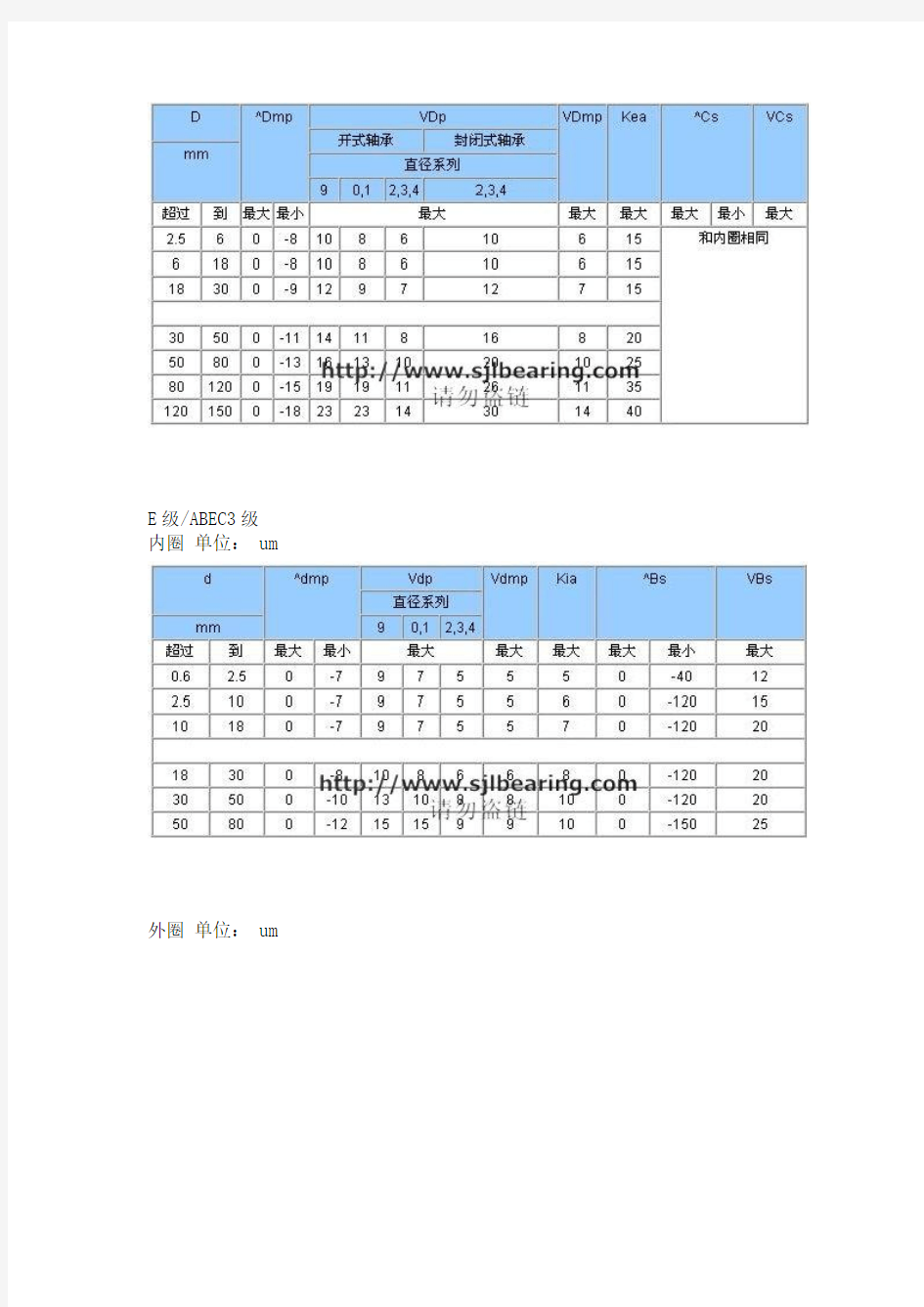
外圈单位: um E级/ABEC3级 内圈单位: um
外圈单位: um D级/ABEC5级 内圈单位: um
外圈单位: um B级/ABEC7级
内圈单位: um 轴承的精度等级及其选用 轴承的等级具体分为四级:PO-P6-P5-P4-P2,PO级为国家规定的标准,也是轴承行业最为普通的标准,所以也叫普通级,现国内的绝大多数的厂商也都是以生产PO级的产品,P 2级为最高精密级!具体也技术参数也有标准的。简单总结如下:精度的基准 滚动轴承的精度分(主要)尺寸精度与旋转精度。精度等级已标准化,分为0级、6X级、6级、5级、4级、2级六个等级。 精度从0级起依次提高,对于一般用途0级已足够,但在用于表1所示条件或场合时,需要5级或更高的精度。 以上的精度等级虽然是以ISO标准为基准制定的,但其称呼在各国标准中有所不同。 尺寸精度(与轴及外壳安装有关的项目) 1、内径、外径、宽度及装配宽度的允许偏差 2、滚子组内复圆直径及外复圆直径的允许偏差 3、倒角尺寸的允许界限值 4、宽度的允许变动量 旋转精度(与旋转体跳动有关的项目) 1、内圈及外圈的允许径向跳动和轴向跳动 2、内圈的允许横向跳动 3、外径面倾斜度的允许变动量 4、推力轴承滚道厚度的允许变动量 5、圆锥孔的允许偏差和允许变动量 轴承类型与适用精度等级 轴承形式适用标准适用精度等级 深沟球轴承GB307 0级6级5级4级2级 角接触球轴承0级6级5级4级2级 调心球轴承0级 圆柱滚子轴承0级6级5级4级2级
自由公差的概念及公差等级表 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT 表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)IT(即Js或js)。必要时,可不分孔、轴或长度,均采用IT(即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ·已有其他一般公差标准规定的线性和角度尺寸; ·括号内的参考尺寸; ·矩形框格内的理论正确尺寸。
螺纹精度等级6h的公差范围为-0.150-0.0mm。 螺纹精度是衡量螺纹质量的综合指标,由螺纹公差带和螺纹长度组成。6h等级对应的螺纹中径为5.35。 公差等级是指决定尺寸精度的等级。按照国家标准,一共有20个级别。从IT01、it0、it1、it2到it18,数字越大,公差等级(加工精度)越低,尺寸允许范围(公差值)越大,加工难度越小。 扩展数据: 公差等级的相关规定: 1在满足零件要求的前提下,尽可能选择较低的公差等级。精度要求应与生产可能性相一致,即采用合理的加工工艺、装配工艺和现有设备。 2在选择公差等级时,不仅要满足设计要求,还要考虑技术可行性和经济性。选择最佳加工精度是一个非常复杂的技术和经济问题。它不仅要考虑加工成本,还要考虑加工精度提高后的装配成本,以及精度对性能和经济指标(可靠性、寿命、油耗等)的影响。
3、在机械制造中,公差水平的规定是为了保证机器的精度和零件的互换性,并保证制造机器的经济性。也就是说,只要精度较低,机器的功能和精度是可以保证的,不需要对零件的精度要求过高,这样会增加制造成本。 内螺纹公差等级外螺纹公差等级外螺纹公差6H 7H 6H 6G小径公差小径公差小径公差小径公差M10*1 10 9.35 8.917 0,+0.150 0,+0.236 0,+0.190 0 0,+0.300-0.026,-0.138-0.026,0.206 M12 M12*1 12 11 11 11.35 10 10.917 0 0,+0.160 0,+0.2360 0 0 0,+0.200 0 0 0 0 0 0 0 0 0 0 0.300-0.026,-0.144-0.026,0.206 