顶出系统的设计
一:顶出系统的概念
在注射成型的每一个循环中,塑件必须从模具中取出,完成取出这个动作的机
构称为顶出系统(又称脱模机构).
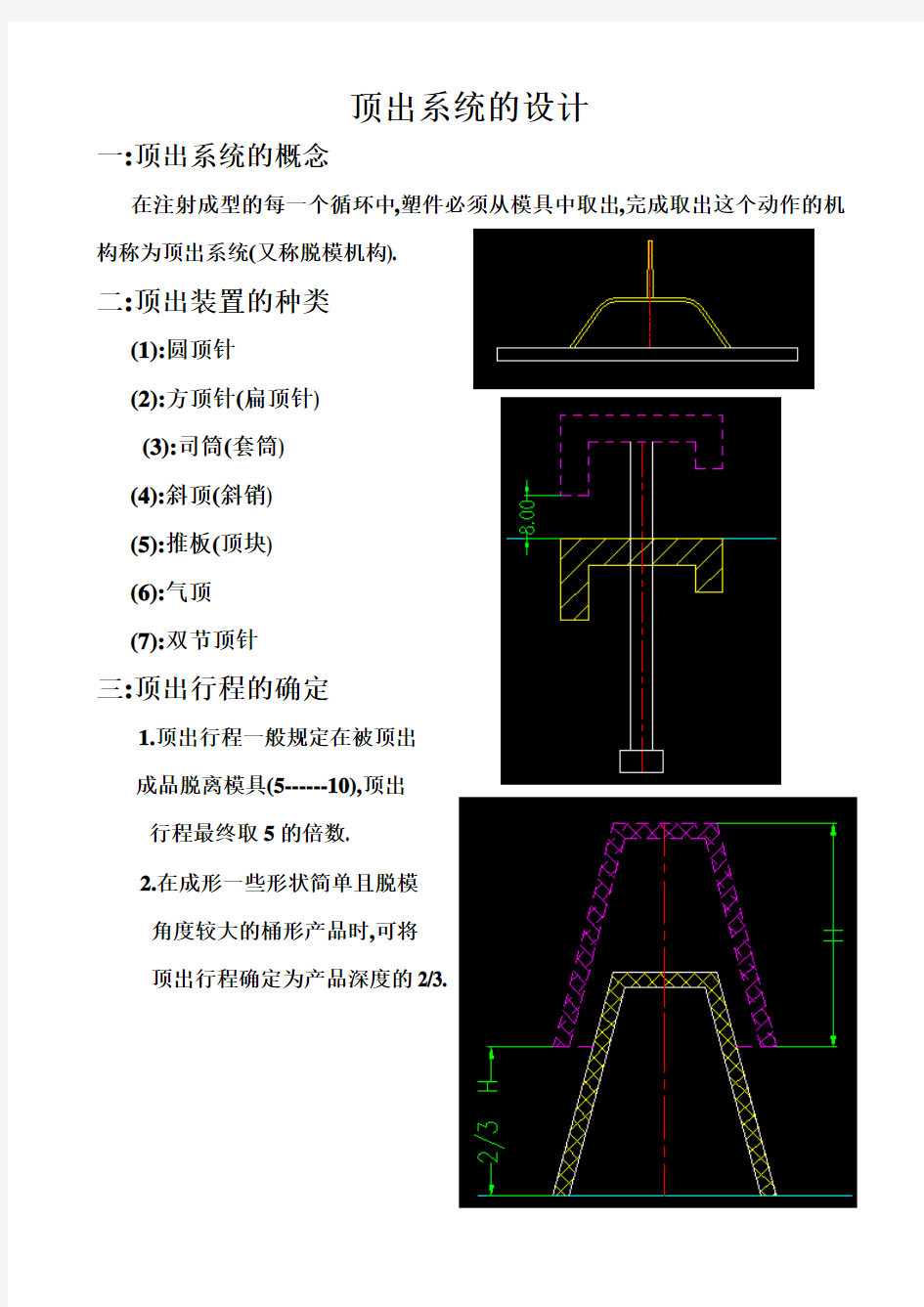
二:顶出装置的种类
(1):圆顶针
(2):方顶针(扁顶针)
(3):司筒(套筒)
(4):斜顶(斜销)
(5):推板(顶块)
(6):气顶
(7):双节顶针
三:顶出行程的确定
1.顶出行程一般规定在被顶出
成品脱离模具(5------10),顶出
行程最终取5的倍数.
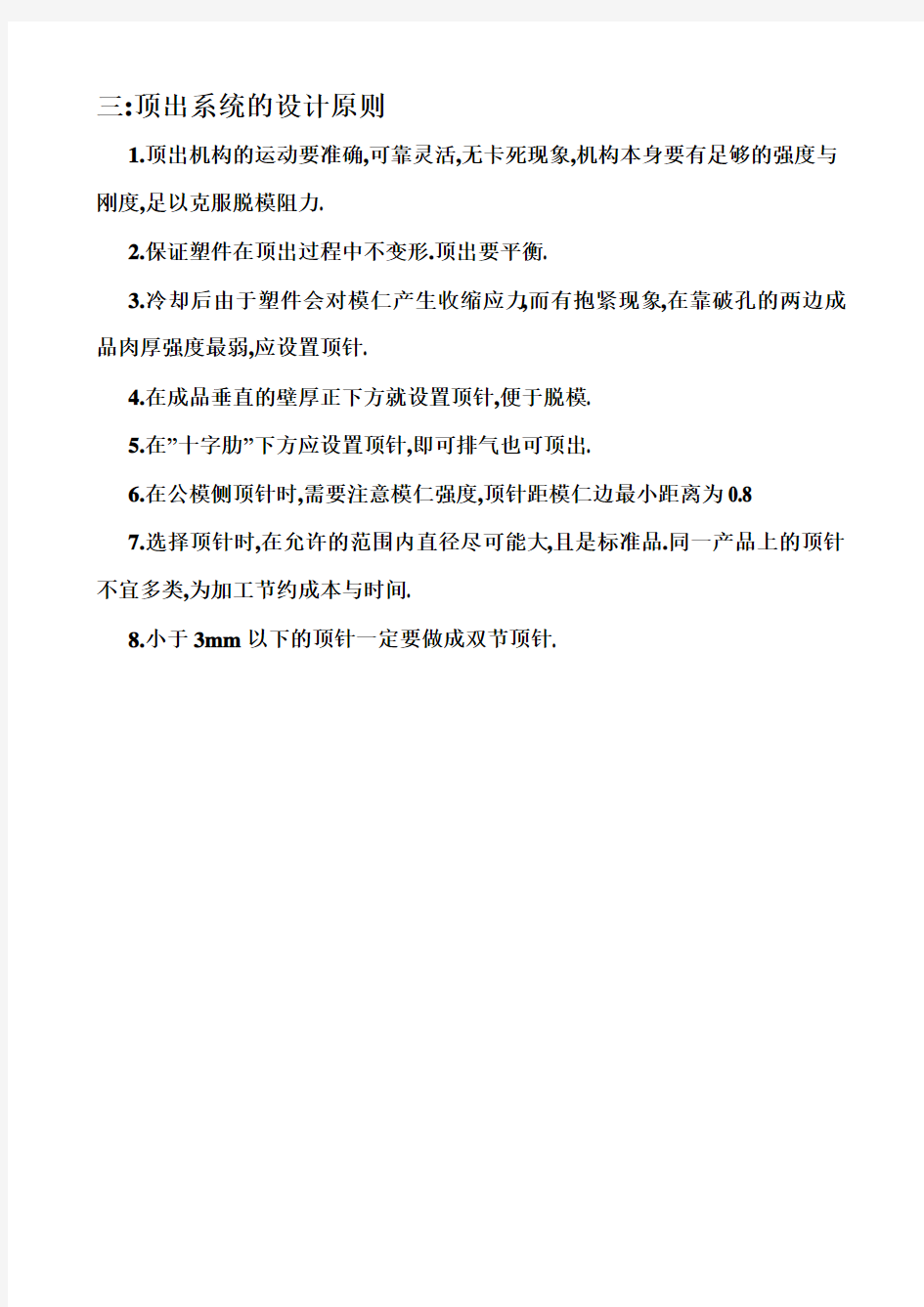
2.在成形一些形状简单且脱模
角度较大的桶形产品时,可将
顶出行程确定为产品深度的2/3.
