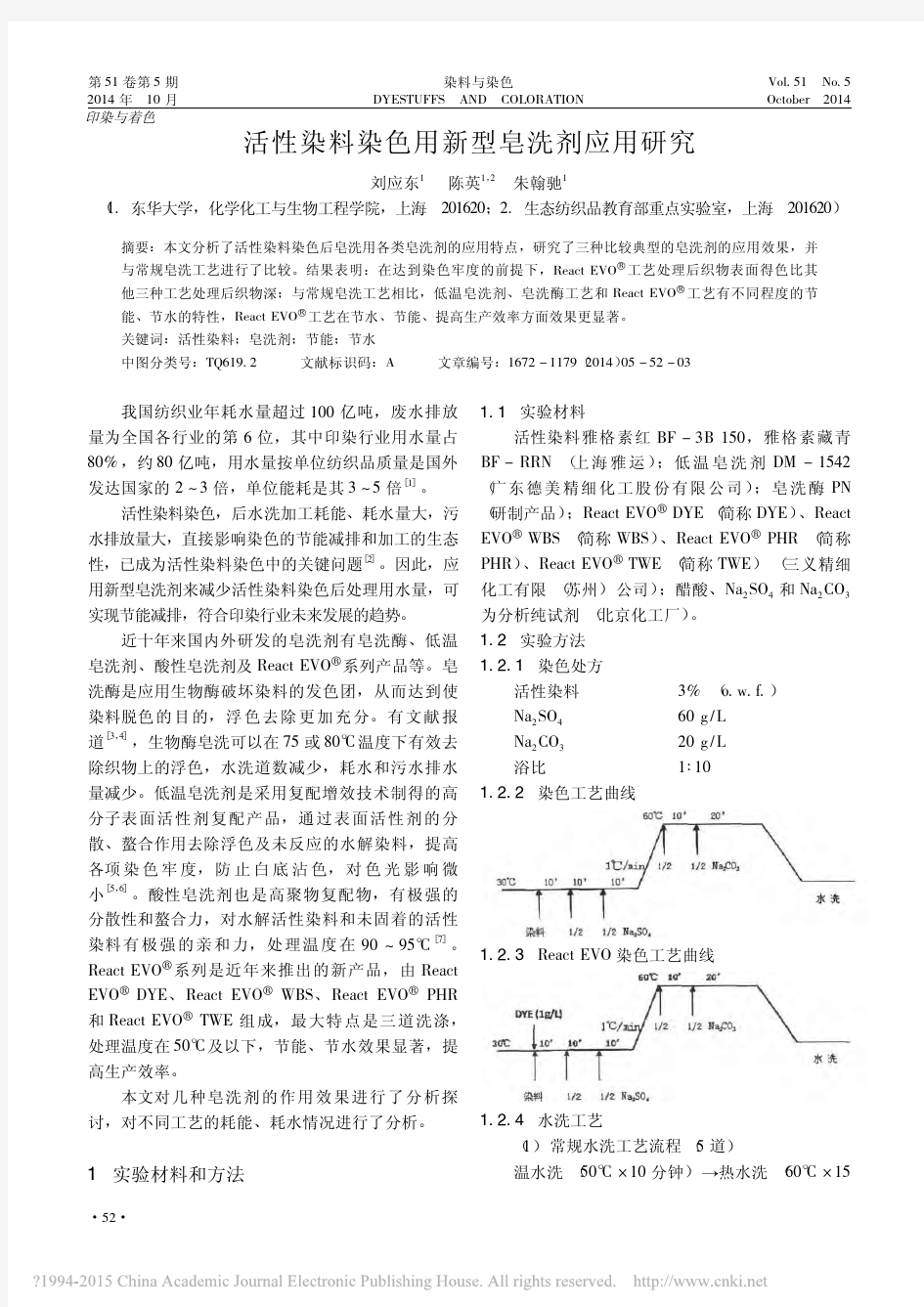
活性染料中性色卷染技术 文章深入分析了活性染料中性色卷染小样与大样,大样与大样之间的重现性差,头尾色差和边中色差大的原因;详细介绍了诺威克隆NC活性染料的非对比色概念和氟代均三嗪活性基的特点,为彻底解决中性色卷染的各种疑难问题奠定了理论基础。实践证明:诺威克隆NC活性染料是解放卷染工作者的真正的傻瓜染料。 Lab to production and production to production reproducibility problem, tailing problem, listing problem of critical earth tone shades with reactive dyes in jigger dyeing are analyzed. The non contrasting concept of reactive dyes of Novacron NC and the character of fluorotrazine active reagents are introduced, it' s the base theory of problem solve critical earth tone shades with reactive dyes in jigger dyeing. The practice shows that Novacron NC dyes are excellent dyes, which provide the best solution to the earth tone shades. 1卷染染色工艺的特点及生产中的疑难问题 近年来,由于市场竞争十分激烈,众多印染企业更加重视
活性染料的未来发展趋势 活性染料作为现在我国应用最广泛的染料,它的应用范围和市场前景,以及未来的发展趋势关系着我国化工行业的未来经济的前景,那么它的未来发展趋势和市场前景又是如何的:2007年我国染料出口数量与效益稳定增长。2007年染料出口数量基本保持了稳定增长的态势。全国各类染料出口合计28.4万吨,与上年比增长了13%,增长速度提高了4个百分点,出口数量创历史新高。出口创汇总额10.04亿美元,第一次突破10亿美元,同比增长了25%,增长速度提高了19个百分点。出口效益有了明显的提高。出口比较好的染料有分散染料、活性染料、还原染料和硫化染料。 在主要出口省市中,河北、广东、江苏、山西增长速度最快,都保持了20%以上的增长,而且效益也基本同步增长。浙江近几年一直是我国染料第一出口大省,2007年继续保持染料出口大省的绝对地位,出口数量达到11.2万吨,年出口总量第一次突破10万吨,占全国出口总量的39.4%,出口效益逐年增长。随着染料的出口和国内所需染料的要求的增长作为在染料中占有很大一份比重的活性染料它日后的发展空间和发展潜力是巨大的。 1 节能减排环保型活性染料的新发展和应用 活性染料是一种性价比最高的纤维素纤维用染料.这不仅是因为它是取代禁用染料和其他类型纤维素纤维用染料的最佳选择之一.而且它能用经济的染色工艺和简单的染色操作获得高水平的各项坚牢度特别是湿牢度,它具有色谱宽广、色泽鲜艳、性能优异、适用性强,其色相和性能基本上与市场对纤维和衣料的要求相适应等特点.所以它的世界年产量已占到染料总量的20%左右.名列纤维素纤维用染料的首位。 但目前活性染料的利用率还不高.一般在60~65%.而且广泛使用的间歇式吸尽染色工艺在染色后的加工时间比较长,包括冲洗、中和、洗涤、皂洗、中洗和固色等的时间,要占全部染色加工时间的三分之一,不仅耗时长、耗能高,而且耗水多,产生大量难处理的有色含盐污水,还不一定完全能洗除未固着的被水解的染料,反过来又会影响染色物的牢度性能.是目前印染行业应用的染料中能耗和污染最厉害的染料之一。以棉针织布为例,通常染色加工1吨布耗水200吨,排污也约200吨,蒸汽约6.5吨,各种碱剂和盐剂约1吨.2006年全国印染加工出口的纯棉染色针织布约150万吨。仅此一项,不包括纯棉机织布、各种棉混纺布和麻、粘胶等布种以及内销的数量,消耗的水约3亿吨,排污3亿吨,耗煤超过110万吨,各种碱剂和盐剂150万吨.数量是相当惊人的。 针对这种情况.近年活性染料的新应用技术不断被开发.其中具有明显节能溅排效果的染色工艺有:冷轧堆染色、湿短蒸轧染、高固着率染色、小浴比染色、低温染色、低盐染色、混纺织物一浴一步法染色等,国内外染料公司发展了相应的节能减排环保型活性染料。 2适合低温染色的活性染料 活性染料是用于棉织物染色的最重要染料,由于低温染色的能耗、加工成本和染色时间都要比热染工艺经济.因此近年用于染色的活性染料的研究越来越集中在低于60℃进行吸尽染色和冷轧堆染色的活性染料上。 3 低于60℃染色的新型活性染料 染整加工大多是在较高温度下进行的,较高的染色温度可以增进纤维膨化,使纤维的空隙扩大,有利于染料分子进入.加速向纤维内部扩散。若要降低染色温度来达到相同的染色效果,必须改变染料的分子结掏.提高染料直接性和扩散性。对于染料来说.基本三原色的组合是重要的,即黄、红和蓝色染料的组合需能覆盖50%以上的平常服装颜色.另外为了获得最佳的可靠性和重现性,作为三原色的直接性、扩散性、固着行为和可洗涤性之问应具有尽可能好的平衡.特别是染色条件正常的波动不应该影响其重现性,这一点是很重要的。4冷轧堆染色的新型活性染料 冷轧堆染色是织物在低温下浸轧染料和碱剂混合染液f通过比例泵分别将染液和碱剂打入浸轧槽),利用轧辊挤压使染液吸附在织物表面,然后打卷,在低温下堆置一定时间,完成