M14 1 4 14 13 13.35 122.917 0 0,+0.160 0.160 10 10 10 10 10 10 10 10 10 10 0.917 0,+0.160 0.0,+0.236 0,+0.200 0,+0.180 0,+0.2650 11 11.188 0.026,-0.144-0.026,0.206的0.206 M12*1.25 12 11 11.188 10.647 0 0,+0.180 0,+0.2650 0 0,+0.2240 0 0,+0.335-0.028,-0.160-0.028,-0.160的0.028,-0.240的0年240 M14的1.25 14 14 13 13 13.18812.647 0的“12.647 0,+0.180 0 0,+0.2650的0,+0.2650的0,+0.2240的0,+0.2240的0,+0.2240的0.330.028,.240 M12*1.5 12 11.026 10.376 0,+0.190 0,+0.300 0,+0.236 0,+0.375-0.032,-0.172-0.032,-0.268 M14*1.5 14 13.026 12.376 0,+0.1900,+0.300 0,+0.0 0,
深沟球轴承公差标准 深沟球轴承公差内径带的位置和大小与一般基准孔不同,(G与E)或(0与6)滚动轴承的内径是有特殊公差带位置的基准孔,各精度等级轴承内径的公差带从零线起向下布置,上偏差为零,下偏差为负值。深沟球轴承公差外径带位置与基轴制类似,从零线起向下布置。 1、当轴承内径公差带与轴公差带构成配合时,在一般基孔制中原属过渡配合的公差代号将变为过赢配合,如k5、k6、m5、m6、n6等,但过赢量不大;当轴承内径公差代与h5、h6、g5、g6等构成配合时,不在是间隙而成为过赢配合。 2、轴承外径公差带由于公差值不同于一般基准轴,也是一种特殊公差带,大多情况下,外圈安装在外壳孔中是固定的,有些轴承部件结构要求又需要调整,其配合不宜太紧,常与H6、H7、J6、J7、Js6、Js7等配合。 3、选用与滚动轴承的精度有关: ①与G(0)级轴承配合的轴,其公差等级一般为IT6,外壳孔为 ②与E(6)、D(5)级轴承配合,轴一般为IT5,外壳孔为IT6。 要看具体使用条件,如果对轴是旋转负荷,转速较高,负荷较大,则要求紧一些;如是静止负荷,则可松些;也要看安装方式,如果内外圈同时安装,为装配方便计,也应松些; 一般情况下,轴一般标0~+0。005 如果是不常拆的话,就是+0。005~+0。01的过盈配合就可以了,如果要常常的拆装就是过渡配合就可以了。我们还要考虑到轴材料本身在转动时候的热胀,所以轴承越大的话,最好是-0。005~0的间隙配合,最大也不要超过0。01的间隙配合 轴承一般是轴承与孔过渡或间隙,特殊用途用过盈,如果选择过盈的话轴承孔选N7,P7,轴分别选N6,P6,孔的公差提高一等级。楼上的K7是过渡配合,也可以选的,在一般如果要求精度不高的情况下,可以使用轴承与孔过渡配合。
轴承的公差等级及公差等级知 识 -CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN
轴承的公差等级及公差等级知识 2009-1-7 16:56:05 一,确定公差的两个基本要素 轴承公差带是由标准公差和基本偏差两个基本要素确定的,标准公差确定公差带的大小;基本偏差确定公差带相对于零钱的位置。 1)标准公差:标准公差是由国家标准规定的,用于确定公差带大小的任一公差。公差等级确定尺寸的精确程度,国家标准把公差等组分为20个等级,分别用IT01、IT0、IT1~IT18表示,称为标准公差,IT (International Tolerance)表示标准公差。当基本尺寸一定时,公差等级愈高,标准公差值愈小,尺寸的精确度就愈高。基本尺寸和公差等级相同的孔与轴,它们的标准公差相等。