
卡尺内部检校规程
1 范围
本规程适用于本公司卡尺的内部检定。
2 引用文件
GB/T 21389-2008 游标、带表和数显卡尺
JJG30-2012 通用卡尺检定规程
3 概述
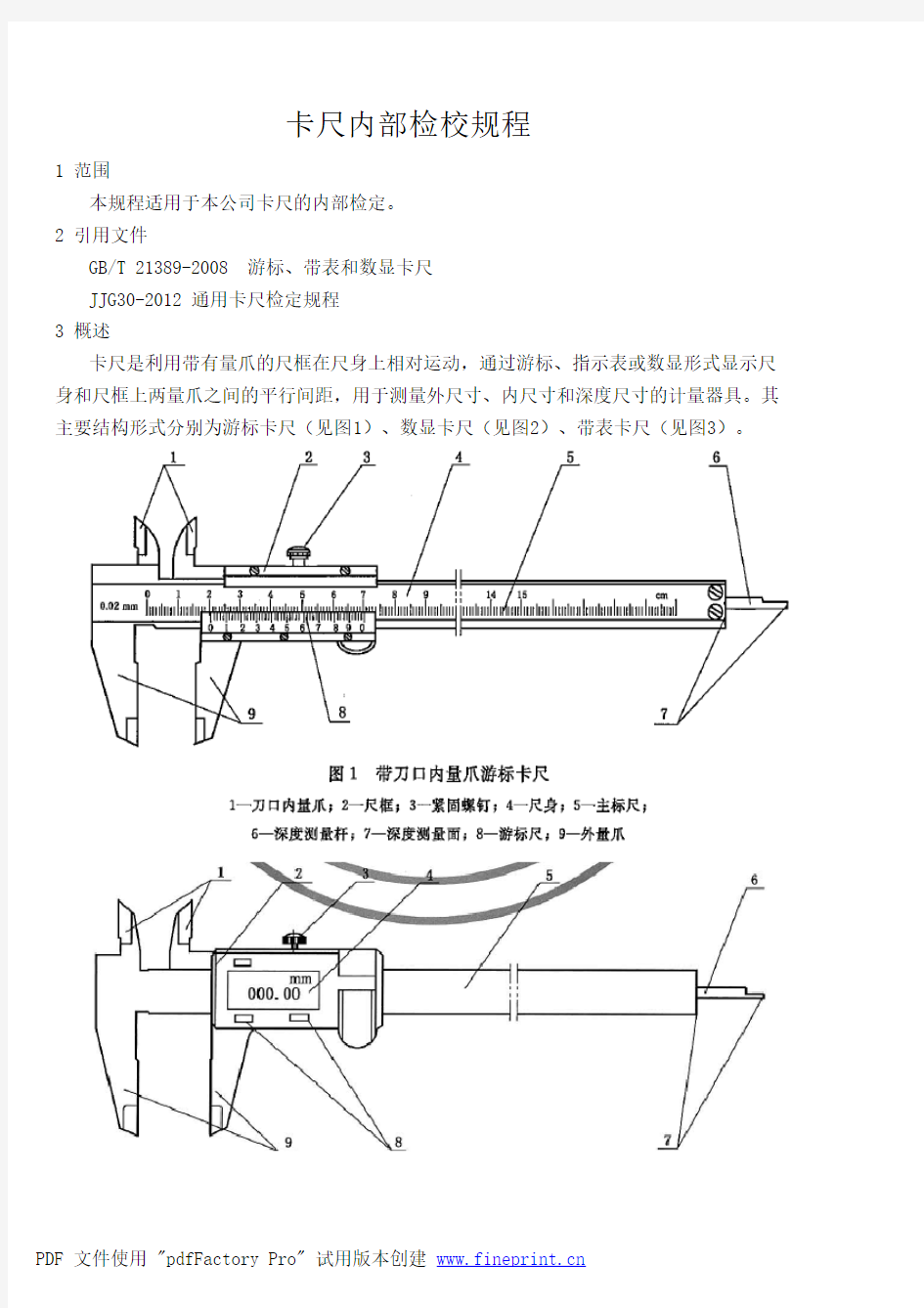
卡尺是利用带有量爪的尺框在尺身上相对运动,通过游标、指示表或数显形式显示尺身和尺框上两量爪之间的平行间距,用于测量外尺寸、内尺寸和深度尺寸的计量器具。其主要结构形式分别为游标卡尺(见图1)、数显卡尺(见图2)、带表卡尺(见图3)。
4 技术要求
4.1 外观
4.1.1 卡尺表面应镀层均匀、标尺标记应清晰,表面清洁。不应有锈蚀、碰伤、毛刺、镀层脱落及明显划痕,无目力可见的断线或粗细不匀等,以及影响外观质量的其他缺陷。
4.1.2 卡尺上必须有制造厂名或商标、分度值和出厂编号。
4.1.3 使用中和后续检定的卡尺,允许有不影响使用的外观缺陷。
4.2 各部分相互作用
4.2.1 尺框沿尺身移动应手感平稳,不应有阻滞或松动现象。数字显示应清晰、完整无黑斑和闪跳现象。个按钮功能稳定、工作可靠。
4.2.2 各紧固螺钉和移动装置的作用可靠。
4.2.3 主尺尺身应有足够的长度裕量,以保证在测量范围上限时尺框及卫东装置在尺身之内。
4.3 各部分相对位置
4.3.1 游标尺刻度线与主标尺刻度线应平行,无目力可见的倾斜。
4.3.2 游标尺标记表面棱边至主标尺标记表面的距离应不大于0.30mm。
4.3.3 卡尺量外量爪合并时,应无目力可见的间隙。
4.3.4 零值误差
4.3.4.1 游标卡尺测量爪两侧面相接触时,游标上的“零”标记和“尾”标记与主标尺相应标记应相互重合。其重合度应符合表1的规定。
表1 “零”标记和“尾”标记与主标尺相应标记重合度
4.3.4.2 带表卡尺测量爪两测量面相接触时,此时毫米读数部位相对主标尺“零”标记的位置离线不大于标记宽度,压线不大于标记宽度的1/2。
4.3.5 示值变动性
带表卡尺不超过分度值的1/2.数显卡尺不超过0.01mm。
4.3.6 漂移
数显卡尺的数字漂移在1h内不大于一个分度值,带有自动关机功能的数显卡尺可不检此项。4.3.7 示值误差
游标、带表或数显卡尺外量爪、刀口内量爪的示值误差、深度卡尺的示值误差应符合表2的规定游标、带表或数显卡尺外量爪示值误差在里外端两位置测量时,其读数之差不大于相应测量范围内最大允许误差的绝对值。
5 计量器具控制
计量器具控制包括:首次检定、后续检定和使用中检查。
5.1 检定条件
5.1.1 检定室内温度(20±5)℃。
5.1.2 检定室内相对湿度不大于80%。
5.1.3 检定前,应将被检卡尺及量块等检定用设备置于平板或木桌上,其平衡温度时间见表3的规
定。
表3 平衡温度时间
5.2 检定项目和检定设备
卡尺的检定项目及主要检定设备列于表4。
5.3 检定方法
5.3.1 外观
目力观察。
5.3.2 各部分相互作用
目力观察和手动试验。
5.3.3 各部分相对位置
目力观察或用塞尺进行比较测量。
5.3.4 零值误差
移动尺框,是游标卡尺或带表卡尺量爪两外测量面接触,分别在尺框紧固和松动的情况下,
用目力观察其重合度。
5.3.5 示值变动性
在相同条件下,移动尺框,使数显卡尺或带表卡尺量爪两外测量面接触,重复测量5次并读数。示值变动性以最大与最小读数的差值确定。
5.3.6 漂移
目力观察。在测量范围内的任意位置紧固尺框,在1h内每隔15min观察一次,记录测量值,取最大漂移的绝对值作为测量结果。
5.3.7 示值误差
用5等量块测量。测量定分布:对于测量范围在300mm内的卡尺,不少于均匀分布3点,如
(0-300)mm的卡尺,其测量点为101.30mm,201.60mm,291.90mm,或101.20mm,201.50mm,291.80mm。根据实际使用情况可以适当增加测量点位。
示值误差的测量应在螺钉紧固和松动两种状态下进行。无论尺框紧固与否,卡尺的测量面和基准面与量块表面接触应能正常滑动。接触时,有微动装置的应使用微动装置。
刀口外量爪和刀口内量爪的示值误差的检定方法同上。测量时,每一测量点应在刀口外量爪和刀口内量爪的中间位置进行测量。检定刀口内量爪的示值误差时应在使用两块和内测量专用检具或相应的标准内尺寸作为内尺寸测量标准。
编制/时间:批准/时间:
专用游标卡尺校准规范 1.规范 本规范规定了专用游标卡尺的校准项目、标准、方法和结果处理等内容。 本规范适用于新制的,使用中和修理后的分度值为0.02mm,测量范围0mm~ 300mm的专用游标卡尺的校准。 2规范性引用文件 下列文件中的条款通过本规范的引用而成为本规范的条款。凡是注日期的引用文件,其随后的所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本规范。 JJF1001通用计量术语及定义 JJG30通用游标卡尺校准规范 3术语和定义 本规范采用JJF1001确立的术语及定义。 4概述 专用游标卡尺是专门用来测量零件管形壁和内孔刀槽直径的专用计量器具。其结构分为测量壁厚和内孔尺寸两种形式,如图1、图2所示。这两种形式的专用游标卡尺其制造有两种情况:一种是用合格的通用游标卡尺改制的,另一种是按通用游标卡尺原理专门制造的。目前按通用游标卡尺原理制造的专用游标卡尺已很少见,大多数十用合格的通用游标卡尺改制的。 5人员 从事专用游标卡尺校准的人员必须经过培训并取得计量检定员资格证才能上岗操作。 6校准项目 校准项目表如表1。
校准项目如表1。 序号校准项目 校准类别 新制及修理后 的 使用中的 1 外观+ + 2 各部分作用+ + 3 测量工作面表面粗糙度+ - 4 刻线宽度及刻线间距+ - 5 刻线表面的棱边制主尺刻线面距离+ + 6 两量抓半径及同轴度+ - 7 零位误差+ + 8 示值误差+ + 注:“﹢”表示应校准,“﹣”表示可不校准。 7专用游标卡尺校准仪器及条件 7.1 校准设备及标准 7.1.1 表面粗糙度样板。 7.1.2 万能工具显微镜。 7.1.3 2级塞尺 7.1.4 1级平板、方箱、杠杆百分表、R样板规。 7.1.5 外径千分尺、5等量块。 7.2 校准条件 校准专用游标卡尺的室内温度应为(20±5)℃,校准前平很温度的时间不应少于2小时。 8 专用游标卡尺校准方法 8.1 校准工作前相关原始记录的核对和记录 8.1.1 对于新制造的专用游标卡尺,需对卡尺制造者所填写的制造合格证中名称、机种、对象测量件图号、卡尺单个号、制造年月日、存