三:顶出系统的设计原则
1.顶出机构的运动要准确,可靠灵活,无卡死现象,机构本身要有足够的强度与刚度,足以克服脱模阻力.
2.保证塑件在顶出过程中不变形.顶出要平衡.
3.冷却后由于塑件会对模仁产生收缩应力,而有抱紧现象,在靠破孔的两边成品肉厚强度最弱,应设置顶针.
4.在成品垂直的壁厚正下方就设置顶针,便于脱模.
5.在”十字肋”下方应设置顶针,即可排气也可顶出.
6.在公模侧顶针时,需要注意模仁强度,顶针距模仁边最小距离为0.8
7.选择顶针时,在允许的范围内直径尽可能大,且是标准品.同一产品上的顶针不宜多类,为加工节约成本与时间.
8.小于3mm以下的顶针一定要做成双节顶针.
润滑油及顶轴油系统 一、概述 润滑油系统的主要作用是:在轴承中形成稳定的油膜,维持转子的良好旋转;其次,转子的热传导、表面摩擦以及油涡流会产生相当大的热量,为了始终保持油温合适,就需要一部分油量来进行换热;另外,润滑油还为主机顶轴油系统、主机盘车系统、发电机密封油系统及保安油系统提供稳定可靠的油源。系统润滑油牌号为ISO VG32。 顶轴油系统的主要作用:为了避免盘车时发生干摩擦,防止轴颈与轴瓦相互损伤。在汽轮机组由静止状态准备启动时,轴颈底部尚未建立油膜,此时投入顶轴油系统,为了使机组各轴颈底部建立油膜,将轴颈托起,以减小轴颈与轴瓦的摩擦,同时也使盘车装置能够顺利地盘动汽轮发电机转子。 主机润滑油系统采用主油泵—油涡轮供油方式。主油泵由汽轮机主轴直接驱动,其出口压力油驱动油涡轮投入工作。 汽轮机的润滑油是用来润滑轴承,冷却轴瓦及各滑动部分。根据转子的重量、转速、轴瓦的构造及润滑油的粘度等,在设计时采用一定的润滑油压,以保证转子在运行中轴瓦能形成良好的油膜,并有足够的油量冷却。若油压过高,可能造成油挡漏油,轴承振动;油压过低,会使油膜建立不良,易发生断油而损坏轴瓦。 油温应控制在一定范围内,如果进入轴承的油温过低,因油的高粘度轴承润滑效率就会降低,而如果轴承回油温度过高,因氧化程度高油容易劣化。邹县1000MW机组汽轮机轴承回油温度限制在60~70℃,最高温度不允许超过75℃,轴承润滑油进油温度控制在38~49℃。汽轮机的油系统供油必须安全可靠,为此油系统应满足如下基本要求: 1、设计、安装合理,容量和强度足够,支吊牢靠,表计齐全以及运行中管路不振动。 2、系统中不许采用暗杆阀门,且阀门应采用细牙门杆,逆止门动作灵活,关闭要严密。阀门水平安装或倒装,防止阀芯掉下断油。 3、管路应尽量少用法兰连接,必须采用法兰时,其法兰垫应选用耐油耐高温垫料,且法兰应装铁皮盒罩;油管应尽量远离热体,热体上应有坚固完整的保温,且外包铁皮。 4、油系统必须设置事故油箱,事故油箱应在主厂房外,事故排油门应装在远离主油箱便于操作的地方。 5、整个系统的管路、设备、部件、仪表等应保证清洁无杂物,并有防止进汽、进水及进灰尘的装置。 6、各轴承的油量分配应合理,保证轴承的润滑。 二、系统布置特点 供油系统按设备与管道布置方式的不同,可分为集装供油系统和分散供油系统两类。 集装供油系统:集装供油系统将交流润滑油泵、交流启动油泵和直流润滑油泵集中布置在油箱顶上,且油管路采用套装管路(系统回油管道作为外管,其它供油管安装在回油管内部)。 这种系统的主要优、缺点如下:油泵集中布置,便于检查维护及现场设备管理;套装油管可以防止压力油管跑油、发生火灾事故而造成损失;但套装油管检修困难。 分散供油系统:分散供油系统各设备分别安装在各自的基础上,管路分散安装。这种系统的缺点如下:占地面积大;压力油管外漏,容易发生漏油着火事故。 由于以上缺点,在现代大机组中已很少采用这种供油系统。 三、润滑油系统主要设备组成及功能介绍
注射模具设计 一、概述 A、设计合理的模具,应该有以下特点: 1、好的塑料制品品质,如外观质量和尺寸稳定性 2、使用安全可靠 3、便于维修 4、较短的成型周期 5、较长的使用寿命 6、合理的制造工艺性 B、提高模具设计水平应注意以下几点: 1、衡量优选方案 2、参考了解类似设计 3、经常联系模具关心各种塑胶制品 4、关心所设计模具的制造使用情况 5、学习借鉴先进的相关技术 二、设计依据 A、模具设计的设计依据: 客户提供的 a. 塑料制品图纸 b. 3D图 c. 实样 B、针对图纸和实样进行详细分析、消化 1、尺寸精度及相关尺寸的正确性
a、外观质量要求高,尺寸精度要求低 b、尺寸精度要求高 c、外观质量及尺寸精度要求都高 2、脱模斜度是否合理 a、是否能顺利脱模, 检查产品是否存在难出模或不能出模之处,如倒扣等 b、是否影响外观 c、是否影响壁厚尺寸甚至强度 3、制品壁厚及均匀性 4、塑料的种类及特性 5、表面要求 6、塑料的颜色 颜色越深,缺陷暴露越明显; 壁厚较厚、制品较大时颜色不均 7、后处理:热处理及表面处理 8、批量 9、客户啤机规格: a、最大注射量 b、锁模力 c、拉杆间距 d、容模量 e、顶出方式及位置
f、开模行程及最大开距 10、其他要求 三、设计步骤 一、2D图及3D图的准备整理 二、初定大致结构 1.根据产品大小、结构、及排模表等因素确定模穴,如1X1、 1X2、1X3、1X4、1X8、1X16 等。 2.当几个产品出在同一套模具中时,考虑进胶的均匀性。应 将大的产品排在中间位置,小的产品置于两边。 3.当几个分型面不规则的产品在同一模具中时,排位必须充 分考虑其分型面连接的顺畅。 4.一模多穴模具中,当有镶拼、行位等结构时,不得使其发 生干涉,行位尽量朝外布排。 5.排位时应综合模具每一方面,对流道,是否镶拼、行位、 顶出、运水等结构要有一个全局性思考。 6.排位时以产品零线为定位基准。当一模出一件时,可以考 虑以产品对称方向外形分中。 三、排位 1.镜像产品图 2.乘缩水
模流分析软件市场上主 要有四种 The manuscript was revised on the evening of 2021
