T/GDPRA XXX—20XX
食品纸包装用胶粘剂环保性能要求及检测方法
1范围
本文件规定了食品纸包装用胶粘剂环保性能的基本要求、环保要求、检测方法和标识要求。
本文件适用于食品纸包装用胶粘剂的生产、销售、使用、科研及测试等。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB4806.1食品安全国家标准食品接触材料及制品通用安全要求
GB5009.156食品安全国家标准食品接触材料及制品迁移试验预处理方法通则
GB9685食品安全国家标准食品接触材料及制品用添加剂使用标准
GB18583室内装饰装修材料胶粘剂中有害物质限量
GB31604.1食品安全国家标准食品接触材料及制品迁移试验通则
GB31604.8食品安全国家标准食品接触材料及制品总迁移量的测定
GB31604.9食品安全国家标准食品接触材料及制品食品模拟物中重金属的测定
GB31604.30食品安全国家标准食品接触材料及制品邻苯二甲酸酯的测定和迁移量的测定
GB33372-2020胶粘剂挥发性有机化合物限量
GB/T32448胶粘剂中可溶性重金属铅、铬、镉、钡、汞、砷、硒、锑的测定
3基本要求
3.1环保性能应符合GB4806.1的规定。
3.2应尽量降低胶粘剂中的物质残留在食品上的量和迁移到食品中的量。
3.3应符合相应的其它质量规格要求。
4原料要求
T/GDPRA XXX—20XX
4.1食品纸包装用胶粘剂使用的添加剂应符合GB9685的规定。
4.2不应添加铜、铬、铅、镉、汞、砷、钡、锡、锑。
4.3不应使用烷基酚聚氧乙烯醚、邻苯二甲酸酯、甲醛。
4.4不应使用苯、甲苯、二甲苯、乙苯、甲醛。
5感官要求
5.1色泽正常,无异臭、不洁物等。
5.2迁移试验所得浸泡液无明显着色、浑浊、沉淀、异臭等感官性的劣变。
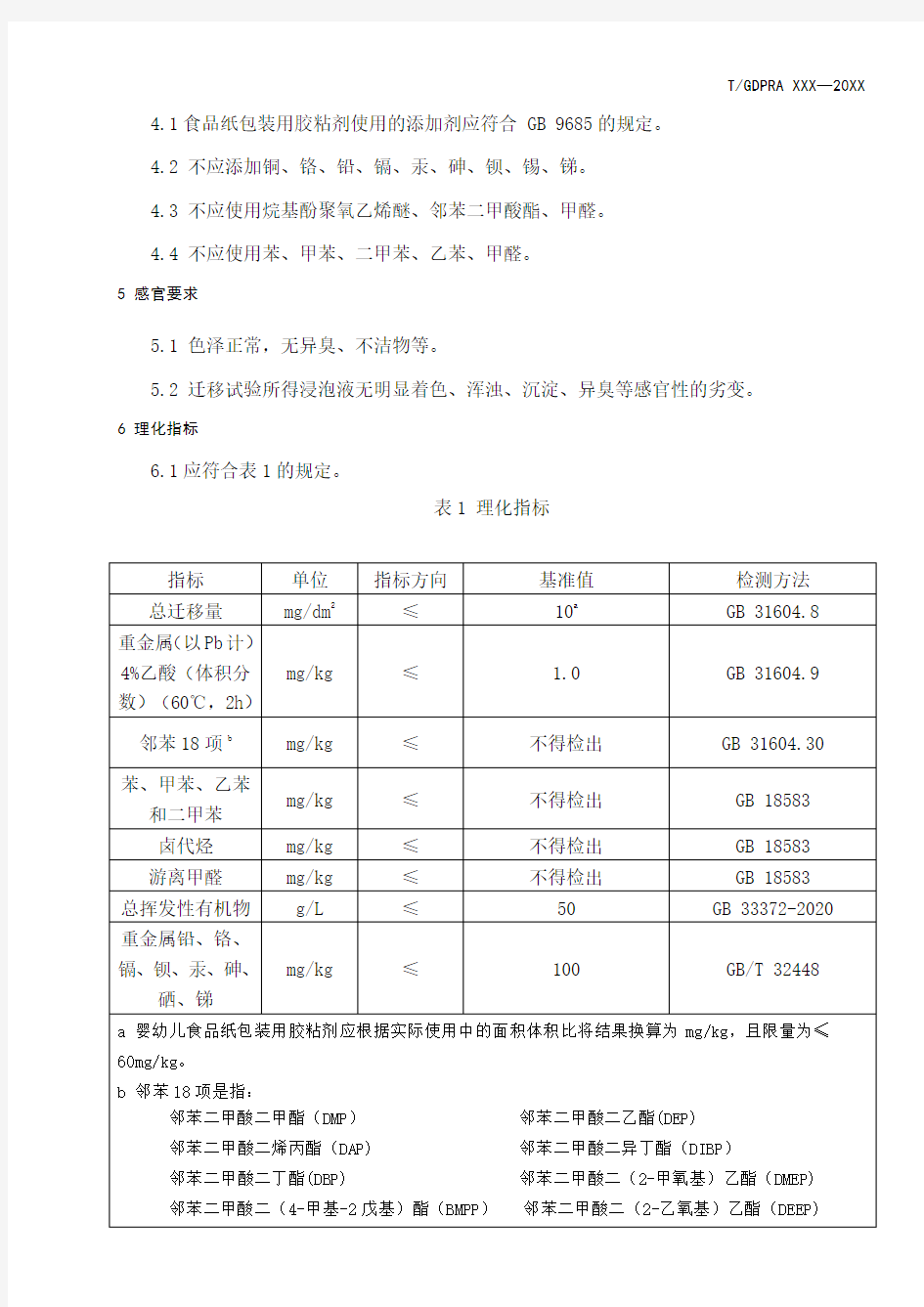
6理化指标
6.1应符合表1的规定。
表1理化指标
指标单位指标方向基准值检测方法
总迁移量mg/dm2≤10a GB31604.8
重金属(以Pb计)
mg/kg≤ 1.0GB31604.9
4%乙酸(体积分
数)(60℃,2h)
邻苯18项b mg/kg≤不得检出GB31604.30
苯、甲苯、乙苯
mg/kg≤不得检出GB18583和二甲苯
卤代烃mg/kg≤不得检出GB18583
游离甲醛mg/kg≤不得检出GB18583
总挥发性有机物g/L≤50GB33372-2020
重金属铅、铬、
mg/kg≤100GB/T32448
镉、钡、汞、砷、
硒、锑
a婴幼儿食品纸包装用胶粘剂应根据实际使用中的面积体积比将结果换算为mg/kg,且限量为≤
60mg/kg。
b邻苯18项是指:
邻苯二甲酸二甲酯(DMP)邻苯二甲酸二乙酯(DEP)
邻苯二甲酸二烯丙酯(DAP)邻苯二甲酸二异丁酯(DIBP)
邻苯二甲酸二丁酯(DBP)邻苯二甲酸二(2-甲氧基)乙酯(DMEP)
邻苯二甲酸二(4-甲基-2戊基)酯(BMPP)邻苯二甲酸二(2-乙氧基)乙酯(DEEP)
T/GDPRA XXX—20XX
邻苯二甲酸二戊酯(DPP)邻苯二甲酸二己酯(DHXP)
邻苯二甲酸丁苄酯(BBP)邻苯二甲酸二(2-丁氧基)乙酯(DBEP)邻苯二甲酸二环己酯(DCHP)邻苯二甲酸二(2-乙基)己酯(DEHP)
邻苯二甲酸二苯酯(DPhP)邻苯二甲酸二正辛酯(DnOP)
邻苯二甲酸二异壬酯(DINP)邻苯二甲酸二壬酯(DNP)
6.2其它理化指标应符合GB9685对胶粘剂中受限物质的相关限量要求。
7检验方法
7.1理化指标
应按表1中规定的方法检测。
7.2迁移试验
应按GB31604.1和GB5009.156的规定执行。
8标识要求
应符合GB4806.1的规定。
9.参考文献
[1]HJ2541环境标志产品技术要求胶粘剂
附件 化学药品注射剂与药用玻璃包装容器相容性研究技术指导原则(试行) 一、概述 本指导原则主要针对注射剂与玻璃包装容器的相容性研究进行阐述,旨在指导药品研发及生产企业系统、规地进行药品与玻璃包装容器的相容性研究,在药品研发期间对药用玻璃(以下简称玻璃)包装容器进行选择,并在整个研发过程中对化学药品注射剂包装系统的适用性进行确认,最终选择和使用与药品具有良好相容性的玻璃包装容器,避免因药用包装容器可能导致的安全性风险。 本指导原则是在现行法规和标准体系以及当前认知水平下制定的,遵循了《直接接触药品的包装材料和容器管理办法》(食品药品监督管理局令第13号),沿用/参考了原食品药品监督管理局发布的《化学药品注射剂与塑料包装材料相容性研究技术指导原则(试行)》(国食药监注〔2012〕267号)的思路,借鉴了国外相关的指导原则及有关专著,重点突出了注射剂与玻璃包装容器相关的相容性研究容。随着相关法规的不断完善以及药物研究技术要求的提高,本指导原则将不断修订并完善。
本指导原则主要阐述了注射剂与玻璃包装容器的相容性研究,其他剂型与玻璃包装容器的相容性研究不在本指导原则中详述,另外,玻璃包装容器常与胶塞等组件配合使用,药品研发及生产企业可参照相关指导原则的基本思路,开展制剂与玻璃包装容器其他组件及材料(如胶塞等)的相容性研究。 本指导原则是基于目前认知的考虑,其他法如经验证科学合理也可采用。 二、相容性研究的考虑要点 2.1 玻璃的分类 目前,中国参考ISO 12775:1997(E)分类法,根据三氧化二硼(B2O3)含量和平均线热膨胀系数(Coefficient of Mean Linear Thermal Expansion,简称COE)的不同将玻璃分为两类:即硼硅玻璃和钠钙玻璃,其中将硼硅玻璃又分为高硼硅玻璃、中硼硅玻璃、低硼硅玻璃,如附件1所示。 美国、欧洲以及日本对玻璃的分类与我国不同,但其分类思路基本一致,如附件2所示。 2.2 注射剂与玻璃包装容器可能发生的相互作用 2.2.1玻璃容器的化学成分与生产工艺 一般来说,药用玻璃通常包含二氧化硅、三氧化二硼、三氧化二铝、氧化钠、氧化钾、氧化钙、氧化镁等成分。每种成分比例并不恒定,在一定围波动。不同玻璃生产企业的玻璃化学组成