1.0目的: 确保游标卡尺的正确使用及保养,延长游标卡尺的使用寿命,提高测量的准确度。 2.0适用范围: 适用于游标卡尺的整个使用过程 3.0操作规程(以三丰530型为例): 3.1游标卡尺结构 主要要包含了主尺、副尺、锁紧螺丝、调节螺丝、铜垫、导向组件。 3.2游标卡尺的四个测量面 3.2.1外卡口:由主尺外卡口与副尺外卡口组成,用于测量外尺寸、孔距等。 3.2.2内卡口:由主尺内卡口与副尺内卡口组成,用于测量内尺寸、孔距等。 3.2.3高度测量面:由主尺与副尺的两个基准端面组成,用于测量高度、段差等。 3.2.4深度测量面:由深度尺与主尺的尾端组成,用于测量深度等。 3.3游标卡尺的读数与精度 3.3.1游标卡尺的读数:先读主尺上主刻度的数值,此数值为整数位值(例:12、36、150等); 再对副尺上的51个刻度与主尺刻度进行对齐,例:对齐刻度为副尺上刻度数值5与6 之间的第二个刻度,则小数位第一位为0.5(由对齐线副尺刻度左边显示的数值决定),小数位第二位数值为0.04(由对齐线副尺刻度序列号乘以0.02所得)。因而完整的读数为12.54、36.12、150.46等值. 3.3.2游标卡尺的精度:0.02mm 3.4游标卡尺的误差 3.4.1卡尺误差:由卡尺本身的精度造成,主要有对零不准、喇叭口、主副尺配合松动、刻度 值不准等。 3.4.2读数误差:由人为找对齐线不准造成。 3.4.3测量误差:由操作使用不当造成,主要有用力不当、检测点取用不当、测量歪斜等 3.5游标卡尺的使用步骤 3.5.1测量前自我校对卡尺(对零)。 3.5.2选取合适的测量基准点(包括卡尺与实物)。 3.5.3进行取值(应当避免测量误差的产生)。 3.5.4读数。 抄送:□总经理□市场部□工艺技术部□计划部□采购部□生产部□品质部□人力资源部□财务部□文控中心 3.5.5游标卡尺归位(使外卡口对平)。
电子数显卡尺操作规程 (ISO9001-2015) 1.0目的: 确保仪器的正确使用、避免仪器和产品因使用不当而造成的损坏,提高产品测试数据的有效性、真实性、准确性。 2.0范围: 2.1该操作规范适用于公司电子数显卡尺的使用。 2.2该仪器适用于公司产品使用各零部件的内径、外径、长度、宽度、深度、厚度等的测试。 3.0职责与权限: 3.1使用部门:使用人员负责日常仪器的点检;使用人员严格按此规范正确操作。 3.2质量中心:负责仪器的校验计划安排和实施校验. 4.0电子数显卡尺 电子数显卡尺是利用容栅测量系统原理对两测量爪相对移动分隔的距离进行测量并通过LCD显示出测量值的一种长度测量工具。 4.1基本结构简图:见附件。 4.2性能特点及按键说明: a) 具有测量内径、外径、深度、台阶四种测量功能(见上图),能进行直接测量和比较测量; b) 测量范围在100mm以上的电子数显卡尺带有微动滚轮,可滚轮微调,便于单手操作;
c) 根据使用性能和规格分三按键、四按键和六按键电子数显卡尺; d) 带有电源开关,任意位置清零,任意位置进行公英制转换,带有数据输出端口。 主要技术指标和按键功能说明: e) 卡尺移动分辨率为:0.01mm/0.0005in,显示值变动性(精度):0.01mm;最在移动速度:1.5m/s,电源:一粒SR44W(1.5-1.6V)扣式氧化银电池;工作条件:温度-40至+40摄氏度,相对湿度≤80%; f) ON/OFF:电源开关; g) ZERO:归零; h) inch/mm:英制与公制转换,每按一次两者之间转换。(见下图) 4.3使用说明: a) 使用前,松开表上方紧固螺丝,并将尺表平稳移开,用布将各测量面和导向面擦拭干净; b) 使用前,要检查各按键是否灵活、有效、在任意位置数显是否稳定、清晰; c) 测量前卡尺两外测量面必须要保持相接触,按一下ON/OFF键(即打开电源开关),随后按ZERO键,将LCD显示数字归零,同时根据测量单位要求转换inch/mm键。 4.4读数方法: a) 使用电子数显卡尺读数相当间单,但要切记的是:a).卡尺起始位,LCD显示必须为“0.00”;b).要明确使用何种单位来测量读数,是用公制还是用英制?(例如:用公制来测量,LCD屏幕上用显示“mm”字样,如屏幕显示的是英制“in”字样,则可以在测量前或测量后按一下“inch/mm”键来转换)千万不
有限公司 游标卡尺检定规程 一、外观检查 1、检查方法:用专用擦布擦拭卡尺表面,保持卡尺表面清洁、无油污,目力观察卡尺。 2、在卡尺表面不有碰伤、锈蚀和其他缺陷; 3、游标刻线和数字应清晰、均匀,不应有脱色现象,游标刻线应刻到斜面下边缘; 4、卡尺上应刻有制造厂名和商标、出厂编号和分度值; 5、使用中和修理后的卡尺,允许有不影响使用准确度的外观缺陷。 二、各部分相互作用检查 1、检查方法:目测和手动检查; 2、轻轻移动尺框,尺框沿尺身移动硬手感平稳,不应有阻滞或松动现象; 3、旋动各紧固螺钉,紧固螺钉的作用应可靠; 4、移动深度尺杆,深度尺不允许有窜动,尺身或尺框的配合间隙引起的外量爪不错位 三、各部分相对位置检定 1、目力观察或用2级塞尺进行比较检定; 2、游标尺标记表面棱边至主标尺标记表面的距离应不大于0.3mm; 四、测量面的表面粗糙度检定 用表面粗糙度比较样块对游标尺量爪的测量面和底座工作面的粗糙度进行比较检定 五、圆弧内量爪的尺寸和平行度检定 用经过技术监督部门检定的合格卡尺沿卡尺量爪在平行尺身的方向上测量.在其它方向上测量时,所测量之偏差应不超过标准值的上偏差,检定是在尺框紧固与松开的两种状态下各测一次。 六、刀口内量爪尺寸和两量爪侧面间隙 先将经过技术监督部门检定的合格卡尺固定在20mm,沿全长范围内测量刀口内量爪尺寸,尺寸偏差由测得值与检定用尺寸之差确定,其它方向测得值与检定用尺寸之差,应不超过内量爪尺寸的上偏差。 七、零值误差的确定 1、移动游标卡尺的尺框,使卡尺的两测量面接触,分别在尺框紧固和松开情况下观察游标零刻线和尾刻线与尺身相应刻线的重合情况,从而确定零值误差。 2、检定深度尺和高度尺的零值时,应将尺置于1级平板上,移动尺框,使量爪测量面与平板正常接触(有微动装置的使用微动装置),检查游标上的零标记和尾标记与主标尺相应标记的重合情况,确定零度值误差。 3、合度应在-0.030-+0.030mm范围内。 八、示值误差的检定