活性染料染色操作注意事项 1、为什么化料时要求先用少量冷水调浆,化料温度不能过高? (1)先用少量的冷水调浆目的是使染料容易充分湿透,如果直接把染料倒入水中即染料外层形成胶状,把染料颗粒包起来,使染料颗粒内部难湿透难以化开,所以应先用少量冷水调浆,再用热水来化开。 (2)化料的温度过高,就会引起染料的水解,降低染料固色率。 2、加料时为什么要缓慢均匀? 这主要是防止染料上染太快,如果一次性快速加入染料,便上染速率过快,会使纤维外层深,里面浅容易造成色花或条花。 3、加完染料后为什么要上染一定时间(如:10min)后方开始加盐? 盐是促染剂,当染料上染到达到一定程度时,已经达到饱和难以继续上染加盐是为了打破这种平衡,但加盐促染前还要10—15min左右的时间进行,染料才能充分渗透均匀,否则易引起条花,色花。 4、为什么加盐要分次加? 分次加盐的目的是为了均匀促染,以免促染太快,造成色花。 5、加盐后为什么要进行一定时间(如20分钟)才能固色。 主要有两个方面的原因:A、是让盐在缸内溶解均匀,充分促染B、是让促染进入上染饱和达到平衡后,再加碱固色以达到最高上染量。 6、加碱为什么成为“固色”? 活性染料加盐只有促染作用,但加碱会激发活性染料的活性,使染料与纤维在碱性条件下发生反应(化学反应)从而使染料固着在纤维上,所以称“固色”也由于这一种固色发生化学反应,达到较高的牢度。一旦固色色花印难以均匀。 7、加碱为什么要分次加入? 分次加入的目的是为了使固色均匀,防止色花。 如果一次性加入易造成局部残液过高浓度与纤维反应加快,会容易引起色花。 8、加料时为什么必须先关汽? a.加料前先关汽目的是为了减少条差防止色花。 b.控缸升温时两边温度超过3℃染色有影响,超过5℃出现条花,超过10℃停 机进行维修。 c.有人测试过,拉缸是汽后立转10—15分钟缸内前后左右温度基本均匀,并等于表温,所以加料,不管氯煮时加入H202还是染色时家染料盐、纯碱,都应先关汽才加料。 9、加碱后为什么确保工艺保温时间? 保温时间应从加完碱后,并升温到工艺保温温度时才开始计算保温时间,只有按工艺保温时间剪板,质量才有保证,因为保温时间制定是根据一定用量染料需要多少时间进行反应确定的化验室也是这个时间打样的。 10、几种不按工艺规定剪板造成质量不稳定情况。 u时间未到“对”色剪板。 由于打板问题计料称料问题,布重浴比等问题都会造成色偏差,时间未到已经“对”色这种不正常性情况应报告班长或工艺员,不管怎样,缩短工艺,保温时间,染料反应未充分,颜色上染不变,上不均匀,没有丰满感,牢度也成问题。 u提早剪板,补料不准确。
棉织物的活性染料染色 姓名:商倪锋学号:08139126 班级:轻化工程081班 同组者:史千千 摘要:本实验采用活性艳蓝K--GR对全棉植物进行染色,染色后对活性染料的固色率和吸尽率的测定。 关键词: 活性染料,染色棉织物固色率吸尽率 Dyeing of cotton with active dyes Abstracts:in this paper,we use ReactivebrilliantblueK-GR dyeing cotton, after dyeing we use equipment to evaluate the fixation and exhaustion rate. The result show that reactive dyes on cotton fabric has not a higher exhaustion .fixation and low luster . . 前言: 棉织物是目前纺织市场应用最多的纤维之一,染棉织物可以用直接染料,活性染料进行染色,用直接染料染色后水洗牢度较差,很难达到客户的要求,同时在染色的过程中对染料的浪费也比较严重,吸尽率和固色率都比较低,本实验以活性艳蓝K--GR为染料对棉织物进行染色同时来测定活性染料的吸尽率和固色率。 一、实验目的 1、行选取染料及设计工艺,掌握活性染料对棉的染色过程,巩固所学的活性染料对棉纤维染色的基本理论知识,学会自己设计工艺处方和工艺条件,并进行染色试验。 2、会活性染料吸尽率和固色率的测定 二、实验原理 1、染色原理: 活性染料是一种含有能与纤维起反应形成共价键的活性基团的染料,常见的活性基团有二氯均三嗪型、乙烯砜型和一氯均三嗪型等三种,它们的反应能力各不相同,所以采用的工艺条件也不同,分别采用低温、中温和高温进行染色。 活性染料染色时通过纤维对染料的吸附、染料扩散进入纤维内部达到上染平衡,加入碱后,染料开始与纤维发生反应而固着,并重新达到一个平衡。染后进行皂煮,除去并未与纤维固着的染料或水解染料,提高色泽的鲜艳度。
