金属粉末激光快速成形技术
罗建兵
2011031214
金属粉末激光快速成形技术介绍
金属粉末的激光快速成型技术是集计算机辅助设计、激光熔覆、快速成型于一体的先进制造技术, 是传统加工成形方法的重要补充。本篇文章主要介绍了金属粉末激光快速成形的原理、装置组成及最新研究进展, 并对其发展前景进行了展望。
快速成型技术(RP, Rapid Prototyping ) 是从1987 年开始发展起来的一种先进制造技术。该技术最初用来制造铸造用模型, 后来发展到制造原型零件,主要用于模型或零件的直观检验, 其关键是要求形状准确, 而对其力学性能没有太高的要求, 所采用的成型材料主要有液体光敏树脂、蜡、纸等替代材料。目前, 美国、日本、德国已相继开发出多种快速成型技术, 如液体光敏树脂固化、熔融沉积成型、实体叠层制造、分层固化、选择性激光烧结、3D 喷射印刷等技术。该技术在无需任何硬质工模具的情况下, 可直接从计算机三维设计制造出实体零件, 在机械制造等众多领域已得到广泛应用。近年来, 快速成型技术有了新的发展, 已开始在金属材料、陶瓷材料的制备上得到应用, 其主要目标是快速制造出满足使用性能的致密的金属零件。传统的快速成型方法成型金属零件时, 多采用树脂包覆的金属粉末作为原材料, 通过激光扫描使树脂熔化将金属粉末固结在一起; 也可采用喷射粘结剂的方法将松散的金属粉末粘结成型。在成型后要经过脱粘、浸渗塑料、低熔点金属或铜来加强, 可制成镶块用在塑料注射模和压铸模中。如脱粘后经热等静压处理也可制成致密金属零件, 但难以保证零件的尺寸精度。目前, 金属零件的快速成型方法主要有间接激光烧结、直接激光烧结和液滴喷射沉积, 其中直接激光烧结技术是目前快速制备致密金属零件的主要技术。
1 基本原理
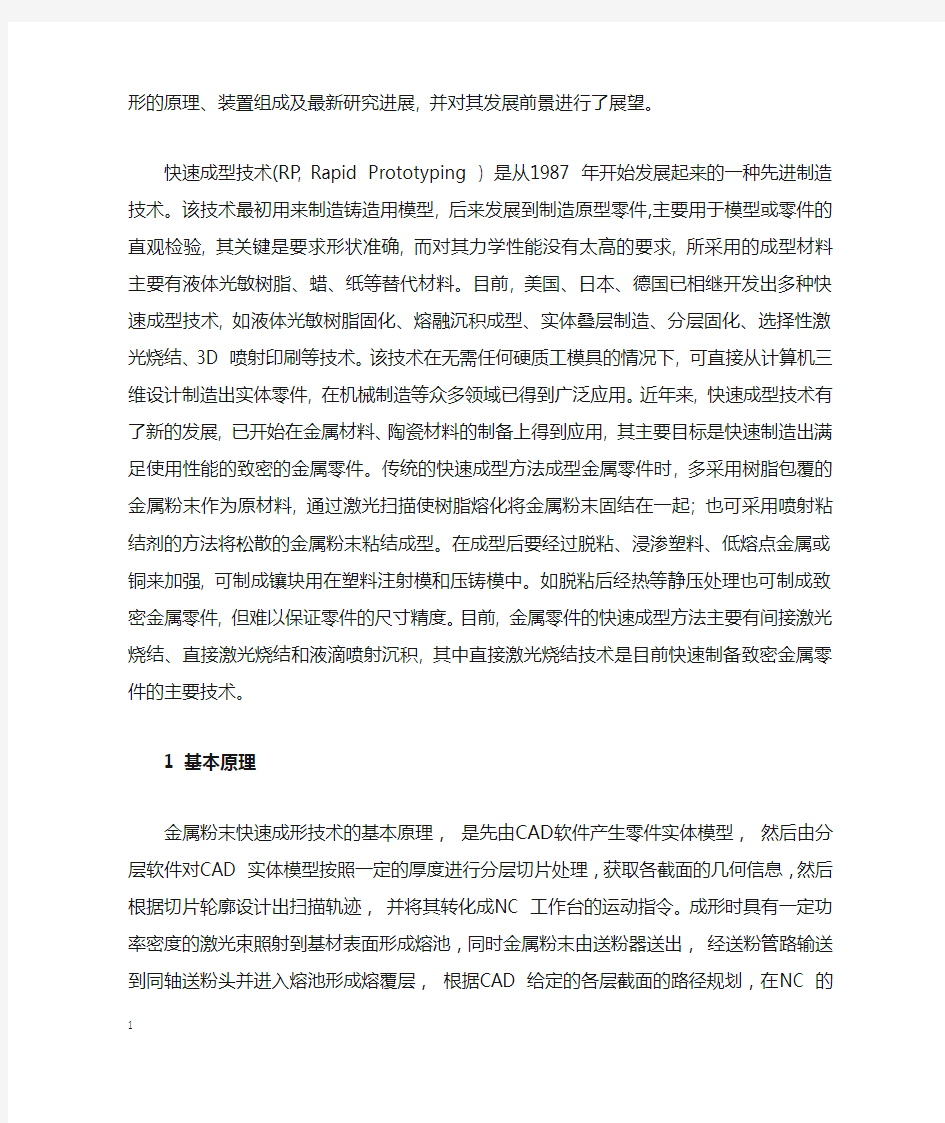
金属粉末快速成形技术的基本原理,是先由CAD软件产生零件实体模型,然后由分层软件对CAD 实体模型按照一定的厚度进行分层切片处理,获取各截面的几何信息,然后根据切片轮廓设计出扫描轨迹,并将其转化成NC 工作台的运动指令。成形时具有一定功率密度的激光束照射到基材表面形成熔池,同时金属粉末由送粉器送出,经送粉管路输送到同轴送粉头并进入熔池形成熔覆层,根据CAD 给定的各层截面的路径规划,在NC 的控制下使送粉头相对于工作台运动,将金属材料逐层扫描堆积,最后制造出金属实体零件。为防止某些金属在成形的过程中氧化,以上过程可在一个气氛可控的保护箱中进行,或采用其它手段来进行保护,使激光成形过程中的金属不被氧化。金属粉末激光快速成形原理如图示。
图1 金属粉末激光快速成形原理
2 系统组成
金属粉末的激光直接快速成型系统主要由软件系统、激光器、数控系统及工作台、粉末输送系统及保护气氛装置组成软件系统主要包括造型、数据处理及工艺监控3部分。造型软件负责完成零件的三维CAD 造型设计,并生成STL 文件格式, 目前RP 所使用的造型件主要有Pro/E ,Uni graphics, Solid Works,Auto CAD 等,快速成型也可使用CT , MR I 扫描数据及三维数字化系统创建的模型数据; 数据处理软件负责对模型的STL 文件数据进行诊断检验及修复、插补、显示、分层切片, 完成轮廓的偏置、扫描路径生成、填充线的优化、支撑的生成及加入加工参数等; 工艺监控软件负责数据处理所生成的数控信息对成型系统运动的控制, 完成成型制造过程。激光器提供成型时金属粉末熔化所需的能量, 目保护气氛系统是为防止金属粉末在激光成型过程发生氧化, 降低沉积层的表面张力, 提高层与层之间的浸润性, 同时有利于提高工作安全。为防止金属的氧化, 可采用专门设计的粉末输送系统或在一密闭的手操箱内成型( 一般要求氧含量低于100000.。前主要使用CO 2 激光器和N b∶Y A G 固体激光器。金属粉末快速成型所使用激光器的功率一般在几百瓦到几千瓦, 激光功率的大小及金属粉末对激光的吸收将影响成型的速度。数控系统及工作台实现成型时的运动扫描、z 轴的升降, 在工艺监控软件支持下完成对激光器开关、激光功率大小、扫描运动速度、送粉器开关、送粉量及保护气等的控制和调节, 实现激光功率密度、扫描速度、送粉量之间的相互匹配, 完成零件的制造, 为保证成型零件质量, 最好能实现对成型过程的闭环控制。稳
定可靠的粉末输送系统是金属零件精确成型的重要保证。粉末输送的波动将使成型过程失去平衡, 并最终可能导致零件制备的失败。送粉系统由送粉器及送粉喷嘴组成, 目前送粉器主要是采用等离子喷涂用送粉器, 利用载气来输送粉末, 送粉量通过调节送粉转盘的转速来控制, 具有较高的送粉精度及稳定性, 但由于载气流量大, 粉末运动速度过高, 而降低了粉末的沉积率。针对激光熔覆时粉末流量较低的特点, 已开发出专门的送粉器。送粉方式有侧向送粉和同轴送粉, 因同轴送粉能克服因激光束和材料引入的不对称而带来对扫描方向的限制, 而在金属粉末快速成型系统中得到较多采用。一般将同轴送粉装置与激光头固定在一起, 完成z 轴运动, 且送粉喷嘴与光头(光斑) 相对位置可以调节。
图2 同轴送粉喷嘴
3 金属粉末激光快速成形技术的特点
由于采用离散/堆积成形的思想,与其它传统制造技术相比,金属粉末激光快速成形技术有以下突出优点:
①制造过程具有高度的柔性;
②生产周期短,加工效率高;
③具有很高的设计灵活性,真正意义上实现了数字化、智能化和并行化制造;
④成形材料广泛,可实现多种材料以任意方式复合的成形技术;
⑤所制造的零件具有较高的综合力学性能,强度高,耐腐蚀性好;
⑥应用范围广,不仅可以用于金属零件的快速制造,而且还可用于再制造工程中大型金属零件的立体修复。
4 研究进展
快速成型技术经过十几年的发展, 正逐步走向成熟, 在提高零件成型精度、减少制造时间、降低制造成本等方面取得了显著进展。目前, 快速成型在原型和模型的制造方面, 已成为一种不可替代的先进制造技术。据WHOLERS统计报道, 到1998 年全世界已有3 300多台快速成型设备投入使用。与此同时, 利用快速成型系统进行工模具制造及陶瓷材料的成型也得到了很大发展。近年来, 随着大功率激光器的出现, 使得采用快速成型方法直接制造金属零件成为可能, 近几年来, 美国、德国、日本等国家的研究机构及大学在政府资助下对此进行了广泛研究。
美国SANDIA 国家实验室在能源部支持下, 与A l2lied Signal Inc. ,
Eastman Kodak Co. , Hasbro Inc. ,Laser Fare Inc. 等合作, 研制开发出一种称作L EN S(Laser Engineered N et Shaping) 的金属零件快速成型技术, 可直接由CAD 固体模型制造出致密金属零件。这种制造技术,其基本原理是先将CAD 模型沿高度方向进行水平切片,四个喷嘴将粉末流直接汇聚到喷嘴下方的一个中心点,进入基材上由高能激光束加热熔化形成的熔池中,通过基材相对喷嘴的移动,层层堆积金属并最终形成零件。LENS 系统主要由四个部分组成: YAG 固体激光器、可调整气体成分的手套箱、多轴数控系统和送粉系统。采用波长为1.064μm 的YAG 激光器以利于金属元素对激光热辐射的吸收。使用焦距为6 英寸的平凸透镜,将激光束聚焦到加工平面上,使能量集中在很小的光斑上,一方面减少了热影响区,另一方面提高加工精度;为了避免加工过程中金属材料与空气中的氧、氮等元素发生反应,整个加工过程均在惰性气氛保护下的手套箱中进行。通过工艺参数的调整,成形件最小特征尺寸可达0.03 英寸;通过对控制软件进行研究和改进,有效地提高了该技术的加工精度,到1999 年为止,其零件的加工精度在X 和Y 方向已达0.05mm, Z轴精度为0.4mm,表面粗糙度达到6.25μm。在送粉方面,通过调节送粉率,逐渐改变粉末的成分,在一个零件中实现了材料成分的连续变化,可进行功能梯度材料和复合材料的制造。如图3 所示的样件展示了SANDIA 国家实验室LENS 技术的制造灵活性。