瓦楞纸板五项性能测试方法 瓦楞纸板五项性能测试方法 瓦楞纸板和瓦楞纸箱的边压强度、耐破强度、戳穿强度、粘合强度和抗压试验等五项性能测试方法。 性能测试必须对所以试样进行前处理。就是将试样放在温度23℃±2℃,湿度50%±5%的恒温恒湿的环境里处理24小时后作试验。 一、边压强度的测试 仪器:BF-F-200A压缩试验仪,又名微电脑边压强度试验机,边压强度试验机,边压试验机,微电脑环压强度试验机,环压强度试验机,环压试验机 在瓦楞方向上,一定厚度(25mm)的瓦楞纸板,单位长度所能承受的垂直均匀增大的力,称为瓦楞纸板的边压强度。 边压强度的单位是:N/m。 从三个样箱上各取三块规格为100mm±0.5mm×25mm±0.5mm,无印刷、无机械压痕、破损的试样共九块。 边压强度测试的仪器是压缩强度试验仪 BF-F-200A试验机的主要参数是: 测量范围:0-3000N 准确度:±1% 显示值相对变动值:<1% 最小读数值:1N 上压板下降速度:12.5mm<min 下压板板面尺寸:120mm×120mm 边压强度的测试方法是将试样置于试验仪下压板正中间,使试样的瓦楞方向垂直于两压板,用导块支持试样,使试样的表面垂直于压板,开动试验仪施加压力。当加压接近50N时移开导块,直至试样压坏,记录试样所能承受的最大压力。读数要求精确至1N。 对测试结果,求出算术平均值,并按下列公式计算出边压强度。 R=F×1000÷L 式中:R-边压强度单位N/m; F-试样承受最大压力N; L-试样长边尺寸mm。 边压强度的单位是N/m,而试样的长边尺寸为100mm,这就需要进行数据处理。首先把100mm转换为0.1m,按上述公式计算。假设测试中试样承受的最大压力算术平均值为680N,经过数据处理就是: 680N/0.1m=6800N/m 那么,按上述公式列出,该试样的边压强度值为:6.80×103N/m 瓦楞纸板的边压强度直接影响瓦楞纸箱的支撑强度。而瓦楞纸板的生产工艺,瓦楞纸板的结构、楞形、粘合剂的质量等因素都能影响瓦楞纸板的边压强度。 二、耐破强度的测试 仪器:BF-B-100破裂强度试验机,又名耐破度仪,电子式破裂强度试验机,耐破度试验机,破裂强度试验机,耐破度仪,电子式破裂强度试验机,耐破度试验机,破裂强度试验机
《671》包装容器——性能检测 本章规定了用来包装的塑料容器及其组件功能性质上的标准(药品、生物制剂、营养补充剂和医疗器械),定义了保存、包装、存储和标签方面的凡例与要求。本文提供的试验用于确定塑料容器的透湿性和透光率。盛装胶囊和片剂的多单元容器章节适用于多单元容器。盛装胶囊和片剂的单位剂量容器章节适用于单位剂量容器。盛装胶囊和片剂的多单元容器(没有密封) 的章节适用于没有密封的聚乙烯和聚丙烯容器。盛装液体的多元和单元容器的章节适用于多元的和单元的容器。 一个容器想要提供避光保护或作为一个符合耐光要求的容器,由具有耐光的特殊性质的材料组成,包括任何涂层应用。一个无色透明或半透明的容器通过一个不透明的外壳包装变成耐光的(见凡例和要求 ),可免于对光的透射要求。在多单元容器和封盖与水泡的单位剂量容器由衬垫密封情况下,此处使用的术语“容器”指的是整个系统的组成。 盛装胶囊和片剂的多元容器 干燥剂——放置一些颗粒4—8目的无水氯化钙在一个浅的容器里,仔细剔除细粉,然后置于110°干燥,并放在干燥器中冷却。 试验过程——挑选12个类型和尺寸一致的容器,用不起毛的毛巾清洁密闭表面,并打开和关闭每个容器30次。坚决每次应用容器密闭一致。通过扭矩关闭螺旋盖容器,使气密性在附表规定的范围内。10个指定的测试容器添加干燥剂,如果容器容积大于等于20mL,每个填充13mm以内封闭;如果容器的容积小于20毫升,每个填充容器容量的三分之二。如果容器内部的深度超过63mm,惰性填料或垫片可以放置在底部来最小化容器和干燥剂的总重量;干燥剂层在这样一个容器中深度不低于5cm。添加干燥剂之后,立即按附表中规定的扭矩封闭螺旋帽容器。剩余的2个指定为对照容器,每个添加足够数量的玻璃珠,重量约等于每个测试容器的重量,并用附表中规定的扭矩封闭螺旋帽容器。记录各个容器的重量,如果容器的容积小于20毫升,精确到0.1毫克;如果容器容积为20毫升或以上但小于200毫升,精确到毫克;如果容器容积为200毫升及以上,精确到厘克(10毫克);在相对湿度75±3%和温度23±2°的环境下存储。[注意——浓度为35g/100mL的氯化钠溶液放在干燥器底部的渗透系统来维持指定湿度。其他的方法可以用来维护这些条件。] 336±1小时(14天)后,用同样的办法记录每个容器的重
序号标准号名称 1 GB/T 330 2 - 2009 日用陶瓷器包装、标志、运输、贮存规则 2 GB/T 3532 - 2009 日用瓷器 3 GB/T 4456 - 2008 包装用聚乙烯吹塑薄膜 4 GB 4544 - 1996 啤酒瓶 5 GB/T 4768 - 2008 防霉包装 6 GB 4803-94 食品容器、包装材料用聚氯乙烯树脂卫生标准 7 GB 4804-84 搪瓷食具容器卫生标准 8 GB 4805-84 食品罐头内壁环氧酚醛涂料卫生标准 9 GB 4806.1-94 食品用橡胶制品卫生标准 10 GB 4806.2-94 橡胶奶嘴卫生标准 11 GB 4808 食品用高压锅密封圈卫生标准 12 GB/T 4879 - 1999 防锈包装 13 GB 5369 - 2008 船用饮水舱涂料通用技术条件 14 GB/T 5737-1995 食品塑料周转箱 15 GB/T 5738-1995 瓶装酒、饮料塑料周转箱 16 GB 7105-86 食品容器过氯乙烯内壁涂料卫生标准 17 GB 7189-1994 食品用石蜡 18 GB 8058-2008 陶瓷烹调器铅镉溶出量允许极限和检测方法 19 GB/T 8946-1998 塑料编织袋 20 GB/T 8947-1998 复合塑料编织袋 21 GB 9106-2001 包装容器铝易开盖两片罐 22 GB 9680-1988 食品容器漆酚涂料卫生标准