模流分析软件市场上主要有四种 一,Moldflow,这是一家老牌的模流分析软件公司,占有大约75%以上的全球市场。整体上来说,他是目前市场上最好的模流分析软件。材料库中有8000多种材料。分析的准确高,操作方便,一个有模具设计基础的人要学会其一般命令的使用,只要四五天时间。分析速度比MOLDEX3D快得多。但如果使用正版价格超贵。一个模块都是几万美元,只有实力非常雄厚的公司才会购买。而且服务不很好。一年二十万的服务费,没有几次上门服务。如果是个案要模流分析,建议首选。但如是融胶翻转流道,就不要选它。精英制模就有好几套moldflow软件。 二,台湾的MOLDEX3D,这个软件在亚洲市场有相当的份额。本人优化模流分析公司前,用过它的正版软件。它最大的卖点3D网格是六面体(Moldflow是四面体。)可以分析融胶翻转流道。而据MOLDFLOW代理公司职员反映,MOLDFLOW是做不到的。因此要分析融胶翻转,建议找MOLDEX3D。但目前本公司暂不支持MOLDEX3D。它的不足:分析没MLDFLOW准。尤其是分析变形方面远不如MOLDFLOW。材料数目也不到MOLDFLOW材料库的50%。已有的材料许多数据也不全。操作起来也不方便。但其价格便宜,而且服务好。精英制模就有1套MOLDEX3D软件。 三,3D TIMON是由日本东丽(材料商)开发的。只是近几年才进入中国。本人见过其演试,工程师声称,又快又准。结果只是快,但不准。我们当时用MOLDFLOW和MOLDEX3D分析过的项目做来测试,由他们工程师重新检查。一星期后发给我们的结果连流动都不准。可能他的材料库会比MOLDEX3D更小,(因为给我们演试,发现MOLDFLOW和MOLDEX 3D有的材料,它都没有)可能出于竞争原因,少有材料商向其有竞争的东丽公司提供材料数据,和请求其测试。他的专长在光学双折射线方面,可能是因日本是数码相机强国之故。而MOLDFLOW的双折射线分析只有以上版才推出。而且仅有8~9种材料可做这方面的分析。 四,HSCAE是华中科技大学开发的模流分析软件,据我们用过的朋友说,操作没有MOLDFLOW人性化。但价格便宜,在国产胶料库方面会比其他软件强。
b、頂出,復位系統: <1>.頂出系統: (制品頂出是注射成型過程中最后一個環節,頂出質量好壞將最后決定制品質量,設計時應遵循以下原則.) A).為防止制品變形,受力點應盡量靠近型芯或難于脫模部位,如細小的柱位與骨位; B).受力點應作用在制品能承受力最大的部位,即剛性好的部位.如骨位邊等; C).盡量避免受力點作用于制品薄平面上.防止制品破裂,穿孔,頂白等.如筒形制品棄用頂針頂出而選擇推板頂出; D).應注意美觀性,頂出痕跡盡量在制品隱蔽面或非裝飾表面,對于透明制品尤要注意; E).注意整體佈局均勻,特殊情況要考慮采用多種裝置.如:推方,司筒針,推板,二次強行脫模,油缸拉動,氣體頂出等協同脫模; F).在不影響制品脫模和位置足夠時應盡量采用同一型號大小頂針, 以方便開料,加工.(如 5mm輿 6mm,可以的話選用其中一種). <2>.復位機構: A).彈簧復位:較常用的復位方式.但由於摩擦,晃動以及彈簧疲勞等原因,有時易導致復位不精確甚至失靈.所以對於考慮彈簧的可靠性.大中型模具,要充分考慮彈簧的可靠性. B).彈簧孔直徑應大于彈簧直徑1~2mm之間,藏入B板深度最少為20至30mm.常用直徑規格為1"、1-1/4"、1-1/2"、2", 如果彈弓太長,可在彈簧內加柱子管位,行位和膠胚常用彈簧直徑為3/8"、1/2"、5/8"、3/4"及1",行程按產品結構計算,壓縮比為1/3長. C).頂針板彈簧壓貼頂針板行盡后,彈簧線距空間剩最小1/3為正確. D).彈簧(一般用藍彈弓<英制>,客戶要求除外.) <如圖3.b-1所示> I.彈簧裝在模胚中的計算方法: L3 L1+L2 II.彈簧開料時的計算方法: L=>L1+L2+L3+20mm左右 <3>.先復位裝置: 以下模胚需加先復位裝置 A).行位或膠胚底有頂針或司筒. B).上模膠胚或下模推板模. C).斜頂模. D).彈下模呵模. <4>.頂針板的行程計算方法(行程預留10mm). <如圖3.b-1所示> 行程S'=最深的膠位走出呵面的距離+10mm 行程S"=S4-S1-S2-S3-10mm 由於多方面的原因導致模具可以走的行程大於模具實際應該走的 距離,此時要在面針板上加限位裝置. <如圖3.b-1所示之"A"裝置> <5>.配件: (圓頂針,扁頂針,推板,推方,脫模板,司筒針,彈簧,回針,拉膠, 彈弓膠,拉勾<扣基>,拮制,蝴蝶較等.) A).圓頂針,扁頂針:圓頂針是最簡單,最普通的頂出裝置.圓頂針與頂針孔都易于加工,因此
目录 顶轴油系统 (2) 一、概述 (2) 二、系统设备介绍 (5) 三、系统启停 (15) 四、顶轴油系统的联锁、报警、保护试验 (17) 五、危险点分析: (18) 六、常见故障及处理 (18)
顶轴油系统一、概述
顶轴油装置是汽轮机组的一个重要装置。它在汽轮发电机组盘车、启动、停机过程中起顶起转子的作用。汽轮发电机组的椭圆轴承(#5/6)和可倾瓦轴承(#3/4),椭圆轴承设有高压顶轴油囊,顶轴装置所提供的高压油在转子和轴承油囊之间形成静压油膜,强行将转子顶起,避免汽轮机低转速过程中轴颈和轴瓦之间的干摩擦,减少盘车力矩,对转子和轴承的保护起着重要作用;在汽轮发电机组停机转速下降过程中,防止低速碾瓦,运行时顶轴油囊的压力代表该点轴承的油膜压力,是监视轴系标高变化、轴承载荷分配的重要手段之一。 顶轴油系统流程:顶轴油泵油源来自冷油器后的润滑油,压力约为0.2MPa,可以有效防止油泵吸空气蚀。吸油经过一台45μm自动反冲洗过滤装置进行粗滤,然后再经过20μm的双筒过滤器进入顶轴油泵的吸油口,经油泵升压后,油泵出口的油压力为12.0MPa,压力油经过单筒高压过滤器进入分流器,经单向阀,最后进入各轴承。通过调整节流阀可控制进入各轴承的油量及油压,使轴颈的顶起高度在合理的范围内(理论计算,轴颈顶起油压8-12MPa,顶起高度大于0.02mm)。泵出口油压由溢流阀调定。 系统采用了两级油过滤器有效地保证了系统的清洁度。油泵采用进口的恒压变流量柱塞泵,该泵具有高效率、低发热、低噪音,高压下连续运转,性能可靠、无外漏、容积效率高等诸多优点。同时在电机和泵之间配置了高精度的联接过渡架及带补偿的联轴器,降低了整
基于SolidWorks的注塑模具CAD系统 设计 1
2
