Displaying Current Time on a LabVIEW Chart
Primary Software: LabVIEW Development Systems>>LabVIEW Base Package
Primary Software Version: 2009
Primary Software Fixed Version: N/A
Secondary Software: N/A
Problem:
I have noticed that setting the time as Absolute Time on a Waveform Chart will cause the time display to start at 6:00 PM, 12/31/1903. How do I display the Absolute Current Time?
Solution:
Without any timing information in your data, a LabVIEW chart will take these default values. To display the time as both absolute and current, use the following property nodes:
1. Offset and Multiplier:Multiplier Property
o Right-click your chart on the Block Diagram.
o Select Create?Property Node?X Scale?Offset and Multiplier?Multiplier.
o Right-click the new property and select Change All To Write.
o Wire in the numeric value 1/x, where x is the number of samples displayed per second.
2. Offset and Multiplier:Offset Property
o Drag down the previous property node to create another entry.
o If the property node does not say XScale.Offset, left-click the new property entry and navigate to X Scale?Offset and Multiplier?Offset.
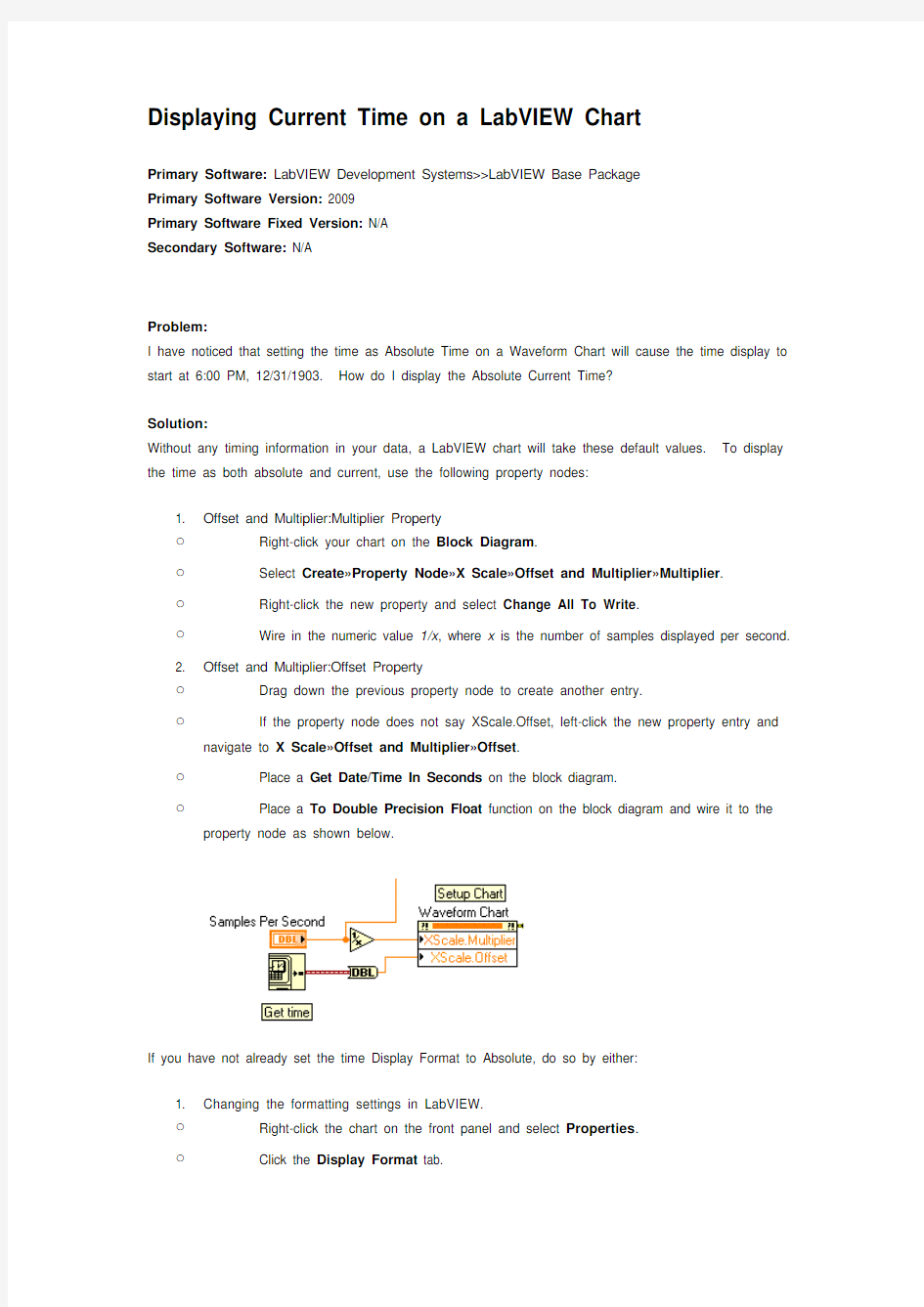
o Place a Get Date/Time In Seconds on the block diagram.
o Place a To Double Precision Float function on the block diagram and wire it to the property node as shown below.
If you have not already set the time Display Format to Absolute, do so by either:
1. Changing the formatting settings in LabVIEW.
o Right-click the chart on the front panel and select Properties.
o Click the Display Format tab.
o Select Absolute Time as the Type.
o Select System time format from the two drop down boxes on the right.
o Click the OK button.
2.