菲恩(科技)江门有限公司 卡尺校准规范 文件编编号: 发布日期: 实施日期: 1、目的 对内部的卡尺校准,确保准确度和实用性保持完好。 2、规范性引用文件 本规范引用下列文件: JJG 30-2012 通用卡尺检定规程。 3、范围 本规范适用于公司内部分度值或分辨力为:0.01mm,0.02mm,0.05mm;测量范围:0~500mm,各种规格游标卡尺、带表卡尺、数显卡尺的首次校准、使用中校准和后续校准,其它类型卡尺也可参照执行。 4、校准标准 外校合格的标准量块 5、环境条件 5.1 校准室内温度(20±5)℃,恒温时间不少于2h. 5.2 校准室内湿度不超过80%RH 5.3校准前,应将被校卡尺及量块等校准用设备同时置于平大理石平台上或木桌上,其平衡温度时间见 表-1的规定。 表-1 平衡温度时间 6、技术要求 6.1零值误差 通用卡尺量爪两测量面相接触(深度通用卡尺的主标尺基准面和测量面在同一平面)时,由表上的“零”标记和“尾”标记与主标尺相应标记应相互重合。其重合度应符合表-2的规定。 带表卡尺部超过不超过分度值的1/2,数显卡尺不超过0.01mm. 6.3示值误差 应符合表-3的规定,带深度测量杆的卡尺,深度测量杆在20mm点的示值误差应不超过1个分度值。
表-3 通用卡尺的示值误差 5、校准方法 5.1零值误差; 5.1.1 移动通用卡尺的尺框,使通用卡尺的量爪两外侧面接触,分别在尺框紧固和松开的情况下, 用目力观察“零”标记和“尾’标记与主标尺相应标记的重合度。必要时用工具显微镜校准。 5.1.2 对于深度通用卡尺,将尺框基准面与尺身测量面同时与大理石平台接触。 5.2示值变动性 5.2.1在相同条件下,移动尺框,是电子数显卡尺或带表卡尺两外测量面接触,重复测量10次读 数。示值变动性以最大与最小读数的差值确定。 5.3示值误差 5.3.1川3级或5等量块校准 5.3.2受校点的分布:对于测量范围在300mm 内的卡尺,不少于均匀分布3点,如测量范围为(0~ 150mm )的卡尺,其受教点为30mm;60mm;90mm;如测量范围为(0~300mm )的卡尺,其受校点为 101.30mm ;102.60mm ;291.90mm ;对于测量范围大于300mm 的卡尺,不少于均匀分布6点,如测量范围为(0~500mm )的卡尺,其受校点为 80mm ;161.30mm ;240mm ;321.60mm ;400mm ;491.90mm.根据实际使用情况可以适当增加受校点位。 5.3.3校准时每一受校点应在量爪的里端和外端两位置校准,量块工作面的长边和卡尺测量面长 边应垂直如;图-1 图-1 5.3.4对于深度通用卡尺,校准时按受校尺寸依次将两组同一尺寸的量块平行放置在一级平板上, 使深度尺的基准面长边和量块工作面的长边方向垂直接触,在移动尺身,使其深度尺测量面和一级平板面接触。校准时量块分别置于深度尺基准面的里端和外端两位置进行校准;如图-2 里端
操作应用程序 工作原理 游标卡尺是工业中常用的长度测量仪器。它由尺体和光标组成。光标可以在尺体上滑动,如图2.3-1所示。如果从后面看,光标是一个整体。游标尺与尺体之间有弹簧(图中未显示)。弹簧的弹力使游标和尺体紧密闭合。游标卡尺上部有一个固定螺钉,可将光标固定在尺体的任何位置。尺身和游标都有测量爪。槽的宽度和管子的内径可以用内测量爪测量,零件的厚度和管子的外径可以用外测量爪测量。深度计连接到游标卡尺上,以测量凹槽和气缸的深度。主体和光标上有刻度。以精度为0.1mm的游标卡尺为例。尺子上最小的刻度是1毫米。游标尺上有10个相等的小刻度,总长9毫米。每个刻度为0.9mm,比主刻度上最小刻度小0.1mm。当测量钳口接近时,尺体与游标尺的零刻度线对齐。第一条刻度线与第二条刻度线的差值分别为0.1mm和0.2mm。第10刻度线相距1mm,即光标的第10刻度线与主刻度的9mm刻度线完全对齐。当等效钳口之间测量的物体线性度为0.1 mm时,游标卡尺应向右移动0.1 mm。此时,第一条刻度线与尺体上
的1mm刻度线精确对齐。同理,当游标卡尺第五刻度线与尺体5mm刻度线对齐时,表示两测爪之间的宽度为0.5mm,以此类推。当测量长度大于1mm时,从游标“0”刻度线和尺体上读取总毫米数。 手册 用软布擦拭测量爪使其闭合,并检查游标卡尺与秤体零刻度标记是否对齐。对中时可测量:未对中记录零位误差:尺体零刻度线右侧的光标零位线称为正零位误差,尺体零位线左侧称负零位误差(此调整方法符合数字轴规定,原点右侧为正,左侧为负)。测量时,右手持尺,拇指移动光标,左手握住要测量外径(或内径)的物体,将被测物体放在外测量爪上。测量零件尺寸时,卡尺两个测量面连接线应与被测表面垂直,不得有偏差。测量时,轻轻摇动卡尺使其垂直放置,如图2-6所示。否则,如果测量爪的位置不正确,如图2-6所示,测量结果a将大于实际尺寸B。首先打开卡钳的活动测量爪,将测量爪自由夹紧在工件上,然后将零件压在固定件上。测量卡爪,然后移动尺框动量爪,使其接触到受轻微压力的零件。如果卡尺装有微动装置,可以拧紧微动装置上的固