前言 模具是机械、汽车、电子、通讯、家电等行业的基础工业装备,对国民经济的发展起着关键的作用.作为模具中的一个重要分支,注塑模具已经成为世界各国国民经济发展的重要装备.现代制造业对产品优质多样化、制造过程柔性化、市场供货快捷要求,使得通用CAD设计软件不能完全满足企业的特殊需要,在通用CAD软件的基础上开发企业自主的模具CAD系统十分必要.专用注塑模具CA D软件系统,是在结合企业自身的实际情况,开发出符合国家标准、行业标准和企业标准的标准件库、模具通用件库以及标准模架库的基础上,建立完整的注塑模具自动设计模块,以及相应的数据库和设计过程数据流程管理系统,使系统能自动对数据进行提取、存储、判断和分析,设计出合理的模具产品,提高设计效率.本注塑模具CAD以参数化三维特征造型设计自动化软件SolidWorks为开发平台,其采用Para2solid底层核心,二次开发采用流行的OLE编程技术进行程序设计,完全基于Windows编程基础. 3
1关于SolidWorks的二次开发 SolidWorks提供了基于OLE Automation的编程接口API(Applic ation Programming Interface,应用编程接口),其包含数以百计的功能函数,这些函数提供了程序员直接访问SolidWorks的能力,能够被VB、C/C++等编程语言调用,从而能够很方便地对SolidWorks进行二次开发. (1)对象模型树 不论用VC++,VB,或者用VBA开发SolidWorks都要在调用Soli dWorks对象的体系结构基础上进行.在SolidWorks的API中,其各种功能都封装在SolidWorks的对象中,和其它VB对象一样,具有自己独立的属性、方法.经过调用SolidWorks的对象的属性以及方法,能够实现各种功能.图1是SolidWorks的对象模型树。 (2)OLE Automation接口技术 OLE(Object Linking Embedding对象链接和嵌入)是Microsoft Wi ndows系统和Visual Basic的编程基础,为应用程序间的通信以及共 4
基于MOLDFLOW的 模流分析技术上机实训教程主编: 姓名: 年级: 专业: 南京理工大学泰州科技学院
实训一基于Moldflow的模流分析入门实例 1.1Moldflow应用实例 下面以脸盆塑料件作为分析对象,分析最佳浇口位置以及缺陷的预测。脸盆三维模型如图1-1所示,充填分析结果如图1-2所示。 图1-1 脸盆造型图1-2 充填分析结果(1)格式转存。将在三维设计软件如PRO/E,UG,SOLIDWORKS中设计的脸盆保存为STL格式,注意设置好弦高。 (2)新建工程。启动MPI,选择“文件”,“新建项目”命令,如图1-3所示。在“工程名称”文本框中输入“lianpen”,指定创建位置的文件路径,单击“确定”按钮创建一新工程。此时在工程管理视窗中显示了“lianpen”的工程,如图1-4所示。 图1-3 “创建新工程”对话框图1-4 工程管理视图 (3)导入模型。选择“文件”,“输入”命令,或者单击工具栏上的“输入 模型”图标,进入模型导入对话框。选择STL文件进行导入。选择文件“lianpen.stl”。单击“打开”按钮,系统弹出如图1-5所示的“导入”对话框,此时要求用户预先旋转网格划分类型(Fusion)即表面模型,尺寸单位默认为毫
米。 图1-5 导入选项 单击“确定”按钮,脸盆模型被导入,如图1-6所示,工程管理视图出现“lp1_study”工程,如图1-7所示,方案任务视窗中列出了默认的分析任务和初始位置,如图1-8所示。 图1-6 脸盆模型 图1-7 工程管理视窗图1-8 方案任务视窗
(4)网格划分。网格划分是模型前处理中的一个重要环节,网格质量好坏直接影响程序是否能够正常执行和分析结果的精度。双击方案任务 图标,或者选择“网格”,“生成网格”命令,工程管理视图中的“工具”页面显示“生成网格”定义信息,如图1-9所示。 单击“立即划分网格”按钮,系统将自动对模型进行网格划分和匹配。网格划分信息可以在模型显示区域下方“网格日志”中查看,如图1-10所示。 图1-9 “生成网格”定义信息图1-10 网格日志划分完毕后,可以看见如图1-11所示的脸盆网格模型,此时在管理视窗新增加了三角形单元层和节点层,如图1-12所示。 图1-11 网格模型图1-12 层管理视窗
MAGMAsoft模流分析简介 中文名: MAGMA SOFT铸造仿真软件 英文名: MAGMASOFT.V4.4 资源格式: 光盘镜像 版本: V4.4 发行时间: 2008年12月 地区: 美国 语言: 英文 简介: 铸型的充填、凝固、机械性能、残余应力及扭曲变形等的模拟为全面最佳化铸造工程提供了最可靠的保证。以往只有对铸造工程参数及铸造质量的影响因素有透彻的了解,才能使铸造工程师对生产高质量的铸件拥有信心。传统的方法对铸造工程的最佳化工作既耗资又费时,时程的压力使得很多铸造工程无法发挥全面的潜力。
MAGMASOFT软件中的专用模块满足您独特的需求。 ●MAGMA standard 标准模块包括: ●Project management module 项目管理模块 ●Pre - processor 分析前处理模块 ●MAGMA fill 流体流动分析模块 ●MAGMA solid 热传及凝固分析模块 ●MAGMA batch 制程仿真分析模块 ●Post - processer 后处理显示模块 ●Thermophysical Database 热物理材料数据库 ●MAGMA lpdc 低压铸造专业模块 ●MAGMA hpdc高压铸造专业模块 ●MAGMA iron铸铁铸造专业模块 ●MAGMA tilt 倾转浇铸铸造专业模块 ●MAGMA roll-over浇铸翻转铸造专业模块 ●MAGMA thixo 半凝固射出专业模块 ●MAGMA stress 应力应变分析模块 ●MAGMA disa DISA铸造生产线模块 使用MAGMASOFT铸造仿真软件则是最经济、最方便的方式,它为以最低的成本生产高质量的铸件提供正确有效的解决方案。 MAGMASOFT铸造仿真软件的应用: ●铸造部件设计的开发 ●最佳化生产制程 ●新模具的生产