23 GB 9681-1988 食品包装用聚氯乙烯成型品卫生标准 24 GB 9682-1988 食品罐头内壁脱膜涂料卫生标准 25 GB 9683-1988 复合食品包装袋卫生标准 26 GB 9684-1988 不锈钢食具容器卫生标准 27 GB 9685-2008 食品容器、包装材料用添加剂使用卫生标准 28 GB 9686-1988 食品容器内壁聚酰胺环氧树脂涂料卫生标准 29 GB 9687-1988 食品包装用聚乙烯成型品卫生标准 30 GB 9688-1988 食品包装用聚丙烯成型品卫生标准 31 GB 9689-1988 食品包装用聚苯乙烯成型品卫生标准 32 GB 9690-2009 食品容器,包装材料用三聚氰胺-甲醛成型品卫生标准 33 GB 9691-1988 食品包装用聚乙烯树脂卫生标准 34 GB 9692-1988 食品包装用聚苯乙烯树脂卫生标准 35 GB 9693-1988 食品包装用聚丙烯树脂卫生标准 36 GB/T 10002.1-2006 给水用硬聚氯乙烯(PVC-U)管材 37 GB/T 10002.2-2006 给水用硬聚氯乙烯(PVC-U)管件 38 GB/T10003-2008 普通用途双向拉伸聚丙烯薄膜 39 GB/T10004-2008 包装用塑料复合膜、袋干法复合、挤出复合 40 GB/T 10440-2008 圆柱形复合罐 41 GB 10442-1989 夹链自封袋 42 GB 10457-2009 聚乙烯自粘保鲜膜 43 GB/T 10811-2002 釉下(中)彩日用瓷器 44 GB/T 10812-2002 玲珑日用瓷器 45 GB/T 10813.4-1989 食用青瓷包装容器
玻璃包装材料
玻璃包装材料 (4) 玻璃的原料 (4) 玻璃的结构 (7) 玻璃的主要性能 (8) 玻璃的热性能 (8) ⑴热膨胀性 (8) ⑵影响玻璃导热性的因素 (9) 热冲击强度 (10) ⑴热冲击强度定义 (10) ⑵壁厚对热冲击强度的影响 (10) 力学性能 (11) ⑴玻璃的强度 (11) ⑵玻璃容器的包装强度 (13) ⑶影响玻璃瓶强度的主要因素 (15) 玻璃包装容器的制造 (18) ⑴吹制法 (18) ⑵拉制法 (18)
玻璃包装材料 玻璃由无机材料熔融冷却而成。我国关于玻璃的定义为:玻璃是介于晶态和液态之间的一种特殊状态,由熔融体过冷而得,其内能和构形熵高于相应的晶态,其结构为短程有序和长程无序,型脆透明。 作为包装材料,玻璃具有一系列非常可贵的特性: ⑴透明; ⑵坚硬耐压; ⑶优良的阻隔、耐蚀、耐热和光学性能; ⑷成型方法多,成型包装容器形状、大小各异; ⑸原料来源丰富,价格相对较低。 ⑹可回收利用。 玻璃材料的不足主要 ⑴耐冲击性能低,易碎; ⑵比重高,2.2~2.5; ⑶熔制玻璃时能耗较高。 玻璃一直是食品工业、化工工业、文教用品、医药卫生等行业的常用包装材料。 玻璃的原料 主要原料 各种氧化物原料,对玻璃的结构、物理和化学性质起主要作用。
辅助原料: 改善玻璃性能的添加料。 按氧化物的性质分: ⑴酸性氧化物原料 ⑵碱金属氧化物原料 ⑶碱土金属氧化物原料 ⑷二价、多价金属氧化物原料 按氧化物在玻璃结构中的作用分: ⑴玻璃形成体(网络形成体)氧化物原料:单独形成玻璃。 ⑵玻璃中间体氧化物原料:在一定条件下形成玻璃。 ⑶玻璃改变体(网络体外)氧化物原料:改变玻璃性质。 玻璃形成体氧化物原料 ⑴玻璃形成氧化物原料 二氧化硅(2SiO )和氧化硼(32O B ) 硅砂(石英砂) 组成:由石英岩、长石和其他岩石分解而成,主要成分为二氧化硅(2SiO )。此外,还含有32O Al 、CaO 、MgO 、O Na 2、O K 2、32O Fe 等 少量杂质。 32O Fe 有害,使玻璃着色,降低玻璃的透明度。
包装材料塑料薄膜性能的测试方法 包装材料塑料薄膜性能的测试方法 信息来源:软包装 在塑料包装材料中,各种塑料薄膜、复合塑料薄膜具有不同的物理、机械、耐热以及卫生性能。人们根据包装的不同需要,选择合适的材料来使用。如何评价包装材料的性能呢?国内外测试方法有很多。我们应优先选择那些科学、简便、测量误差小的方法。优先选择ISO国际标准、国际先进组织标准,如ASTM、TAPPI等和我国国家标准、行业标准,如BB/T标准、QB/T标准、HB/T标准 等等。 笔者在从事检验工作中,使用过一些检测方法,下面向大家简单介绍一下。 规格、外观 塑料薄膜作为包装材料,它的尺寸规格要满足内装物的需要。有些薄膜的外观与货架效果紧密相连,外观有问题直接影响商品销售。而厚度又是影响机械性能、阻隔性的因素之一,需要在质量和成本上找到最优化的指标。因此这些指标就会在每个产品标准的要求中作 出规定,相应的要求检测方法一般有: 1.厚度测定 GB/T6672-2001《塑料薄膜和薄片厚度测定 机械测量法》该非等效采用ISO4593:1993《塑料-薄膜和薄片-厚度测定-机械测量法》。适用于薄膜和薄片的厚度的测定,是采用机械法测量即接触法,测量结果是指材料在两个测量平面间测得的结果。测量面对试样施加的负荷应在0.5N~1.0N之间。该方 法不适用于压花材料的测试。 2.长度、宽度 GB/T 6673-2001《塑料薄膜与片材长度和宽度的测定》非等效采用国际标准ISO4592:1992《塑料-薄膜和薄片-长度和