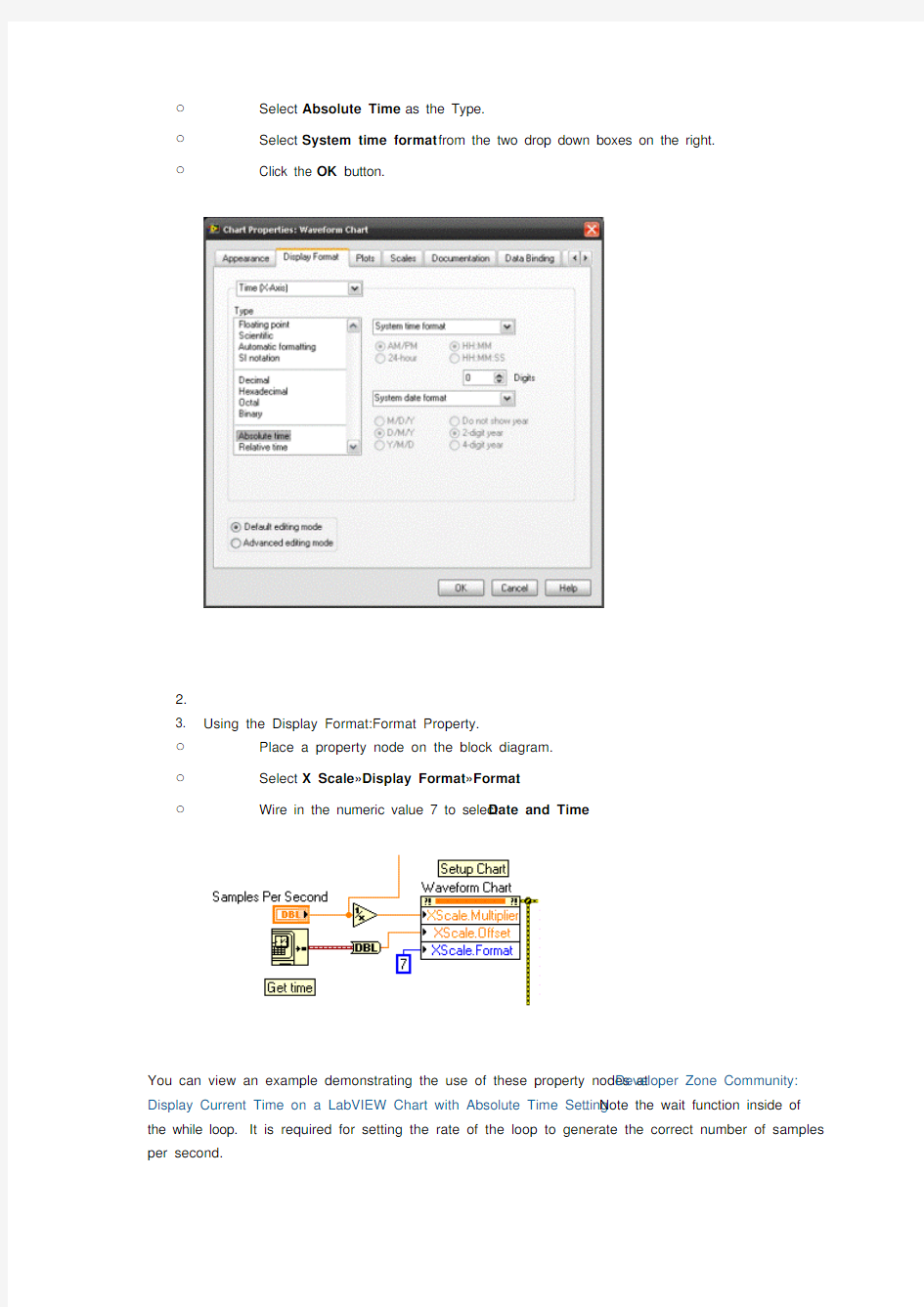
3. Using the Display Format:Format Property.
o Place a property node on the block diagram.
o Select X Scale?Display Format?Format.
o Wire in the numeric value 7 to select Date and Time.
You can view an example demonstrating the use of these property nodes at Developer Zone Community: Display Current Time on a LabVIEW Chart with Absolute Time Setting. Note the wait function inside of the while loop. It is required for setting the rate of the loop to generate the correct number of samples per second.
Related Links:
Developer Zone Community: Display Current Time on a LabVIEW Chart with Absolute Time Setting LabVIEW 8.5 Help: Offset and Multiplier:Multiplier Property
LabVIEW 8.5 Help: Offset and Multiplier:Offset Property
LabVIEW 8.5 Help: Display Format:Format Property
KnowledgeBase 2WOE97DS: 'Seconds To Date/Time' Function in LabVIEW Does Not Return 12:00 a.m., Jan 01, 1904 When I Input Zero Seconds
KnowledgeBase 2V4FANW0: Wrong Timestamp Listed in Waveform Data Type
KnowledgeBase 2HDCFJV5: Universal Time and LabVIEW
折线图 折线图是用来表示某种现象在时间序列上的动态,或者某种现象随另一种现象而变化的情况,可以大致反映两者之间的数学函数关系。 由于折线图表现的是数据的动态或变化趋势,因此先必须明确表达资料的目的,尽可能的做到把主要概念表达出来。 如果要了解种群的消长规律时,一般采用单位时间的消长曲线,以时间单位为x轴,种群数量为y轴。 如果要了解种群的增长规律时,就必须把逐个单位时间的数据依次累加起来作为y轴的数据,这样的折线图称为增长曲线图。 例如诱蛾灯下每天的发蛾量可以做成消长曲线图。消长曲线可以清楚的看出每一个世代的发生型,如前峰型、中峰型、双峰型等,但不能够确切的了解任一单位时间的发蛾量在整个种群中的进度。只有把每个单位时间的发蛾量依次累加起来,才能表达出发蛾的增长规律。
实例 用下表数据,作三化螟发蛾消长曲线。 调查日期 6/246/266/286/307/27/47/67/87/10(月/日) 发蛾量(头)862066820690701209318459780782505625
1输入数据 启动Microsoft Excel 2003,在工作表里按上表的形式输入数据。然后将数据整理为如下图所示。 操作步骤: 定义为“文本”数据类型 定义为“数值”数据类型 定义为“数值”数据类型
2使用图表向导 在主菜“插入”中选中“图表”命令,或者直接点击工具栏里的快捷按钮启动图表向导
⑴选择图表类型 选中折线图选中这个子类 点击“下一步”
⑵设置图表数据源 选中系列产生在行 在数据区域栏输入表达式: =Sheet1!$A$3:$J$5 或者用鼠标在“Sheet1”工作表中框选 A3:J5 点击“系列”卡片按钮,进入数据源编 辑
注塑机共操作规程 为要得到合格的塑料制品,保障人身及设备的安全,特制定本规程: 一、注塑机开机前的准备工作 1、上岗生产前穿戴好车间规定的安全防护服装。 2、清理设备周围环境,不许存放任何与生产无关的物品。 3、清理工作台及设备内外杂物,用干净棉纱擦拭注射座导轨及合模部分拉杆。 4、检查设备各控制开关、按钮、电器线路、操作手柄、手轮有无损坏或失灵现象。各开关、手柄应在“断”的位置上。 5、检查设备各部安全保护装置是否完好、工作灵敏可靠性。检查试验“紧急停止”是否有效可靠,安全门滑动是否灵活,开关时是否能够触动限位开关。 6、设备上的安全防护装置(如机械锁杆、止动板,各安全防护开关等)不准随便移动,更不许改装或故意使其失去作用。 7、检查各部位螺丝是否拧紧,有无松动,发现零部件异常或有损坏现象,应向领班报告,领班自行处理或通知维修人员处理。 8、检查各冷却水管路,试行通水,查看水流是否通畅,是否堵塞或滴漏。 9、检查料斗内是否有异物,料斗上方不许存放任何物品,料斗盖应盖好,防止灰尘、杂物落入料斗内。 二、注塑机开机 1、合上机床总电源开关,检查设备是否漏电,按设定的工艺温度要求给机筒、模具进行预热,在机筒温度达到工艺温度时必须保温20分钟以上,确保机筒各部位温度均匀。 2、打开油冷却器冷却水阀门,对回油及运水喉进行冷却,点动启动油泵,未发现异常现象,方可正式启动油泵,待荧屏上显示“马达开”后才能运转动作,检查安全门的作用是否正常。 3、手动启动螺杆转动,查看螺杆转动声响有无异常及卡死。 4、操作工必须使用安全门,如安全门行程开关失灵时不准开机,严禁不使用安全门(罩)操作。 5、运转设备的电器、液压及转动部分的各种盖板,防护罩等要盖好,固定好。 6、非当班操作者,未经允许任何人都不准按动各按钮、手柄,不许两人或两人以上同时操作同一台注塑机。 7、安放模具、嵌件时要稳准可靠,合模过程中发现异常应立即停车,通知相关人员排除故障。 8、机器修理或较长时间(10分钟以上)清理模具时,一定要先将注射座后退使喷嘴离开模具,关掉马达,维修人员修机时,操作者不准脱岗。