常用模流分析软件简介 Moldflow 美国MOLDFLOW上市公司是专业从事注塑成型CAE软件和咨询公司,自1976年发行了世界上第一套流动分析软件以来,一直主导塑料成型CAE软件市场。MOLDFLOW一直致力于帮助注塑厂商提高其产品设计和生产质量,MOLDFLOW的技术和服务提高了注塑产品的质量,缩短了开发周期,也降低了生产成本,MOLDFLOW已成为世界注塑CAE的技术领袖。利用CAE技术,可以在模具加工前,在计算机上对整个注塑成型过程进行模拟分析,准确预测熔体的填充、保压和冷却情况,以及制品中的应力分布、分子和纤维取向分布、制品的收缩和翘曲变形等情况,以便设计者能尽早发现问题并及时进行修改,而不是等到试模后再返修模具。这不仅是对传统模具设计方法的一次突破,而且在减少甚至避免模具返修报废、提高制品质量和降低成本等方面,都有着重大的技术、经济意义。塑料模具的设计不但要采用CAD技术,而且还要采用CAE技术,这是发展的必然趋势。 模流分析:MOLDFLOW。模流分析(Mouldflow)早期主要应用于结构体强度计算与航天工业上,而各领域的CAE应用功能不尽相同。但应用于塑料注射与塑料模具工业的CAE 在台湾被称为模流分析,这最早是由原文MOLDFLOW直译而来。 MOLDFLOW是由此领域的先驱Mr. Colin Austin在澳洲墨尔本创立﹐早期(1970~)只有简单的2D流动分析功能,并仅能提供数据透过越洋电话对客户服务﹐但这对当时的技术层次来说仍有相当的帮助﹔之后开发各阶段分析模块, 逐步建立今日完整的分析功能。 同一年代﹐美国Cornell大学也成立了CIMP研究项目,由华裔教授Dr.K.K.Wang所领导﹐针对塑料射出加工做系统理论研讨,产品名为C-MOLD。自1980年代起,随着理论基础日趋完备,数值计算与计算机设备的发展迅速,众多同类型的CAE软件渐渐在各国出现﹐功能也不再局限于流动现象探讨。约1985年工研院也曾有过相似研发,1990年起清华大学化工系张荣语老师也完成CAE-MOLD软件提供会员使用,目前则由科盛公司代理销售。 MOLDFLOW公司创办人Colin Austin是个机械工程师﹐1970年前后在英国塑料橡胶研究协会工作。1971年移民澳洲﹐担任一家射出机制造厂的研发部门主管﹔在当时﹐塑料材料在应用上仍被视做一种相当新颖的物料﹐具备了一些奇异的特性。但在塑料加工领域工作了几年后﹐他开始对一般塑料产品的不良物性感到疑虑﹐一般的塑料制品并没有达到物品的适用标准﹐相反的﹐塑料已逐渐成为'便宜'、'低质量'的同义字﹔但他却发现﹐多数主要不良质量的成因却是因为不当成品设计与不良加工条件所造成的﹐所以他开始省思﹐产品设计本身需同时考虑成型阶段﹐才是成功最重要的关键。 他开始花费大量时间在研究塑料流动的文献上﹐但发现这些理论并不能合理解释他在工厂现场所看到的许多问题﹔因此他开始换角度去思考这些问题﹐将射出机台视为一整组加工程序﹐螺杆正是能量的传递机构﹐而模具内部的流动形态﹐才是决定成品质量的最主要因素。具体的关键问题是﹐浇口位置?在何处进浇? 几个浇口? 尺寸为何? 这是一个革命性观念的启始,模具内部的流动形态才真正决定了产品品质,而不仅是机台参数设定或产品外观设计;最佳产品是需要完整考量、系统化的设计观念才有办法得到! 但即使了解了这个观念,问题仍未解决,因为在当时,模具内部成型时的流动形态,仍无法在试模前判断;而要去预测流动形态,必须依据非常复杂的流体力学与热传问题的联立方程式求解,以人力来做几乎是不可能。但随著学术理论发展,电脑计算功能的进步,正式为模流CAE开启了一扇门,1978年,MOLDFLOW公司成立,提供初步的电脑辅助分析技术给世界上不同国家的塑胶制造公司,包括汽车业,家电业,电子业,以及精密模具业等。
第五章注射模设计 塑料注射成所用的模具,称为注射成型模具,简称注射模或注塑模。 与其他塑料成型方法相比,注射成型塑件的内在和外观质量均较好,生产效率高,容易实现自动化,是应用最为广泛的塑料成型方法, 注射成型是热塑性塑料成型的一种重要方法,到目前为止除了氟塑料外,几乎所有的热塑性塑料都可用此方法成型。注射成型也已经成功应用于某些热固性塑料,甚至橡胶制品。 一、单分型面注射模的组成 按机构组成,单分型面注射模由模腔、成型零部件、浇注系统、导向机构、顶出装置、温度调节系统和结构零部件组成。 (1) 模腔 模具中用于成型塑料制件的空腔部分,由于模腔是直接成型塑料制件的部分,因此模腔的形状应朽塑件的形状一致,模腔一般由型腔、型芯组成。 (2) 成型零部件 构成塑料模具模腔的零件统称为成型零部件,通常包括型芯(成型塑件内部形状)、型腔(成型塑件外部形状)。 (3) 浇注系统
将塑料由注射机喷嘴引向型腔的流道称为浇注系统,浇注系统分主流道、分流道、浇口、冷料穴四个部分,是由浇口套、拉料杆和定模板上的流道组成。 (4) 导向机构 为确保动模与定模合模时准确对中而设导向零件。通常有导向柱、导向孔或在动模定模上分别设置互相吻合的内外锥面组成。 (5) 推出装置 在开模过程中,将塑件从模具中推出的装置。有的注射模具的推出装置为避免在顶出过程中推出板歪斜,还设有导向零件,使推板保持水平运动。由推杆、推板、推杆固定板、复位杆、主流道拉料杆、支承钉、推板导柱及推板导套组成。 (6) 温度调节和排气系统 为了满足注射工艺对模具温度的要求,模具设有冷却或加热系统,冷却系统一般在模具内开设冷却水道,冷却系统是由冷却水道和水嘴组成。加热则在模具内部或周围安装加热元件,如电加热元件。在注射成型过程中,为了将型腔内的气体排除模外,常常需要开设排气系统。 (7) 结构零部件 用来安装固定或支承成型零部件及前述的各部分机构的零部件。支承零部件组装在一起,可以构成注射模具的基本骨架。 二、单分型面注射模的工作原理 单分型面注射模的工作原理:模具合模时,在导柱和导套的导向定位下,动模和定模闭合。型腔由定模板上的型腔与固定在动模板上型芯组成,并由注射机合模系统提供的锁模力锁紧。然后注射机开始注射,塑料熔体经定模上的浇注系统进入型腔,带熔体充满型腔并经过保压、补塑和冷却定型后开模。开模时,注射机合模系统带动动模后退,模具从动模和定模分型面分开,塑件包在型芯上随动模一起后退,同时,拉料杆将浇注系统的主流道凝料从浇口套中拉出。当动模移动一定距离后,注射机的顶杆接触推板,推板机构开始动作,使推杆和拉料杆分别将塑件及浇注系统凝料从型芯和冷料穴中推出,塑件在浇注系统凝料一起从模具中落下,至此完成一次注射过程。合模时,推出机构靠复位杆复位并准备下一次注射。