宽度的测定》。该标准规定了卷材和片材的长度和宽度的基准测量方法。 塑料材料的尺寸受环境温度的影响较大,解卷时的操作拉力也会造成材料的尺寸变化。测量器具的精度不同,也会造成测量结果的差异。因此在测量中必须注意每个细节,以求测量的结果接近真值。 标准中规定了卷材在测量前应先将卷材以最小的拉力打开,以不超过5m的长度层层相叠不超过20层作为被测试样,并在这种状 态下保持一定的时间,待尺寸稳定后在进行测量。 3.外观 塑料薄膜的外观检验一般采取在自然光下目测。外观缺陷在GB/T 2035《塑料术语及其定义》中有所规定。缺陷的大小一般需用 通用的量具,如钢板尺、游标卡尺等等进行测量。 物理机械性能 1.塑料力学性能——拉伸性能 塑料的拉伸性能试验包括拉伸强度、拉伸断裂应力、拉伸屈服应力、断裂伸长率等试验。 塑料拉伸性能试验的方法国家标准有几个,适用于不同的塑料拉伸性能试验。 GB/T 1040-1992《塑料拉伸性能试验方法》一般适用于热塑性、热固性材料,这些材料包括填充和纤维增强的塑料材料以及塑 料制品。适用于厚度大于1mm的材料。 GB/T13022-1991《塑料薄膜拉伸性能试验方法》是等效采用国际标准ISO1184-1983《塑料薄膜拉伸性能的测定》。适用于塑料薄膜和厚度小于1mm的片材,该方法不适用于增强薄膜、微孔片材、微孔膜的拉伸性能测试。 以上两个标准中分别规定了几种不同形状的试样,和拉伸速度,可根据不同产品情况进行选择。如伸长率较大的材料,不宜采用太宽的试样;硬质材料和半硬质材料可选择较低的速度进行拉伸试验,软质材料选用较高的速度进行拉伸试验等等。 2.撕裂性能 撕裂性能一般用来考核塑料薄膜和薄片及其它类似塑料材料抗撕裂的性能。 GB/T 16578-1996《塑料薄膜和薄片耐撕裂性能试验方法裤形撕裂法》是等效采用国际标准ISO 6383-1:1983《塑料-薄膜和薄片-耐撕裂性能的测定
食品安全国家标准 食品添加剂生产通用卫生规范 (送审稿) 发布实施
食品安全国家标准 食品添加剂生产通用卫生规范 范围 本标准规定了食品添加剂生产过程中原料采购、加工、包装、贮存和运输等环节的场所、设 施、人员的基本要求和管理准则。 本标准适用于各类食品添加剂的生产, 如确有必要制定某类食品添加剂的专项卫生规范,应当以本标准作为基础。 基本要求 生产工艺和生产过程应符合相应的国家标准、法规和其他相关规定。 企业应建立、实施并遵守有效的安全控制体系,以确保产品符合相应的食品安全要求。 产品质量应符合相关标准要求,在保质期内产品应保持应具有的功能性。产品的标识应符合相应的国 家标准、法规和其他相关规定。 采用食品原料生产的食品添加剂、酶制剂、复配食品添加剂、食品用香精生产企业的选址、厂区 环境、厂房和车间、设施与设备、卫生管理要求应符合的相关要求。附录适用于产品标准中有微 生物控制要求的食品添加剂以及酶制剂类食品添加剂生产过程的微生物监控。 鼓励可用管理的食品添加剂生产企业按照要求进行管理。 选址 应选择地势干燥、水源充足、交通便利,不影响周围居民生活和安全的区域。 不应选择对产品有显著污染的区域。 厂区环境 厂区环境应整洁卫生。 厂区应合理布局,生产区、生活区等各功能区域划分明显,并有适当的分离或分隔措施,防止交叉污染。 厂区内的道路应硬化。 企业应根据情况制定预防虫害控制程序,采取有效措施防止虫害的孳生。 厂区应有适当的排水系统,排污沟渠等设施应保持畅通。 企业应根据情况制定废弃物存放和清除制度,废弃物的存放不应对产品生产造成污染,有特殊要求的废弃物其处理方式应符合有关规定。 生产区不得生产和存放有碍产品卫生的其他物品。 厂房和车间 厂房的面积和空间应与生产能力相适应,应根据产品特点和工艺要求设置生产场所、包装场所、 仓库、检验场所等生产用房,便于设备安置、清洁消毒、物料存储及人员操作。 厂房和车间的内部设计和布局应满足产品生产操作要求,建筑物、设备布局与工艺流程三者衔接 合理,既能保证生产的连续性且能防止生产中或工序间发生交叉污染。 1 / 6
包装测试方法与标准 1.为什要做测试? 1.1.评估易碎产品的包装在运输过程中所承受各种危险的能力。 1.2.提高产品品质及其竞争力,特别是来自世界低成本生产地区的产品 2.有那些包装测试标准及组织: 2.1.ISTA(InternationalSafeTransitAssociation),即国际安全运输协会。是一个国 际性的非牟利组织,其前身是NSTA-美国国家安全运输协会,目前在全世界的会员已有数百家知名的货运公司和实验室。它一直致力于协助会员开发有效的包装、方法、后勤系统等,以提高产品的运输包装安全性能,从而防止或减少产品的在运输和搬运过程中遇到的损失。该组织已经发布了一系列的标准以及测试程序和测试项目等文件,作为对运输包装的安全性能进行评估的统一依据。 ★测试标准:IATA-1A,1B,1C,2A,3D,3E,等等。 ★测试标准:NMFTA-Rule181家具包装测试。 ★测试标准:FedEx包装测试. ★测试标准:ASTMD4169,ASTMD5276,等等。 3.使用那些国家标准及测试方法 3.1.ISTA ★测试标准:ISTA-1A1C,2A 3.2.NMFTA ★测试标准:NMFTA-Rule181家具包装测试。 3.3.FedExRev.02/00 ★修改后的FedEx包装测试 3.4.修改后的包装产品运输测试 ★栈板包装测试,修改后的ISTA测试 3.ISTA3A-Modified简介 ISTA3A是给快递系统运输(空运或陆运)的独立包装所设定的普遍模拟测试,测试大概分为四种不同的独立包装类型:标准型包装,小型包装,细长型包装。 4.包装类型定义? 4.1.标准型包装:除小型及细长型包装以外的产品包装。 4.2.小型包装:体积小于800立方英寸;最长尺寸不大于14英寸;重量不大于10 磅。 4.3.扁平型包装:最短尺寸不大于8英寸;其他两个尺寸为最小尺寸的四倍或四倍 以上;体积不小于800立方英寸 4.4.细长型包装:最长尺寸不小于36英寸;其他两个尺寸是最长尺寸的1/5或更小。 5.测试过程 5.1.测量 一般纸箱的尺寸: 以纸箱外表面为例,尺寸以英寸为单位:长×宽×高(MM/M) 长是外围的长边 宽是外围的短边 高是两端外围之间的距离 测量纸箱重量,单位为磅(千克)