通过SANDIA 国家实验室与其伙伴公司长期商业化推广,至今已推出了三代LENS R装备,图4所示为第三代成形机850-R,由1~2KW 的光纤激光器、5 轴联动龙门式数控系统、双料送粉系统和惰性气体手套箱组成,能够实现钛合金、不锈钢和镍基合金等金属材料的快速成形,为了提高成形精度,LENS R装备集成了沉寂高度控制系统和熔池闭环控制系统,通过对成形过程中的热效应和几何效应进行补偿,使零件成形精度得到提高,表面粗糙度可达4.68~11.7μm,
沉积率为0.5kg/h。LENS装备以其技术先进性和良好的稳定性,在国际市场上已占有一定地位。
图3 LENS技术成形的典型零件图4 LENS 850—R成形装备
美国Are o Met Corp. 与John Hopkins U. , Penn State U. , M TS System s Corp. 合作, 在 Defense Advanced Research Projects Agency 及Off ice of N aval Research 联合资助下, 采用14 kW 的CO 2 激光器和稳定的快速供粉系统, 发展了钛合金(T i-5A l-2.5Sn,T i-6A l-4V ) 的柔性制造技术, 其工作
空间为3 m ×3m×1.2 m , 产品达到近终形, 成份和力学性能均达到A STM 标准。采用该系统可进行大型钛合金结构件的快速制造, 可显著降低制造时间及成本, 同时可制备功能梯度材料及进行大型金属零件的修复。Stanford 大学将去除法和添加法结合在一起, 形成自己的形状沉积制造技术(Shape Deposition Manufacturing) , 所用材料包括成形材料和支撑材料, 所成型的零件具有很高的精度。此外, University of Central Florida, University of Michigan, 德国的Fraunhofer Institute fo r Product ion Techno logy, University of Birmingham 等在政府资助下, 研究了不锈钢、H13 工具钢、镍基合金、金属间化合物、生物陶瓷、复合材料以及功能梯度材料零件的近形制造。
图5 DL F 方法所制316不锈钢薄板截面组织(a)及沉积示意图(b)
5 展望
综上所述, 金属粉末的激光快速成型技术集计算机辅助设计、激光熔覆、快速成型于一体, 在无需任何硬质工模具或模型的情况下, 能快速制备出不同材料的复杂形状零件, 缩短制造周期, 增强产品竞争优势, 特别有利于复杂形状、多品种、小批量零件的生产。所成型零件致密度高, 具有快速凝固组织特征, 能满足直接使用要求, 在航天器件、飞机发动机零件及武器零件的制备上具有广阔的应用前景。此外, 还可以通过改变成型材料, 得到不同部位由不同材料组成的零件, 与材料设计相结合, 可发展材料的智能制备系统。我国清华大学、西安交通大学、华中理工大学、北京隆源自动成形公司等相继开展了快速成型理论、工艺方法、设备、软件、材料等方面的研究, 并在工业造型设计、新产品样件制造、快速注塑模具及压铸模制造中得到应用, 但采用快速成型方法直接制备致密金属零件方面的工作还没有真正开展, 因此需大力加强对该技术的研究。
参考文献
https://www.doczj.com/doc/907403947.html,ser Forms and Repairs Workpieces[J]. Manufacturing Engineering,2008,
2.
2.尚晓峰,等.激光工程化净成形技术的研究[J]. 工具技术,2004,1
3.姜淑娟, 等. 金属粉末激光成形过程中的闭环控制研究[C].2007
4.Abbott D H, ARCELLA F G. Laser forming titanium components [J].Advanced Materials and Processes,May 1998.
5.Journal of Materials Processing Technology Volume 147, Issue 2, 10 April 2004, Pages 167–173
Laser direct manufacturing of tungsten nickel collimation component
摘要Laser direct manufacturing (LDM) has been intensively developed in recent years to directly and flexibly manufacture metallic components with full metal density, functions and properties, especially for some specific materials or geometry. This paper presents a project work on laser direct manufacturing a novel designed collimation component for an out-space hard X-ray modulation telescope. The research work contained the characteristics of overlap multi-pass laser cladding of tungsten or tungsten nickel alloys, microstructure analyses, technique stability of laser direct manufacturing, and the final direct manufacturing of tungsten nickel collimation component. The results proved that laser direct manufacturing could be well used to manufacture specific material and geometry component of good quality, which are very difficult or even impossible by conventional manufacturing methods.