优秀设计 1 引言 模具是利用其特定形状去成型具有一定的形状和尺寸制品的工具。在各种材料加工工业中广泛的使用着各种模具。例如金属铸造成型使用的砂型或压铸模具、金属压力加工使用的锻压模具、冷压模具等各种模具。 对模具的全面要求是:能生产出在尺寸精度、外观、物理性能等各方面都满足使用要求的公有制制品。以模具使用的角度,要求高效率、自动化操作简便;从模具制造的角度,要求结构合理、制造容易、成本低廉。 模具影响着制品的质量。首先,模具型腔的形状、尺寸、表面光洁度、分型面、进浇口和排气槽位置以及脱模方式等对制件的尺寸精度和形状精度以及制件的物理性能、机械性能、电性能、内应力大小、各向同性性、外观质量、表面光洁度、气泡、凹痕、烧焦、银纹等都有十分重要的影响。其次,在加工过程中,模具结构对操作难以程度影响很大。在大批量生产塑料制品时,应尽量减少开模、合模的过程和取制件过程中的手工劳动,为此,常采用自动开合模自动顶出机构,在全自动生产时还要保证制品能自动从模具中脱落。另外模具对制品的成本也有影响。当批量不大时,模具的费用在制件上的成本所占的比例将会很大,这时应尽可能的采用结构合理而简单的模具,以降低成本。 现代生产中,合理的加工工艺、高效的设备、先进的模具是必不可少是三项重要因素,尤其是模具对实现材料加工工艺要求、塑料制件的使用要求和造型设计起着重要的作用。高效的全自动设备也只有装上能自动化生产的模具才有可能发挥其作用,产品的生产和更新都是以模具的制造和更新为前提的。由于制件品种和产量需求很大,对模具也提出了越来越高的要求。因此促进模具的不断向前发展。 1.1 注塑模具发展趋势 随着2007年的结束,世界注塑模具的年增长率最终定格在了4%。据预计,2008年注塑模具的产量将保持在4%到5%的增长势头[1]。 如此快速的增长主要是由食品包装和饮料包装的需求不断增加带动的。预计在2008年里,影响全球注塑模具行业发展的因素主要还是石油价格和食品行业的包装利润。作为注塑产品加工中的最主要投入,石油价格的变化为注塑模具的生产成本带来了巨大的变动。而大量采用塑料包装的食品及饮料行业近年来快速发展,注塑包装产
汽轮机顶轴油系统的作用是什么? 随著汽轮发电机组容量不断增大,转子重量增大,单一的润滑油已不能满足连续盘车的需要,为减少转子转动力矩和避免轴瓦的磨损,大型汽轮发电机组普遍增加了大轴顶起系统,当进行连续盘车时开启顶轴油系统,能使转子稳定转动。20世纪60年代以来,带有顶轴油系统的大型汽轮发电机组由10r/min以下的低速盘车,发展到65r/min的高速盘车,从理论上讲,高速盘车利用转子与轴瓦的相对运动,可形成稳定的油膜,盘车稳定后可停止顶轴油系统,但实际上往往始终投入,因此高速盘车的优点不能充分体现。所以近几年来,10r/min以下的低速盘车普遍被采用。 某厂在邹县30万千瓦机组改造中采用了电液操纵低速自动盘车装置,具备液压启动投入和自动甩开的功能,能满足自动化启停机的要求,机组停机后盘车使转子连续转动,避免因汽缸上下温差使转子弯曲;连续盘车可以消除因转子长期静止引起的非永久性弯曲;机组冲转前盘车使转子连续转动,避免因阀门、轴封漏汽造成汽缸上下温差使转子弯曲,同时检查转子是否已出现弯曲和动静部分是否有摩擦现象。该盘车装置型号为PC-22/3.9,盘车时转子转速3.9r/min,可通过程控、远控、就地自动投入,也可手动投入,大大提高了机组自动化水平。 可变量柱塞泵占领市场
低速盘车装置要求顶轴油系统更加可靠,顶轴油压偏低或各轴承压力分布不均,会造成盘车失稳,以及盘车马达电流摆动,导致支持轴承磨损,因此应保证润滑油压正常值≥0.08MPa,顶轴油压正常值 ≥0.7MPa,当润滑油压低于0.03MPa时盘车自动停止。某厂30万千瓦机组顶轴油系统采用了国产SY14-18柱塞泵4台,每台泵可通过手动调节使其流量0~25ml/r内,入口透平油来自润滑油母管,出口压力最高17MPa,采用母管输至各轴承,通过各轴承前截门调节各轴承压力,因高、中、低压汽轮机转子、发电机转子重量不同,因而需要不同的压力,才能得到基本相同厚度的油膜,运行调试难度大。自20世纪60年代以来,国产SY系列柱塞泵被广泛应用在全国各电厂顶轴油系统中,承担重要设备的作用,其虽然存在柱塞零件磨损、密封件泄漏等缺陷,但厂家能保证翻修质量,基本满足了大型汽轮发电机组的顶轴需要。随著市场经济的发展,该系列柱塞泵生产厂家杂多,产品故障率高,翻修质量得不到保证,因而性能更加优越的PVH系列自动可变量柱塞泵迅速占领国内顶轴油泵市场,其原因在于该泵在设计使用期内故障率为零,性能可靠,泄漏、性能价格比合理。不少电厂已经改造,更多的电厂正在酝酿改造。 新型顶起装置异军突起 经专家设计的新型顶轴油系统能满足改造后的33万千瓦机组的需要,新型顶起装置由下列主要部件组成:变量柱塞泵组2×100%、溢流