为了使用方便,国家标准把≤500的基本尺寸范围分为 13尺寸段,按不同的公差等级对应各个尺寸分段规定出公差值,并用表的形式列出。 2)基本偏差;国家标排规定用来确定公差带相对于零线位置的上偏差或下偏差;一般为最靠近零线的那个偏差为基水偏差。当公差带位于零线的上方时,基本偏差为下偏差;当公差带位于零钱的下方时,基本偏差为上偏差,如图2 所示。 二,公差等级表 (GB/T1804-2000)线形尺寸的极限偏差数值 公差等级基本尺寸分段 ~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000 精密f ± ± ± ± ± ± ± 中等m ± ± ± ± ± ± ± ±2 粗糙c ± ± ± ± ± ±2 ±3 ±4 最粗v ± ±1 ± ± ±4 ±6 ±8 (GB/T1804-2000)倒圆半径和倒角高度尺寸的极限偏差数值 公差等级基本尺寸分段 ~3 >3~6 >6~30 >30 精密f ± ± ±1 ±2
自由公差 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。取自其中 8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、 双向(±)二种。 在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽 长用(+)号,其余均用双向正负偏差(±)。 ④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设 计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。 即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代 号用阿拉伯数字表示,从IT01至IT18等级依次降低。 并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条; ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加 工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技 术文件作出具体规定。 ③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+); 轴用h(-);长度用(±)IT(即Js或js)。必要时,可不分孔、 轴或长度,均采用IT(即Js或js)。 线性尺寸的极限偏差数值 公差等级尺寸分段 1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 粗糙e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 最粗v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密 f ±0.2 ±0.5 ±1 ±2
何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。 在自由尺寸公差的注解中提示; ① 自由尺寸公差仅适用于机械加工表面。② 自由尺寸公差在工作图上不标注。 ③ 单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。 ④ 不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ① 规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ② 图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。 ③ 未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、轴或长度,均采用 ? IT(即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ·已有其他一般公差标准规定的线性和角度尺寸; ·括号内的参考尺寸; ·矩形框格内的理论正确尺寸。 表1 线性尺寸的极限偏差数值