一、注塑机台作业流程图 一.作业过程 (一)计划 车间主管接到由计划部下发的《生产制造单》(并复印下发到班长),根据车间产能、设备材料以及交货期编制车间《两日生产计划表》。 (二)领模、领料、领嵌件 由班长根据车间《两日生产计划表》,开具领模单到模房领取模具,并由配料操作工开具
领料单(包括原材料领料单、嵌件领料单)到仓库领取原料以及嵌件。 (三)配料 配料操作工按照《配比表》进行配料并做好相关记录。 1.配料作业流程图 2.作业过程 (1)、领料 配料操作工根据《两日生产计划表》,开领料单到仓库领料 (2)清理机斗 配料操作工检查机斗内是否还有上次配料未清理干净的原料,并清理干净。 (3) 调设时间 配料操作工将混合机的搅拌时间调至4—5分种左右。 (4)配料 a. 配料操作工将原料先倒一半进机箱内,加适当的色粉后,开启电源进行1分种搅拌后,另一半原料也倒进机箱内搅拌。 b. 开启电源,机箱内的原料开始搅拌,4分种后自动停止搅拌。 c. 打开机箱,取出搅拌好的原料,操作完毕。 (5) 关机 关掉电源开关,并把时间表调整为零,清理机箱内外表面。 具体参见[配料操作保养规程] (四)烘干 配料操作工将配好的原料于生产前10小时进行烘干备用。 1.烘干作业流程图 2.作业过程 (1). 计划 注塑部班长将车间《两日生产计划表》以及相应的《制造订单》下发到配料操作工。
(2).领料 配料操作工根据《两日生产计划表》及《生产制造单》开领料单到仓库领取相应的原料。(3). 配料 配料操作工按照《配比表》的比例对原料进行配比。(具体参见[配料作业指导书])(4). 烘干 a. 配料操作工将烘干机温度表调至适用该种材料温度范围(80℃--125℃左右),并检查 排风口是否正常。 配料操作工将烘干机上盖打开,把配比好的原料倒进机箱内,一次性加满即可盖上上盖。 b.配料操作工顺次开启电源总开关、加热开关、电机开关,进行原料烘干。 c.原料烘干后,配料操作工应该停止加温原料,开启保温状态,方可取出原料。 d.烘干完成后,配料操作工要关掉电源开关,并清理机箱内的剩余原料、检查机内筛网 是否结胶块。 (5)加料注塑 配料操作工将烘干好的原料倒入指定的注塑机,调试完成后即可由注塑工进行注塑生产。 具体参见[烘干机操作保养规程] (五)上模 1)班长将领到的模具放置于相应的机台交给上下模员,由上下模员工将模具前后清理干净。 2)上下模员运用天车将模具搬运到指定注塑机(需要上模或换模)的指定位置。(具体参见[天车操作规程]) 3)上下模员测量模具厚度调机容模距离,用标准的管正环套在模具前端定位,模具中心位置与射台中心位置一致,以避免射胶漏胶现象。 4)上下模员根据模具大小上好马铁(每台机不得少于8个),并进行水、油管的安装,并确保通水、通油。 5)模具安装完毕之后,由上下模员对注塑机进行预热(大约40分钟),并将配好的料倒入相应的机台,完成后及时通知工艺师傅。
数据分析中常用的10种图表 1折线图 折线图可以显示随时间(根据常用比例设置)而变化的连续数据,因此非常适用于显示在相等时间间隔下数据的趋势。 图1数点折线图
图2堆积折线图 2柱型图 柱状图主要用来表示各组数据之间的差别。主要有二维柱形图、三维柱形图、圆柱图、圆锥图和棱锥图 图4二维圆柱图 3堆积柱形图 堆积柱形图不仅可以显示同类别中每种数据的大小还可以显示总量的大小。
图5堆积柱形图 图6百分比堆积柱形图 百分比堆积柱形图主要用于比较类别柱上每个数值占总数的百分比, 该图的目的 是强调每个数据系列的比例。 4线-柱图 图7线-柱图 ■电脑 ■电视 ■冰箱 1月 2月 3月 4月 5月 明 ■电脑 ■电视 ■冰箱 冰箱 电视 电脑 ——平均销售量
这种类型的图不仅可以显示出同类别的比较,更可以显示出平均销售量的趋势情况。 5两轴线-柱图 月份 工资收 入(元)其他收入 (元) 工资占其他收入的百分 比 1月58501200048.75% 2月58401500038.93% 3月44502000022.25% 4月65001000065.00% 5月52001800028.89% 6月55003000018.33% 图8两轴线-柱图 操作步骤:01 绘制成一样的柱形图,如下表所示: 工资收入 其他收入 ---- 工资占其 他收入的 百分比
操作步骤02 : 左键单击要更改的数据,划红线部分所示,单击右键选择【设置数据系列格式】, 打开盖对话框,将【系列选项】中的【系统绘制在】更改为“次坐标轴” ,得到 图4的展示结果 ■工资收入 ■其他收入 ■工资占其他收入的百分 比
用图形格式表现数据 教学设计基本信息 一、教学内容分析 1、教材分析: 《用图形格式表现数据》是普通高中《信息技术基础》第三章《信息的加工与表达》中的重要内容,是在学生掌握了电子表格的输入和编辑、数据的处理之后学习的内容,主要包括图表的建立和图表的编辑两部分。本课是EXCEL中的关于数据图表的内容,图表功能是EXCEL中的最常用、最重要的功能,它在数据处理方面的地位十分重要。 2、教学重点、难点分析: (1)教学重点: A、图表的制作方法及步骤 B、图表的特点分析及应用范围 C、图表修饰的方法 (2)教学难点: A、图表类型的选择 B、图表选项的设置 C、数据源的选取与修改 D、数据源和图表的关系 E、几种常用图表的适用范围 二、学情分析: 教学对象为高中一年级学生。学生经过前面两堂课的学习,对EXCEL操作已经 有了初步的了解。能够简单运用所学的知识对数据进行处理,但是这种纯文字、数 字的格调让他们感觉不再新鲜。通过本节课的学习,使他们能够运用EXCEL中的“图表”来处理数据,因此他们在学习这堂课的时候,学习兴趣应该会很高,效果也会
