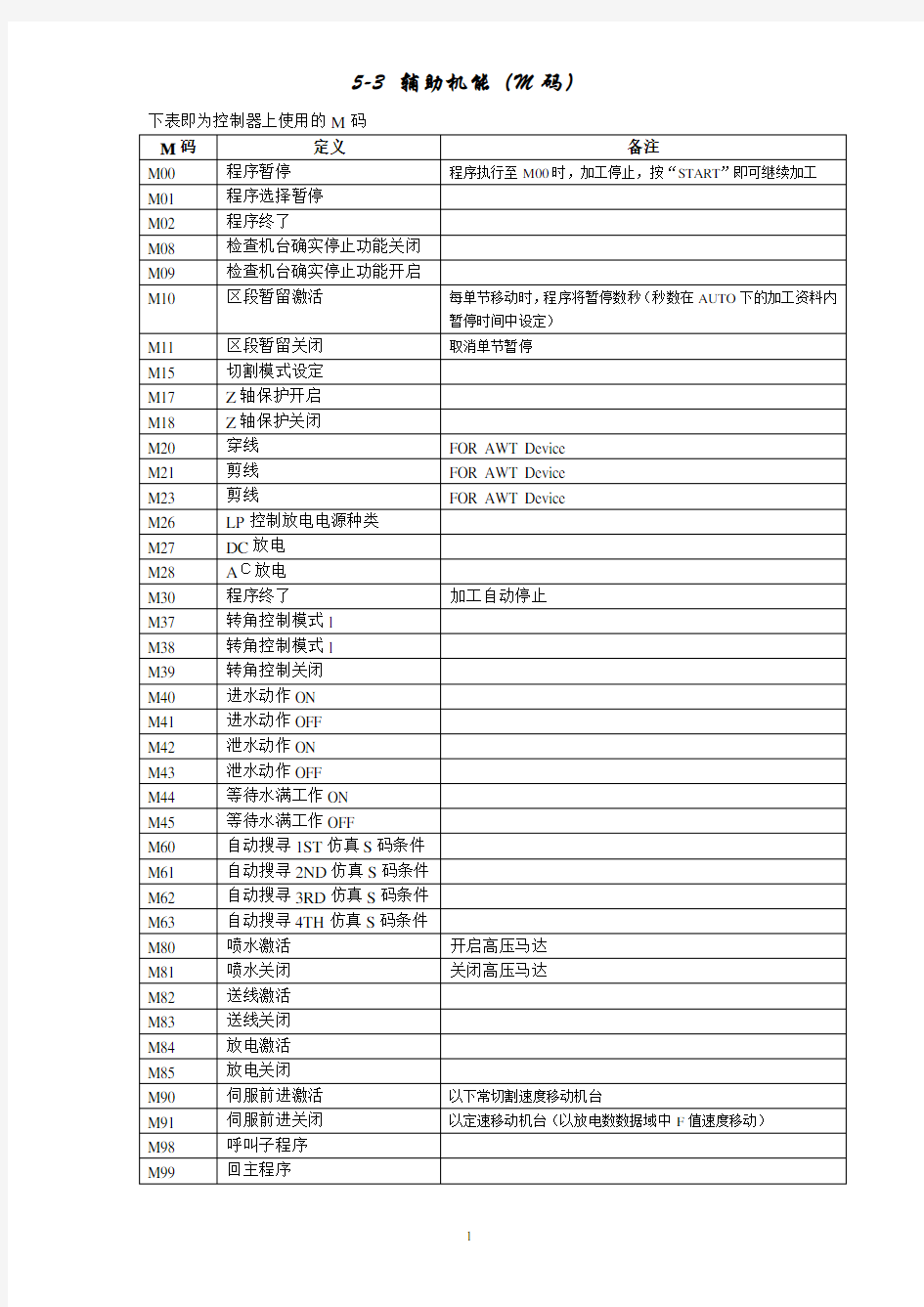
5-3 辅助机能(M码)
G码说明
1、G00快速定位
程序格式:
G00 X —Y—U—V—Z
此指令是机头以设定的速度移动定位至所指定的坐标,配合G91,G90其可用的相对坐标或绝对坐标方式的移动,U,V移动需在AUTO底下加工资料中的锥度方法高定为偏移时才能动作,Z轴移动以机械坐标为主,若目前Z轴位置低于程序设定的高度时机台会先移动Z轴,若反之则依程序移动。
2、G01直线
格式:
G01 X—Y—F—
此指令执行直线切割模式,若G94定速切割模式下,刀具由现在的位置以F值所指定的速率直线切割至01所指定的位置。使用此指令可与M码和S码使用。
3、G02、G03圆弧切割
程序格式:
G02 X—Y—I—J—F—
G03 X—Y—I—J—F—
或G02 /G03 X—Y—I—J—(R—)
R为正,代表小于180度的圆弧,反之为大于180度的圆弧
4、G04暂停
程序格式:
G04 P—;或G04 X—;
当控制系统读到此指令时,即暂停P或X值所设定的时间,但水,线,电不停,然后再继续进行下一各区段的指令,其范围从0.001—9999。999秒。常运用于尖角加工。
5、G22呼叫子程序/G23子程序结束
程序格式:
G22L—H—
其中L后的数值为所要呼叫的工件档案代号,H后数字代表由所呼叫子程序中指定的N 码行数开始执行。若无H指令,由子程序开头开始执行。
G22L—K—
其中K地址之数代表子程序旋转角度,(子程序的起点和终点需为相同点)
G22L—S—
S地址之数代表子程序放大倍率。
G22L—B—
B为控制器会将子程序镜射处理。
B值为0、不做镜射
1、X轴
2、Y轴
3、X、Y轴交换
G22L—K—P—
此功能,控制器将以程序零点为中心,多次旋转复制,P后的数字为复制次数,K为角度。
M02
即调用1820子程序以360度旋转并复制8次,停止。
注:1、扩展名的开头必需有英文字O;
2,子程序的文件名必须为全新的不可与旧有的程序名重复。
3、子程序内不可有M02指令,否则将无法使用重复呼叫的功能。
6、G37圆弧补正量修改机能
程序格式:
G37 X—
X为圆弧修改数值。
7、G40,G41,G42补正机能
程序格式:
G40……;
G41 D—(H—)(T—)…;
G42 D—(H—)(T—)…;
G40,线径补正取消
G41,线径补正偏左
G42,线径补正偏右
注:AUTO底下的F1补正值,即是D码,可用范围为D001—D999,而F2加工资料中的补
正值则是取D码中的D01—D12
AUTO底下的F3参数即为H码,可用范围为H001—H999,但其中H40,H100及H500—H550为内部参数请勿使用。
T码的输入方式为在T后直接输入补正数值(补正值的输入可为单边或双边补正值,0为单边补正,1为双边补正)
程序内没有的指定D码或H码时,计算机会依据参数设定自动读取D01或H01作为补正值补正值的算法:
补正值=线半径+放电间隙(单边补正时)
其中放电间隙关系到放电能量及水质,水温,加工物材料等所以并无一定值,建议以附送的加工资料为依据做加工调整
8、G92程序零点设定
程序格式:
G92 X—Y—(Z—)(I—)(K—)(S—)
Z:刀口位置,以工作台为基准
负。此值将存入锥度资料中。若无设定,Z,I,则以AUTO底下的加工资料设定
K:为程序旋转角度设定
S:为程序倍率设定
9、M98呼叫子程序
M98 P—L—
P为工件档案代号,L代表工件重复次数
M98 P—L—(K—)(Q—)
K代表程序放大倍率,Q代表子程序旋转角度。
放电资料参数简介
开路电压(OV:OPEN VOLTAGE)
一般无此功能。LP电压固定为90V—95V
多段LP电压选择,由0—15,0=70V,1=75V,2=80V, 3=85V, 4=90V, 5=95V, 6=100V, 7=105V, 8=110V, 9=115V, 10=120V, 11=125V, 12=130V, 13=135V, 14=140V, 15=145V。
70V—85V用于薄板加工2MM—20MM,100V—140V使用于厚板加工100MM—250MM。
精修回路(LP:LOW POWER)
此参数主要作为控制精割与精修动作,其范围0—15。LP=0:为粗割,而1—15为精修参数,其值越小代表能量越小,所以适用较薄的工件。
放电时间(ON:ON TIME)
主要控制放电时电流大小,其范围1—10,其值越大则输出电流越大,而切割速度越快,但其表面越粗造;反之则切割速度越慢,切割表面越精细
休止时间(OFF:OFF TIME)
控制放电休止时间大小,其范围7—50。其值越大则放电休止时间越长,放电越稳定,切割速度越慢。越不容易断线
短路放电时间(AN:ARC ON TIME)
控制放电时辅助电流大小,其范围1—7,其值越大则输出电流越大,而切割速度越快,但其切割表面越粗糙。
短路休止时间(AFF:ARC OFF TIME)
辅助放电休止时间大小,其范围3—50,其值越大则放电休止时间越长,而放电越稳定,但切割速度越慢,越不容易断线。
伺服参考电压(SV:SERVO VOLTAGE)
主要用在伺服进几时,高定间隙放电电压,,或防止加工太快时而造成短路现象:其范围:30V—75V
进给倍率(FR:FEEDRATE OVERRIDE)
用于微调进给速度,每增减一个单位,即增减所设定速度的0.1倍。其范围0—50。
线进给(WF:WIRE FEED)
本参数用于设定铜线的进给速度,每增减一个单位,即增减送线速度。其范围:0—15
线张力(WT:WIRE TENSION)
用于设定铜线的张力,每增减一个单位,即增减送线的张力。其范围:0—15
水流大小(WL:WATER FLOW)
控制水流大小,其范围:0—7
进几控制模式(FM:FEEDRATE MODE)
本参数为切割进几控制模式(伺服/固定)
固定时几之速度(F:FEEDRATE)为固定时之时几速度,其范围0——500