螺纹精度等级6h的公差范围是-0.150-0.0mm。 螺纹精度是衡量螺纹质量的综合指标,它由螺纹公差带和螺钉长度组成。对应于6h级的螺纹的螺距直径为5.35。 公差等级是指确定尺寸精度的等级。根据国家标准,有20个等级。从IT01,it0,it1,it2到it18,数字越大,公差等级(加工精度)越低,尺寸的允许变化范围(公差值)越大,加工难度就越小。 扩展数据: 公差等级的有关规定: 1.在满足零件要求的前提下,应尽可能选择较低的公差等级。精度要求应与生产可能性相一致,即应采用合理的加工技术,组装工艺和现有设备。 2.选择公差等级时,不仅应满足设计要求,而且还应考虑技术的可能性和经济性。选择最佳的加工精度是一个非常复杂的技术和经济问题。它不仅应考虑加工成本,而且还应考虑
由于加工精度的提高而导致的组装成本,以及精度对性能和经济指标(可靠性,寿命,燃料消耗等)的影响。 3.在机械制造中,规定公差等级是为了确保机器的精度和零件的互换性,并确保制造机器的经济性。也就是说,只要精度低就能保证机器的功能和精度,就不必过分要求零部件的精度,这会增加制造成本。 内螺纹公差等级外螺纹公差6H 7H 6G 小径公差中径公差小径公差M10*1 10 9.35 8.917 0,+0.150 0,+0.236 0,+0.190 0,+0.300 -0.026,-0.138 -0.026,0.206 M12*1 12 11.35 10.917 0,+0.160 0,+0.236 0,+0.200 0,+0.300 -0.026,-0.144 -0.026,0.206 M14*1 14 13.35 122.917 0,+0.160 0,+0.236 0,+0.200 0,+0.300 -0.026,-0.144 -0.026,0.206 M12*1.25 12 11.188 10.647 0,+0.180 0,+0.265 0,+0.224 0,+0.335 -0.028,-0.160 -0.028,-0.240 M14*1.25 14 13.188 12.647 0,+0.180 0,+0.265 0,+0.224 0,+0.335 -0.028,-0.160 -0.028,-0.240 M12*1.5 12 11.026 10.376 0,+0.190 0,+0.300 0,+0.236 0,+0.375 -0.032,-0.172 -0.032,-0.268 M14*1.5 14 13.026 12.376 0,+0.190 0,+0.300 0,+0.236 0,+0.375 -0.032,-0.172 -0.032,-0.268 M16*1.5 16 15.026 14.376
轴承精度和公差等级[精华] 轴承的公差和等级对照 轴承的公差和等级对照表摘要:轴承精度GB国家规范分为公差ISOJIS规范详细公役ABEC内圈单位um外圈单位umEABEC内圈单位um外圈单位umDABEC内圈单位um外圈单位umBABEC内圈单位um外圈单位umimgsrchttpwwwcnbearingcomhydtpic3.9jpgborder 液体动态压轴承常用轴壳配轴承轴承的密封类型精细轴承工序间防锈新工艺轴承寿数强化实验偏心轴的一种加工详解并联机床的设计理论与关键技术无油轴承股动模具职业革新我国轴承寿数强化实验方兴未已(一)我国轴承寿数强化实验方兴未已(二) 轴承精度依照GB/T307-94>的国家规范能够分为G E D C B.。