激光直接制造钨镍准直组件
摘要:激光直接制造(LDM)已被深入近年来发展起来的直接和灵活的制造全金属的密度,功能和性能,特别是对一些具体的材料或几何形状的金属部件。本文提出了一种激光直接制造出空间硬X射
线调制望远镜设计一种新型的准直组件项目工作。研究工作中的特性重叠的钨或钨镍合金,显微组织分析,激光直接制造技术稳定性,钨镍准直组件和最终的直接制造的多道次激光熔覆。结果证明,激光直接制造,可以很好地用于制造特定的材料和几何形状的组件的质量好,通过以往的制造方法这是非常困难甚至是不可能的。
Keywords:
Laser direct manufacturing ,激光直接制造 ;
W/Ni alloy; W / Ni合金 ;
Collimation component ;准直组件
Rapid prototyping (RP) is a unique manufacturing strategy, which can produce any complex prototypes with good accuracy directly from a computer CAD model without any part-specific tooling or knowledge. With the capability of adding metal properties or functions into the form of the typical prototyping process, laser direct manufacturing (LDM) has attracted intensive research interests in recent years to directly and flexibly manufacture metallic components with full metal density, functions and properties, especially for some functional gradient materials, super hard materials, compounds and specific materials or geometry, which are very difficult or even impossible by conventional manufacturing methods. Steen and Mazumder first tested the idea of rapid prototyping by laser cladding in 1993 [1] and [2], metallic components were reported to be generated by laser cladding in 1996 [3], 3D components of H13 tool steel were fabricated by Direct Metal Deposition in 1997 [4], then a lot of further research work was performed in many different institutes with different names for the direct manufacturing process and great progress has been made during recent years[5], [6], [7], [8], [9], [10], [11], [12], [13], [14] and [15].
LDM is a novel layer additive manufacturing technology. A high power laser beam is focused onto the surface of a workpiece, a coaxial small stream of powdered metal is then injected into the melt pool to form a metal clad pass. By moving the laser beam back and forth and tracing out a pattern determined by a CAD, a solid metal part is built point by point, line by line and layer by layer. Due to its rapid solidification characteristic, the metal part produced is of superior quality and strength. LDM is the laser cladding based combined technology including lasers, powder metallurgy, CAD/CAM, CNC, sensors and automation control.
LDM is the further development in RP and laser cladding technology, which promotes the present RP technology from the limited materials such as polymer, paper and coated powder into the versatility of numerous metals and alloys. LDM is considered to be one of the promising metalworking technologies impacting manufacturing’s bottom line and is a typical high-tech and greener advanced manufacturing technology. LDM can be well used for producing small batches of specific material, specific properties and/or specific geometry valuable components, which are normally unavailable or very costly by conventional methods.
This paper presents a project research work on laser direct manufacturing a novel designed specific collimation component for an out-space hard X-ray modulation telescope. According to the physical requirements, the material of the collimation component should be made by high melting point and high density alloys
like tungsten or tungsten alloys in order to effectively absorb the hard X-ray radiation with declining incidence from the out space. The collimation component is a thin cylinder with diameter of 191 mm, height of 300 mm and thickness of 3 mm, within which are five main ribs and 144 second ribs. With such specific material and geometry requirements, it is very difficult or even impossible to manufacture by conventional casting or welding and very costly by spark cutting. LDM offers a novel technology for this task being both cost effective and time effective.