一.使产品冷却固化后从模具上脱落的机构称为顶出系统,顶出系统要求安全可靠闭合时不能与其它机构发生干涉。 二.我们最常用的是机械顶出,其运用啤机机械力控制模具的闭合及顶出,另外还有气动顶出,液压顶出。 三.常用机械顶出类型 A,圆顶针(推杆) <1>加工简便价格相对低廉,用得最广最多。 <2>分有托(双托)及无托(单托) 我们厂通常直径2MM以下用有托(见图1) B,扁顶 <1>加工比较复杂,要做镶件或者线割。 <2>主要用在深骨位置,透明产品上有骨位的地方,手机类骨状结构(见图2) <3>自制大扁顶(直顶),用在大面积深骨位置和透明类产品整个外形的顶出(见图3) C,司筒(推管) <1>价格相对比较高,主要用于空心柱子的顶出。 <2> A尺寸(司筒管壁厚)尽量取大否则易损坏, A≥0.8MM(见图4) <3>15MM以上的空心柱或者15MM以下但旁边不能下顶针的空心柱用司筒,透明类产品上有空心 柱用司筒,细长圆形制品用司筒. <4>分有托及无托. <5>不能和顶棍孔干涉. <6>司筒针固定方式:我们厂规定用压板.没办法时可用基米镙丝.(见图4). D,推方(推块) <1>方式:a原身b镶件+顶针. <2>一般用在比较高并且其中间有大孔又不适合做推板的制品或制品后模边缘是大斜面或大弧面 下顶针效果不好时,还有就是大面积深骨位置(和直顶相似)(见图5). E,推板 <1>推呵(推后模料)深度较高或者产品内侧不能下顶针时(见图6) <2>推板和推呵相同,用有推板的模架.(桶状深长制品) 四.注意事项 A复位装置: 黄弹弓+回针 B管位(定位),圆顶针或司筒上面不是平面的为了防转动而做定位装置,形式主要有两种(见图7)一种穿针,另一种把顶针头磨一角成”D”字形.我们厂要求所有顶针做”D”字头.(见图7b). C顶针处在大弧面或角度大的斜面上时要做”十”字防滑槽或晒格子纹(图8). D顶针等必须把产品顶离模具5~15MM,某些特别深的产品由于顶出行程的限制可以不用全部顶离
汽轮发电机组在启动和停机前,应先投入顶轴装置,将汽轮发电机转子顶起,以减小轴颈与轴承间的摩擦系数,使盘车装置顺利地投入工作。 1. 顶轴装置及系统简介 该系统由供油装置、调整装置及油管路组成。 该系统设有两台顶轴油泵,一台顶轴油泵运行,另一台顶轴油泵备用(两台互为备用)。两台滤油器可以同时工作。一台顶轴油泵供四个轴承,详见顶轴油系统图。 两台交流电动机驱动的手动伺服变量轴向柱塞泵,自滑油过滤器出口来油,经滤油器引入轴向柱塞泵进口。 高压顶起油自轴向柱塞泵出口引入集管,由集管引出各支管通向各轴承顶起管路接头。各支管上均装有截止阀和止逆阀,用以调整各轴承的顶起高度,防止各轴承之间的相互影响。其中截止阀用来调整顶轴油压,止逆阀是为使机组运行时防止轴承中压力油泄走。集管上装有溢流阀RV-103,用以限制集管油压,并防止供油系统中油压超过最大允许值。 在输往各轴承压力油支管上各有一只压力表。调整装置压力油集管上设有一只高压控制器,型号为1NN-EE45-N4-F1A。应待轴承顶起高度(未盘车状态)达到要求值后,启动盘车装置并记录此时母管压力。将此压力值减去0.3~0.5Mpa作为高压控制器的整定值,低于该值时连锁盘车电机不得启动,同时启用备用顶轴油泵。 当一台顶轴油泵工作时,另一台处于备用状态。在主顶轴油泵准备启动前,备用泵的开关处于“停止”位置。主泵正常工作后,可将备用泵的开关置于“自动”位置,一旦主泵工作不正常,油压建立不起来时,备用泵立即自动启动。
2. 顶轴装置的工作条件 2.1 本装置为开式供油系统,补给油引自汽轮机润滑油母管,顶起压力油排入轴承箱,补给油的压力与润滑压力相同。当汽轮机供油系统中辅助油泵(润滑油泵)启动后,本装置即可投入运行。 2.2 本装置工作油温为20℃-65℃。 2.3 系统允许瞬时最高压力25MPa(g);正常额定工作油压不得大于21MPa(g),安全阀压力调整在21Mpa(g)动作。 2.4 本装置顶轴油泵采用日本油研工业株式会社A3H37-FR01KK-10-X33手动伺服变量柱塞泵。 手动伺服变量柱塞泵的进出油口方向: 2.5 柱塞泵上部泄漏油应与润滑油回油管路接通,并保持畅通。 2.6 使用A3H37-FR01KK-10-X33手动伺服变量柱塞泵的有关规定,详见日本油研工业株式会社随机提供的《A3H系列轴向柱塞泵使用说明书》。 2.7 本装置配有两台顶轴油泵,一台运行,一台备用,但两台油过滤器都可投入工作。
《机电一体化技术》课程设计任务书 设计题目二:注塑机注射系统设计 一、课程设计的目的: 《机电一体化系统设计》课程设计是大学生在完成《机电一体化系统设计》等专业课学习后,进行综合性实践性教学环节,总的目的是在老师的指导下,使学生通过课程设计,对所学课程理论知识进行一次系统的回顾检查复习和提高,并运用所学理论,通过调研,设计一个机电控制方面的课题,受到从理论到实践应用的综合训练,培养学生独立运用所学理论解决具体问题的能力,具体有以下几点: 1、通过检索查阅运用有关手册、标准及参考资料,培养起学生检索查阅资料、使用资料的方法和能力。 2、通过回顾查阅课程理论知识、运用所学的基础课,专业技术课和专业课知识,培养学生根据实际问题正确设计总体方案, 分析具体问题、进行工程设计的能力。 二、设计题目要求: 注射系统完成塑化过程后,螺杆在注射油缸活塞杆推力的作用下,以高速、高压,将储料室的熔融料通过喷嘴注射到模具的型腔中。型腔中的熔料经过保压、冷却、固化定型成合格的制件。注塑机注射系统主要由注射油缸和推力座组成。 要求设计注射——推力座装置和能实现预塑——注射——保压——防流涎——冷却固化自动循环的液压和PLC控制系统。 三、设计内容及安排: 1、熟悉任务,查阅资料。 2、画出塑化装置装配图,1号图纸。零件图一张(组员各不相同) 3、画出液压原理图,2号图纸。 4、根据控制要求,选择PLC型号及输入输出元件。 5、画出PLC控制的输入输出接线图,2号图纸。 6、设计能实现所要求自动循环的PLC控制程序流程图,2号图纸。 7、完成梯形图和语句表程序设计,2号图纸。 8、整理设计说明书,答辩。