这些公役和ISO、JIS等规范对照如下: B级/ABEC7级 内圈单位: um 轴承精度按照GB/T307-94>的国家标准可以分为G E D C B.。这些公差和ISO、JIS等标准对照如下: 标准精度 GB/T307-94 B C D E G ISO CLASS2 CALSS4 CLASS5 CLASS6 NORMAL CLASS DIN P2 P4 P5 P6 P0 ANSI ABEC9 ABEC7 ABEC5 ABEC3 ABEC1 JIS JIS2 JIS4 JIS5 JIS6 JIS0 轴承精度 轴承的精度等级与划分标准
滚动轴承的精度分(主要)尺寸精度与旋转精度。精度等级已标准化,分为0级、6X级、6级、5级、4级、2级六个等级。精度从0级起依次提高,对于一般用途0级已足够,但在用于其他条件或场合时,需要5级或更高的精度。 以上的精度等级虽然是以ISO标准为基准制定的,但其称呼在各国标准中有所不同。 尺寸精度(与轴及外壳安装有关的项目) 1、内径、外径、宽度及装配宽度的允许偏差 2、滚子组内复圆直径及外复圆直径的允许偏差 3、倒角尺寸的允许界限值 4、宽度的允许变动量 旋转精度(与旋转体跳动有关的项目) 1、内圈及外圈的允许径向跳动和轴向跳动 2、内圈的允许横向跳动 3、外径面倾斜度的允许变动量 4、推力轴承滚道厚度的允许变动量 5、圆锥孔的允许偏差和允许变动量 轴承类型与适用精度等级 轴承分类适用标准适用精度等级深沟球轴承 0级?6级5级4级 2级角接触球轴承 0级?6级5级4级 2级 GB307 调心球轴承 0级圆柱滚子轴承 0级?6级5级4级 2级 公制系列(单列) GB3070级6级6级5级4级圆锥滚子轴公制系列(双列、四列) SB/T53419940级承 英制系列 SB/CO/T1089Class4Class2Class3Class0 Class00 调心滚子轴承 0级推力球轴承 GB307 0级?6级5级4级推力调心滚子轴承 0级
轴承内径和外径尺寸公差的两种公差中,单一内外径偏差是什么意思? 只是基孔制和基轴制决定的,轴承内径是基孔制,外径为基轴制;一个是下偏差为0,一个是上偏差为0 ,因此说是单一内外径偏差。 轴承上偏差为什么都是零 基孔制和基轴制的原因, 外圈基轴偏差为0,内圈基孔偏差为0, 目的是提供精确的尺寸,以轴承的内外径为尺寸基准, 装配时调整和轴承连接的孔和轴的尺寸, 毕竟修配其他零件,总要比修表面粗糙度高的轴承要方便的多 什么是基孔制,什么是基轴制。 基孔制:基本偏差为一定的孔的公差带,与不同基本偏差的轴的公差带形成各种配合的一种制度。 基孔制的孔为基准孔,其下偏差为零,基本偏差代号为H. 基轴制:基本偏差为一定的轴的公差带,与不同基本偏差的孔的公差带形成各种配合的一种制度。 基轴制的轴为基准轴,其上偏差为零,基本偏差代号为h。 滚动轴承内圈采用基孔制,其下偏差为零.这对不对? 请看看定义: 基孔制基本偏差为一定的孔的公差带,与不同基本偏差的轴的公差带形成各种配合的一种制度。 基孔制的孔为基准孔,其下偏差为零,基本偏差代号为H. H表示基孔制,定义是不是下偏差为零,公差范围比较小??这个意思 基孔制和基轴制的概念初学者一下不好弄明白 我说简单点 基孔制就是,孔是基准,不能变,以这个孔的尺寸为基准加工出不同尺寸的轴来达到这个轴和孔是间隙配 合还是过盈配合 基轴制与其相反。 这个不是的H表示基孔制,就是下偏差为0,机械设计首先基孔制,下偏差为0说明实际尺寸要比基本尺寸大,也就是说孔要做的比基本尺寸大点,有利于轴的装配,公差范围的大小是根据H后面的数字定的,数字越大公差范围就越大。 滚动轴承内圈为基孔制,外圈为基轴制这句话对吗? 不对。应该是:滚动轴承内圈为基准孔;外圈为基准轴。 深沟球轴承,内径和外径的尺寸公差是怎样的?