通用卡尺检定规程贯标考试题(答案) 1.现行通用卡尺的检定规程号是(JJG-2002)使用测量范围上限至(2000mm)。 2.通用卡尺按结构形式分为:游标卡尺、(电子显示卡尺)、(带表卡尺)深度游标卡尺, 电子数显深度卡尺。 3.通用卡尺是用来测量外尺寸和(内尺寸),盲孔、阶梯形孔及(凹槽)等相关尺寸的量 具。 4.分度值0.02mm的游标卡尺其标记宽度范围为(0.08-0.18)mm标尺标记宽度差为(0.02) mm。 5.带表卡尺的指针末端宽度为(0.08mm~0.18mm)标尺标记宽度差为(0.02mm)。 6.规程规定0.02mm卡尺外量爪测量面的表面粗糙度为(0.2μm),内量爪测量面粗糙深度 (0.4μm)。 7.测量范围是0-1000mm的卡尺外量爪测量面的平面度为(0.03mm),深度尺的平面度为 (0.005mm)。 8.0.02mm卡尺圆弧内量爪的基本尺寸偏差和平行度为(±0.01mm)和(±0.01mm)。 9.使用中0.02mm卡尺刀口内量爪尺寸偏差为(-0.010~+0.020)mm,平行度为(0.01)mm。 10.带表卡尺量爪两测量面相接触时,圆标尺的指针应位于(正上方),此时毫米度数部分 至主标尺“零”标记的距离不超过标记宽度,压线不超过标记宽度的(1/2)。 11.规程规定带表卡尺的示值变动性为(不超过分度值的1/2),数字显示器卡尺示值变动性 为(不超过(0.01mm)。 12.规程要求数字显示器的示值稳定性为(1h)内不超过(0.01mm)。 13.分度值0.02mm测量范围(150~200)mm的卡尺其示值误差为(±0.03mm),而测量 范围增大到(200~300)mm的卡尺示值误差为(±0.04mm)。 14.规程要求卡尺表面应镀层均匀,标尺标记应(清晰)表蒙(透明清洁)。 15.卡尺上必须有制造厂名或商标(MMC)标志(分度值)和出厂编号。 16.量具的检定条件是温度(20±5)℃,湿度(不超过80%RH)。 17.使用中检验包括的检定项目有:外观、(各部分相互作用)、数字显示器的(示值稳定性)。 18.圆弧内量爪的基本尺寸需要(外径千分尺),测量面的表面粗糙度需要(表面粗糙度比 较样块)等主要设备来检定。 19.检定游标量具的计量标准名称是(检定游标量具标准器组),准确度等级是:(五等)。 20.检定结果的处理要求,经检定符合规程要求的(发给检定证书),不符合的(发给检定 结果通知书)并注明不合格项目。
1、目的/Purpose: 明确公司内部卡尺、高度尺校准的内容和方法,确保仪器精度满足使用需求。 2、适用范围/Range: 文件适用于本公司所有卡尺的内部校准。 3、定义/Terms: 无 4、职责/Responsibility: 品质部负责公司内所有卡尺、高度尺的校准判定。 5、工作程序/Work Procedure: 5.1主要校准项目和主要校准工具列表: 表1 5.2 校准条件:温度:(23±5)℃湿度:≤80%RH 5.3校准周期:6个月 5.4校准方法和校准技术要求: 5.4.1外观 开机检查显示功能是否正常;检查千分尺的零点是否正常;检查千分尺各个测量面有无生锈;在整个量程内移动千分尺的微分筒,看是否有松动、卡死现象;检查锁紧装置是否安全可靠。 5.4.2 示值误差校准及技术要求: 5.4.2.1 卡尺示值误差校准
开机检查显示功能是否正常;检查游标尺上的零刻线与主尺的零刻线是否对齐;检查卡尺各个测量面有无生锈;在整个量程内拉动游标卡尺,看是否有松动、卡死现象;检查锁紧装置是否安全可靠。 5.4.2.1.1 示值误差校准及技术要求: 根据表2规定的校准点选取相对应的标准量块,使用无尘布将标准量块工作面擦拭干净(不能有污渍或粉尘),使用被校准卡尺测量标准量块,读取卡尺示值,计算标准量块标称值与卡尺示值之差,即被校准卡尺示值误差,计算公式如下: △X=X- X0 △X ---被校准卡尺示值误差 X ---被校准卡尺示值 X0---标准量块标称值 卡尺/高度尺校准点与示值误差对照表:表2
重复上述步骤,完成所有校准点的校准,如果所有校准点的示值误差都在表2规定的允许误差范围内,则被校卡尺合格,否则被校卡尺不合格。 5.4.2.1.2深度误差校准 将2块20mm的量块放在第三块量块上,使卡尺的深度测量面与量块接触,并保证其垂直(如图1),移动游标尺,使深度测量杆与底面量块接触,然后读取卡尺示值X,计算标准量块标称值与卡尺示值之差,即被校准卡尺深度误差,计算公式如下,其深度误差应不大于±0.02mm。 △X=X- 20 △X ---被校准卡尺深度误差 X ---卡尺示值 20---量块标称值 图1 5.4.2.2 高度尺示值误差校准 根据表2规定的校准点选取相对应的标准量块,使用无尘布将标准量块工作面和校准试验台擦拭干净(不能有污渍或粉尘),将高度尺放置在试验台上,移动游标尺是测量面轻轻接触试验台并将高度尺置零,然后将标准量块竖直放在试验台上,使用被校准高度尺测量标准量块,如图2,读取高度尺示值,计算标准量块标称值与高度尺示值之差,即被校准高度尺示值误差,计算公式如下:
1. 目的 为了使操作者能正确使用卡尺测量工具,减少测量误差确保其读数值能最大限度的反映被测工件真实值,规范使用者操作动作。 2.适用范围 本标准适用于所有卡尺的操作使用及保养。 3.职责 3.1各部门负责本部门卡尺的操作、保养. 3.2品管部负责卡尺的外校申请工作。 3.3供应部负责卡尺的外校工作。 4.操作程序 4.1 游标卡尺的操作程序: 4.1.1使用前先检查卡尺是否完好无损,刻度是否清晰。 4.1.2.用手指轻轻推动游标,使其沿尺子来回移动,手感平稳,不应有阻滞或松动。 4.1.3拧松固螺钉,将游标推到最左边位置,检查游标的主尺“0”刻度线与副尺“0”刻度线是否对齐, 如果以上两零点刻度线不对齐,不能用其作为测量工具,并按规定送外校部门处理。 4.1.4根据实际情况,选择所需的测量方式:外爪、内爪或深度杆。 A)测外径:将被测物放于大卡口之间,并卡住,使产品与卡尺平衡。 B)测内径:将卡尺的小卡刀伸入孔内,拔开卡尺并卡住,使产品与卡尺平衡。 C)测孔深:将卡尺的探针伸入孔内及底,滑动游卡使卡尺尾端与产品口重合。 4.1.5游标卡尺的读数: A)在主尺上读出副尺零线以左的刻度,该值就是最后读数的整数部分。图示33mm。 对齐线 主尺 副尺 B)副尺上一定有一条与主尺的刻线对齐,在刻尺上读出该刻度线距副尺的格数(“0”条的刻度线除外),将其与刻度间距0.02mm相乘,就得到最后读数的小数部分。图示为0.24mm。 C)将所得到的整数和小数部分相加,就得到总尺寸为33.24mm。