用促进剂解决活性染料染色中的“老大难”问题 ——传统棉用活性染色工艺技术彻底改造成功案例 罗海航 上海新发明高新科技有限公司,上海200442 摘要:用促进剂可以实现在棉针织物和筒子纱(绞纱)的染色上、对传统活性染料染纤维素纤维工艺技术的彻底的变革。在只加染料、元明粉、促进剂、而不加大苏打、螯合分散剂、匀染剂、消泡剂、甚至中和用醋酸等其它添加剂的情况下,对任何颜色,促进剂完全可以实现“直升直排”、只做一次皂煮、前后不再动用蒸汽;使整个染色过程大大简化,操作彻底地“傻瓜化”;尤其是将以翠蓝、艳蓝及其拼色为代表的敏感颜色的脱敏化,根本上解决了传统活性染料染色中长期困绕业界的“老大难”问题;是对传统活性染料染纤维素纤维工艺技术方法实施节能减排重大关键技术改造、达到棉针织物清洁生产国家标准HJ/T185-2006一级水平的有效途径。为业界提供了新的视野。 关键词:技改;节能减排;纤维素纤维;活性染料;染色;促进剂;针织布;筒子纱 0、前言 目前,金融危机尚未消退;市场竞争残酷 激烈;加上环保要求日渐严格;染整行业普遍 感受到前所未有的压力!唯一的出路只有依靠 科学发展。其根本在于积极地创新;用先进的 技术提升企业的水平;用科学的管理提升企业 的效益。而科学的管理,必须依赖一定先进的 技术作为支撑和平台。 众所周知,传统的纤维素纤维活性染料染 色是用纯碱固色。近些年来,虽然出现了大量 的代用碱类替代产品,但活性染料染色中的问 题基本依旧。主要是:第一,存在如绿色、咖 啡、紫色、灰色、卡其色等的敏感颜色,其染 色需十分小心;往往一分钟甚至半分钟只能升 一度;纯碱需分多次间隔添加;操作缓慢、过程繁杂;对工人束缚严重。第二:有些颜色及其拼色,如翠蓝、艳蓝、大红等,似乎天生牢度欠佳;加工中需二次以上皂煮、外加皂煮前或之后的热水“烫”;这使能耗陡然加大、加工过程复杂、周期较长。第三:有些面料如棉汗布、(人)棉弹力、甚至T/C等,高温染(固)色(如染绿用80或85℃)及皂煮后需要小心地“溢流”降温,否则极易产生细皱及鸡爪纹。而且即使这样慢的操作,细皱及鸡爪纹仍然经常出现;是令人头痛的问题。第四:纯碱工艺五花八门;从来没有国家标准;繁多的步骤令人头昏眼花。一旦出了质量问题,要查清根源十分困难。第五:代用碱出现后,虽然有售价上的优势(如最低已至3800元/吨)、能比纯碱节省两缸水,但其它方面相比纯碱毫无变化(所以叫代用碱);很多地方被证明敏感色不能用、有些色深度不够、严重缺红;有些厂家使用下来,甚至比纯碱的加工时间还要长(如在江西南昌及宁波某些厂);而操作快了则布面不清;工人内心并不欢迎。所有这些形成了传统的活性染料染色工艺技术中、长期来困绕国内外业界专家学者们的、公认的“老大难”问题。弄不好整缸报废,得剥掉重来;且“一缸剥色,四缸难补”。严重影响了活性染料染色加工成本及其效率。尤其是在举世强调节能减排、“低碳”环保的今天,“老大难”问题
引入 活性染料是一类很重要的染料,望大家认真听讲 一、新课 活性染料,又称反应性染料。为在染色时与纤维起化学反应的一类染料。这类染料分子中含有能与纤维发生化学反应的基团,染色时染料与纤维反应,二者之间形成共价键,成为整体,使耐洗和耐摩擦牢度提高。活性染料是一类新型染料。1956年英国首先生产了 Procion牌号的活性染料。活性染料分子包括母体染料和活性基两个主要组成部分,能与纤维反应的基团称为活性基。 活性染料(reaction dye)也叫反应性染料。分子中含有化学性活泼的基团,能在水溶液中与棉、毛等纤维反应形成共键的染料。具有较高的耐洗坚牢度 编辑本段分类 按活性基的不同,活性染料主要可分两类。公式 对称三氮苯型其通式为:式中D为母体染料。在这类活性染料中,活性基氯原子的化学性质较活泼。染色时,氯原子在碱性介质中被纤维素纤维取代,成为离去基团离去。染料与纤维素纤维间的反应属于双分子亲核取代反应(见取代反应)。乙烯砜型这类活性染料中所含活性基为乙烯砜基(D-SO2CH=CH2)或β-羟乙砜基的硫酸酯。染色时,β-羟乙砜基硫酸酯在碱性介质中经消除反应生成乙烯砜基,然后与纤维素纤维化合,经亲核加成反应,形成共价键。上述两类活性染料是目前世界上产量最大的主要活性染料。为了提高活性染料的固色率,近年来在染料分子中引入两个活性基团,称双活性染料。活性染料除纤维素纤维用的品种外,还发展了蛋白质纤维(例如丝、毛等纤维)用的品种。 活性染料 活性染料的染色方法;活性染料染棉,最常采用的染色方法:浸染法,另外还有轧染料。浸染法:浸染法又可分一浴一步法,一浴两步法,两浴法三种染色
方法。A:一浴一步法:是在碱性浴中进行染色,即在染色的同时进行固色,这种方法工艺简单,染色时间短,操作方便,但由于吸附和固色同时进行,固色后染料不能再进行扩散,因此匀染和透染性差。同进在碱性条件下染色,染浴的染料稳定性,水解的比较多。B:一浴二步法:先在中性浴中染色,当染料上染接近平衡时,在染浴中加入碱剂,调整PH值至固色规定PH值,(一般为11)这时染料与纤维达到共价结合,达到固色目的。一浴二步法是活性染料浸染法中比较合理的染色方法,它不仅可经获得较高的上染率和固色率。而且有良好的匀染效果,因此棉针织物染色常用这种方法。 优点 活性染料由于其用母体染料、连结基和活性基组成,使其在使用时能与纤维形成牢固的共价键结合,而具备一系列其它纤维素纤维染料无法比拟的特点,确立了其作为纤维素纤维用染料的发展和使用重点的地位,突出地表现在下列四个方面:(1) 活性染料是取代禁用染料和其它类型纤维素用染料如硫化染料、冰染染料和还原染料等的最佳选择之一。(2)活性染料能用经济的染色工艺和简单的染色操作获得高水平的各项坚牢性能特别是湿牢度。 (3)活性染料的色谱广、色泽鲜艳、性能优异、适用性强,其色相和性能基本上与市场对纤维和衣料的要求相适应。(4)活性染料适用于新型纤维素纤维产品如Lyocell纤维等印染的需要。 三、小结 活性染料的优点 活性染料的分类