很好。但是在这堂课中可能会存在以下一些难点:有些同学可能不能正确选择创建 图表的数据源;对数据图表不能选择正确的样式。 三、教学目标分析: 1、知识与技能: ⑴理解工作表中的数据与图表之间的关系; ⑵掌握图表建立的方法,能生成合适的图表并能根据图表分析数据; ⑶掌握图表的修饰的方法; 2、过程与方法: ⑴学生通过观察、模仿演示操作过程,培养学生获得知识、应用知识的能力。 ⑵学会用图表这一工具来形象地显示数据,根据图表分析数据,发现事物的性质及 变化规律;培养学生处理信息的能力,学会多角度去分析和思考问题,养成良好的 思维习惯和行为方式; ⑶培养学生利用计算机技术解决实际问题的能力,提高学生的观察能力和操作技能,并能在学习中举一反三,融会贯通。 3、情感态度与价值观: ⑴培养学生养成严谨的学习态度和团结协作的作风。 ⑵通过学生练习中优秀作品的展示,激发学生的求知欲,增强学生的自信心,培养 学生审美能力。 ⑶培养学生养成严谨的学习态度和团结协作的作风,激发学生的爱国热情,增强民族自信心和自豪感。 四、教学策略与教学模式及方法: 考虑到课堂教学教师主导作用以及学生主体作用的发挥,本节课采用任务驱动下的自主探究、协作学习与教师指导相结合的教学模式,让学生在已有的知识结构以及老师的问题引导下操作,并在操作的过程中继而发现问题,提出问题并经同学间的讨论、教师的帮助后解决问题,最终建构新的知识体系。 课堂上主要采用“任务驱动”式教学模式,采取情境教学法、任务驱动法、讲演示练结合法等教学方法。 五、教学媒体: 多媒体教学计算机、多媒体教室、多媒体网络广播教学系统、教师制作的课件 六、教学过程:
SC:钢管 PC:PVC聚乙烯阻燃性塑料管 CT:桥架 WC:沿墙暗敷设 WS:沿墙明敷设 CC:沿顶板暗敷设 F:暗敷在地板内 CE:沿顶板明敷 YJV:电缆 SYV:电视线 PE:接地(黄绿相兼) PEN:接零(蓝色) 3项线(火线):A项(黄) B项(绿) C项(红) KV:(电压)千伏 BV:散线 MEB:总等电位 LEB:局部等电位 线路敷设方式代号 PVC——用阻燃塑料管敷设 DGL——用电工钢管敷设 VXG——用塑制线槽敷设 GXG——用金属线槽敷设 KRG——用可挠型塑制管敷设 ⑦线路明敷部位代号
LM—沿屋架或屋架下弦敷设 ZM——沿柱敷设 QM——沿墙敷设 PL——沿天棚敷设 ③线路暗敷部位代号 LA——暗设在梁内 ZA—暗设在柱内 QA—暗设在墙内 PA——暗设在屋面内或顶棚内 DA——暗设在地面或地板内 PNA—暗设在不能进入的吊顶内 ④照明灯具安装方式代号 D——吸顶式 L——链吊式 G———管吊式 B——壁装式 R———嵌入式 BR———墙壁内安装 (4)设备标注方法’ ⑦配电线路的标注方法 a——b(c×d)e——f其中:a--回路编号b--导线型号 c--导线根数 d--导线截面
e--敷设方式及穿管管径 f--敷设部位 表示2根导线 表示3根导线 表示n根导线 ⑦照明灯具标注方法 一般标注方法: 灯具吸顶安装标注方法: 其中:a--灯数 b--型号或编号 c--每盏照明灯具的灯泡个数 d--灯泡容量,W e--灯泡安装高度,m f--安装方式 L--光源种类,白炽灯或荧光灯水电安装符号
pc:硬质塑料管 ct:电缆桥架 cp:金属软管 SR:钢线槽 RC:水煤气管 导线敷设部位: CT:电缆桥架敷设 SR:沿钢索敷设 CLE:沿柱或跨柱敷设 WE:沿墙面敷设 CC:沿现浇板内暗敷设 CE:沿天棚面或顶棚面敷设AC:吊顶内敷设 ACE:在能进入的吊顶在敷设BC:暗敷设在梁内 CLC:暗敷设在柱子内 wc:暗敷设在墙内 WE:沿墙明敷设 FC:预埋在地面内 cc:暗敷设在顶板内 SR:沿钢线槽敷设 BE:沿屋架或跨屋架敷设CLE:沿柱或跨柱敷设 WE:沿墙面敷设 CE:沿天棚面或顶棚面敷设ACE:在能进入人的吊顶内敷设BC:暗敷设在梁内 CLC:暗敷设在柱内 WC:暗敷设在墙内 CC:暗敷设在顶棚内 ACC:暗敷设在不能进入的顶棚内FC:暗敷设在地面内 SCE:吊顶内敷设,要穿金属管一,导线穿管表示 MT-电线管 PC-PVC塑料硬管 FPC-阻燃塑料硬管 CT-桥架 MR-金属线槽 M-钢索 CP-金属软管 PR-塑料线槽 RC-镀锌钢管
十堰达峰软轴有限公司 作 业 指 导 书 工序名称 注塑 文件编号:DAFJ02-03.11 设 备 130T 注塑机 版本:A0 共 2 页 第 1 页 工序示图:表1 PA66-GF30料注塑时注塑机各加热区段温度:(±15℃) 表2 塑料烘箱参数: 塑料名称 温度℃ 时间h PA66-GF30 110 4~6 区段 射嘴 温区1 温区2 温区3 温区4 温度 320℃ 290℃ 285℃ 280℃ 表3 PA66-GF30料注塑时注塑机各过程控制:(±5%、±10bar 、±15mm ) 锁 模 开模 射胶 溶胶 冷却计时 部位名称 合模启动 快速合模 低压锁模 高压锁模 高压开模 快速开模 慢速开模 减速开模 注射一段 注射二段 注射三段 保压 塑化 后防涎 10s 速度 % 30 50 25 85 35 35 30 15 75 75 75 15 80 50 压力 bar 50 40 35 120 80 55 40 30 70 85 80 50 80 50 终止位置 mm 250 140 80 5 60 150 180 230 100 40 10 \ 100 120 NO 工步 对象 方式 方法 1 检查 注塑机 点检 按《设备点检卡》的要求操作 目视 检查设备工作参数(如表3,具体参考附件) 模具 目视 检查模腔:无废料、清洁、无异常 注塑料 目视 检查注塑料:无杂质、清洁、干燥 量具 注塑件定型后的尺寸检验 2 加热/升温 温度 设定各区温度,开机加热(如表1) 3 调试 ·合格的模具 ·注塑料 ·注塑机 目视 ·当温度达到所规定温度后,启动螺杆进行溶胶,试射一段,清除残料,观察射出的塑料是否完全塑化 ·启动马达,完成锁模;待塑料塑化完成后,射台前进到位,再进行开模操作; ·试模:将注塑机由手动调成半自动\自动,关好门,启动开始试模,检查注塑机的工作情况,查看成品件的饱满情况,试做2~3模正常后开始进行生产作业
程台、一注塑机作业流图 领料配料烘干自检 产生产制日两生注塑成型上模调试工艺领模造单计划表 质领嵌件检不合格碎料入库粉碎处理合格 合格半成品入库产品去水口 作业过程一.计划(一),根据车间产能、设(并复印下发到班长)车间主管接到由计划部下发的《生产制造单》备材料以及交货期编制车间《两日生产计划表》。(二)领模、领料、领嵌件,开具领模单到模房领取模具,并由配料操作工开具由班长根据车间《两日生产计划表》 领料单(包括原材料领料单、嵌件领料单)到仓库领取原料以及嵌件。 (三)配料 配料操作工按照《配比表》进行配料并做好相关记录。 1.配料作业流程图 关机调设时间配料领料清理机斗 2.作业过程、领料(1),开领料单到仓库领料配料操作工根据《两日生产计划表》清理机斗2)(配料操作工检查机斗内是否还有上次配料未清理干净的原料,并清理干净。 (3) 调设时间分种左右。—5配料操作工将混合机的搅拌时间调至4 (4)配料 分种搅拌后,开启电源进行1a. 配料操作工将原料先倒一半进机箱内,加适当的色粉后, 另一半原料也倒进机箱内搅拌。 4分种后自动停止搅拌。b. 开启电源,机箱内的原料开始搅拌,打开机箱,取出搅拌好的原料,操作完毕。c. 关机(5) 关掉电源开关,并把时间表调整为零,清理机箱内外表面。] 配料操作保养规程具体参见[ 烘干(四)