4.1.6将测量数据记录下来,以毫米为单位的,小数后面应保留两位。 4.2数显卡尺的操作程序: 4.2.1左手大拇指轻轻按住“ON/OFF”键,开启数显电子卡尺电源。 4.2.2松开紧固螺丝右手轻轻用力移动尺框,检查显示屏和各按键工作是否正常。 4.2.3右手握住尺身,拇指压住尺框,使测量爪重合。 4.2.4右手大拇指轻轻按住“ZERO”键使显示数值归零,即可进行正常测量;如未归零,不能用其作为 测量工具,并按规定送外校部门处理。 4.2..5查看产品所要求的数值单位,按下mm/inch键选择(毫米/英寸)。 4.2.6左手拿住检测的产品放入卡尺的测量爪内。 4.2.7右手轻轻推动尺框,使测量爪的平面接触到待检产品的点上(力度要适中)。 4.2.8此时读出的值为检测产品的数值。 4.2.9将测量数据记录下来,小数后面应保留两位。 4.2.10使用结束后,将测量爪重合,用左手大拇指轻轻按一下“ON/OFF”键,关闭电子数显卡尺电源。 4.2.11检测完毕将仪器放入盒内并按规定摆放整齐。 5卡尺的保养 5.1测量完成后,将游标推到左边零点刻度线,再拧紧紧固螺钉。 5.2卡尺应轻拿稳放,勿使其甩落、磕碰、受重压、受高温或受冲击,不要使用游标卡尺尖角画线、紧固螺丝螺母等。 5.3避免卡尺受到不洁物的污染,如有沾水或其他污物,应立即用干净抹布轻轻擦净。 5.4主尺滑动的位置须日常加润滑油,保持滑动顺畅。 6校准和鉴定 6.1卡尺由质量技术监督局进行周期鉴定,并出具合格有效的鉴定证书。 6.2送质量技术监督局进行校准与鉴定周期为1年。 7.相关文件 7.1《计量仪器管理程序》
游标卡尺校验规范 1. 目的 确保卡尺校验的规范性及合理性。 2. 范围 (0~150)mm、(0~200)mm、(0~20)cm、(0~30)cm 3. 权责 实验室为仪器校验的执行单位。 4. 参考文献 JJG 30-2012 《通用卡尺》 5. 校验条件 5.1 环境条件 5.1.1 温度:(15~25)℃ 湿度:(30%~85%)RH 5.1.2 负载条件: 将被检卡尺及量块等检定用设备置于平板或木桌上,其平衡温度时间见下表的 5.2 校验标准件 块规(10-291.8mm) 6. 校验方法 6.1 外观 卡尺上必须有制造厂名或商标、分度值和出厂编号。 6.2 各部分相互作用 尺框沿尺身移动应手感平稳,不应有阻滞或松动现象;数字显示应清晰、完整,无黑斑和闪跳现象;各按钮功能稳定、工作可靠。 6.3 各部分相对位置 卡尺两外量爪合并时,应无目力可见的间隙。 6.4 示值变动性 在相同条件下,移动尺框,使数显卡尺或带表卡尺量爪两外量测面接触;对于数显深度卡尺,将基准面与平板劫持,移动尺身,使测量面与平板接触,重复测量5次并读
数,示值变动性以最大或最小读数的差距确定。 6.5 漂移 目力观察。在测量范围内的任意位置紧固尺框,在1h内每隔15min观察一次,记录实测值,取最大漂移的绝对值作为测量结果。 6.6 示值误差 测量点的分布:不少于均匀分布3点,(0~150)mm的卡尺,其测量点为10.00mm, 41.20mm,81.50mm,121.50mm;(0~200)mm的卡尺,其测量点为10.00mm, 41.20mm,81.50mm,121.50mm,181.5mm;(0~30)cm的卡尺,其测量点为 10.00mm,41.20mm,81.50mm,121.50mm,181.5mm; 对每一测量点均应在量爪的里端和外端两个位置分别测量。 7. 注:“ 8. 判定标准 8.1 示值变动性 带表卡尺不超过分度值的1/2,数显卡尺不超过0.01mm。 8.2 漂移 漂移在1h内不大于一个分辨力。 8.3 示值误差
游标卡尺检定作业指导书
游标卡尺检定作业指导书 1 范围 本作业指导书规定了通用游标卡尺、高度游标卡尺的检定,适用于使用中和修理后的分度值为0.02、0.05和0.10mm,测量范围上限至1000mm的通用游标卡尺、高度卡尺的首次检定、后续检定和使用中检验。 2 引用文献 JJG 30-2002 中华人民共和国国家计量检定规程(通用卡尺) JJG31-1999 中华人民共和国国家计量检定规程(高度卡尺) 3检定条件 3.1检定室内温度:20±5℃ 3.2检定室内湿度:≤80%RH 4检定方法和技术要求 4.1 外观检查 4.1.1检查方法:用专用擦布擦试卡尺表面,保持表面清洁、无油污,目力观察卡尺。 4.1.2在卡尺的表面上不应有碰伤、锈鉵或其他缺陷; 4.1.3游标刻线和数字应清晰、均匀,不应有脱色现象,游标刻线应刻到斜面下边缘; 4.1.4卡尺上应刻有制造厂名或商标、出厂编号和分度值。
4.1.5 使用中和修理后的卡尺,允许有不影响使用准确度的外观缺陷。 4.2各部分相互作用检查 4.2.1检查方法:目测和手动检查 4.2.2轻轻移动尺框,尺框沿尺身移动应手感平稳,不应有阻滞或松动现象;4.2.3旋动各紧固螺钉,紧固螺钉的作用应可靠; 4.2.4移动深度尺杆,深度尺不允许有窜动,尺身或尺框的配合间隙引起的外量爪不错位。 4.3各部分相对位置检定 4.3.1目力观察或用2级塞尺进行比较检定; 4.3.2游标尺标记表面棱边至主标尺标记表面的距离应不大于0.3mm; 4.4测量面的表面粗糙度检定 用表面粗糙度比较样块对游标尺量爪的测量面和底座工作面的粗糙度进行比较检定。 4.5外量爪测量面的平面度检定 对于分度值为0.02mm的卡尺,用0级样板直尺以光隙法检定,必要时,可以用2级平面平晶检定,用平面平晶检定时,在整个测量面上应呈现任意形状的干涉带。 4.6外量爪两测量面的间隙检定 移动尺框,使两量爪测量面至手感接触,观察两量爪测量面间的间隙,以光隙法检定,这一检定应分别在尺框紧固和松开的两种状态下各测量一次。 4.7圆弧内量爪的尺寸和平行度检定 用1级千分尺沿卡尺量爪在平行尺身的方向上测量。在其它方向上测量时,所测量之偏差应不超过b值的上偏差,检定是在尺框紧固与松开的两种状态下