一、实验目的 (1)自行选取染料及设计工艺,掌握活性染料对棉的染色过程,巩固所学的活性染料对棉纤维染色的基本理论知识,学会自己设计工艺处方和工艺条件,并进行染色试验。 (2)学会活性染料吸尽率和固色率的测定 二、实验原理 (1)染色原理:活性染料是一种含有能与纤维起反应形成共价键的活性基团的染料,常见的活性基团有二氯均三嗪型、乙烯砜型和一氯均三嗪型等三种,它们的反应能力各不相同,所以采用的工艺条件也不同,分别采用低温、中温和高温进行染色。 活性染料染色时通过纤维对染料的吸附、染料扩散进入纤维内部达到上染平衡,加入碱后,染料开始与纤维发生反应而固着,并重新达到一个平衡。染后进行皂煮,除去并未与纤维固着的染料或水解染料,提高色泽的鲜艳度。 活性染料浸染的上染曲线 由于活性染料在水溶液中要发生水解,从而影响活性染料的利用率,为了改善上述情况,现在开发出双活性基团甚至三活性基团的活性染料,可以使活性染料的固色率达到80%以上。 双活性基染料常见的有:含两个相同的一氯均三嗪型如国内KE型活性染料;含一个一氯均三嗪、一个为乙烯砜型的染料如国内M型活性染料。 (2) 固色原理: 活性染料与棉纤维的反应在碱性条件下,纤维素能形成纤维素负离子,能和活性染料发生亲核取代、加成反应,进而形成染料--纤维共价键,二氯均三嗪型较活泼,只需在较低温度下即可反应,而一氯均三嗪型则需在温度较高、碱性较强条件下才能反应。影响此反应的因素有很多。染料与纤维与水的反应为平行反应,因为水也是亲核试剂,反应条件机理相同。染料一经水解即失去与纤维的反应能力,固色率大为降低。从反应动力学研究得到,固着反应比水解反应快40倍左右,染色时PH一般为10~11为宜,X型可用碱性较弱的小苏打,对K型,则采用Na2CO3、Na3po4,甚至NaOH。染色温度具体根据不同染料性能而定。促染用元明粉,加入要掌握一多二早,分批加入的原则。浴比尽可能小些,以提高固色率。水解染料的存在,对纤维有一定的亲和力,但不够大,它会染着于纤维上,皂煮时不能完全煮下来,有时还会污染到其它纤维,特别是KN型染料耐碱牢度不高,易造成污染现象。水解染料的存在也是湿摩牢度较低的重要原因 ( 3 ) 加盐促染原理: 三、给定实验材料、药品及仪器 材料:丝光漂白棉布(各2g、8块) 药品:活性艳蓝K--GR,无水硫酸钠、碳酸钠、净洗剂EL-C
棉织物活性染料低盐染色工艺设计 姓名:xxx 学号:xxxx 系部:xxxx 班级:xxxx 指导老师:xxx
目录 一、前言 二、棉织物的活性染料染色机理 三、活性染料的低盐染色的发展状况 四、低盐染色助剂 五、实验材料和仪器 六、染色工艺和处方 七、性能测定方法 八、结论 九、参考文献
一、前言 我国纺织行业年耗水量超过100亿吨,废水排放量占全国各行业的第六位。其中印染行业又是纺织行业中的废水排放大户,每天大约有400百万吨的废水排放,政府每年需花费大量的资金进行污水处理。推动节能减排政策是建设资源节约型、环境友好型社会的必要选择。印染行业的低盐染色促进了节能减排的实现。 随着活性染料染色的发展,所带来的废水排放问题也受到越来越多的关注。活性染料由于色泽鲜艳、湿牢度优异、使用方便、适用性强等优点发展很快,然而传统活性染料染色需加人大量盐,如元明粉和食盐.电解质盐的应用,虽然减少了染料本身的污染,但是高含盐量的印染废水很难降解,破坏生态环境。在传统的活性染料染棉工艺中,存在染料利用率低,用盐量大,染色废水处理负担重等一系列问题。并且会造成水源污染,使淡水盐化,破坏生态平衡,对水生物和土壤都有很大的危害,且污水中的可溶性盐的处理也较难。目前,对印染废水中有机化合物的处理取得了很大的成就,但对染色过程中大量加入或生成的无机盐还不能通过简单的物理化学及生化方法加以 处理。为了解决这些问题,近年来国内外大力研究如何减少盐用量,进行低盐或无盐染色,并已成为一个重要研究课题。除了开发新型染料、染色设备和应用新的染色助剂外,有必要在染色技术和生产控制方面进行改进.如选择对纤维亲和力高的活性染料,制定合适的低盐染色工艺,降低生产中的盐用量,并提高上染率和固色率,减少环境污染。
活性染料染色用皂洗剂的研究 摘要:针对活性染料对纯棉织物进行染色皂洗效果差的问题,对相关的表面活性剂复配进行研究。探讨了表面活性剂的种类和用量对皂洗效果的影响,从而复配出最优的皂洗剂。三种表面活性剂SKDA、DL、ZX的最佳比例为55% :25% :20%,十二烷基苯磺酸钠(SDBS)和NP-100的最佳复配比例是70%﹕30%,十二烷基苯磺酸钠(SDBS)和IW(B)的最佳复配比例是90%﹕10%。 