
vc n f ap 切削液
(m/min)
(转/min)(mm/r)
(mm)
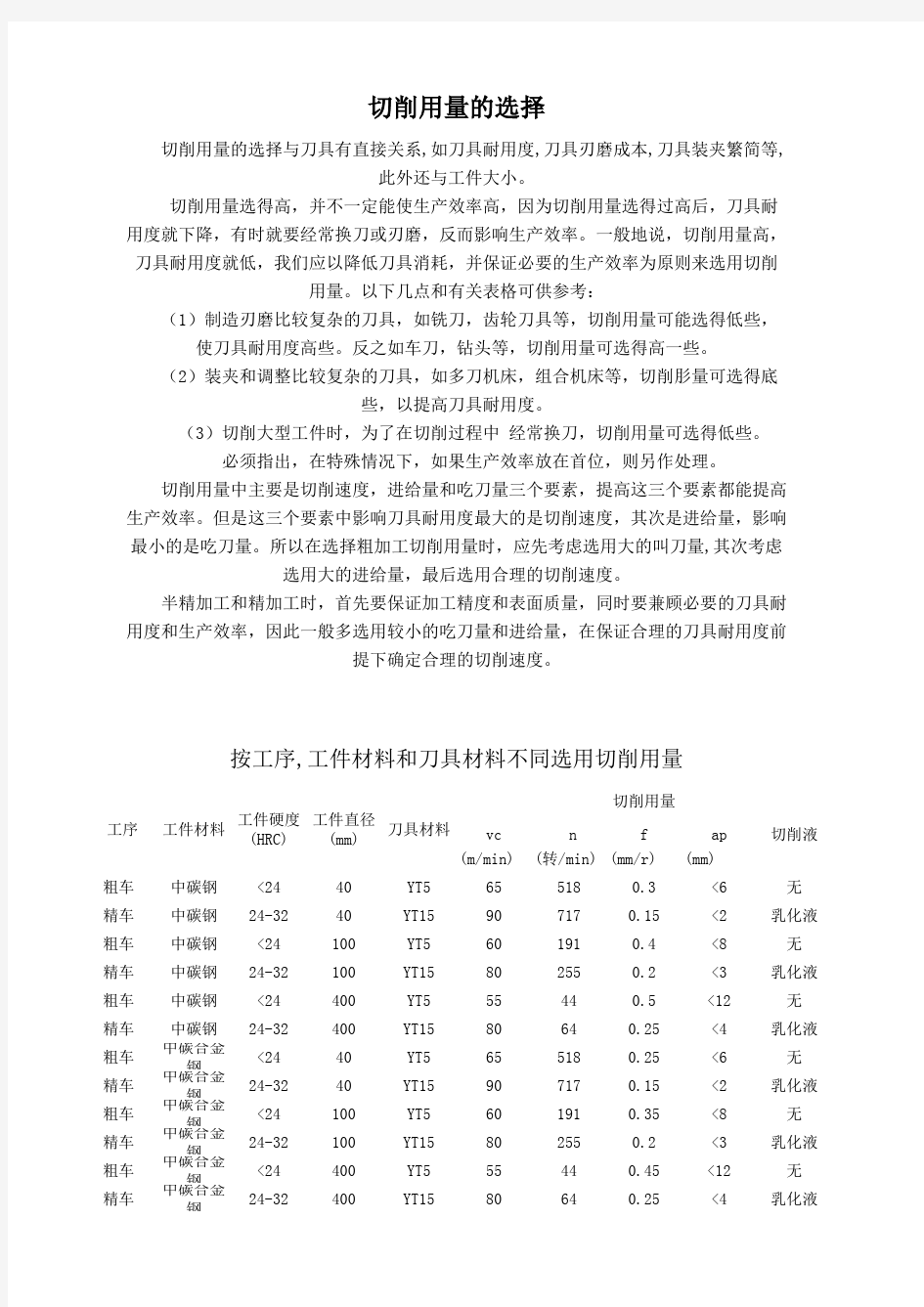
粗车中碳钢<2440YT5655180.3<6无精车中碳钢24-3240YT15907170.15<2乳化液粗车中碳钢<24100YT5601910.4<8无精车中碳钢24-32100YT15802550.2<3乳化液粗车中碳钢<24400YT555440.5<12无精车中碳钢24-32400YT1580640.25<4乳化液粗车中碳合金钢
<24
40YT5655180.25<6无精车中碳合金钢24-3240YT15907170.15<2乳化液粗车中碳合金钢
<24
100YT5601910.35<8无精车中碳合金钢24-32100YT15802550.2<3乳化液粗车中碳合金钢
<24
400YT555440.45<12无精车
中碳合金钢24-32
400
YT15
80
64
0.25
<4
乳化液刀具耐用度就低,我们应以降低刀具消耗,并保证必要的生产效率为原则来选用切削
切削用量的选择
切削用量的选择与刀具有直接关系,如刀具耐用度,刀具刃磨成本,刀具装夹繁简等,
此外还与工件大小。
切削用量选得高,并不一定能使生产效率高,因为切削用量选得过高后,刀具耐用度就下降,有时就要经常换刀或刃磨,反而影响生产效率。一般地说,切削用量高, 半精加工和精加工时,首先要保证加工精度和表面质量,同时要兼顾必要的刀具耐用量。以下几点和有关表格可供参考:
(1)制造刃磨比较复杂的刀具,如铣刀,齿轮刀具等,切削用量可能选得低些,
使刀具耐用度高些。反之如车刀,钻头等,切削用量可选得高一些。
(2)装夹和调整比较复杂的刀具,如多刀机床,组合机床等,切削肜量可选得底
些,以提高刀具耐用度。
(3)切削大型工件时,为了在切削过程中 经常换刀,切削用量可选得低些。
必须指出,在特殊情况下,如果生产效率放在首位,则另作处理。
切削用量中主要是切削速度,进给量和吃刀量三个要素,提高这三个要素都能提高生产效率。但是这三个要素中影响刀具耐用度最大的是切削速度,其次是进给量,影响最小的是吃刀量。所以在选择粗加工切削用量时,应先考虑选用大的叫刀量,其次考虑
选用大的进给量,最后选用合理的切削速度。
用度和生产效率,因此一般多选用较小的吃刀量和进给量,在保证合理的刀具耐用度前
提下确定合理的切削速度。
按工序,工件材料和刀具材料不同选用切削用量
工序
工件材料
工件硬度(HRC)工件直径
(mm)刀具材料
切削用量
vc n f ap 切削液
(m/min)
(转/min)(mm/r)
(mm)
滚齿
40Cr
28-32
108
涂层高速钢
17
50
0.47
m4
机油vc n
f ap 切削液
(m/min)
(次/min)(mm/r)
(mm)