游标卡尺作业指导书 1 目的 为保证本公司使用卡尺的测量准确度,实现量值统一与溯源,规范卡尺的校准程序,特制定本作业指导书。 2 适用范围 本指导书适用于AML内测量范围≤500mm的卡尺。 3 计量标准 经外校合格的量块,外径千分尺及配套装置。 4 校准条件 温度: 22±3oC;相对湿度: 10%RH~70%RH。 5 校准周期 三个月 6 校准过程及方法(参照国标JJG30-2002) 6.1 准备 校准前,先清洁量具,卡尺、量块及千分尺应平衡温度1~2小时。 6.2 外观检查 6.2.1 卡尺表面应镀层均匀,标尺标记应清晰,表蒙透明清洁。不应有锈蚀,碰伤,毛刺,镀层脱落及明显 划痕,无目力可见的断线或粗细不均等影响测量准确性和读数准确性的外观质量其他缺陷。 6.2.2 卡尺上的标识完整:制造商,CMC及序列号等。 6.3 各部分相互作用 6.3.1 尺框在尺身上顺畅地滑动, 无阻碍。 6.3.2 制动螺丝作用可靠。 6.3.3 尺框与尺身配合良好, 无明显间隙。 6.4 内爪的示值误差. 两个外量爪及两个内量爪能很好地并拢, 游标上的第一刻线及最后一刻线均能与尺身上的相应刻线对齐。 放一个10mm的量块在卡尺的外量爪中间, 锁紧制动螺丝,量块可以移动但不会掉下来, 在此时沿着卡尺身方向测量两个内量爪之间的距离,测量三个点, 其中有最大偏差的读数即为测10mm 量块时的误差值,最大误差不超过±0.02mm, 最大与最小值之差为内量爪的平行度,不可以超过下
表规定。 测量范围(mm) 内量爪平行度 0-150 0.015 0-200 0.015 0-300 0.020 6.5 外量爪的示值误差 用外量爪测量量块, 记录卡尺上的示值。 下表列出了外量爪的测量点及允许测量误差: 卡尺类型测量范围(mm) 分度值(mm) 允许误差(mm) 测量点(mm) 数显式0-150 0.01 ±0.02 10 20 51.2 121.5 0-200 ±0.02 20 51.2 121.5 191.8 0-300 ±0.03 51.2 121.5 191.8 243 游标式 表盘式0-150 0.02 ±0.03 10 20 51.2 121.5 0-200 ±0.03 20 51.2 121.5 191.8 0-300 ±0.04 51.2 121.5 191.8 243 0-500 ±0.05 75 150 250 313.3 416.8 468 对于每一测量点,用外卡测量时应使用两个位置,靠内的位置及靠外的位置;用内爪测量时使用中间位置2.(图见下页) 6.6 深度尺校准 深度标尺, 检查20mm处的深度值.将20mm的量块放在一级平台上, 用尺身端部与量块接触, 滑动深度标尺与平台面接触, 卡尺的示值误差不能超过下面中的列出值: 卡尺类型测量范围(mm) 分度值(mm) 允许误差(mm) 数显式0-150 0.01 ±0.02 0-200 ±0.02 0-300 ±0.03 游标式 表盘式0-150 0.02 ±0.03 0-200 ±0.03 0-300 ±0.04 7、结论 校准结果在合格范围内,卡尺为合格,贴上合格标贴并填写校准报告,否则为不合格,不合格根据其实际情况做出维修和报废处理,维修后须再做校准。
JJG30-2012 通用卡尺检定规程中华人民共和国国家计量检定规程 JJG x xxx-xxxx 通用卡尺 Current Caliper (征求意见稿) xxxx―xx―xx公布xxxx―xx―xx实施 国家质量监督检验检疫总局公布
JJG xxxx-xxxx 通用卡尺检定规程代替JJG 30-2002 Verification Regulation Of Current Caliper 本规程经国家质量监督检验检疫总局于xxxx年xx月xx日批准,并自xxxx年xx月xx日起施行。 归口单位:全国几何量工程参量计量技术委员会 要紧起草单位:陕西省计量科学研究院 参加起草单位:工业和信息化部电子第五研究所 本规程托付全国几何量工程参量计量技术委员会负责讲明 常青(陕西省计量科学研究院) 张辉(陕西省计量科学研究院) 张晓芬(工业和信息化部电子第五研究所)
目录 1 范畴 (1) 2 引用文献 (1) 3 概述 (1) 计量性能要求 (4) 标尺标记的宽度和宽度差 (4) 测量面的表面粗糙度 (4) 测量面的平面度 (4)
圆弧内量爪的差不多尺寸和平行度 (4) 刀口内量爪的尺寸和平行度 (4) 零值误差 (4) 示值变动性 (5) 数字显示器的示值稳固性 (5) 示值误差 (5) 通用技术要求 (5) 5.1 外观 (5) 5.2 各部分相互作用 (6) 5.3 各部分相对位置 (6) 6 计量器具操纵 (6) 6.1 检定条件 (6) 6.2 检定项目和检定设备 (6) 6.3 检定方法 (7) 6.4 检定结果的处理 (9) 6.5 检定周期 (9) 附录A示值误差测量结果不确定度评定... . (10) 附录B检定证书和检定结果通知书内页格式 (14) 引言
JJG1-1999 钢直尺检定规程Verification Regulation of Steel Rule JJG2-1999 木直(折)尺检定规程V.R. of Wooden Rule (Wooden Folded Rule) JJG4-1999 钢卷尺检定规程V.R.of Steel Tape JJG5-2001 纤维卷尺、测绳检定规程V.R.of Fiber Tapes and Measuring Ropes JJG7-2004 直角尺检定规程V.R.of Squares JJG8-1991 水准标尺检定规程V.R.of Level Rod JJG10-2005 专用玻璃量器检定规程V.R.of Special Glassware JJG13-1997 模拟指示秤检定规程V.R.of Analogue Indication Weighing Instruments JJG14-1997 非自动指示秤检定规程V.R.of Non-self-indication Weighing