1.一般说来,测试系统由传感器、中间变换装置和显示记录装置三部分组成。 2.按照实验目的分类,包装试验分为对比实验、评价实验和探索实验三种类型。 3.包装材料及包装容器的试验结果通常采用定性和定量两种方法。 4.平滑度是指纸张表面是否均匀、平整、光滑的程度。 5.我国包装试验标准主要有国家标准(GB)、国家军用标准和专业(部)标准三种。 6.采集试样选取单元为整批商品包装单位的3%~5%,每隔一定时间取一次试样。 7.透湿度是指薄片材质两面保持一定的蒸汽压力差,在一定温湿度下,水蒸气24 h透过1m2试样的质量。 8.水冲强度测试是指玻璃瓶因水冲效应引起的破坏力。 9.偏光法是把试样瓶放入两个偏振片的中间,通过观察视场的亮度变化来确定试样瓶的应力等级。 10.根据测量数据中的误差所呈现的规律,将误差分为系统误差、随机误差和粗大误差11按照实验目的分类,包装试验分为对比实验、评价实验和探索实验三种类型。 12.包装试验设计包括确定试验方法和确定试验强度两个部分。 13.对包装件的试验结果评定大多采用定性方法。 14.白度是白色或接近白色的试样表面对蓝光的反射率。 15.厚度是纸与纸板厚薄的量度,它指在一定单位面积压力下,纸或纸板两个表面间的垂直距离。 16.透湿度是指薄片材质两面保持一定的蒸汽压力差,在一定温湿度下,水蒸气24 h透过1m2试样的质量。 17.裂断长是指一定宽度纸条在本身质量的重力作用下被拉断时所需的长度。 18.玻璃瓶罐的垂直轴偏差是指瓶口的中心到通过瓶底中心垂线的水平偏差。 19.蠕变是指在保持恒定的静态压力下,材料沿厚度方向的变形随时间的延长而逐渐增加的一种现象。 20.根据测量数据中的误差所呈现的规律,将误差分为系统误差、随机误差和粗大误差。 21.包装试验是对包装材料、包装容器的防护质量及包装方法作出评价而进行的各种专门的试验。 22.粗糙度是指在一定压力下试样与平面金属环接触,金属环内通入一定压力的空气,从试样面和金属环面之间流出的空气量,单位是mL/min。 23.泄漏试验是根据被测塑料瓶的容量规格,在瓶内注入相应容量的水,按实际包装状态将瓶口封严。
中华人民共和国国家标准 软包装件密封性能试验方法 GB/T 15171-94 Test method for leaks in sealed flexible packages 1主题内容与适用范围 本标准规定了软包装件密封性能的试验方法。 本标准适用于各种材料制成的密封软包装件试验。 2试验目的 本标准可用作以下目的之一的试验: a.比较和评价软包装件的密封工艺及密封性能; b.为确定软包装件密封性能的技术要求提供有关依据; c.试验经跌落、耐压等试验后软包装件的密封性能等。
3术语 3.1软包装件 需具有密封性能的软包装件,其所用包装材料不得有各种针孔、裂口及封口处未封和开封等影响密 封性能的缺陷。 3.2密封性能 软包装件防止其他物质进入或内装物逸出的特性。 4试验原理 4.1方法一 此方法用于在水的作用下,外层材料的性能在试验期间不会显着降低的包装件,如外层采用塑料薄 膜的包装件。 通过对真空室抽真空,使浸在水中的试样产生内外压差,观测试样内气体外逸
或水向内渗入情况, 以此判定试样的密封性能。 4.2方法二 此方法用于在水的作用下,外层材料的性能在试验期间会显着降低的包装件,如外层采用纸质材料 的包装件。 方法二分A、B两种方法,仲裁检验用方法A。 4.2.1方法A 将试样内充入试验液体,封口后将试样置于滤纸上,观察试验液体从试样内向外的泄漏情况。 4.2.2方法B 通过对真空室抽真空,使试样产生内外压差,观测试样膨胀及释放真空后试样形状的恢复情况,以
此判定试样的密封性能。 国家技术监督局1994-08-16批准1995-03-01实施 GB/T 15171-94 5试验装置 试验装置应包括以下部分: 5.1真空室:由透明材料制成的能承受100 kPa压力的真空容器和密封盖组成。 真空容器用于盛放试验液体和试验样品;密封盖用于密封真空室。抽真空时,密封盖应能保证真空 室的密闭性。 试验时,真空室内所能达到的最大真空度应不低于95 kPa,并能在30~60 s 由正常大气压力达到 该真空度。
(五)容器产品生产许可审查细则 1. 发证产品范围 本审查细则适用于聚酯(PET)无汽饮料瓶、聚对苯二甲酸乙二醇酯(PET)碳酸饮料瓶、热罐装用聚对苯二甲酸乙二醇酯(PET)瓶、聚碳酸酯(PC)饮用水罐、聚乙烯吹塑桶、软塑折叠包装容器、塑料防盗瓶盖、塑料奶瓶、塑料饮水杯(壶)、塑料瓶坯等。 尚未纳入本审查细则的其它容器产品,增补时另行规定。 2. 基本生产流程及关键工艺控制 申证企业应制定生产流程,并制订相应的程序文件。 2.1 基本生产流程 注:对购置半成品加工成品的企业,仅制定本企业满足生产需要的生产流程和程序文件。 2.2 关键工艺控制 企业应对以下关键控制环节制定操作程序: 2.2.1 模具质量及其加工精度。 2.2.2 加工工艺过程中生产设备技术参数的设置,模芯和模腔保证高度同心。 3. 必备的生产设备 容器产品生产企业必备的生产设备见表1。 注:对购置半成品加工制成品的企业,企业应具备相应工序规定的生产设备。
表1 容器产品生产企业必备的生产设备 4.产品标准和相关标准 表2 产品标准和相关标准