作业过程2. 计划(1). 注塑部班长将车间《两日生产计划表》以及相应的《制造订单》下发到配料操作工。 (2).领料 配料操作工根据《两日生产计划表》及《生产制造单》开领料单到仓库领取相应的原料。 (3). 配料 配料操作工按照《配比表》的比例对原料进行配比。(具体参见[配料作业指导书]) (4). 烘干 a. 配料操作工将烘干机温度表调至适用该种材料温度范围(80℃--125℃左右),并检查排风口是否正常。 配料操作工将烘干机上盖打开,把配比好的原料倒进机箱内,一次性加满即可盖上上盖。 b.配料操作工顺次开启电源总开关、加热开关、电机开关,进行原料烘干。 c.原料烘干后,配料操作工应该停止加温原料,开启保温状态,方可取出原料。 d.烘干完成后,配料操作工要关掉电源开关,并清理机箱内的剩余原料、检查机内筛网是否结胶块。 (5)加料注塑 配料操作工将烘干好的原料倒入指定的注塑机,调试完成后即可由注塑工进行注塑生产。 具体参见[烘干机操作保养规程] (五)上模 1)班长将领到的模具放置于相应的机台交给上下模员,由上下模员工将模具前后清理干净。 2)上下模员运用天车将模具搬运到指定注塑机(需要上模或换模)的指定位置。(具体参见[天车操作规程]) 3)上下模员测量模具厚度调机容模距离,用标准的管正环套在模具前端定位,模具中心位置与射台中心位置一致,以避免射胶漏胶现象。 4)上下模员根据模具大小上好马铁(每台机不得少于8个),并进行水、油管的安装,并确保通水、通油。 5)模具安装完毕之后,由上下模员对注塑机进行预热(大约40分钟),并将配好的料倒入相应的机台,完成后及时通知工艺师傅。. (六)调试工艺 1)在接到上下模员的通知后,工艺师傅先进行机台,模具的检查,确认OK后方可对机台进行调试。 2)调试工艺过程的调试事项 a. 模具的合模力(根据模具大小,机械大小调节) b.顶钉的顶出位置(根据产品的厚度调节) c. 开锁模压力和速度(根据模具设计,是否抽心结构而定) d.射台前进与后退的压力和速度(根据材料性质,性能) e.模具是否加温或冷却。调注塑压力(根据产品的要求控制1-6段设置)
表3.0.1 管道图例 序号名称图例备注 1 生活给水管 2 热水给水管 3 热水回水管 4 中水给水管 5 循环给水管 6 循环回水管 7 热媒给水管 8 热媒回水管 9 蒸汽管 10 凝结水管 11 废水管可与中水源水管合用 12 压力废水管 13 通气管 14 污水管 15 压力污水管 16 雨水管 17 压力雨水管 18 膨胀管 19 保温管 20 多孔管 21 地沟管 22 防护套管 23 管道立管X:管道类别L:立管 1:编号 24 伴热管 25 空调凝结水管
26 排水明沟 27 排水暗沟 注:分区管道用加注角标方式表示:如J1、J2、RJ1、RJ2……。 3.0.2管道附件的图例宜符合表3.0.2的要求。 表3.0.2 管道附件 序号名称图例备注 1 套管伸缩器 2 方形伸缩器 3 刚性防水套管 4 柔性防水套管 5 波纹管 6 可曲挠橡胶接头 7 管道固定支架 8 管道滑动支架 9 立管检查口 10 清扫口
11 通气帽 12 雨水斗 13 排水漏斗 14 圆形地漏通用。如为无水封,地漏应加存水弯 15 方形地漏 16 自动冲洗水箱 17 挡墩 18 减压孔板 19 Y形除污器 20 毛发聚集器 21 防回流污染止回阀 22 吸气阀 3.0.3管道连接的图例宜符合表3.0.3的要求。 表3.0.3 管道连接 序号名称图例备注 1 法兰连接
2 承插连接 3 活接头 4 管堵 5 法兰堵盖 6 弯折管表示管道向后及向下弯转 90° 7 三通连接 8 四通连接 9 盲板 10 管道丁字上接 11 管道丁字下接 12 管道交叉在下方和后面的管道应断 开 3.0.4管件的图例宜符合表3.0.4的要求。 表3.0.4 管件 序号名称图例备注 1 偏心异径管 2 异径管 3 乙字管 4 喇叭口 5 转动接头
水电图纸符图表图例说 明解释 公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
SC:钢管 PC:PVC聚乙烯阻燃性塑料管 CT:桥架 WC:沿墙暗敷设 WS:沿墙明敷设 CC:沿顶板暗敷设 F:暗敷在地板内 CE:沿顶板明敷 YJV:电缆 SYV:电视线 PE:接地(黄绿相兼) PEN:接零(蓝色) 3项线(火线):A项(黄) B项(绿)C项(红) KV:(电压)千伏 BV:散线 MEB:总等电位 LEB:局部等电位 线路敷设方式代号 PVC——用阻燃塑料管敷设 DGL——用电工钢管敷设 VXG——用塑制线槽敷设 GXG——用金属线槽敷设 KRG——用可挠型塑制管敷设
⑦线路明敷部位代号 LM—沿屋架或屋架下弦敷设 ZM——沿柱敷设 QM——沿墙敷设 PL——沿天棚敷设 ③线路暗敷部位代号 LA——暗设在梁内 ZA—暗设在柱内 QA—暗设在墙内 PA——暗设在屋面内或顶棚内 DA——暗设在地面或地板内 PNA—暗设在不能进入的吊顶内 ④照明灯具安装方式代号 D——吸顶式 L——链吊式 G———管吊式 B——壁装式 R———嵌入式 BR———墙壁内安装 (4)设备标注方法’ ⑦配电线路的标注方法 a——b(c×d)e——f其中:a--回路编号b--导线型号 c--导线根数
d--导线截面 e--敷设方式及穿管管径 f--敷设部位 表示2根导线 表示3根导线 表示n根导线 ⑦照明灯具标注方法 一般标注方法: 灯具吸顶安装标注方法: 其中:a--灯数 b--型号或编号 c--每盏照明灯具的灯泡个数 d--灯泡容量,W e--灯泡安装高度,m f--安装方式 L--光源种类,白炽灯或荧光灯