Instruments JJG16-1987 邮用秤试行检定规程V.R.of Postal Scale JJG17-2002 杆秤检定规程V.R.of Steelyard Scale JJG18-1990 医用注射器检定规程V.R.of Glass Syringes for Medical Use JJG18-2008 医用注射器检定规程V.R.of Glass Syringes for Medical Use JJG19-1985* 量提检定规程V.R.of Volumetric Cylinder With Handle JJG20-2001 标准玻璃量器检定规程V.R.of Standard Capacity Measures(glass) JJG21-1995 千分尺检定规程V.R.of Micrometer JJG21-2008 千分尺检定规程V.R.of Micrometer JJG22-2003 内径千分尺检定规程V.R.of Internal Micrometers JJG24-2003 深度千分尺检定规程V.R.of Depth Micrometers JJG25-2004 螺纹千分尺检定规程V.R.of Screw Therad Micrometer JJG26-2001 杠杆千分尺、杠杆卡规检定规程V.R.of Micrometers with Dial Comparater and Indicating Snap Gauge JJG28-2000 平晶检定规程V.R.of Optical Flats JJG30-2002 通用卡尺检定规程V.R.of Vurrent Calipers JJG31-1999 高度卡尺检定规程V.R.of Height Gauge JJG33-2002 万能角度尺检定规程V.R.of Universal Bevel Protactors JJG34-1996 指示表(百分表和千分表)检定规程V.R.of Dial Gauges(reading in 0.01mm and 0.001mm)[过期] JJG34-2008 指示表(指针式、数显式)检定规程Dial Ganges(dial and digital) JJG35-2006 杠杆表检定规程V.R.of Dial Test Indicator JJG37-2005 正弦规检定规程V.R.of Sine Bars JJG39-2004 机械式比较仪检定规程V.R.of Comparator of Machinery Type JJG40-2001 X射线探伤机检定规程V.R.of X-Ray Flaw Detectors JJG41-1990 三针检定规程V.R.of Thread Measuring Wires[过期] JJG42-2001 工作玻璃浮计检定规程V.R.of Working Glass Hydrometers JJG45-1999 光学计检定规程V.R.of Optimeter JJG46-2004 扭力天平检定规程V.R.of Torsion Balance JJG47-1990 抖晃仪检定规程V.R.of Wow Flutter Meter JJG48-2004 硅单晶电阻率标准样片检定规程V.R.of Standard Slice of Single Crystal Silicon Resistivity JJG49-1999 弹簧管式精密压力表和真空表检定规程V.R.of Bourdon Tube Precision Pressure Gauge and Vacuum Gauge JJG50-1996 石油产品用玻璃液体温度计检定规程V.R.of Liquid-in-Glass Thermometer for Petroleum Products
附件2:游标卡尺内部校准规范 V01 1 目的 对游标卡尺进行内部校准,确保其准确度和适用性保持完好。 2 范围 适用于普通游标卡尺、带表游标卡尺及数显游标卡尺的内部核准。 3 校验基准 外校合格的二级量块,校准参考依据JJG30-2012通用卡尺检定规程。 4 环境条件 温度(20±5)℃,湿度45%~75%RH。 5 校验步骤 5.1 检查卡尺测量接触面是否平整、干净、无污渍、锈迹,带表卡尺表头的指针是否完好,有无松动,刻度是否清晰,推动表头是否平稳、平滑。 5.2 调校零位,或使指针对准零点,目测内外径测量面是否完全密合,检查带电子显示器卡尺的显示器是否清晰可见,是否需更换电池。 5.3 将外校合格的量块放在平台上对卡尺进行校验,比较,长度为200—500mm的卡尺,分别取卡尺量程的20%、50%、90%作为捡点。选择20mm深外校合格标准量块,对卡尺深度尺进行校准(深度允许误差±0.02mm)将其平均值记录在《仪器内部校验报告》内。允许误差范围根据 5.4 选取10mm的量块用游标卡尺进行测量量块的尺寸,同时用外校合格的外径千分尺量测游标卡尺内量脚,将千分尺读数、游标卡尺读数与量块真值作比对,误差值要在允许误差范围内。 5.5 测内径接触面磨损程度:取两块量块(构成测量的基准面)夹紧一块量块成“H”型,然后移动表头,使卡尺上面的测量端张开后靠紧两基准面进行读数,每块测量三次,取平均值。测量值与标准值误差根据不同卡尺的精度分为±0.01mm、±0.02mm,将其平均值记录在《仪器内部校验报告》中。 5.6 可根据不同量程的卡尺选用不同的基准量块或组合量块进行校准。 5.7 历次测量值与标准值之差,均在允许误差范围内,判校准合格。 6 校准结果处置 校准合格的游标卡尺,粘贴内校合格标签,注明有效期;检测不合格的游标卡尺不准下发现场使用并贴禁用标签隔离,判定后,进入维修流程。