Although the intersection pattern of the collimation component is not very complicated, the height of the cylinder (300 mm) and the parallelism requirement of the main ribs (2/1000) in the thin cylinder is a big challenge for manufacturing. To meet these requirements, the stability of the laser cladding and manufacturing techniques were essential. Laser cladding/manufacturing is a multiple parameter process including laser power, beam diameter, scanning speed, powder feeding rate etc. The manufacturing quality relates not only to the stability of any single parameter but also to the stability of the entire process as in Fig. 6. In many cases, it is necessary to in situ monitor the temperature, geometry and standoff between the nozzle and the workpiece and then close loop control the laser power, the powder feeding rate and the standoff in order to achieve good quality.
In the present study, an open loop control was applied. The stability of the laser output power was ±0.5%; the stability of the powder feeding rate was ±2%. The measured stability of the temperature in the melt pool is shown in Fig. 7, and looks rather good.With the above hardware conditions and specific CNC program, a simulated cylinder with thickness of 3.0 mm, diameter of 30 mm and height of 185 mm was manufactured to test the stability of the technique and the system (Fig.
8) with the parameters: laser power of 2000 W, beam diameter of 3 mm, scanning speed of 0.3 m/min and powder feed rate of 8 g/min. The result is shown in Table 4. The manufactured sample demonstrated that the present laser rapid manufacturing system and process was stable enough to produce good practical components.
SLA工艺也称光造型或立体光刻,是基于液态光敏树脂的光聚合原理工作的。这种液态材料在一定波长和强度的紫外光照射下能迅速发生光聚合反应,分子量急剧增大,材料也就从液态转变成固态。液槽中盛满液态光固化树脂,激光束在偏转镜作用下,能在液态表面上扫描,扫描的轨迹及光线的有无均有计算机控制,光点打到的地方,液体就固化。成型开始时,工作平台在液面下一个确定的深度,聚焦后的光斑在液面上按计算机的指令逐点扫描,即逐点固化。当一层扫描完成后,未被照射的地方仍是液态树脂。然后升降台带动平台下降一层高度,已成型的层面上又布满一层树脂,刮板将粘度较大的树脂液面刮平,然后再进行下一层的扫描,新固化的一层牢固地粘在前一层上,如此重复直到整个零件制造完毕,得到一个三维实体模型。SLA方法是目前快速成型技术领域中研究得最多的方法,也是技术上最为成熟的方法。SLA工艺成型的零件精度较高,加工精度一般可达到0.1mm,原材料利用率近100%。 成型技术特点 快速成型技术具有一下几个重要特征:1)可以制造任意复杂的三维几何实体。由于采用离散/堆积成型的原理,它将一个十分复杂的三维制造过程简化为二维过程的叠加,可实现对任意复杂形状零件的加工。越是复杂的零件越能显示出RP技术的优越性。此外,RP技术特别适合复杂型腔、复杂型面等传统方法难以制造甚至无法制造的零件。2)快速性。通过对一个CAD模型的修改或重组就可获得一个新零件的设计和加工信息。从几个小时到几十个小时就可制造出零件,具有快速制造的突出特点。3)高度柔性。无需任何专用夹具或工具即可完成复杂的制造过程,快速制造工模型、原型或零件。4)快速成型技术实现了机械工程学科多年来追求的两大先进目标,即材料的提取(气、液、固相)过程与制造过程一体化和设计(CAD)与制造(CAM)一体化。5)与反求工程(Reverse Engineering)、CAD技术、网络技术、虚拟现实等相结合,成为产品快速开发的有力工具。 流程示意 快速成型的工艺过程具体如下: 1)产品的三维模型的构建。由于RP系统是由三维CAD模型直接驱动,因此首先要构建所加工工件的三维CAD模型。该三维CAD模型可以利用计算机辅助设计软件(如Pro/E,I-DEAS, Solid Works,UG等)直接构建,也可以将已有产品的二维图样进行转换而形成三维模型,或对产品实体进行激光扫描、CT断层扫描,得到点云数据,然后利用反求工程的方法来构造三维模型。 2)SLA激光快速成型 SLA工艺也称光造型或立体光刻,是基于液态光敏树脂的光聚合原理工作的。这种液态材料在一定波长和强度的紫外光照射下能迅速发生光聚合反应,分子量急剧增大,材料也就从液态转变成固态。液槽中盛满液态光固化树脂,激光束在偏转镜作用下,能在液态表面上扫描,扫描的轨迹及光线的有无均有计算机控制,光点打到的地方,液体就固化。成型开始时,工作平台在液面下一个确定的深度,聚焦后的光斑在液面上按计算机的指令逐点扫描,即逐点固化。当一层扫描完成后,未被照射的地方仍是液态树脂。然后升降台带动平台下降一层高度,已成型的层面上又布满一层树脂,刮板将粘度较大的树脂液面刮平,然后再进行下一层的扫描,新固化的一层牢固地粘在前一层上,如此重复直到整个零件制造完毕,得到一个三维实体模型。 3)成型零件的后处理。 从成型系统里取出成型件,进行打磨、抛光、涂挂,或放在高温炉中进行后烧结,进一部提高其强度。 材料性能
1 铺粉 国外选区激光熔化成形技术在航空航天领域应用现状 董鹏 陈济轮 (首都航天机械公司,北京100076) 摘要:选区激光熔化成形技术具有制造精度高、表面质量好以及能够实现悬空、复杂内腔和型面等复杂构件的整体制造等特点,是满足航空航天领域中复杂薄壁精密构件高精度、高性能、高柔性与快速反应的理想制造方法。本文对国外选区激光熔化成形技术在航空航天领域的应用以及技术发展方向进行了分析。 关键词:选区激光熔化成形;航空航天;应用现状 Current Status of Selective Laser Melting for Aerospace Applications Abroad Dong Peng Chen Jilun (Capital Aerospace Machinery Company,Beijing 100076) Abstract :Selective laser melting can manufacture complex geometries structures with thin walls and hidden voids or channels without tools or mould,for difficult-to-machine materials.It provides a high efficiency,high-quality,flexible manufacturing technique for manufacturing components in aerosapce fields.The current status and the trends of of selective laser melting for aerospace applications in abroad were analysed. Key words :selective laser melting ;aerospace ;current status of applications 1 引言 金属材料增材制造技术是在航空航天领域关键件研制需求的牵引下诞生的,由于其特有的技术优势,使得各国政府和研究结构投入大量的人力、物力、 财力进行该项技术的研究。近些年在航空航天领域迫切需求的牵引以及计算机技术、激光技术以及材料科学等相关基础技术快速发展的推动下,增材制造技术发展十分迅速。 图1选区激光熔化成形基本流程[4] 作者简介:董鹏(1983-),工程师,光学工程专业;研究方向:激光焊接与增才制造。 收稿日期:2014-03-06 CAD 模型 分层切片 铺粉 激光按分层形状熔化金属粉末 基板下降 完成零件制备