永康银泰工贸 作 业 指 导 书 工序名称 注塑 文件编号:YT-GY-ZS01-2015 设 备 博创BT 型注塑机 版本:A0 共 2 页 第 1 页 工序示图:表1 注塑时注塑机各加热区段温度:(±15℃) 表2 塑料烘箱参数: 塑料名称 温度℃ 时间h PA66-GF30 110 4~6 区段 射嘴 温区1 温区2 温区3 温区4 温度 320℃ 290℃ 285℃ 280℃ 表3 注塑时注塑机各过程控制:(±5%、±10bar 、±15mm ) 锁 模 开模 射胶 溶胶 冷却计时 部位名称 合模启动 快速合模 低压锁模 高压锁模 高压开模 快速开模 慢速开模 减速开模 注射一段 注射二段 注射三段 保压 塑化 后防涎 10s 速度 % 30 50 25 85 35 35 30 15 75 75 75 15 80 50 压力 bar 50 40 35 120 80 55 40 30 70 85 80 50 80 50 终止位置 mm 250 140 80 5 60 150 180 230 100 40 10 \ 100 120 NO 工步 对象 方式 方法 1 检查 注塑机 点检 按《设备点检卡》的要求操作 目视 检查设备工作参数(如表3,具体参考附件) 模具 目视 检查模腔:无废料、清洁、无异常 注塑料 目视 检查注塑料:无杂质、清洁、干燥 量具 注塑件定型后的尺寸检验 2 加热/升温 温度 设定各区温度,开机加热(如表1) 3 调试 ·合格的模具 ·注塑料 ·注塑机 目视 ·当温度达到所规定温度后,启动螺杆进行溶胶,试射一段,清除残料,观察射出的塑料是否完全塑化 ·启动马达,完成锁模;待塑料塑化完成后,射台前进到位,再进行开模操作; ·试模:将注塑机由手动调成半自动\自动,关好门,启动开始试模,检查注塑机的工作情况,查看成品件的饱满情况,试做2~3模正常后开始进行生产作业
excel20XX如何修改图例 篇一:excel20XX中图表横坐标刻度、图例的修改 excel20XX中图表横坐标刻度、图例的修改(20XX-06-3016:05:41) 转载 ▼ excel20XX中图表横坐标刻度、图例的修改似乎很隐蔽,费了半天劲才找到解决办法。共享! (1)按图1所示选择selectData... 图1 (2)按图2所界面,左侧修改图例,右侧修改横坐标刻度 图 2 篇二:图文详解excel20XX图表应用及美化 图文详解:excel20XX图表应用及美化 一、插入图表的方法 大致包含以下三个步骤: 1、选择图表类型:执行“插入”——“图表”,如下图红色框选中功能: 在图表功能区默认有很多类型的图表:柱形图,折线图,饼图等。单击图表功能区的右下角的小图标可以打开所有图表类型。
2、选择数据源,插入图表类型后,需要为图表中添加数据。 如下图,选中图表后,弹出“图表工具”关联工具,在“设计”选项卡中,选择“选择数据”按钮 如上图,红色箭头所示,“切换行/列”按钮是指图表中分类轴的位置颠倒了,可以单击该按钮调整过来,例如上面视频中分类轴(x轴)应该是“季度”,但是实际操作中发现“季度”在Y轴上,这时可以通过“切换行/列”按钮调整。 3、添加图表标题 如下图,选中图表后,在“图表工具”关联工具中,选择“布局”选项卡,在布局中可以看到“图表标题”,"坐标轴标题"两个功能,使用它们可以为图表设计:图表标题,x轴标题,Y轴标题。 按照上面3个步骤,可以完成一个图表的设计,效果图如下。如果想对图表做进一步的修改、美化请学习下一个内容——图表的美化。 二、认识图表 1、认识图表:如下图,任何一个图表都包含以下几个元素: (1)图表区:图表区是放置图表及其他元素的大背景 (2)绘图区:绘图区是放置图表主体的背景 (3)图例:图表中每个不同数据的标识 (4)数据系列:就是源数据表中一行或者一列的数据 其他还包括横坐标、纵坐标、图表标题等。 2、选择图表元素:同学们可以通过鼠标单击上面的元素,从而选择它们进行编辑。但是因为上面所说的元素往往是相互覆盖或者结合在
论文中图表的标准格式 在进行论文写作的时候,一般都会把某些数据通过图、表来表现,那么图表的标准格式是怎么样的呢?下面是为大家了论文中图表的标准格式,希望能帮到大家! 一、图 正文中所有图都应有编号和图题。 图的编号由“图”和从1开始的阿拉伯数字组成,例如:“图1”、“图2”等。图的编号可以一直连续到文末,图较多时,也可分章编号。 图题即图的名字,每幅图都应有图题,并置于图的编号之后,与编号之前空一格排写。图的编号和图题置于图下方的居中位置,字体采用5号宋体。图中若有分图时,分图的编号用(a)、(b)等置于分图之下。正文中与相关图对应文字处须在括弧中注明“见图n”字样。 图与其图题不得拆开排写于两页,插图处的该页空白不够排写该图整体时,可将其后文字部分提前排写,将图移至次页最前面。 二、表 正文中所有表都应有编号和表题。 表的编号由“表”和从1开始的阿拉伯数字组成,例如“表1”、“表2”等。表的编号可一直连续到文末,表较多时,也可分章编号。 表题即表的名称。每个表都应有表题,并置于表的编号之后,与编号之前空一格排写。表的编号和表题应置于表上方的居中位置,
字体采用5号宋体。正文中与相关表对应文字处须在括弧中注明“见表n”字样;表题中不允许使用标点符号。 表与其表题不得拆开排写于两页,表格应写在离正文首次出现 处的近处,不应过分超前或拖后。表格允许下页接写,接写时应重复表的编号,后跟表题(可省略)和“(续)”,续表均应重复表头和关于单位的陈述。例如: 表1(续) 表中各栏应注明量和相应的单位,全表如用同一单位,将单位 符号移至表头右上角。表内数字或内容须上下对齐。相邻栏内的数字或内容相同时,不能用“同上”、“同左”或其它类似用词,应一一重新标注;数字空缺的格内加“--”字线(占2个数字),不允许为空。 最后提醒大家,图片是辅助论文观点的重要表现形式,不可投 机取巧把抄袭的内容为图片,目前检测系统还不具备识别图片的功能,需要检测重复率的同学可以进入中国知网查重入口网站,重复的地方及时修改。 论文标准格式 1、题目:题目应简洁、明确、有概括性,字数不宜超过20个 字(不同院校可能要求不同)。本专科毕业论文一般无需单独的题目页,硕博士毕业论文一般需要单独的题目页,展示院校、指导教师、答辩时间等信息。英文部分一般需要使用timesnewroman字体。 2、版权声明:一般而言,硕士与博士研究生毕业论文内均需在正文前附版权声明,独立成页。个别本科毕业论文也有此项。