关键词:活性染料;表面活性剂;复配;皂洗剂; Study on the soaping agents for reactive dyes dyeing SHI Wen-zhao,LIU Jin-shu,XU Cheng-shu ,REN Y an,XING Jian-wei,GUO Long (School of Textile and Materials,Xi′an Polytechnic University,Xi′an 710048,China) SDBStract: The design aims the problem which the poor effective on dying purified cotton by reactive dyes, studies the related surfactants duplication. This article discusses the influence on the effect of soaping by different ways of type and amount, thus we duplicate the best soap lotion. The best ratio of three kinds of surfactants,SKDA, DL and ZX,is 55%:25%:20%, the best mixture ratio of sodium dodecyl benzene sulfonate (SDBS) and NP-100 is 70%: 30%, the best mixture ratio of sodium dodecyl benzene sulfonate(SDBS) and IW(B) is 90%:10%. Key word :, surfactants;duplicate matches;soaping agents
常见染料品种的染色机理 摘要:本文通过查阅资料、归纳总结,收集了几种常见的染料品种的性能,及其它们的染色机理.为染料化学的初学者提供了几种常见染料品种的染色机理. 关键字:酸性染料、中性染料、直接染料、活性染料、分散染料、染色机理 染料是一类有色的有机化合物,能使纺织品染成各种颜色.染料必须是能溶解或分散于水中,或者能用化学方法使之溶解,对纤维具有染着力,并具有使用要求的坚牢度.各种类别的染料,使丝织物染色或印花的原理各不相同,下面就介绍几种常见的染料品种及其染色机理. 1、酸性染料 酸性染料都能溶解于水,因为这类染料最初需要在酸性染浴中进行染色,所以叫酸性染料。酸性染料能染毛、丝、锦纶等纤维,色泽鲜艳,色谱齐全。色牢度较好。在使用过程中,按染色性能和用酸的强弱,分为强酸性染料和弱酸性染料。用于蚕丝织物染色的主要是弱酸性染料。 1.1、强酸性染料的染色机理 强酸性染料染色时,染液的PH值必定小于蛋白质纤维的等电点①,此时染料和纤维是借助离子键而结合的。因为当染液的PH值小于蛋白质纤维的等电点时,蛋白质纤维带弱的正电荷,为了维持电中性,必须相当数量的阴离子。随氢离子进入纤维内部若加入醋酸调节染液的PH值,那么首先进入纤维内部的应该是较染料阴离子小得多 ①等电点:对于二性离子而言,如果改变二性离子溶液的PH值,二性离子在电场中既不向阴极移动,也不向阳极移动,及总电荷等于零(及不带电荷)。那么此状态称为等电状态,此时的PH值即为二性离子的等电点。
的醋酸根离子,但由于醋酸根离子对纤维没有亲和力,所以最后吸附在蛋白质纤维上的还是染料阴离子,整个过程反应可以用如下表达式表示: HAc→H++Ac- +H N—R—COO-②+H+→+H3N—R—COOH 3 +H N—R—COOH+ Ac-→Ac-?+H3N—R—COOH 3 Ac-?+H3N—R—COOH+DSO3-③→DSO3-?+H3N—R—COOH+Ac- 1.2、弱酸性染料的染色机理 弱酸性染料和强酸性燃料的染色条件不同。弱酸性染料由于分子结构较强酸性染料复杂,染料分子量大,所以就提高了染料分子和纤维之间的范德华引力,也相应的增加了染料与纤维之间的氢键数目,所以不必借助大量的离子键来完成燃料的上染。染液的PH值大都控制在4.5—7之间(蚕丝纤维的等电点以上),虽然在弱酸或中性条件下,也有一部分染料是通过离子键与纤维结合的,但是由于染液的PH值在丝素的等电点附近,或超过丝素等电点,故染浴中没有足够的氢离子足以使纤维带正电荷,这时纤维呈中性或者是使纤维带负电荷,在它们与染液的结合过程中,范德华力和氢键起到了重要作用。 2、中性染料 中性染料又称为2 :1金属络合染料,外观都是粉末,均可溶于水,染料分子量大,上色后金属与纤维素分子结合,各项坚牢度都较好,日晒与气候牢度更为良好。 ②+H3N—R—COO-表示蛋白质纤维分子。 ③DSO3-表示染料色素阴离子。
含翠兰活性染料染色工艺的改进 1现状 一直以来在执行含有翠兰活性染料的中深色染色工艺时尽管工艺操作时,如使用螯合分散剂,加盐、加碱多次分步,升温速率极慢等方法非常谨慎,但是色花的几率依然很高。为此要剥色后回染,回水后仍然面临此问题且牢度不好。经过分析认为主要是翠兰染料的分子量非常大导致上色快,但牢度差,洗水不干净。兼于以上缺点,在实际生产中通过先加染料,然后分次加芒硝、加碱并延长工艺时间的方法优化工艺。实践证明,不仅色花问题有明显改善,而且牢度得到提高。 2工艺流程 2.1煮漂 由于棉纤维上存在蜡状物质、含氮物质、色素、矿物质以及织造过程中沾污的油污等,会直接影响织物的手感、润湿性、颜色鲜艳度、色牢度等,因此染色前必须将这些杂质去除。 工艺处方/(g/L) 双氧水6.0 稳定剂1.0 纯碱3.5 无泡枧油S 0.35 防皱剂CD 2.0 时间/min 60 浴比l:10