题目:半导体激光器的发展与应用学院:理 专业:光 姓名:刘
半导体激光器的发展与应用 摘要:激光技术自1960年面世以来便得到了飞速发展,作为激光技术中最关键的器件激光器的种类层出不穷,这其中发展最为迅速,应用作为广泛的便是半导体激光器。半导体激光器的独特性能及优点,使其获得了广泛应用。本文就简要回顾半导体激光器的发展历程,着重介绍半导体激光器在日常生活与军用等各个领域中的应用。 关键词:激光技术、半导体激光器、军事应用、医学应用
引言 激光技术最早于1960年面世,是一种因刺激产生辐射而强化的光。激光被广泛应用是因为它具有单色性好、方向性强、亮度高等特性。激光技术的原理是:当光或电流的能量撞击某些晶体或原子等易受激发的物质,使其原子的电子达到受激发的高能量状态,当这些电子要回复到平静的低能量状态时,原子就会射出光子,以放出多余的能量;而接着,这些被放出的光子又会撞击其它原子,激发更多的原子产生光子,引发一连串的“连锁反应”,并且都朝同一个方前进,形成强烈而且集中朝向某个方向的光。这种光就叫做激光。激光几乎是一种单色光波,频率范围极窄,又可在一个狭小的方向内集中高能量,因此利用聚焦后的激光束可以对各种材料进行打孔。激光因为拥有这种特性,所以拥有广泛的应用。 激光技术的核心是激光器,世界上第一台激光器是1960年由T.H.梅曼等人制成的第红宝石激光器,激光器的种类很多,可按工作物质、激励方式、运转方式、工作波长等不同方法分类。但各种激光器的基本工作原理均相同,产生激光的必不可少的条件是粒子数反转和增益大过损耗,所以装置中必不可少的组成部分有激励(或抽运)源、具有亚稳态能级的工作介质两个部分。 半导体物理学的迅速发展及随之而来的晶体管的发明,使科学家们早在50年代就设想发明半导体激光器。在1962年7月美国麻省理工学院林肯实验室的两名学者克耶斯(Keyes)和奎斯特(Quist)报告了砷化镓材料的光发射现象,通用电气研究实验室工程师哈尔(Hall)与其他研究人员一道研制出世界上第一台半导体激光器。 半导体激光器是用半导体材料作为工作物质的一类激光器,由于物质结构上的差异,产生激光的具体过程比较特殊。常用材料有砷化镓(GaAs)、硫化镉(CdS)、磷化铟(InP)、硫化锌(ZnS)等。激励方式有电注入、电子束激励和光泵浦三种形式。自1962年世界上第一只半导体激光器是问世以来,经过几十年来的研究,半导体激光器得到了惊人的发展,它的波长从红外、红光到蓝绿光,被盖范围逐渐扩大,各项性能参数也有了很大的提高!半导体激光器具有体积小、效率高等优点,因此可广泛应用于激光通信、印刷制版、光信息处理等方面。
第3章激光快速成型机软件的操作 3.1概述 快速成型制作流程如图3-1所示,在利用快速成型机制做原型以前,必须先将用户所需的零件设计出CAD 模型,再将CAD 模型转换成快速成型机能够使用的数据格式,最终通过控制软件控制设备的加工运行。设计可以利用现在广泛应用在设计领域的三维CAD 设计软件,如Pro/E 、UG 、CATIA 、SolidWorks 、SolidEdge 、Inventor 、CAXA 、AutoCAD 等生成,在此不再叙述。如果已有设计好的油泥模型或有零件需要仿制,可以通过反求工程扫描完成CAD 模型(见反求章节)。 图3-1快速成型的制作流程图 快速成型机可直接根据用户提供的STL 文件进行制造。用户可使用能输出STL 文件的CAD 设计系统(如Pro/E 、UG 、CATIA 、SolidWorks 、Ideas 等)进行CAD 三维实体造型,其输出的STL 面片文件可作为快速成型机软件的输入文件。从上面流程图可见,数据处理软件接受STL 文件后,进行零件制作大小、方向的确定,对STL 文件分层、支撑设计、生成SPS 系列激光快速成型机的加工数据文件,激光快速成型机控制软件根据此文件进行加工制作。本章主要讲从以有三维CAD 开始介绍如何将其转换为快速成型机能够使用的数据格式并详细的说明激光快速成型机的控制软件的造作。介绍RPdata10.0数据处理软件、由数据处理软件实现用户设计目标 CAD 三维实体造 导出STL 格式数据 加载STL 格式数据 确定造型方向或制作布局 自动生成支撑 自动分层处理 SLC/HDI 格式数据输出 选择成型机型号 对应成型机数据加载、制作 RP 原型
基于激光快速成型技术的金属快速成型技术 摘要:文章详细介绍了金属粉末快速成型的研究现状 ,分析了金属粉末选择性激光烧结的工艺特点,对这些工艺的影响因素进行了讨论。 关键词:选区激光烧结;金属零件;影响因素。 引言 快速制造 (Rapid Manufacturing) 金属零件一直受到国内外的广泛重视 , 是当今快速成型领域的一个重要研究方向。到目前为止 ,用于直接成型金属材料、制备三维金属零件的技术主要有激光近形制造与金属粉末的选择性激光烧结技术。激光近形制造(LENS) ,又称激光熔覆制造或熔滴制造 ,它将激光熔覆工艺与激光快速成型技术相结合 , 利用激光熔覆工艺逐层堆积累加材料,形成具有三维形状的三维结构。在该方面 ,美国的Aeromet、德国的汉诺威激光中心以及清华大学激光加工研究中心等均进行了大量的研究 , 并得到了具有一定形状的三维实体零件。有异于激光近形制造 ,选择性激光烧结则有选择地逐层烧结固化粉末金属得到三维零件。在这一领域,美国的DTM丶德国的汉诺威激光中心等进行了多元金属的烧结研究。就选区激光烧结(SelectiveLaser Sintering , SLS)而言 ,根据成型用金属粉末的不同 , 人们又开发出多种工艺途径来实现金属零件的烧结成型 ,主要有三种途径:一是利用金属粉末与有机粘结剂粉末共混粉体的间接烧结,金属粉末与有机粘结剂粉末均匀共混,烧结中,低熔点的粘结剂粉末熔化并将高熔点的金属粉末粘结,形成原型(“绿件”),经后处理,烧失粘结剂,形成“褐件”,最后通过金属熔渗工艺得到致密的金属件;二是利用金属混合粉末的直接烧结 , 其中一种粉末具有较低的熔点(如铜粉) ,另一种粉末熔点较高 (如铁粉) ,烧结中低熔点的金属粉末铜熔化并将难熔的铁粉粘结在一起 , 这种方法同样需要较大功率激光器;三是利用单一成分金属粉末的直接烧结,这种方法目前主要用于低熔点金属粉末的烧结,对熔点高的金属粉末,需采用大功率激光器。本文分别对上述的间接和直接烧结成型工艺进行了初步的研究。 1 SLS的烧结原理 激光选择性烧结快速成型技术是使用激光束熔化或烧结粉末材料 ,利用分层的思想 ,把计算机中的 CAD 模型直接成型为三维实体零件。它的创新之处在于将激光、光学、温度控制和材料相联系。SLS烧结原理如图1所示,烧结过程可分为三部分: (1)首先在粉体床上铺一薄层粉体 , 并压实 , 可以根据需要 ,在激光烧结前进行预热; (2)激光照射粉体层 ,烧结粉体,形成所设计零件一层的形状;(3) 粉体床下降一个薄层厚度的距离;重复上面的过程 ,直到原型零件完成。 SLS对粉末烧结的明显优势在于: (1) 和其它的加工方法比较,能获得优良的材料性能,同时,它的加工材料范围比较宽 (聚合物、金属、陶瓷、铸造砂等);(2) 易于实现液相烧结 , 烧结周期比较短; (3) 比传统的烧结方法更易得到密实的以粉末金属为原料的产品;(4)工艺比较简单 , 烧结路线、烧结温度便于控制。
浅谈半导体激光器及其应用 摘要:近十几年来半导体激光器发展迅速,已成为世界上发展最快的一门激光技术。由于半导体激光器的一些特点,使得它目前在各个领域中应用非常广泛,受到世界各国的高度重视。本文简述了半导体激光器的概念及其工作原理和发展历史,介绍了半导体激光器的重要特征,列出了半导体激光器当前的各种应用,对半导体激光器的发展趋势进行了预测。 关键词:半导体激光器、激光媒质、载流子、单异质结、pn结。 自1962年世界上第一台半导体激光器发明问世以来,半导体激光器发生了巨大的变化,极大地推动了其他科学技术的发展,被认为是二十世纪人类最伟大的发明之一。近十几年来,半导体激光器的发展更为迅速,已成为世界上发展最快的一门激光技术。半导体激光器的应用范围覆盖了整个光电子学领域,已成为当今光电子科学的核心技术。由于半导体激光器的体积小、结构简单、输入能量低、寿命较长、易于调制以及价格较低廉等优点,使得它目前在光电子领域中应用非常广泛,已受到世界各国的高度重视。 一、半导体激光器 半导体激光器是以直接带隙半导体材料构成的Pn 结或Pin 结为工作物质的一种小型化激光器。半导体激光工作物质有几十种,目前已制成激光器的半导体材料有砷化镓、砷化铟、锑化铟、硫化镉、碲化镉、硒化铅、碲化铅、铝镓砷、铟磷砷等。半导体激光器的激励方式主要有三种,即电注入式、光泵式和高能电子束激励式。绝大多数半导体激光器的激励方式是电注入,即给Pn 结加正向电压,以使在结平面区域产生受激发射,也就是说是个正向偏置的二极管。因此半导体激光器又称为半导体激光二极管。对半导体来说,由于电子是在各能带之间进行跃迁,而不是在分立的能级之间跃迁,所以跃迁能量不是个确定值, 这使得半导体激光器的输出波长展布在一个很宽的范围上。它们所发出的波长在0.3~34μm之间。其波长范围决定于所用材料的能带间隙,最常见的是AlGaAs双异质结激光器,其输出波长为750~890nm。 