注塑机调试指引 前言: 为了更规范、更合理、更快速地完成注塑工艺参数调试,提高注塑机和模具使用寿命、减少修机和修模时间、减少机位人手、减少耗材,提升产品质量和提高生产效率,最终确保生产顺利和稳定,特制定此份注塑机安全调试指引。 一:注塑生产流程图 生产流程图 二:上模 2.1机台型号与模具大小是否匹配 上模前需要根据模具大小,与机台容模厚度是否匹配,不可出现小机台上大模或大机台上很小的模。按以下要求执行: 1/2容模宽度≤模具宽度≤容模宽度 2.2上模前准备 根据模具长度,将注塑机容模厚度设定在合适位置(较模具长度稍长即可),并将机台调至开模状态,之后将安全门打开;根据模具宽度,对于机台固定板上因夹马定位螺丝挡住上模的,则需要先将螺丝拧下来,往外移至合适位置。最后将机械手调至外端,并将机台马达关闭。 调整容模厚度要求如下: 将注塑机调到手动状态,合模,容模厚度是否与模具长度匹配,对于过短或过长,则需将注塑机打到调试状态,将容模厚度调试到与模具长度匹配为止。(需要设定调试的速度为最大速度的10%-15%,方可进行容模厚度的调试)。 2.3吊模 将模具从地面或叉车上吊入机仓内,吊装前需检查模具吊装孔是否滑牙,起吊模具时需控制起吊速度和运输速度。将模具吊起后(离地面高度15到20公分),平推至注塑机操作界面的对面,之后再将模具升高,至合适高度后,再平移至机台容模腔内,最后将模具降低,降低至进胶口与唧嘴基本持平。需特别注意,吊环扭入深度必须在两倍直径以上。 2.4对嘴 将模具吊入机仓内,模具进胶口位置与炮嘴基本在一条线上,打开马达进行对嘴。对炮嘴前,应先合模锁模----模具处于低压状态(位置在5MM-10MM),模具能够稍微活动即可。再启动射座以15%-20%的速度进行操作,防止射嘴和模具撞击或碰伤。且在微调模具上下时,唧嘴必须退后一段距离,避免唧嘴或模具损坏。
设置图表上图例的格式 图表图例包含对图表中每个类别的说明。图例始终包含一个或多个图例项,每个图例项包含一个表示序列的彩色框以及一个描述该序列的文本字符串,如下图所示。 对于除形状图以外的图表,图例项连接到该图表上的单个序列;对于形状图而言,图例连接到各个数据点。图表会自动基于根据数据生成的序列向图例中添加项。 可以使用“图例属性”对话框或“属性”窗格来设置图例的格式。右键单击图例,然后单击“图例属性”可以更改图例文本、背景色、边框和三维效果的值。若要更改图例标题的值,请选择图例,再右键单击图例标题,然后单击“图例标题属性”。 对图例中的图例项进行排序 在图例中,序列是按照Reporting Services 处理引擎处理它们的顺序进行排序的。您可以通过更改“值” 区域中字段的顺序,更改排序顺序。如果使用序列分组,序列数据在处理之前是未知的,因此您无法对这些项重新进行排序。所做的更改可在“预览”中查看。有关序列分组的详细信息,请参阅向图表数据区域添加数据。 您可以隐藏任何序列,使其不显示在图例中。如果使用序列分组,所有与数据字段相关的序列都将隐藏 更改图例中图例项的文本或颜色 在图表的“值”区域中放入一个字段时,会自动生成一个包含此字段名称的图例项。默认情况下,每个图例项以数据字段的名称作为其文本。对于除形状图外的其他图表,每个图例项会连接到图表上的单个序列,而对于形状图,图例会连接到单个数据点而不是单个序列。在形状图中定义类别组时,每个图例项以该类别组的字符串表示形式作为其文本。您可以为饼图、圆环图和漏斗图指定自定义标签文本,以显示不同于类别组标签的与图例中每个单个数据点相关的信息。若要执行此操作,请选择图例,并在“序列属性”对
注塑机台作业流程图 一.作业过程 (一)计划 车间主管接到由计划部下发的《生产制造单》(并复印下发到领班),根据车间产能、设备材料以及交货期编制车间《两日生产计划表》。 (二)领模、领料、领嵌件 由班长根据车间《两日生产计划表》,开具领模单到模房领取模具,并由配料操作工开具
领料单(包括原材料领料单、嵌件领料单)到仓库领取原料以及嵌件。 (三)配料 配料操作工按照《配比表》进行配料并做好相关记录。 1 ?配料作业流程图 领料---------- ?清理机斗--------- k调设时间----------- ?配料 ---------- ?关机 2?作业过程 (1) 、领料 配料操作工根据《两日生产计划表》,开领料单到仓库领料 (2) 清理机斗 配料操作工检查机斗内是否还有上次配料未清理干净的原料,并清理干净。 (3) 调设时间 配料操作工将混合机的搅拌时间调至4—5分种左右。 ⑷配料 a.配料操作工将原料先倒一半进机箱内,加适当的色粉后,开启电源进行1分种搅拌后, 另一半原料也倒进机箱内搅拌。 b.开启电源,机箱内的原料开始搅拌,4分种后自动停止搅拌。 c.打开机箱,取出搅拌好的原料,操作完毕。 ⑸关机 关掉电源开关,并把时间表调整为零,清理机箱内外表面。 具体参见[配料操作保养规程] (四)烘干 配料操作工将配好的原料于生产前10小时进行烘干备用。 1.烘干作业流程图 2.作业过程 (1).计划 注塑部班长将车间《两日生产计划表》以及相应的《制造订单》下发到配料操作工
(2). 领料 配料操作工根据《两日生产计划表》及《生产制造单》开领料单到仓库领取相应的原料。 (3). 配料 配料操作工按照《配比表》的比例对原料进行配比。(具体参见[ 配料作业指导书])(4). 烘干 a.配料操作工将烘干机温度表调至适用该种材料温度范围(80C --125 C左右),并检查排风口 是否正常。 配料操作工将烘干机上盖打开,把配比好的原料倒进机箱内,一次性加满即可盖上上盖。 b.配料操作工顺次开启电源总开关、加热开关、电机开关,进行原料烘干。 c.原料烘干后,配料操作工应该停止加温原料,开启保温状态,方可取出原料。 d.烘干完成后,配料操作工要关掉电源开关,并清理机箱内的剩余原料、检查机内筛网是否结胶 块。 (5)加料注塑配料操作工将烘干好的原料倒入指定的注塑机,调试完成后即可由注塑工进行注塑生产。 具体参见[ 烘干机操作保养规程] (五)上模 1 )班长将领到的模具放置于相应的机台交给上下模员,由上下模员工将模具 前后清理干净。 2)上下模员运用天车将模具搬运到指定注塑机(需要上模或换模)的指定位置。(具体参见[天车操作规程] ) 3)上下模员测量模具厚度调机容模距离,用标准的管正环套在模具前端定位, 模具中心位置与射台中心位置一致,以避免射胶漏胶现象。 4)上下模员根据模具大小上好马铁(每台机不得少于8 个),并进行水、油管的安装,并确保通水、通油。 5)模具安装完毕之后,由上下模员对注塑机进行预热(大约40 分钟),并将 配好的料倒入相应的机台,完成后及时通知工艺师傅。 (六)调试工艺 1)在接到上下模员的通知后,工艺师傅先进行机台,模具的检查,确认0K后