注:凡是不注日期的标准,其最新版本适用于本细则。 5. 原辅材料的有关要求 树脂原料应分别符合GB 9691-1988《食品包装用聚乙烯树脂卫生标准》、GB 13116-1991《食品容器及包装材料用聚碳酸酯树脂卫生标准》、GB 13114-1991《食品容器及包装材料用聚对苯二甲酸乙二醇酯树脂卫生标准》等相关标准规定要求,助剂和用量应符合GB 9685 -2003《食品容器、包装材料用助剂食用卫生标准》规定要求。如使用的原辅材料为实施生产许可证管理的产品,必须选用获证产品。 6.必备的出厂检验设备 容器产品生产企业必备的出厂检验设备见表3 。 表3 容器产品生产企业必备的出厂检验设备
《 671》包装容器——性能检测 本章规定了用来包装的塑料容器及其组件功能性质上的标准(药品、生物制剂、营 养补充剂和医疗器械 ),定义了保存、包装、存储和标签方面的凡例与要求。本文提供 的试验用于确定塑料容器的透湿性和透光率。盛装胶囊和片剂的多单元容器章节适用于 多单元容器。盛装胶囊和片剂的单位剂量容器章节适用于单位剂量容器。盛装胶囊和片 剂的多单元容器 (没有密封 ) 的章节适用于没有密封的聚乙烯和聚丙烯容器。盛装液体的多元和单元 容器的章节适用于多元的和单元的容器。 一个容器想要提供避光保护或作为一个符合耐光要求的容器,由具有耐光的特殊性质的材料组成,包括任何涂层应用。一个无色透明或半透明的容器通过一个不透明的外壳包装变成耐光的 (见凡例和 要求 ),可免于对光的透射要求。在多单元容器和封盖与水泡的单位剂量容器由衬垫密封情况下, 此处使用的术语“容器”指的是整个系统的组成。 盛装胶囊和片剂的多元容器 干燥剂——放置一些颗粒 4— 8 目的无水氯化钙在一个浅的容器里,仔细剔除细粉,然后置于110°干燥,并放在干燥器中冷却。 试验过程——挑选 12 个类型和尺寸一致的容器,用不起毛的毛巾清洁密闭表面,并打开和关闭 每个容器 30 次。坚决每次应用容器密闭一致。通过扭矩关闭螺旋盖容器,使气密性在附表规定的范 围内。 10 个指定的测试容器添加干燥剂,如果容器容积大于等 于20mL,每个填充 13mm以内封闭;如果容器的容积小于 20 毫升,每个填充容器容量的三分之二。 如果容器内部的深度超过 63mm,惰性填料或垫片可以放置在底部来最小化容 器和干燥剂的总重量;干燥剂层在这样一个容器中深度不低于 5cm。添加干燥剂之后,立即按附表中 规定的扭矩封闭螺旋帽容器。剩余的 2 个指定为对照容器,每个添加足够数量的玻璃珠,重量约等于 每个测试容器的重量,并用附表中规定的扭矩封闭螺旋帽容 器。记录各个容器的重量,如果容器的容积小于 20 毫升,精确到 0.1 毫克;如果容器容积为 20 毫升 或以上但小于 200 毫升,精确到毫克;如果容器容积为 200 毫升及以上,精确到厘克(10 毫克);在 相对湿度 75±3%和温度 23±2°的环境下存储。 [ 注意——浓度为 35g/100mL 的氯化钠溶液放在干燥 器底部的渗透系统来维持指定湿度。其他的方法可以用来维护这些条件。 ] 336±1小时( 14 天)后,用同样的办法记录每个容器的重
西南林业大学材料工程学院包装工程专业课程论文 课程:包装测试技术 姓名:胡有策 学号:20111052008 班级:2011级包装工程 任课教师:解林坤 时间:2014年4月17日
软塑包装材料性能测试的方法及现状 摘要 在塑料包装材料中,各种塑料薄膜、复合塑料薄膜具有不同的物理、机械、耐热以及卫生性能,本文针对软塑包装材料使用要求介绍了软塑包装材料的力学性能、拉伸性能、撕裂性能、摩擦系数性能、热合强度、剥离力、阻隔水蒸气性能、阻气性能、卫生性能等其它性能的测试方法。 Abstract In plastic packaging materials, all kinds of plastic film, composite plastic film have different physical, mechanical properties, heat resistance and health, RuanSu packaging materials, the author of this paper use requirement introduced RuanSu mechanical properties of packaging materials, tensile properties, tear properties, friction coefficient of performance, thermal bonding strength, stripping force, blocking water vapor, gas blocking performance, health, performance and other performance testing methods. 关键字塑包装材料性能测试方法
食品安全国家标准食品中污染物限量标准 (征求意见稿)编制说明 为贯彻《食品安全法》及其实施条例,落实《国务院办公厅关于印发食品安全整顿工作方案的通知》(国办发[2009]8号)规定和卫生部办公厅和农业部办公厅《关于印发2010年食品安全国家标准清理整顿工作方案的通知》(卫办监督发[2010]106号)的要求,在卫生部的统一安排下,食品安全国家标准审评委员秘书处(挂靠中国疾病预防控制中心营养与食品安全所)组织成立食品污染物限量的基础标准整合完善工作组,制定了工作方案,提出了本次工作的总体目标、工作原则、工作内容及进度安排,明确了工作组内框架组、模型组、比对组、无机组及有机组的工作内容、承担单位、负责人以及进度要求等。 参与本标准起草的单位有:中国疾病预防控制中心营养与食品安全所、中国食品发酵工业研究院、中国农业科学院农业质量与标准技术研究所、中国农业科学院蔬菜花卉研究所、北京市疾病预防控制中心、广东省疾病预防控制中心、江苏省疾病预防控制中心、福建省疾病预防控制中心、浙江省疾病预防控制中心、东南大学、首都医科大学、中国科学院生态环境研究中心。此外,国家粮食局标准质量中心及国家粮食局科学研究院、辽宁省粮食局、湖北省粮食局、陕西省粮油产品质量监督检验所也都派代表参加了标准起草过程的研讨会。 工作组以我国现行GB 2762-2005《食品中污染物限量》为基础,依照本次整合完善的框架体系要求,充分梳理分析我国现行有效的食用农产品质量安全标准、食品卫生标准、食品质量标准以及有关食品的行业标准中强制执行的标准中污染物的限量指标,找出标准中交叉、重复、矛盾或缺失等问题,提交详细的比较结果,并分析参考CAC、欧盟、澳新、日本、美国、香港、台湾等食品中的污染物限量标准及其规定,根据我国食品中污染