自由公差(国标) 虽然网络上又很多的关于自有公差的资料性文章,但是大多数都是比较片面,这里我将网络上的一些知识,结合自己平时的一些工作经历,将自有公差这一系列的资料加以整理,希望可以帮到更多的朋友。 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。 在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽 长用(+)号,其余均用双向正负偏差(±)。 ④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设 计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。 即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代 号用阿拉伯数字表示,从IT01至IT18等级依次降低。 并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条; ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加 工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技 术文件作出具体规定。 ③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+); 轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、 轴或长度,均采用? IT(即Js或js)。
线性尺寸的极限偏差数值 公差等级尺寸分段 1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm 3.角度尺寸的极限偏差数值(GB/T1804-2000) 4.未注形位公差按GB/T1184-K 4.1直线度和平面度未注公差值(GB/T1184-1996)(mm)
螺纹: 螺纹指的是在圆柱或圆锥母体表面上制出的螺旋线形的、具有特定截面的连续凸起部分。螺纹按其母体形状分为圆柱螺纹和圆锥螺纹;按其在母体所处位置分为外螺纹、内螺纹,按其截面形状分为三角形螺纹、矩形螺纹、梯形螺纹、锯齿形螺纹及其他特殊形状螺纹。 螺纹公差等级表: 公差等级是指确定尺寸精确程度的等级,国标规定分为20个等级,从IT01、IT0、IT1、IT2~IT18,数字越大,公差等级越低,尺寸允许的变动范围越大,加工难度越小。 选择公差等级的实质就是正确解决机器零件使用要求与制造工艺及成本之间的矛盾。 选择公差等级的原则,是在满足零件使用要求的前提下,尽可能选用较低的公差等级。精度要求应与生产的可能性协调一致,即要采用合理的加工工艺、装配工艺和现有设备。但是,在必要的情况下,则要采取提高设备精度和改进工艺的方法来保证产品的精度。对配合尺寸选取适当的公差等级是极为重要的。 (1)选择公差等级首先应保证使用要求。 (2)选择公差等级时,既要满足设计要求,也要考虑工艺的可能性及经济性。选择最佳加工精度是一个非常复杂的技术经济问题。它不仅要考虑加工成本,而且要考虑由于加工精度的提高而增加的装配成本,以及精度对产品使用性能和经济指标的影响。 (3)在机械制造中,公差等级的规定是本着既能保证机器的精
度和零部件的互换性,又能保证制造机器的经济性。就是说只要低的精度能够保证机器的功能和精度,就不要过高地要求零部件的精度.那样会增加制造成本。具体应该根据该机器的种类和某种零件的用场来确定其公差等级,公差包括尺寸公差和配合公差.使用时可参考机械设计手册中列举的各种零件的推荐公差等级,灵活应用。
国家轴承精度等级对照表 时间:2008-03-28 16:03 精度TOLERANCE 轴承的精度包括尺寸精度和旋转精度,尺寸精度是将轴承安装于轴或轴承箱时所要求的项目,它包括内径、外径、宽度、倒角尺寸公差或允许值。几何精度包括内径偏差、平均内径差、外径偏差、平均外径差、套圈端面平行差的允许值。旋转精度是规定旋转时振摆的,包括内圈及外圈径向摆动和轴向摆动,内圈侧摆及外径面垂直度公差范围。 轴承的精度等级从普通级0级到6级、5级、4级及2级,依次增高,下表1是中国GB307规定的精度等级与其他标准的比较。 