注塑机操作流程 1、注塑机的操作方式有调整、手动、半自动、全自动 (1)调整:用于调整模具的厚度,以达到所需合模力。将选择开关拨到调整位置,手动操纵调模进、退开关,开合模处于慢速状态。 (2)手动:一般在试车、试模和生产开始阶段使用。将选择开关转至手动位置,关上安全门,每操纵一种开关,则相应完成一个动作。 (3)半自动:常用的生产操作方式。将选择开关调至"半自动"位置,关上安全门依次完成合模、注射、保压、预塑、冷却、开模、制品顶出(未脱落)打开安全门取出制品完成单一循环,关上安全门循环重新进行。 (4)全自动:将选择开关调至"全自动"位置,确定期顶出方式,一次或多次关上安全门,工艺过程的各个动作按照原定的程序周而复始地进行,要求模具有可靠的自动脱模。 2 、开车前准备工作 (1)检查各按钮、操作手柄、电气线路等有无损坏或失灵,各开关手柄是否在断开的位置上 (2)安全门在导轨上移动是否灵活能否触动行程开关。 (3)机械安全装置螺杆的长度调整到适当位置,真正能起保护作用。 (4)检查料筒加料口内是否有杂物及金属件。 (5)接通冷却水。 (6)对滑动表面上各润滑点加适量润滑油。 (7)用软布或棉花擦去模具行腔防锈剂,气枪吹净。 (8)原料加入烘干桶内预热烘干。 3、开车 (1)开启电气箱总电源开关,合上单极开关,将操作方式开关拨到调整位置,指示灯发亮,表示电源接通。 (2)开启操纵面板上加热开关,调节控制仪,设定料管电热温度,达到设定温度时(红灯显示)才可起动主机。 (3)检查紧急停止开关是否有效。 (4)把操纵面板上各开关均复位,比例阀控制器各拨码开关拨至"00"的数字,再按下主机启动按钮,油泵开始工作,必须先空载运行一段时间,才能进行调压。 (5)系统总压力的调节:拨系统工作压力拨码开关即可得到总压力。"99"为最高压力(14MPA)。 (6)注射压力的调节:总压力调完后,旋钮开关在"注射"位置,压合组合开关,拨一级,二级,保压拨码开关,分别选好一级注射,二级注射和保压压力。 (7)低压合模压力调节:总压力调定后,将选择开关拨在手动位置,关上安全门,使旋钮开关在"合模"位置上,压组合开关,拨合模低压拨码开关,调至刚能推动模板为宜。 (8)顶出压力调节:压合行程开关,将选择开关拨在手动位置,按住按钮开关,拨顶针向前拨码开关,即可选择顶出压力。 (9)用手动操作方式,进行空机运转,点动合模,检查各运动部位是否牢固,曲轴运转,压力表显示是否正常。 (10)手动对空注射2-3次,目测料温,(应熔料均匀、光滑、无变色、无气泡)。(11)设定开关模距离(5-20cm),调整成型工艺参数。 (12)手动先关紧模具再座进,开启冷却风。 (13)将动作选择从手动转换到半自动,进行试生产。
业塑一、注机台作流程图 领料配料烘干自检 产两生产制日生注塑成型领模上模调试工艺造单计划表 质领嵌件检不合格碎料入库粉碎处理合格 合格产品去水口半成品入库 一.作业过程 (一)计划,根据车间产能、设(并复印下发到领班)车间主管接到由计划部下发的《生产制造单》备材料以及交货期编制车间《两日生产计划表》。领模、领料、领嵌件(二),开具领模单到模房领取模具,并由配料操作工开具由班长根据车间《两日生产计划表》专业文档供参考,如有帮助请下载。. 领料单(包括原材料领料单、嵌件领料单)到仓库领取原料以及嵌件。 (三)配料 配料操作工按照《配比表》进行配料并做好相关记录。 1.配料作业流程图 关机调设时间配料领料清理机斗 2.作业过程、领料(1),开领料单到仓库领料配料操作工根据《两日生产计划表》清理机斗2)(配料操作工检查机斗内是否还有上次配料未清理干净的原料,并清理干净。 (3) 调设时间分种左右。—5配料操作工将混合机的搅拌时间调至4 配料(4) 分种搅拌后,开启电源进行1a. 配料操作工将原料先倒一半进机箱内,加适当的色粉后, 另一半原料也倒进机箱内搅拌。 4分种后自动停止搅拌。b. 开启电源,机箱内的原料开始搅拌, c. 打开机箱,取出搅拌好的原料,操作完毕。关机(5) 关掉电源开关,并把时间表调整为零,清理机箱内外表面。] 配料操作保养规程具体参见[ 烘干(四)
作业过程2. (1). 计划注塑部班长将车间《两日生产计划表》以及相应的《制造订单》下发到配料操作工。 专业文档供参考,如有帮助请下载。. (2).领料 配料操作工根据《两日生产计划表》及《生产制造单》开领料单到仓库领取相应的原料。 (3). 配料 配料操作工按照《配比表》的比例对原料进行配比。(具体参见[配料作业指导书]) (4). 烘干 a. 配料操作工将烘干机温度表调至适用该种材料温度范围(80℃--125℃左右),并检查排风口是否正常。 配料操作工将烘干机上盖打开,把配比好的原料倒进机箱内,一次性加满即可盖上上盖。 b.配料操作工顺次开启电源总开关、加热开关、电机开关,进行原料烘干。 c.原料烘干后,配料操作工应该停止加温原料,开启保温状态,方可取出原料。 d.烘干完成后,配料操作工要关掉电源开关,并清理机箱内的剩余原料、检查机内筛网是否结胶块。 (5)加料注塑 配料操作工将烘干好的原料倒入指定的注塑机,调试完成后即可由注塑工进行注塑生产。 具体参见[烘干机操作保养规程] (五)上模 1)班长将领到的模具放置于相应的机台交给上下模员,由上下模员工将模具前后清理干净。 2)上下模员运用天车将模具搬运到指定注塑机(需要上模或换模)的指定位置。(具体参见[天车操作规程]) 3)上下模员测量模具厚度调机容模距离,用标准的管正环套在模具前端定位,模具中心位置与射台中心位置一致,以避免射胶漏胶现象。 4)上下模员根据模具大小上好马铁(每台机不得少于8个),并进行水、油管的安装,并确保通水、通油。 5)模具安装完毕之后,由上下模员对注塑机进行预热(大约40分钟),并将配好的料倒入相应的机台,完成后及时通知工艺师傅。 专业文档供参考,如有帮助请下载。. (六)调试工艺 1)在接到上下模员的通知后,工艺师傅先进行机台,模具的检查,确认OK后方可对机台进行调试。 2)调试工艺过程的调试事项 a. 模具的合模力(根据模具大小,机械大小调节) b.顶钉的顶出位置(根据产品的厚度调节) c. 开锁模压力和速度(根据模具设计,是否抽心结构而定)