食品包装相关国家标准 序号标准号名称 1 GB/T 330 2 - 2009 日用陶瓷器包装、标志、运输、贮存规则 2 GB/T 3532 - 2009 日用瓷器 3 GB/T 4456 - 2008 包装用聚乙烯吹塑薄膜 4 GB 4544 - 1996 啤酒瓶 5 GB/T 4768 - 2008 防霉包装 6 GB 4803-94 食品容器、包装材料用聚氯乙烯树脂卫生标准 7 GB 4804-84 搪瓷食具容器卫生标准 8 GB 4805-84 食品罐头内壁环氧酚醛涂料卫生标准 9 GB 4806.1-94 食品用橡胶制品卫生标准 10 GB 4806.2-94 橡胶奶嘴卫生标准 11 GB 4808 食品用高压锅密封圈卫生标准 12 GB/T 4879 - 1999 防锈包装 13 GB 5369 - 2008 船用饮水舱涂料通用技术条件 14 GB/T 5737-1995 食品塑料周转箱 15 GB/T 5738-1995 瓶装酒、饮料塑料周转箱 16 GB 7105-86 食品容器过氯乙烯内壁涂料卫生标准 17 GB 7189-1994 食品用石蜡 18 GB 8058-2008 陶瓷烹调器铅镉溶出量允许极限和检测方法 19 GB/T 8946-1998 塑料编织袋 20 GB/T 8947-1998 复合塑料编织袋
21 GB 9106-2001 包装容器铝易开盖两片罐 22 GB 9680-1988 食品容器漆酚涂料卫生标准 23 GB 9681-1988 食品包装用聚氯乙烯成型品卫生标准 24 GB 9682-1988 食品罐头内壁脱膜涂料卫生标准 25 GB 9683-1988 复合食品包装袋卫生标准 26 GB 9684-1988 不锈钢食具容器卫生标准 27 GB 9685-2008 食品容器、包装材料用添加剂使用卫生标准 28 GB 9686-1988 食品容器内壁聚酰胺环氧树脂涂料卫生标准 29 GB 9687-1988 食品包装用聚乙烯成型品卫生标准 30 GB 9688-1988 食品包装用聚丙烯成型品卫生标准 31 GB 9689-1988 食品包装用聚苯乙烯成型品卫生标准 32 GB 9690-2009 食品容器,包装材料用三聚氰胺-甲醛成型品卫生标准 33 GB 9691-1988 食品包装用聚乙烯树脂卫生标准 34 GB 9692-1988 食品包装用聚苯乙烯树脂卫生标准 35 GB 9693-1988 食品包装用聚丙烯树脂卫生标准 36 GB/T 10002.1-2006 给水用硬聚氯乙烯(PVC-U)管材 37 GB/T 10002.2-2006 给水用硬聚氯乙烯(PVC-U)管件 38 GB/T10003-2008 普通用途双向拉伸聚丙烯薄膜 39 GB/T10004-2008 包装用塑料复合膜、袋干法复合、挤出复合 40 GB/T 10440-2008 圆柱形复合罐
食品: 食品,指各种供人食用或者饮用的成品和原料以及按照传统既是食品又是中药材的物品,但是不包括以治疗为目的的物品。(2015年4月24日第十二届全国人民代表大会常务委员会第十四次会议修订《中华人民共和国食品安全法》“食品”的含义)1994年《食品工业基本术语》对食品的定义为:可供人类食用或饮用的物质,包括加工食品,半成品和未加工食品,不包括烟草或只作药品用的物质。 冷冻调理食品: 冷冻调理食品是指以农产、畜禽、水产品等为主要原料,经前处理及配制加工后,采用速冻工艺,并在冻结状态下(产品中心温度在-18℃以下)贮存、运输和销售的包装食品。 基本介绍: 冷冻调理食品是冷冻食品五大类之一,是继冷冻畜产品、冷冻禽产品、冷冻水产品、冷冻果蔬产品之后,又一个冷冻食品的主要大类。冷冻调理食品的种类主要有点心类、分割肉和肉制品类、调味配菜类等。 冷冻调理食品系指以农产、畜禽、水产品等为主要原料,经前处理及配制加工后,采用速冻工艺,并在冻结状态下(产品中心温度在一18 C以下)贮存、运输和销售的包装食品。冷冻调理食品可分为生制冻结和熟制冻结两种。 冷冻调理食品是指在常温下通过预煮烹炒蒸煮烤制等加工过程,使制品的中心温度达到85~95 ℃的产品。该类食品主要特点是经加
工后蛋白质适度变性,肉质结实富有弹性,具有咀嚼感,鲜嫩、脆软多汁,最大限度地保持了食品原有营养成分和固有风味,但由于杀菌温度较低,不能杀灭形成孢子的细菌,在贮存运输及销售过程容易产生腐败变质,因此,必须在冷冻条件下储运,货架期较短。 生产工艺流程: 冷冻调理食品生产工艺流程为:原料验收(CCP1) →解冻→清洗切片(块)→预煮烹调(CCP2)→预冷→真空包装(CCP3)→速冻金属检测( CCP4)→成品→冷冻库。 各工艺阶段的关键控制点: (1 )主要包括生产前的检查,主要是检设施和机械器具的准备情况等; (2 )原料的验收和保藏,内容包括进料规格应符合要求,检查色、香、肉质等,理化及微生物指标水分、吸湿度、黏度和细菌指标等),储藏温度; (3 )水质要求适合饮用水标准及使用过程中的卫生管理; ( 4 )原料的解冻; (5 )机械管理,包括机械的安全管理、操作管理; (6)加热和放冷的时间、温度、品温; (7 )冻结室的机械性能和卫生,包括冻结时间、冻结温度、冻结前后的品温; (8 )金属探测器包装.储藏。 加工技术:
文件编号:产品包装材料验证报告 拟制日期年月日 审核日期年月日 批准日期年月日 版号生效日期年月日 XXXX有限公司
产品包装材料验证报告 一、总则 1 包装材料的要求 依据:YY/T0681.1、YY/T0313 、YZB/国xxxx 《xxxx》产品注册标准。 用作制造xxxx的包装材料原料是原始材料,应有原料的来源,明确其历史和可追溯性,并受到控制,以确保成品始终能满足要求。 2 包装材料的设计必须在满足原定用途的条件下,把对使用者或患者的安全造成危害的可能性降低到最小程度。 2.1 包装材料与xxxx的相容性(即包装与医疗器材相互无不良影响):主要考虑的有:拟包装的医疗器械的大小和形状,对物理和其它防护的要求,医疗器械对特殊危险例如辐射、湿气、机械性撞击,静电放射的敏感性。 2.2 包装材料与标识方式的相容性:标识方法必须对包装材料与采用的灭菌过程的相容性无不良影响,印刷或书写所采用的油墨不会转移到xxxx产品上,也不会和包装材料起反应而影响包装材料的效用,也不会变色而使标识变的模糊不清,对固定在包装材料表面的标识,其附着方式必须能耐受灭菌过程的使用及制造厂规定的贮存和运输条件。 3 包装材料能够提供对物理、化学和微生物的防护。 3.1包装材料在使用场所与使用者撕开包装取出使用时的要求相容性(例如无菌的开封)。
3.2 在使用条件下,在灭菌前、中、后,包装材料不可释放已知是有毒的,其数量足以对健康危害的物质。 3.3无菌状态的保持:(即从其产品灭菌后,成为无菌之时起,直至规定的失效日期或使用时止),包装完整性及包装材料的微生物阻隔特性。
10379食品执行标准: SB/T10379-2012是《速冻调制食品》。 本标准代替SB/T 10379-2004《速冻调制食品》本标准规定了速冻调制食品的术语和定义、分类、原料和辅料、技术要求、检验方法、判定规则、标签、标志、包装、运输和贮存以及销售和召回的要求。 本标准适用于3.1定义产品的生产、检验和销售。 我国国家标准代号分为GB和GB/T。国家标准的编号由国家标准的代号、国家标准发布的顺序号和国家标准发布的年号(发布年份)构成。 GB代号国家标准含有强制性条文及推荐性条文,当全文强制时不含有推荐性条文,GB/T代号国家标准为全文推荐性。强制性条文是保障人体健康、人身、财产安全的标准和法律及行政法规规定强制执行的国家标准。 推荐性国标是指生产、检验、使用等方面,通过经济手段或市场调节而自愿采用的国家标准。但推荐性国标一经接受并采用,或各方商定同意纳入经济合同中,就成为各方必须共同遵守的技术依据,具有法律上的约束性。 食品: 食品,指各种供人食用或者饮用的成品和原料以及按照传统既是食品又是中药材的物品,但是不包括以治疗为目的的物品。(2015年4月24日第十二届全国人民代表大会常务委员会第十四次会议修
订《中华人民共和国食品安全法》“食品”的含义)1994年《食品工业基本术语》对食品的定义为:可供人类食用或饮用的物质,包括加工食品,半成品和未加工食品,不包括烟草或只作药品用的物质。 从食品卫生立法和管理的角度,广义的食品概念还涉及到:所生产食品的原料,食品原料种植,养殖过程接触的物质和环境,食品的添加物质,所有直接或间接接触食品的包装材料,设施以及影响食品原有品质的环境。
在塑料包装材料中,各种塑料薄膜、复合塑料薄膜具有不同的物理、机械、耐热以及卫生性能。人们根据包装的不同需要,选择合适的材料来使用。如何评价包装材料的性能呢?国内外测试方法有很多。我们应优先选择那些科学、简便、测量误差小的方法。优先选择ISO 国际标准、国际先进组织标准,如ASTM、TAPPI等和我国国家标准、行业标准,如BB/T标准、QB/T标准、HB/T标准等等。 笔者在从事检验工作中,使用过一些检测方法,下面向大家简单介绍一下。 GB/T 2828.1-2003 《计数抽样检验程序逐批检验抽样计划》 GBT 2918-1998 塑料试样状态调节和试验的标准环境 规格、外观 塑料薄膜作为包装材料,它的尺寸规格要满足内装物的需要。有些薄膜的外观与货架效果紧密相连,外观有问题直接影响商品销售。而厚度又是影响机械性能、阻隔性的因素之一,需要在质量和成本上找到最优化的指标。因此这些指标就会在每个产品标准的要求中作出规定,相应的要求检测方法一般有: 1.厚度测定 GB/T6672-2001《塑料薄膜和薄片厚度测定机械测量法》该非等效采用ISO4593:1993《塑料-薄膜和薄片-厚度测定-机械测量法》。适用于薄膜和薄片的厚度的测定,是采用机械法测量即接触法,测量结果是指材料在两个测量平面间测得的结果。测量面对试样施加的负荷应在0.5N~1.0N之间。该方法不适用于压花材料的测
试。 2.长度、宽度 GB/T 6673-2001《塑料薄膜与片材长度和宽度的测定》非等效采用国际标准ISO 4592:1992《塑料-薄膜和薄片-长度和宽度的测定》。该标准规定了卷材和片材的长度和宽度的基准测量方法。 塑料材料的尺寸受环境温度的影响较大,解卷时的操作拉力也会造成材料的尺寸变化。测量器具的精度不同,也会造成测量结果的差异。因此在测量中必须注意每个细节,以求测量的结果接近真值。 标准中规定了卷材在测量前应先将卷材以最小的拉力打开,以不超过5m的长度层层相叠不超过20层作为被测试样,并在这种状态下保持一定的时间,待尺寸稳定后在进行测量。 3.外观 塑料薄膜的外观检验一般采取在自然光下目测。外观缺陷在GB /T 2035 《塑料术语及其定义》中有所规定。缺陷的大小一般需用通用的量具,如钢板尺、游标卡尺等等进行测量。 物理机械性能 1.塑料力学性能——拉伸性能 塑料的拉伸性能试验包括拉伸强度、拉伸断裂应力、拉伸屈服应力、断裂伸长率等试验。 塑料拉伸性能试验的方法国家标准有几个,适用于不同的塑料拉伸性能试验。 GB/T 1040-1992 《塑料拉伸性能试验方法》一般适用于热