Bearing tolerance includes dimensional tolerance and revolving tolerance, Dimensional tolerance is a request when bearings are mounted on shafts or in housings. It includes bore/outerside diameter deviation from basic, inner ring/outer ring width deviation in single radial plane. Revolving tolerance includes radial and axial runout of assembled bearing inner ring and outer ring, inner ring reference fcace runout with bore and outside cylindrical surface runout with outer reference face. Tolerance class ranges from common class 0 to 6,5,4 and 2, from low to high, Table 1 below is the tolerance class stipulated in China GB307 and its comparison with some other standards. 部分国家轴承精度等级对照表 COMPARISON OF TOLERANCE CLASS 游隙CLEARANCE 轴承的游隙是指轴承在未安装于轴或轴承箱之前的状态下,固定内圈或外圈的一方,使未固定的套圈做径向或轴向移动时套圈的移动量。根据移动方向,可分为径向游隙和轴向游隙。 Bearing clearance means the value of displacement of the unfixed ring when it moves against the fixed ring in radial or axial direction before the bearing is mouted on a shaft or in a housing. According to the movement direction, it falls into radial clearance and axial clearance.
自由公差指图纸上没有标注公差等级或公差带的尺寸的允许公差。 但是,这个尺寸也不是任意的。它受一个默认精度的控制。其公差的取及范围一般根据零件的生产工艺确定,一般来说,可以用IT12~13或GB/T1804中的m级。自由公差也是有基本尺寸和公差等级的,不是一律0.5mm什么的。现在一般称“未注尺寸公差”,自由公差是一个老的叫法。
中华人民共和国国家标准 一般公差 未注公差的线性和角度尺寸的公差 GB/T1804-2000 Eqv ISO 2768-1:1989 General tolerances Tolerances for linear and angular dimensions 代替GB/T1804-1992 without individual tolerance indications GB/T11335-1989 1 范围 本标准规定了未注出公差的线性和角度尺寸的一般公差等级和极限偏差数值。 本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。非金属材料和其他工艺方法加工的尺寸可参照使用。 本标准仅适用于下列未注公差的尺寸; A)线性尺寸(例如外尺寸,内尺寸,阶梯尺寸,直径,半径,距离,倒角半径和倒角高度) B)角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90°);GB/T1184提到的或等多边形的角度除外; C)机加工组装件的线性和角度尺寸; 本标准不适用于下列尺寸: A) 其他一般公差标准涉及的线性和角度尺寸; B) 括号内的参考尺寸 C) 矩形框格内的理论正确尺寸。 2 引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用各标准的各方应探讨使用下列标准最新版本的可能性。 GB/T1800.1-1997极限与配合基础第一部分:词汇 GB/T1184-1996 形状和位置公差未注公差值(Eqv ISO 2768-2:1989) GB/T4249-1996 公差原则(Eqv ISO 8015:1985) GB/T6403.4-1986 零件倒圆与倒角 3 定义 3.1 本标准采用GB/T1800.1给出的有关术语和定义。 3.2 一般公差 general tolerances 指在车间通常加工条件下可以保证的公差。采用一般公差的尺寸,在该尺寸后面不需注出其极限偏差的数值。 注:附录A(提示的附录)给出了一般公差的概念和解释。 国家质量技术监督局2000-07-24批准 2000-12-01实施 4 总则 选取图样上未注公差的尺寸的一般公差等级时,应考虑通常的车间精度并由相应的技术文件或标准作出具体规定。 对任一单一尺寸,如功能上要求比一般公差更小的公差或允许更大的公差并更为经济时,其相应的极限偏差要在相关的基本尺寸后注出。 在图样或有关技术文件中采用本标准规定的线性和角度尺寸的一般公差时,应按本标准第6章的规定进行标注。