半导体激光器制作技术经历了由扩散法到液相外延法(LPE), 气相外延法(VPE),分子束外延法(MBE),MOCVD 方法(金属有机化合物汽相淀积),化学束外延(CBE)以及它们的各种结合型等多种工艺。半导体激光器最大的缺点是:激光性能受温度影响大,光束的发散角较大(一般在几度到20度之间),所以在方向性、单色性和相干性等方面较差。但随着科学技术的迅速发展, 半导体激光器的研究正向纵深方向推进,半导体激光器的性能在不断地提高。以半导体激光器为核心的半导体光电子技术在21 世纪的信息社会中将取得更大的进展, 发挥更大的作用。 二、半导体激光器的工作原理 半导体激光器是一种相干辐射光源,要使它能产生激光,必须具备三个基本条件: 1、增益条件:建立起激射媒质(有源区)内载流子的反转分布,在半导体中代表电子能量的是由一系列接近于连续的能级所组成的能带,因此在半导体中要实现粒子数反转,必须在两个能带区域之间,处在高能态导带底的电子数比处在低能态价带顶的空穴数大很多,这靠给同质结或异质结加正向偏压,向有源层内注入必要的载流子来实现, 将电子从能量较低的价带激发到能量较高的导带中去。当处于粒子数反转状态的大量电子与空穴复合时,便产生受激发射作用。 2、要实际获得相干受激辐射,必须使受激辐射在光学谐振腔内得到多次反馈而形成激光振荡,激光器的谐振腔是由半导体晶体的自然解理面作为反射镜形成的,通常在不出光的那一端镀上高反多层介质膜,而出光面镀上减反膜。对F—p 腔(法布里—珀罗腔)半导体激光器可以很方便地利用晶体的与p-n结平面相垂直的自然解理面构成F-p腔。 3、为了形成稳定振荡,激光媒质必须能提供足够大的增益,以弥补谐振腔引起的光损耗及从腔
激光器介绍 WALC4020数控激光切割机 更快、更宽、更厚的钣金切割专家 1、产品简介 更高性能的激光切割系统: WALC4020选择了世界最先进的激光器、切割头。拥有最高质量的部件和最好的结构。如西门子的控制系统和直线驱动系统,STAR的直线导轨。 更先进的结构型式: A.横梁 WALC4020激光切割机采用横梁倒挂结构,此结构有如下优势: 1.与横梁悬臂式相比,横梁的运行速度更高,运行更平稳,可达200米/分。这是因为驱动力的作用点位于横梁的重心,不会产生附加力矩,驱动效率更高,运行更平稳。 2.与小龙门移动式相比,电气控制更简单,系统更可靠。操作更方便。 因此,WALC4020更适用于高速,高功率切割。 B.交换工作台: 采用垂直升降式交换工作台,此型式的交换方式与目前使用的斜升式相比有如下优点: A.提升能力更大,安装更方便。 B.与横梁倒挂结构配合,结构更合理。 C.在切割区内,工作台下的空间更大,以便布置排渣装置及抽风除尘装置。 C.驱动: WALC4020激光切割机的X、Y轴采用了西门子的控制系统和直线驱动系统,与传统电机+滚珠丝杠(齿条)相比,驱动力更大,加速度更高。加速度可达3G,速度最高可达200米/分。而且运行更平稳。 X,Y,Z轴的导轨采用STAR高品质直线导轨,精度更高,运行更平稳。 2、产品特性 WALC4020融合了激光最新技术的应用 一.控制 WALC4020的控制器是SIEMENS 840D。该控制器的界面已经进行了改进,以适合激光切割系统的应用。 二.穿透检测 在打孔时,穿透检测使用传感器来确定光束是不是已经穿透了板材,这样可以得到最高质量的穿透效果,节省时间。
激光快速成型技术研究现状与发展 摘要:快速成型技术是近年来制造技术领域的一次重大突破和革命性的发展,激光快速成型技术是其重要组成部分。本文介绍了激光快速成型技术的基本原理和特点,分析了有关工艺方法,讨论了LRP 技术的研究现状和应用,并展望其未来发展趋势。 关键词:激光快速成型;研究现状;发展趋势 1 激光快速成型技术原理和特点 80 年代后期发展起来的快速成型技术(RapidPrototyping ,RP) 是基于分层技术、堆积成型, 直接根据CAD 模型快速生产样件或零件的先进制造成组技术总称。RP 技术不同于传统的去除成型、拼合成型及受迫成型等加工方法,它是利用材料累加法直接制造塑料、陶瓷、金属及各种复合材料零件[1 ] 。以激光作为加工能源的激光快速成型是快速成型技术的重要组成部分,它集成了CAD 技术、数控技术、激光技术和材料科学等现代科技成果。激光快速成型(Laser Rapid Prototyping ,LRP) 原理是用CAD 生成的三维实体模型,通过分层软件分层,每个薄层断面的二维数据用于驱动控制激光光束,扫射液体,粉末或薄片材料,加工出要求形状的薄层,逐层累积形成实体模型。快速制造出的模型或样件可直接用于新产品设计验证、功能验证、工程分析、市场订货及企业决策等,缩短新产品开发周期,降低研发成本,提高企业竞争力。以此为基础进一步发展的快速模具工装制造(Quick Tooling) 技术,快速精铸技术(Quick Casting) ,快速金属粉末结技术(Quick Powder Sintering) 等,可实现零件的快速成品。 激光快速成型技术主要特点: (1) 制造速度快、成本低, 节省时间和节约成本,为传统制造方法注入新的活力,而且可实现自由制造(Free Form Fabrication) ,产品制造过程以及产品造价几乎与产品的批量和复杂性无关。[2 ] (2) 采用非接触加工的方式,没有传统加工的残余应力问题,没有工具更换和磨损之类的问题,无切割、噪音和振动等,有利于环保。 (3) 可实现快速铸造、快速模具制造,特别适合于新品开发和单件零件生产。 2 LRP 工艺方法 LRP 技术包括很多种工艺方法,其中相对成熟的有立体光固化(SLA) 、选择性激光烧结(SLS) 、分层实体制造(LOM) 、激光熔覆成形(LCF) 、激光近形制造(LENS) 。 (1) 光固化立体造型(SL —Stereolithography ,orSLA) 将计算机控制下的紫外激光按预定零件各分层截面的轮廓为轨迹对液态光敏树脂逐点扫描,被扫描的树脂薄层产生光聚合反应固化形成零件的一个截面, 再敷上一层新的液态树脂进行扫描加工,如此重复直到整个原型制造完毕。这种方法的特点是精度高、表面质量好,能制造形状复杂、特别精细的零件,不足是设备和材料昂贵,制造过程中需要设计支撑。 (2) 分层实体制造(LOM—Laminated ObjectManufacturing) LOM工艺是根据零件分层得到的轮廓信息用激光切割薄材,将所获得的层片通过热压装置和下面已切割层粘合,然后新的一层纸再叠加在上面,依次粘结成三维实体。LOM主要特点是设备和材料价格较低,制件强度较好、精度较高。Helisys 公司研制出多种LOM工艺用的成型材料,可制造用金属薄板制作的成型件,该公司还开发基于陶瓷复合材料的LOM工艺。 (3) 选择性激光烧结(SLS —Se1ected LaserSintering) SLS 的原理是根据CAD 生成的三维实体模型,通过分层软件分层获得二维数据驱动控制激光束,有选择性地对铺好的各种粉末材料进行烧结,加工出要求形状的薄层,逐层累积形成实体模型,最后去掉未烧结的松散的粉未,获得原型制件。SLS的特点是可以采用多种材料适应不同的应用要求,而具有更广阔的发展前景。但能量消耗非常高,成型精度有待进一步提高。DTM
RP技术简介 快速原型制造技术,又叫快速成形技术,(简称RP技术); 英文:RAPID PROTOTYPING(简称RP技术),或 RAPID PROTOTYPING MANUFACTUREING,简称RPM。 快速成型(RP)技术是九十年代发展起来的一项先进制造技术,是为制造业企业新产品开发服务的一项关键共性技术, 对促进企业产品创新、缩短新产品开发周期、提高产品竞争力有积极的推动作用。自该技术问世以来,已经在发达国家的制造业中得到了广泛应用,并由此产生一个新兴的技术领域。 RP技术是在现代CAD/CAM技术、激光技术、计算机数控技术、精密伺服驱动技术以及新材料技术的基础上集成发展起来的。不同种类的快速成型系统因所用成形材料不同,成形原理和系统特点也各有不同。但是,其基本原理都是一样的,那就是"分层制造,逐层叠加",类似于数学上的积分过程。形象地讲,快速成形系统就像是一台"立体打印机"。 RP技术是在现代CAD/CAM技术、激光技术、计算机数控技术、精密伺服驱动技术以及新材料技术的基础上集成发展起来的。RP技术的基本原理是:将计算机内的三维数据模型进行分层切片得到各层截面的轮廓数据,计算机据此信息控制激光器(或喷嘴)有选择性地烧结一层接一层的粉末材料(或固化一层又一层的液态光敏树脂,或切割一层又一层的片状材料,或喷射一层又一层的热熔材料或粘合剂)形成一系列具有一个微小厚度的的片状实体,再采用熔结、聚合、粘结等手段使其逐层堆积成一体,便可以制造出所设计的新产品样件、模型或模具。 快速成型机的工艺 立体光刻成型sla 层合实体制造lom 熔融沉积快速成型fdm 激光选区烧结法SLS 多相喷射固化mjs 多孔喷射成型mjm 直接壳法产品铸造dspc 激光工程净成型lens 选域黏着及热压成型SAHP 层铣工艺lmp 分层实体制造som 自美国3D公司1988年推出第一台商品SLA快速成形机以来,已经有十几种不同的成形系统,其中比较成熟的有SLA、SLS、LOM和FDM等方法。其成形原理分别介绍如下: (1)SLA(光固化成型法)快速成形系统的成形原理: 成形材料:液态光敏树脂; 制件性能:相当于工程塑料或蜡模;