40℃时先后加入l稳定剂、2纯碱、3无泡枧油S、4防皱剂CD、5双氧水,升温至90℃ 煮漂处理。 2.2染色 2.2.1工艺处方,(0.w.f%) 活性翠蓝B—BGFN 3.0 活性嫩黄B-4GLN 1.43 活性金黄B-4RFN 0.95 芒硝80 纯碱25 匀染剂RG一133 l一3 分散剂EXL一106 1 浴比l:10 2.2.2原工艺流程 加匀染剂RG—l33(1克/升)、芒硝升温至60℃—加用40'℃清水化好的染料(30min) 一保温40min一加纯碱45min(第一次2%,第二次8%,第三次15%)一保温40min—洗水l5min加冰醋酸(45℃×15min)一热水洗(80℃×15min)一皂洗两遍(9O℃X15min)~热水洗(60℃×15min)一一中和PH 6—7(45℃×15min)一一固色(45℃×15min)一柔软(45℃×15min)一出布。(预留化染料的水)。 2.2.3新工艺流程 加匀染剂RG一133(3克/升)、分散剂EXL一106(1克/升)升温至40℃一加用40℃清水化好的染料(30min)~保温20min—加芒硝2/5×20min一加芒硝3/5×20min一升温至60℃(1.5℃/分)一保温20mnin一加纯碱2%×20min一加纯碱8%×20min 一加纯碱15%×20min一保温40min一一洗水l5min一加冰醋酸(45℃×15min)一热水
浅论染色用的防沾色皂洗剂 一、染色用的防沾色皂洗剂 活性染料、直接染料、酸性染料、分散染料等染色后都要进行水洗、皂洗工艺,需要皂洗剂。染色后用的皂洗剂可分为单纤维织物染色后用的防沾色皂洗剂和混纺复合纤维交织物染色后用的防沾色皂洗剂二大类。 1.单纤维织物染色后用的防沾色皂洗剂单纤维织物染色后用的防沾色皂洗剂目前主要有纤维素纤维织物(棉、麻、粘胶、天丝等)用活性染料染色后用的皂洗剂和蛋白质纤维织物(羊毛、丝绸)用酸性染料染色后用的皂洗剂二类。 (1)活性染料染色后用防沾色皂洗剂活性染料色谱齐全、色泽鲜艳,广泛应用于纤维素纤维织物的染色,染色时一般需用碱剂和盐类等,且活性染料有一定的上染率,即使上染固着的染料同时也会发生水解,其水解染料吸附在纤维上形成浮色。这些浮色、水解染料,未与纤维键合的染料和其他助剂杂质必须经过水洗皂洗工艺,把它们去除掉,并且不再回沾到纤维上,从而达到一定的色牢度。经研究这些水解染料,未固着的染料和助剂杂质大部份残存在织物纤维间的毛细网络水溶液中,也有部份分布在纤维内的孔道网络中,由于这两种状态的染料洗除难易不同,因此洗涤方式和条件也不同。 活性染料水洗(皂洗)过程很复杂,不仅发生物理性交换和冲稀作用,而且还有物理化学作用。对于它的研究国内外都很活跃,技术人员通过摸拟装置,按正式生产流程进行皂洗处理后,测试脱落在各槽中的染料含量,来分析水解染料(浮色)的去除率。实践证实了皂洗工艺按其先后可分为洗涤初始期和洗涤期二个阶段,其洗涤对象和洗涤时工艺要求见表1。 表1 洗涤工艺的二个阶段的对象
主要洗涤对象存在处水洗要求洗涤 初始期无直接性的盐 类物质 纤维表面 水流量要大。 流速及机械作用要大。 水温和洗涤剂影响较小。 洗涤期有直接性的水 解染料和碱剂 纤维表面:纤维间毛细网络 纤维内部: (纤维内孔道溶液 中; 孔道壁纤维素分子链上。) 水温要高使纤维溶胀。 洗液流速要快,使稀释交换速度快。 要使用洗涤剂和螯合分散剂。 从表1中可以看出,洗涤初始期主要是针对电解质,应该把织物上的电解质浓度降低到1~2g/L以下,然后再升温,并加入皂洗剂,如果皂洗时有较高的电解质浓度不利于水解染料解吸,也会引起染料的聚集,降低从纤维内扩散出来的速度。Luttringer研究认为,水解染料宜采用高温皂洗。Thomsen认为50%高亲和性水解染料在高温(95℃)时被洗掉。然而乙烯砜型活性染料就不宜在碱未洗净时采用高温洗涤,更不宜采用碱浴皂洗,碱剂应在洗涤初始期用大量流水快速去除。 皂洗剂在洗涤时可用关系式表示: 纤维·污垢+皂洗剂←→纤维·皂洗剂+污垢·皂洗剂 其中污垢包括水解染料、染色助剂和杂质,上述平衡式中的逆向符号表示存在的污垢再沉积于纤维表现的可能,皂洗剂如果没有防沾污效果,就会造成污垢再沉积于纤维表面,皂洗工艺不能很好完成。 从上述平衡中可以看到皂洗剂应与纤维有较强的亲和力,皂洗剂与污垢(染料杂质)也要有较强的亲和力。 活性染料染色后用的防沾污皂洗剂主要是去除未固着的染料和水解染料(俗称浮色)因
活性染料(reactive dye),又称反应性染料。为在染色时与纤维起化学反应的一类染料。这类染料分子中含有能与纤维发生化学反应的基团,染色时染料与纤维反应,二者之间形成共价键,成为整体,使耐洗和耐摩擦牢度提高。活性染料是一类新型染料。1956年英国首先生产了 Procion牌号的活性染料。活性染料分子包括母体染料和活性基两个主要组成部分,能与纤维反应的基团称为活性基。 活性染料 - 分类 按活性基的不同,活性染料主要可分两类。 对称三氮苯型其通式为: '' > 式中D为母体染料。在这类活性染料中,活性基氯原子的化学性质较活泼。染色时,氯原子在碱性介质中被纤维素纤维取代,成为离去基团离去。染料与纤维素纤维间的反应属于双分子亲核取代反应(见取代反应)。 乙烯砜型这类活性染料中所含活性基为乙烯砜基(D-SO2CH=CH2)或β-羟乙砜基的硫酸酯。