插齿40Cr 24-27Y5150涂层高速钢190.41m5机油插齿40Cr 28-32Y5150涂层高速钢170.21m5机油插齿40Cr 24-27苏Y5180涂层高速钢220.4m6机油插齿
40Cr
28-32
苏Y5180涂层高速钢
20
0.25
m6
机油vc n f 钻头长度
切削液
(m/min)
(转/min)(mm/r)
L 钻孔中碳合金钢
<24
10高速钢165000.13L<150钻孔中碳合金钢24-3210高速钢124000.13L<150钻孔中碳合金钢
<24
20高速钢162500.13L<300钻孔中碳合金钢24-3220高速钢12200.16L<300钻孔中碳合金钢
<24
30高速钢151600.16L<450钻孔
中碳合金钢24-32
30
高速钢
11
120
0.25
L<450
按工序,工件材料和刀具材料不同选用切削用量
工序
工件材料
工件硬度(HRC)滚刀直径
(mm)刀具材料
切削用量
3m,4m,5m,6m,粗滚一刀精滚一刀计算,8m,10m粗滚二刀精滚一刀,12m,14m粗滚三刀精一刀,16m粗滚四刀.
精滚一刀
按工序,工件材料和刀具材料不同选用切削用量
工序
工件材料
工件硬度
(HRC)机床型号刀具材料
切削用量
线速/(插齿刀双行程长度)
插齿刀双行程长度=(插齿有效长度+切入切出长度)*2,切入切出长度定为60
按工序,工件材料和刀具材料不同选用切削用量
工序
工件材料
工件硬度(HRC)钻头直径
(mm)刀具材料
切削用量
说明:钻头长度大于直径15倍以上,进给量修正系数为约0.9-0.8,钻头长度小于直径10倍以下,
进给量修正系数约为1.1-1.3。
按工序,工件材料和刀具材料不同选用切削用量
vc n
f ap 切削液
(m/min)
(次/min)(mm/r)
(mm)
插削中碳合金钢<246018010200.3515乳化液插削中碳合金钢<247028010160.3515乳化液插削中碳合金钢<247042010120.3515乳化液插削中碳合金钢<248052010120.3515乳化液插削中碳合金钢
<24
906001080.3515乳化液插削中碳合金钢24-326018010200.1512乳化液插削中碳合金钢24-326028010160.1512乳化液插削中碳合金钢24-327042010120.1512乳化液插削中碳合金钢24-32805201080.1512乳化液插削
中碳合金钢24-32
90
600
10
8
0.15
12
乳化液注:插齿刀双行程长度=(插齿有效长度+切入切出长度)*2,切入切出长度定为60,
满足条件:工件有足够的空间,刀具材料为高速钢。
按工序,工件材料和刀具材料不同选用切削用量
工序
工件材料
工件硬度(HRC)刀杆直径(mm)插削长度(mm)切削用量