几种常用激光器的概述 一、CO2激光器 1、背景 气体激光技术自61年问世以来,发展极为迅速,受到许多国家的极大重视。特别是近两年,以二氧化碳为主体工作物质的分子气体激光器的进展更为神速,已成为气体激光器中最有发展前途的器件。 二氧化碳分子气体激光器不仅工作波长(10.6微米)在大气“窗口”,而且它正向连续波大功率和高效率器件迈进。1961年,Pola-nyi指出了分子的受激振动能级之间获得粒子反转的可能性。在1964年1月美国贝尔电话实验室的C.K.N.Pate 研制出第一支二氧化碳分子气体激光器,输出功率仅为1毫瓦,其效率为0.01%。不到两年,现在该类器件的连续波输出功率高达1200瓦,其效率为17 %,电源激励脉冲输出功率为825瓦,采用Q开关技术已获得50千瓦的脉冲功率输出。最近,有人认为,进一步提高现有的工艺水平,近期可以达到几千瓦的连续波功率输出和30~40% 的效率。 2、工作原理 CO2激光器中,主要的工作物质由CO?,氮气,氦气三种气体组成。其中CO?是产生激光辐射的气体、氮气及氦气为辅助性气体。加入其中的氦,可以加速010能级热弛预过程,因此有利于激光能级100及020的抽空。氮气加入主要在CO?激光器中起能量传递作用,为CO?激光上能级粒子数的积累与大功率高效率的激光输出起到强有力的作用。CO?分子激光跃迁能级图CO?激光器的激发条件:放电管中,通常输入几十mA或几百mA的直流电流。放电时,放电管中的混合气体内的氮分子由于受到电子的撞击而被激发起来。这时受到激发的氮分子便和CO?分子发生碰撞,N2分子把自己的能量传递给CO2分子,CO?分子从低能级跃迁到高能级上形成粒子数反转发出激光。 3、特点 二氧化碳分子气体激光器不但具有一般气体激光器的高度相干性和频率稳定性的特点,而且还具有另外三个独有的特点: (1)工作波长处于大气“窗口”,可用于多路远距离通讯和红外雷达。 (2)大功率和高效率( 目前,氩离子激光器最高连续波输出功率为100瓦,其效率为0.17 %,原子激光器的连续波输出功率一般为毫瓦极,其效率约为0.1%,而二氧化碳分子激光器连续波输出功率高达1200瓦,其效率为17%)。 (3)结构简单,使用一般工业气体,操作简单,价格低廉。由此可见,随着研究工作的进展、新技术的使用,输出功率和效率会不断提高,寿命也会不断增长,将会出现一系列新颖的应用。例如大气和宇宙通讯、相干探测和导航、超外
目录 摘要 (1) 关键词 (1) Abstract (1) Keywords (1) 1引言 (2) 2激光 (2) 2.1激光产生的三个条件 (3) 2.2激光的特点 (3) 2.3激光器 (3) 3 CO2激光器的原理 (5) 3.1 CO2激光器的基本结构 (5) 3.2 CO2激光器基本工作原理 (7) 3.3 CO2激光器的优缺点 (8) 4 CO2激光器的应用 (9) 4.1军事上的应用 (9) 4.2医疗上的应用 (10) 4.3工业上的应用 (12) 5 CO2激光器的研究现状与发展前景 (14) 5.1 CO2激光器的研究现状 (14) 5.2 CO2激光器的发展前景 (15) 6 结束语 (17) 参考文献 (19) 致谢 (20)
摘要:本文从引言出发介绍了CO2激光技术的基本情况,简单介绍了激光和激光器的一些特点,重点介绍了气体激光器中的CO2激光器的相关应用,目前CO2激光器是用最广泛的激光器之一,它有着一些非常突出的高功率、高质量等优点。论文首先介绍了应用型CO2激光器的基本结构和工作原理,着重介绍了应用型CO2激光器在军事、医疗和工业三个主要领域的应用,最后介绍应用型CO2激光器的研究前景和现状。通过这些介绍使得人们能够加深对CO2激光器的了解和认识。 关键词: CO2激光器;基本原理;基本结构;应用; Abstract: This departure from the introduction of CO2 laser technology, introduced the basic situation, briefly introduced some of the characteristics of laser and laser to highlight the CO 2gas laser in laser-related applications, the current CO 2 laser was one of the most extensive laser, it had some very prominent high-power, high quality and so on. Paper introduced the application of CO 2 laser-type basic structure and working principle, focusing on the application type CO 2 laser in the military, medical and industrial application of the three main areas, Finally, applied research prospects for CO 2 laser and status. Through these presentations allowed people to deepen their knowledge and understanding of CO s lasers. Keywords:CO2Laser Basic Principle Basic Structure Application
典型激光器的原理、特点及应用 摘要:本文介绍了四种典型的激光器,固体、气体、染料和半导体激光器,并分别介绍了特点及应用。 关键词:典型激光器,原理和特点,应用 一、引言 自梅曼发明了第一台红宝石激光器至今,激光器得到了飞速发展,在激光工作物质方面也得到了很大的改进,激光器根据激活媒质可分为固体、气体、染料和半导体激光器。各类激光器各有特色,并在相关的领域里发挥着重要的作用。 二、固体激光器 固体激光器是以掺杂离子的绝缘晶体或玻璃作为工作物质的激光器,基本上都是由工作物质、泵浦系统、谐振腔和冷却、滤光系统构成的。最常采用的固体工作物质仍然是红宝石、钕玻璃、掺钕钇铝石榴石(Nd3+:Y AG)等三种。图1是固体激光器的基本结构示意图。 图1 固体激光器的基本结构示意图 1.红宝石(Cr3+:A12O3) 红宝石是在三氧化二铝(A12O3)中掺入少量的氧化铬(Cr2O3)生长成的晶体。它的吸收光谱特性主要取决于铬离子(Cr3+),铬离子与激光产生有关的能级结构如图2所示。它属于三能级系统,相应于图(1-3)的简化能级模型,其激发态E3为4F1和4F2能级,激光上、下能级E2和E1分别为2E和4A2。它的荧光谱线有两条:R1线和R2线,在室温下对应的中心波长分别为694.3nm和692.9nm。由于R1线的辐射强度比R2大,在振荡过程中总占优势,所以通常红宝石激光器产生的激光谱线均为R1线(694.3nm)。
红宝石激光器的优点是机械强度高,容易生长大尺寸晶体,容易获得大能量的单模输出,输出的红颜色激光不但可见,而且适于常用硅探测器探测。红宝石激光器的主要缺点是阈值高和温度效应非常严重。随着温度的升高,激光波长将向长波长方向移动,荧光谱线变宽,荧光量子效率下降,导致阈值升高,严重时会引起“温度猝灭”。因此,在室温情况下,红宝石激光器不适于连续和高重复率工作,但在低温下,可以连续运转。目前在医学方面和动态全息方面还有应用价值。 2.掺钕钇铝石榴石(Nd 3+:YAG) 这种工作物质是将一定比例的A12O 3、Y 2O 3,和Nd 2O 3在单晶炉中进行熔化,并结晶而成的,呈淡紫色。它的激活粒子是钕离子(Nd 3+),Nd 3+与激光产生有关的能级结构如图3所示。它属于四能级系统。其激光上能级E 3为4F 3/2,激光下能级E 2为4I 13/2、4I 11/2,其荧光谱线波长为1.35μm 、1.06μm ,4 I 9/2相应于基态E 1。由于1.06μm 比1.35μm 波长的荧光强约4倍,所以在激光振荡中,将只产生1.06μm 的激光。 图3 Nd 3+:Y AG 的能级结构 Y AG 激光器的突出优点是阈值低和具有优良的热学性质,这就使得它适于连续和高重图2 红宝石中铬离子的能级结构