卡尺校验规程 1、目的 规范卡尺之校准程序,确保其于使用期间能维持其精密度和准确度,以保证产品之测试质量。 2、适用范围 本公司各种型号之卡尺均适用之。 3、权责 3.1品质部QE:卡尺之校准,仪器异常之处理。 4、定义 校准:在规定条件下,为确定测量仪器或测量系统所指示的量值,或实物量具或参考物质所代表的量值,与对应的由校准所复现的量值之间关系的一组操作。测量准确度:测量结果与被测量真值之间的一致程度。 相对标准偏差:标准偏差与平均值的比值。 5、内容 5.1做好卡尺之积尘清洁,上油保养等工作。卡尺校准前应将标准卡尺和待测卡尺以及选定待测物放置在同一温度环境下两小时左右,进行温度平衡。检查待测卡尺之外观,应无影响其准确性的损伤。 5.2将卡尺外测量面密合,检视卡尺是否归零,否则调整归零旋钮或数字键来归零。如归零失效则卡尺应禁用并送修。 5.3外测量爪校准 5.3.1校准前应戴上棉纱手套,归零后依次以标准卡尺和待测卡尺分别量测选定待测物,每点测量三次,取其平均值,并记录于校准报告内。 5.3.2外测量爪校准点分别为5mm,10mm,50mm,100mm,150mm。
5.4内测量爪校准 5.4.1校准前应戴上棉纱手套,归零后,在待测卡尺上按校准点设定一相应显示值,然后旋紧卡尺上方的紧固螺钉,以标准卡尺量测待测卡尺之内测量爪,每点测量三次,读取显示值并记录于校准报告内。 5.4.2内测校准点分别为10mm,50mm。 5.5深度杆校准 5.5.1校准前应戴上棉纱手套,归零后,依次以标准卡尺和待测卡尺分别量测选定待测物,每点测量三次,取其平均值,并记录于校准报告内。 5.5.2深度杆校准点分别为10mm,50mm。 5.6.阶面高度校准 5.6.1校准前应戴上棉纱手套,归零后,依次以标准卡尺和待测卡尺分别量测选定待测物,每点测量三次,取其平均值,并记录于校准报告内。 5.6.2深度杆校准点分别为10mm,50mm。 5.7允许误差 ±0.02mm为合格。有特别规格的参照仪器之说明书。 5.8校验完后,校验合格应贴上校准合格标签;部分功能不合格且仍可使用者贴限用标签,并注明限用范围;严重不合格者贴禁用标签,视情况提出异常报告并作追踪处理。做好有关记录。 5.9其它尺类量规可根据其量程选定适当的校准点,参照以上方法校准。 5.10校准周期 校准周期为一年 6、参考文件 JJF 1071国家计量校准规范编写规则
质量体系作业指导书 发放标记 游标卡尺检定操作规程 编号: 1目的 对游标卡尺的检定进行规定,使其符合生产使用要求。 2范围 适用于本公司游标卡尺的检定。 3职责 3.1仪表室人员:负责本公司内所有游标卡尺的检定工作,使用人员配合。 4作业流程 4.1游标卡尺检定项目和要求 4.1.1外观 游标卡尺表面应无锈蚀、碰伤或其他缺陷。刻线和数字应清晰、均匀,不应有脱 色现象,游标刻线应刻至斜面下边沿。 4.1.2各部分相互作用 卡尺移动应平稳,不应有阻滞现象。微动装置的空程,新制造的小于1/4转,使 用和修理后小于1/2转。 4.1.3游标刻线面棱边至尺身刻线面的距离。 测量上限≤500mm,其距离小于0.2mm,测量上限>500mm,其距离为0.25mm,检定时 用二级.塞尺检定。 4.1.4测量面的表面粗糙度 用表面粗糙度比较样块以比较法检定,要求外量爪测量面小于0.2um,内量爪测量 面小于0.4um,带深度尺的尺身端面小于0.8um。 4.1.5外量爪测量面的平面度 用平晶检定时,在整个测量面上应呈现任意形状的干涉带,其平面度根据各方位 的间隙情况确定,当所有检定方位上出现的间隙均在中间或两端部位时,取其中 一方位间隙量最大的作为平面度.当其中有的方位中间部位有间隙,而有的两端 部位有间隙,则平面度以中间和两端最大间隙量之和确定.要求用2级平晶或0级 样板直尺,且平面度不超过0.002mm. 4.1.6外量爪两测量面的合并间隙 移动尺框,使两测量爪测量面至手感接触,观察两测量面间的间隙,以光隙法检定,
允许里端出现蓝光, 即间隙小于0.006mm。 4.1.7圆弧内量爪的尺寸和平行度 基本尺寸用外径千分尺沿卡尺内量爪在平行于尺身方向检定,在其他任意方向测 量所得之值于基本尺寸之差,应不超过量爪尺寸偏差的上偏差。平行度在内量爪 距外端2mm处开始在平行于尺身方向测量,以内量爪全长范围内最大与最小尺寸 之差确定.要求尺寸偏差在±0.01mm,平行度应小于0.01mm 4.1.8刀口内量爪的尺寸和平行度 将一块为10mm的3级量块长边夹持于两外测量爪测量面之间,紧固螺钉后,该量 块应能在量爪测量面间滑动而不脱落。尺寸用外径千分尺沿刀口内量爪在平行于 尺身方向检定,尺寸偏差以测得值与量块尺寸之差确定。在其他任意方向测量所 得之值于量块尺寸之差,应不超过量爪尺寸偏差的上偏差。平行度用外径千分尺 沿量爪在平行于尺身方向测量,以刀口内量爪全长范围内最大与最小尺寸之差确 定.要求尺寸偏差在0.005~0.02mm之间(新制造或修理),及-0.01~0.02mm(使用 中),平行度应小于0.01mm。 4.1.9零值误差 移动尺框,使两测量面接触,用目力观察或用放大镜观察.要求零刻线重合度在± 0.005mm,尾刻线重合度±0.01mm。 4.1.10示值误差 用3级或6级量块检定,受检点的分布,对于尺寸范围在300mm内的卡尺,不 少于均匀分布3点,对于尺寸范围大于300mm的卡尺,不少于均匀分布6点, 受检点可适当增加。检定时,每一检点应在量爪的里端和外端两位置检定,量 块工作面长边和卡尺测量面长边应垂直。量块和测量面应能正常滑动,各点示 值误差以该点读数值与量块尺寸之差确定。 示值误差要求:尺寸范围0~300mm,示值误差为0.02mm,300~500mm,示值 误差为±0.04mm,尺寸范围500~700mm,示值误差为±0.05mm, 尺寸范围700~900mm,示值误差为±0.06mm,尺寸范围900~ 1000mm,示值误差为±0.07mm 。 每受检点里端与外端尺寸之差要求:尺寸范围0~200mm,尺寸之差为0.01mm, 尺寸范围200~500mm,尺寸之差为0.02mm,尺寸范围500~1000mm,尺寸之差 为0.04mm。 4.2 检定规则 4.2.1 卡尺要检定合格后才能投入使用。 4.2.2 在使用的卡尺要按照《量值传递及检测设备检定周期及计划》的规定进行检定 和保养。 4.2.3 每次检定要认真填写检定及修理记录,对检定情况进行分析、总结经验,并将