染色时,β-羟乙砜基硫酸酯在碱性介质中经消除反应生成乙烯砜基,然后与纤维素纤维化合,经亲核加成反应,形成共价键。 上述两类活性染料是目前世界上产量最大的主要活性染料。为了提高活性染料的固色率,近年来在染料分子中引入两个活性基团,称双活性染料。活性染料除纤维素纤维用的品种外,还发展了蛋白质纤维(例如丝、毛等纤维)用的品种。 活性染料 - 工艺 活性染料的染色方法;活性染料染棉,最常采用的染色方法:浸染法,另外还有轧染料。浸染法:浸染法又可分一浴一步法,一浴两步法,两浴法三种染色方法。A:一浴一步法:是在碱性浴中进行染色,即在染色的同时进行固色,这种方法工艺简单,染色时间短,操作方便,但由于吸附和固色同时进行,固色后染料不能再进行扩散,因此匀染和透染性差。同进在碱性条件下染色,染浴的染料稳定性,水解的比较多。B:一浴二步法:先在中性浴中染色,当染料上染接近平衡时,在染浴中加入碱剂,调整PH值至固色规定PH值,(一般为1 1)这时染料与纤维达到共价结合,达到固色目的。一浴二步法是活性染料浸染法中比较合理的染色方法,它不仅可经获得较高的上染率和固色率。而且有良好的匀染效果,因此棉针织物染色常用这种方法。 活性染料 - 优点 活性染料由于其用母体染料、连结基和活性基组成,使其在使用时能与纤维形成牢固的共价键结合,而具备一系列其它纤维素纤维染料无法比拟的特点,确立了其作为纤维素纤维用染料的发展和使用重点的地位,突出地表现在下列四个方面:
皂洗剂皂洗的机理 活性染料由于染色工艺成熟、色谱齐全、价格适中、色牢度较高等优点成为印染纤维素类纺织品的首选染料。但是,染色过程中活性染料在上染、固着的同时有高达20~40%的活性染料会发生水解,而产生“浮色”现象,未固着染料的存在会降低染色织物的色牢度,进而影响了纺织品的摩擦牢度。 活性染料后处理过程中,皂洗是一个非常必要和重要的过程。皂洗过程促使纤维内部未固着的水解染料扩散到纤维表面,同时解吸到洗液中。皂洗过程中皂洗剂通过与染料间的物理化学作用,洗脱沾在纤维上的水解染料、未与纤维键合的染料和其他杂质,洗下来的浮色与皂洗剂结合在一起,并利用皂洗剂的分散、悬浮、络合作用使之不再反沾到织物上,从而达到提高皂洗牢度和防沾色的目的。 此外,印花织物在水洗和皂洗过程中,被洗涤下来的染料会在水洗液中形成一定的染料浓度,对织物进行“二次上染”,影响织物的摩擦牢度,还会引起白地沾污。因此,活性染料的水洗后处理是整个染色工艺过程的重要环节,对于提高染色物的染色牢度、节约能源和水资源具有重要的意义。 印染企业通常使用碱性皂洗剂,皂洗时浴中布面pH值为10~11,晕碱性,在高温皂洗时,已固着于织物的活性染料易发生断键。因而皂洗前还需经多次冷水、温水冲洗,并用醋酸中和,以提高染色牢度、降低布面pH值。这既耗时、耗水、耗能,又降低生产效率,因此一直被人们所关注,希望能尽早解决这一难题。 庄杰化工,用心经营,用心打造绿色、环保助剂。其畅销产品之一的ZJ-R305防沾皂洗剂,具有优良的防沾效果,专门针对活性印花后皂洗能有效的防止染料的再回沾。对染色、印花后浮色的洗除和印花糊料的清除以及丝绸生产中脱脂、洗涤等有良好的功效。对各种酸类、碱类以及电解质类产品稳定,对钙盐、镁、铁离子具有良好的螯合能力可以保证洗水后色光的纯正。不含磷和APEO,完全符合国际环保标准。
含翠兰活性染料染色工艺的改进 1 现状 一直以来在执行含有翠兰活性染料的中深色染色工艺时尽管工艺操作时,如使用螯合分散剂,加盐、加碱多次分步,升温速率极慢等方法非常谨慎,但是色花的几率依然很高。为此要剥色后回染,回水后仍然面临此问题且牢度不好。经过分析认为主要是翠兰染料的分子量非常大导致上色快,但牢度差,洗水不干净。兼于以上缺点,在实际生产中通过先加染料,然后分次加芒硝、加碱并延长工艺时间的方法优化工艺。实践证明,不仅色花问题有明显改善,而且牢度得到提高。 2 工艺流程 2 .1 煮漂 由于棉纤维上存在蜡状物质、含氮物质、色素、矿物质以及织造过程中沾污的油污等,会直接影响织物的手感、润湿性、颜色鲜艳度、色牢度等,因此染色前必须将这些杂质去除。 工艺处方/(g/L) 双氧水6.0 稳定剂1.0 纯碱3. 无泡枧油0.35 防皱剂CD2.0 时间/min 60 l:10 浴比
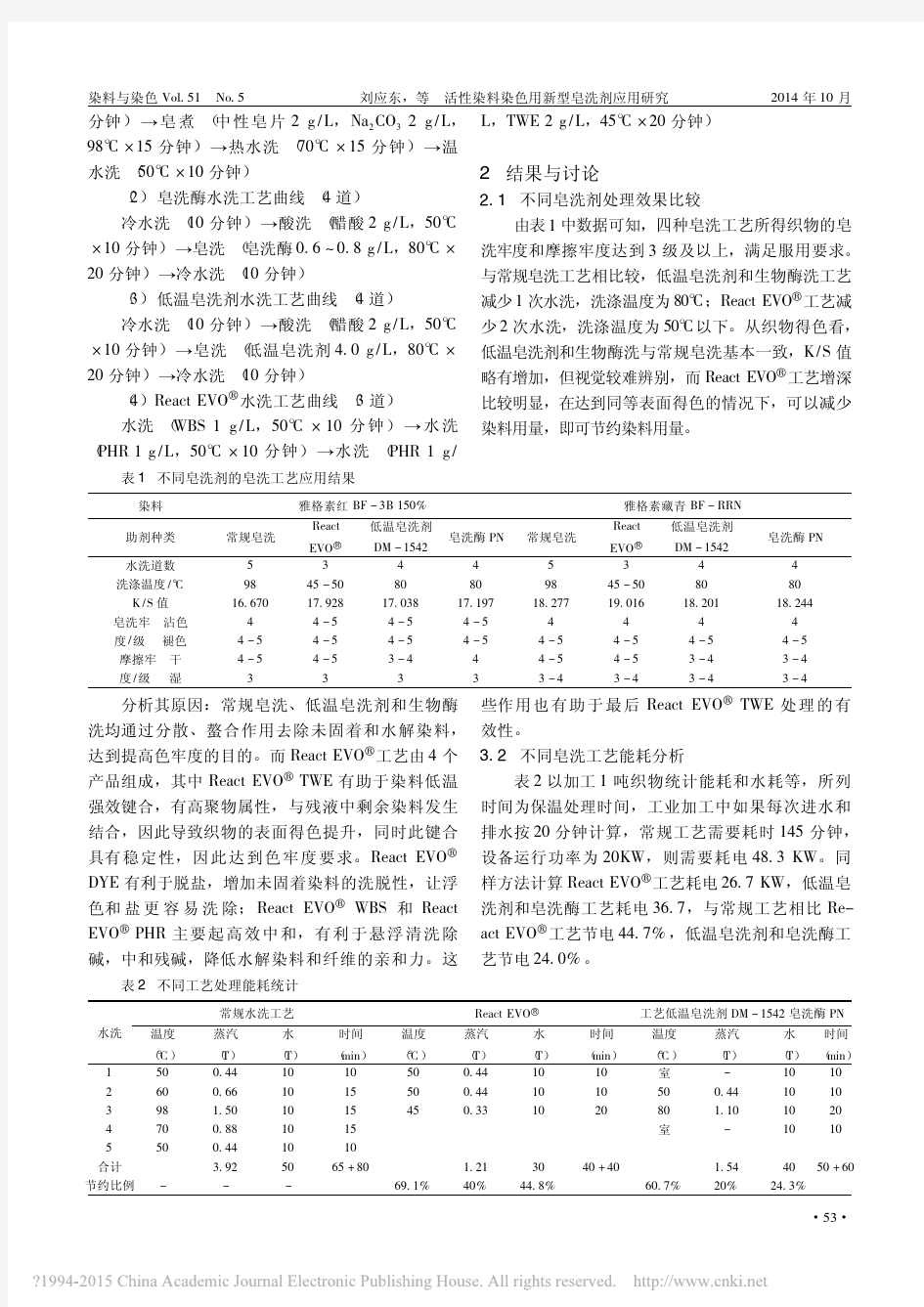
40 C时先后加入I稳定剂、2纯碱、3无泡枧油S、4防皱剂CD、5双氧水,升温至90 C 12 3 4 5 的匸SCOT 7QTC WUXlfi * 帕丘和亍枷诚? IB/ 煮漂处理。 2 . 2染色 2 . 2 . 1工艺处方,(0 . w . f%) 活性翠蓝 B —BGFN 3 . 0 活性嫩黄B-4GLN 1 . 43 活性金黄B-4RFN0 . 95 芒硝80 纯碱25 匀染剂RG 一133 l一3 分散剂EXL 一1061 浴比l: 10 2. 2 . 2原工艺流程 加匀染剂RG —133(1克/升)、芒硝升温至60 C—加用40' C清水化好的染料(30min) —保温40min —加纯碱45min(第一次2 %,第二次8 %,第三次15 %) 一保温40min —洗 水I5min 加冰醋酸(45 C X15min) —热水洗(80 C X15min) —皂洗两遍(90 C X15min) ?