手板模型按加工方式,主要可分为CNC数控加工,另外就是激光快速成型加工,本文主要介绍关于快速成型技术的制作原理与要点。 快速成型技术的特点: 与传统材料加工技术相比,快速成型具有鲜明的特点: 1.数字化制造。 2.高度柔性和适应性。可以制造任意复杂形状的零件。 3.直接CAD模型驱动。如同使用打印机一样方便快捷。 4.快速。从CAD设计到原型(或零件)加工完毕,只需几十分钟至几十小时。 5.材料类型丰富多样,包括树脂、纸、工程蜡、工程塑料(ABS等)、陶瓷粉、金属粉、砂等,可以在航空,机械,家电,建筑,医疗等各个领域应用。 快速成型的主要工艺: RP技术结合了众多当代高新技术:计算机辅助设计、数控技术、激光技术、材料技术等,并将随着技术的更新而不断发展。自1986年出现至今,短短十几年,世界上已有大约二十多种不同的成形方法和工艺,而且新方法和工艺不断地出现。目前已出现的RP技术的主要工艺有: 1.PCM工艺:无木模铸造。 2.SL工艺:光固化/立体光刻 。 3.FDM工艺:熔融沉积成形。 4.SLS工艺:选择性激光烧结。 5.LOM工艺:分层实体制造。 6.3DP工艺:三维印刷。 模型放置与添加零件支撑: 为了防止成型过程中零件的翘曲变形,需要给零件添加支撑。AFS(快速成型系统)提供了两种支撑方法,一种是网格支撑,一种是基于切片和零件形状的支撑。因为支撑只是在零件烧结成型的过程中防止零件翘曲变形,零件成型以后,支撑是需要去除的,因此支撑再烧结温度要小于零件的烧结温度。也就是激光束在扫描经过支撑的时候,激光器的功率要降低,扫描密度要降低,扫描线宽要增大。这样,支撑的烧结强度就低,成型以后很容易去除。如图2所示,成型零件是一个吸尘器的封盖,当封盖模型经过缩放处理后就可以添加支撑了,涂颜色的部分即是添加的支撑。添加支撑的原则是对那些悬掉点、下棱线、倾斜角度过大的表面三种结构需要加支撑。因此在放置模型时就应该考虑到支撑的放置问题。一般对表面质量要求较高的面最好放置为顶面,特别是对于细小凸起,更要放置在顶面;同时,如果凸起的尺寸太小,需要对凸起高度进行一定比例的放大。对于细长的悬臂类结构件最好横放,竖放难以保证悬臂的直线度。为了提高扫描的效率,一般应考虑将尺寸较大的边横放,减少扫描的层数,缩短加工时间。 激光快速成型的特点与工艺广州盛域 https://www.doczj.com/doc/907403947.html, 2012年5月 快 速 成 型 与 自 动 化 技 术 Rapid prototyping & automation technology 快速成型技术是利用三维CAD的数据,通过快速成型机,将一层层的材料堆积成实体原型。RP技术是在现代CAD/CAM技术、激光技术、计算机数控技术、精密伺服驱动技术以及新材料技术的基础上集成发展起来的。不同种类的快速成型系统因所用成形材料不同,成形原理和系统特点也各有不同。以常用的激光快速成型来进行简单总结其工艺过程中的一些要点。第 1 页
激光器原理及其应用 应用化学0402班宋彬 0120414450201 摘要由于激光器具备的种种突出特点,因而被很快运用于工业、农业、精密测量和探测、通讯与信息处理、医疗、军事等各方面,并在许多领域引起了革命性的突破。关键词激光器激光工作物质激励(泵浦系统光学共振腔分类及应用 正文: 激光器 laser 能发射激光的装置。1954年制成了第一台微波量子放大器,获得了高度相干的微波束。1958年A.L. 肖洛和C.H. 汤斯把微波量子放大器原理推广应用到光频范围,并指出了产生激光的方法。1960年T.H. 梅曼等人制成了第一台红宝石激光器。1961年A. 贾文等人制成了氦氖激光器。1962年R.N. 霍耳等人创制了砷化镓半导体激光器。以后,激光器的种类就越来越多。按工作介质分,激光器可分为气体激光器、固体激光器、半导体激光器和染料激光器4大类。近来还发展了自由电子激光器,其工作介质是在周期性磁场中运动的高速电子束,激光波长可覆盖从微波到X 射线的广阔波段。按工作方式分,有连续式、脉冲式、调Q 和超短脉冲式等几类。大功率激光器通常都是脉冲式输出。各种不同种类的激光器所发射的激光波长已达数千种,最长的波长为微波波段的0.7毫米,最短波长为远紫外区的210埃,X 射线波段的激光器也正在研究中。 除自由电子激光器外,各种激光器的基本工作原理均相同,装置的必不可少的组成部分包括激励(或抽运)、具有亚稳态能级的工作介质和谐振腔(见光学谐振腔)3部分。激励是工作介质吸收外来能量后激发到激发态,为实现并维持粒子数反转创造条件。激励方式有光学激励、电激励、化学激励和核能激励等。工作介质具有亚稳能级是使受激辐射占主导地位,从而实现光放大。谐振腔可使腔内的光子有一致的频率、相位和运行方向,从而使激光具有良好的定向性和相干性。
作者:非成败 作品编号:92032155GZ5702241547853215475102 时间:2020.12.13 几种常用激光器的概述 一、CO2激光器 1、背景 气体激光技术自61年问世以来,发展极为迅速,受到许多国家的极大重视。特别是近两年,以二氧化碳为主体工作物质的分子气体激光器的进展更为神速,已成为气体激光器中最有发展前途的器件。 二氧化碳分子气体激光器不仅工作波长(10.6微米)在大气“窗口”,而且它正向连续波大功率和高效率器件迈进。1961年,Pola-nyi指出了分子的受激振动能级之间获得粒子反转的可能性。在1964年1月美国贝尔电话实验室的C.K.N.Pate 研制出第一支二氧化碳分子气体激光器,输出功率仅为1毫瓦,其效率为0.01%。不到两年,现在该类器件的连续波输出功率高达1200瓦,其效率为17 %,电源激励脉冲输出功率为825瓦,采用Q开关技术已获得50千瓦的脉冲功率输出。最近,有人认为,进一步提高现有的工艺水平,近期可以达到几千瓦的连续波功率输出和30~40% 的效率。 2、工作原理 CO2激光器中,主要的工作物质由CO?,氮气,氦气三种气体组成。其中CO?是产生激光辐射的气体、氮气及氦气为辅助性气体。加入其中的氦,可以加速010能级热弛预过程,因此有利于激光能级100及020的抽空。氮气加入主要在CO?激光器中起能量传递作用,为CO?激光上能级粒子数的积累与大功率高效率的激光输出起到强有力的作用。CO?分子激光跃迁能级图CO?激光器的激发条件:放电管中,通常输入几十mA或几百mA的直流电流。放电时,放电管中的混合气体内的氮分子由于受到电子的撞击而被激发起来。这时受到激发的氮分子便和CO?分子发生碰撞,N2分子把自己的能量传递给CO2分子,CO?分子从低能级跃迁到高能级上形成粒子数反转发出激光。 3、特点 二氧化碳分子气体激光器不但具有一般气体激光器的高度相干性和频率稳定性的特点,而且还具有另外三个独有的特点: (1)工作波长处于大气“窗口”,可用于多路远距离通讯和红外雷达。 (2)大功率和高效率( 目前,氩离子激光器最高连续波输出功率为100瓦,
激光快速成型技术综述 1、激光快速成型的基本原理 激光快速成型技术的原理是用CAD生成的三维实体模型,通过分层软 件分层、每个薄层断面的二维数据用于驱动控制激光光束,扫射液体、粉 末或薄片材料,加工出要求形状的薄层,逐层积累形成实体模型。 传统的工业成形技术中大部分遵循材料去除法这一方法的,如车削、铣削、钻削、磨削、刨削;另外一些是采用模具进行成形,如铸造、冲压。而激光快 速成形却是采用一种全新的成形原理——分层加工、迭加成形。而激光快速成型技术快速制造出的模型或样件可以直接用于新产品设计验证、功能验证、工程分析、市场订货一级企业的决策等,缩短新产品开发周期,降低研发 成本,提高企业竞争力。 激光快速成型又分为以下几类: (1) 光固化立体造型(SL—Stereolithography,orSLA) 将计算机控制下的紫外激光按预定零件各分层截面的轮廓为轨迹对液态光敏树脂逐点扫描,被扫描的树脂薄层产生光聚合反应固化形成零件的一个截面, 再敷上一层新的液态树脂进行扫描加工,如此重复直到整个原型制造完毕[3]。这种方法的特点是精度高、表面质量好,能制造形状复杂、特别精细的零件,不足是设备和材料昂贵,制造过程中需要设计支撑。 (2) 分层实体制造(LOM—Laminated Object Manufacturing) LOM工艺是根据零件分层得到的轮廓信息用激光切割薄材,将所获得的层片通过热压装置和下面已切割层粘合,然后新的一层纸再叠加在上面,依次粘结成三维实体。LOM主要特点是设备和材料价格较低,制件强度较好、精度较高。Helisys公司研制出多种LOM工艺用的成型材料,可制造用金属薄板制作的成型件,该公司还开发基于陶瓷复合材料的LOM工艺。 (3) 选择性激光烧结(SLS —Se1ected Laser Sintering) SLS是采用激光有选择地分层烧结固体粉末,并使烧结成型的固化层层层叠加生成所需形状的零件。其整个工艺过程包括CAD模型的建立及数据处理、铺粉、烧结以及后处理等。SLS 最突出的优点在于它所使用的成型材料十分广泛。从理论上说,任何加热后能形成原子间粘结的粉末材料均可作为其成型材料[4]。目前,可成功进行SLS 成型加工的材料有石蜡、高分子、金属、陶瓷粉末和它们的复合粉末材料。由于SLS 成型材料品种多、用料节省、成型件性能分布广泛、适合多种用途以及SLS 无需设计和制造复杂的支撑系统,所以其应用越来越广泛。但是SLS 采用的是一种金属材料与另一种低熔点材料(可以是低熔点金属或有机粘接材料)的混合物,在加工过程中,低熔点材料熔化或部分熔化,但熔点较高的金属材料并不熔化,而是被熔化或部分熔化的低熔点材料包覆粘结在一起,形成的三维实体为类似粉末冶金烧结的坯件,实体存在一定比例孔隙,不能达到100%密度,力学性能也较差,常常还需要经过高温重熔或渗金属填补孔隙等后处理才能使用。 (4) 激光熔覆成形(LCF - Laser Cladding Forming) [5] LCF是指以不同的方式在基底合金表面上预置或同步送给所选择的熔覆材料,然后经激光照射使之与基底表层同时熔化,并快速凝固成稀释度低、与基底材料呈冶金结合的表面层,从而显著改变基底材料表层的耐磨、耐蚀、耐热及电气等特性的工艺方法。LCF是以激光为热源在基材的表面熔覆一层材料,形成与基体