热水洗(60 C X15min) ——中和PH 6 —7(45 C X15min) ——固色(45 C X15min) —柔软(45 C X15min) —出布。(预留化染料的水)。 2. 2 . 3新工艺流程 加匀染剂RG 一133(3 克/升)、分散剂EXL —106(1 克/升)升温至40 C—加用40 C 清水化好的染料(30min) ?保温20min —加芒硝2/5X 20min —加芒硝3/5X 20min —升温至60 C (1 . 5 C/分)一保温20mnin —加纯碱2 % X20min —加纯碱8 % X20min 一加纯碱15 % X20min —保温40min —一洗水l5min 一加冰醋酸(45 C X15min) —热水
一、综述报告 (1) 1、课题分析 (1) 2、检索策略 (2) 3、检索式及检索结果 (3) 4、检索体会 (3) 二、综述论文 (6) 1、前言 (6) 2、文献综述 (7) 2.1国内活性染料总况 (8) 2.2活性染料的研究 (10) 2.2.1活性燃料的染色工艺 (11) 2.2.2提高活性染料固着率 (12) 2.2.3提高提高活性染料吸尽率 (14) 2.2.4 新活性染色技术的发展 (15) 2.2.5活性染料废水污染与处理 (16) 2.2.6活性染料低(无)盐染色研究 (17) 2.2.6.1 低盐活性染料的开发 (17) 2.2.6.2纤维素纤维的改性实现低(无)盐染色 (18)
2.2.6.3 无盐染色助剂的开发 (19) 2.2.6.4 低(无)盐染色工艺[16] (20) 2.2.6.4.1湿短蒸工艺 (20) 2.2.6.4.2无盐轧蒸连续工 (21) 2.2.6.4.3冷轧堆工艺(包括冷轧堆前处理和冷轧堆染色) (21) 2.3活性染料的商品化技术 (22) 2.3.1生产技术和商品质量的精细化 (22) 2.4活性染料发展展望 (24) 2.5总结 (24) 2.6参考文献 (25)
一、综述报告 1、课题分析 还记得上学期创意手工染竞赛,我们主要使用了活性染料和直接染料,当时我就对此产生了兴趣,何为活性染料何为直接染料,它们有什么不同,它们都是什么类型的化学物质,哪种染料更有优势,更具有前景,值得我们去做深一步的探究呢?那我们首先必须了解各种染料的市场占有率和近几年的发展势头排名。 活性染料主要用来染色棉纤维,在世界纤维素纤维消耗的各类染料中,以吨位计,活性染料占33%,硫化染料占21%,直接染料占18%,颜料占13%,还原染料占10%,冰染染料占5%;以金额计,活性染料占43%,还原染料占20%,直接染料占17%,颜料占8%,冰染染料和硫化染料各占6%。无论从消耗的吨位数,还是从消耗金额来看,活性染料均居各类棉用染料之首。 表2世界纤维素纤维历年消耗各类染料(吨) 注:(1)括号内数字为占总量酉分数;
关于活性染料的探讨 摘要:活性染料是一类很有发展前途的重要染料,在各种纤维染色中越来越为人们所关注。本文主要从活性染料的概念,分类,染色原理以及活性燃料的发展现状和应用前景几个方面来阐述的。 关键词:活性染料、活性基、反应机理、水溶性基团、亲和力、应用前景 正文:从1956年活性染料问世以来,经过50多年来的努力,活性染料已取得巨大进展,商品品种不断推陈出新,染料的各项性能不断改善。随着新工艺、新设备的发展,活性染料已经成为最重要的染料类别之一,在纺织印染所消耗的各类染料中所占比例迅速提高,遍及织织工业中的棉纺、毛纺、丝绸、针织、巾被、制带等各个部门,日益显示其在染料工业和印染工业中的独特地位。特别是随着环保意识的提高,活性染料成为各国大公司关注和竞相发展的一类染料。 活性染料又称反应性染料,是20世纪50年代出现的一类新型的水溶性染料,活性染料分子中含有能与纤维素中的羟基和蛋白质纤维中的氨基发生反应的活性基团,染色时与纤维生成共价键,生成“染色——纤维”化合物。 活性染料分子包括母体及活性基团两个主要部分,活性基团通过某些连接基与燃料母体相联,不同的活性基团通过与纤维中的-OH进行反应,而燃料母体则是燃料的发色部分,所以对活性材料可以根据其母体或活性基团进行分类。 按母体染料一般可分为偶氮型、蒽醌型、酞箐型等。其中偶氮燃
料色谱齐全,品种最多。根据活性基团的不同进行分类,可以分为均三嗪型和乙烯砜型为主,其中均三嗪型几乎占了燃料的一半左右。 活性染料染色反应类型与反应机理 活性染料与纤维素的反应分为亲核取代反应和亲核加成反应。 亲核取代反应 下面表示纤维素和羊毛的活性染料亲核取代反应以及该类活性染料 的平行水解反应。活性染料与纤维素的亲核取代反应: 亲核加成反应 β2羟乙基砜硫酸酯染料与纤维素的加成反应应通过双键 阶段;β2磺乙基磺酰胺染料通过闭环2再开环加成: Dye—SO2 CH2 CH2 OSO3 Na + NaOH Dye—SO2 CH =CH2 +Na2 SO4 +H2O Dye—SO2 CH = CH2 +Na2 SO4 + Cell - OH Dye—SO2CH2CH2O - Cell Dye—SO2 CH = CH2 +Na2 SO4 +W - NH2orDye—SO2CH2CH2—NH-W 染色过程活性燃料平行发生水解: Dye-SO2CH=CH2 + H2O→Dye-SO2CH2CH2OH