文件版本 1.0 标 题 内 容 模 具 设 计 规 范 页 数 共17页 第1页 1.目的: 本标准规定了塑胶模具的设计原则、方法及要求。 2.适用范围: 本标准适用于塑胶模具设计。 3.设计内容 3.1 制品工艺性分析与脱模斜度确定 3.1.1制品应有足够的强度和刚性。 3.1.2制品壁厚均匀,变化不超过60℅;对于特别厚的部位要采取减胶措施。 3.1.3加强筋大端的厚度不超过制品壁厚的一半。 3.1.4制品上的文字原则上采用凸型字,以便于机械加工。 3.1.5制品形状应避免产生模具结构上的薄钢位。 3.1.6工艺圆角是否考虑制品使用性能,是否有利于机械加工。 3.1.7 脱模斜度确定 3.1.7.1 客户资料有明确脱模斜度要求且合理时,按客户资料要求设计脱模斜度。 3.1.7.2 客户资料的脱模斜度不合理时,与客户沟通确定合理的脱模斜度。 3.1.7.3 客户资料未注明或没有明确的脱模斜度时,应明确客户要求后再确定。 3.1.7.4 不影响制品装配的部位应设计1°以上脱模斜度,但需防止缩水;对可能影响产 品装配的部位,以装配间隙差做脱模斜度。 3.1.7.5 应通过计算确定合理的脱模斜度:有特殊要求(如蚀皮纹等)的制品,脱模斜度 应不小于2.5° 3.2 模具分类:根据模胚尺寸将模具分为大、中、小三类。 3.2.1 模具尺寸6060以上称为大型模具。 3.2.2 模具尺寸3030-6060之间为中型模具。 3.2.3 模具尺寸3030以下为小模具。 3.3 模胚选用与设计 3.3.1 优先选用标准模胚,具体按龙记/明利标准执行。 3.3.2 若选用非标准模胚,优先选用标准板厚,具体参照龙记/明利标准执行。 3.3.2.1 大型非标准模胚,导柱直径不小于¢60mm,导套采用铸铜制做。 3.3.2.2 大型非标准模胚导套孔壁厚不得小于10mm,回针孔壁厚为35-40mm,回针直径不 小于φ30。
《模流分析基础入门》 目录 第一章、计算机辅助工程与塑料射出成形 1-1 计算机辅助工程分析 1-2 塑料射出成形 1-3 模流分析及薄壳理论 1-4 模流分析软件的未来发展 第二章、射出成形机 2-1 射出机组件 2-1-1 射出系统 2-1-2 模具系统 2-1-3 油压系统 2-1-4 控制系统 2-1-5 锁模系统 2-2 射出成形系统 2-3 射出机操作顺序 2-4 螺杆操作 2-5 二次加工 第三章、什么是塑料 3-1 塑料之分类 3-2 热塑性塑料 3-2-1 不定形聚合物 3-2-2 (半)结晶性聚合物 3-2-3 液晶聚合物 3-3 热固性塑料 3-4 添加剂、填充料与补强料 第四章、塑料如何流动 4-1 熔胶剪切黏度 4-2 熔胶流动之驱动--射出压力 4-2-1 影响射出压力的因素 4-3 充填模式 4-3-1 熔胶波前速度与熔胶波前面积 4-4 流变理论
第五章、材料性质与塑件设计 5-1 材料性质与塑件设计 5-1-1 应力--应变行为 5-1-2 潜变与应力松弛 5-1-3 疲劳 5-1-4 冲击强度 5-1-5 热机械行为 5-2 塑件强度设计 5-2-1 短期负荷 5-2-2 长期负荷 5-2-3 反复性负荷 5-2-4 高速负荷及冲击负荷 5-2-5 极端温度施加负荷 5-3 塑件肉厚 5-4 肋之设计 5-5 组合之设计 5-5-1 压合连接 5-5-2 搭扣配合连接 5-5-3 固定连接组件 5-5-4 熔接制程 第六章模具设计 6-1 流道系统 6-1-1 模穴数目之决定 6-1-2 流道配置 6-1-3 竖浇道尺寸之决定 6-1-4 流道截面之设计 6-1-5 流道尺寸之决定 6-1-6 热流道系统 6-2 流道平衡 6-2-1 流道设计规则 6-3 浇口设计 6-3-1 浇口种类 6-3-2 浇口设计原则 6-4 设计范例 6-4-1 阶段一:C-mold Filling EZ 简易充填模拟分析 6-4-2 阶段二:执行C-mold Filling & Post Filling 最佳化6-5 模具冷却系统
在注射动作结束后,塑件在模内冷却定型,由于体积收缩,对型芯产生包紧力,当其从模具中推出时,就必须克服因包紧力而产生的摩擦力。对于不带通孔的筒、壳类塑料制件,脱模推出时还需克服大气压力。 在注射模中,将冷却固化后的塑料制品及浇注系统(水口料)从模具中安全无损坏地推出的机构称为脱模机构,也叫顶出机构或推出机构。安全无损坏是指脱模时塑件不变形,不损坏,不粘模,无顶白,顶针位置位不影响塑件美观。 1. 注射模的脱模机构包括: 1、顶针,司筒,推板,推块等推出零件; 2、复位杆,复位弹簧及顶针板先复位机构等推出零件的复位零件; 3、顶针固定板和顶针底板等推出零件的固定零件; 4、高压气体顶出的气阀等配件; 5、内螺纹脱模机构中的齿轮,齿条,马达,油缸等配件。 脱模机构的动作方向与模具的开模方向是一致的。 2. 脱模机构分类 塑件顶出方法受塑件材料及形状等影响,由于塑件复杂多变,要求不一,导致胶件的脱模机构也多种多样。 按动力来源分,脱模机构可分为三类: (1)手动推出机构指当模具分开后,用人工操纵脱模机构使塑件脱出,它可分为模内手工推出和模外手工推出两种。这类结构多用于形状复杂不能设置推出机构的模具或塑件结构简单、产量小的情况,目前很少采用。 (2)机动推出机构依靠注射机的开模动作驱动模具上的推出机构,实现塑件自动脱模。这类模具结构复杂,多用于生产批量大的情况,是目前应用最广泛的一种推出机构,也是本章的重点。它包括顶针类脱模,司筒脱模,推板类脱模,气动脱模,内螺纹脱模及复合脱模。 (3)液压和气动推出机构一般是指在注射机或模具上设有专用液压或气动装置,将塑件通过模具上的推出机构推出模外或将塑件吹出模外。 按照模具的结构特征分,脱模机构可分为: 一次脱模机构、定模脱模机构、二次或多次脱模机构、浇注系统水口料的脱模机构、带螺纹塑件的脱模机构等。 3. 对脱模机构的要求 模具打开时,塑件必须留在有顶出机构的半模上。
汽轮机顶轴油系统的作用是什么? 文章出处:中国电力报发布时间:2007-03-09 随著汽轮发电机组容量不断增大,转子重量增大,单一的润滑油已不能满足连续盘车的需要,为减少转子转动力矩和避免轴瓦的磨损,大型汽轮发电机组普遍增加了大轴顶起系统,当进行连续盘车时开启顶轴油系统,能使转子稳定转动。20世纪60年代以来,带有顶轴油系统的大型汽轮发电机组由10r/min以下的低速盘车,发展到65r/min的高速盘车,从理论上讲,高速盘车利用转子与轴瓦的相对运动,可形成稳定的油膜,盘车稳定后可停止顶轴油系统,但实际上往往始终投入,因此高速盘车的优点不能充分体现。所以近几年来,10r/min以下的低速盘车普遍被采用。 某厂在邹县30万千瓦机组改造中采用了电液操纵低速自动盘车装置,具备液压启动投入和自动甩开的功能,能满足自动化启停机的要求,机组停机后盘车使转子连续转动,避免因汽缸上下温差使转子弯曲;连续盘车可以消除因转子长期静止引起的非永久性弯曲;机组冲转前盘车使转子连续转动,避免因阀门、轴封漏汽造成汽缸上下温差使转子弯曲,同时检查转子是否已出现弯曲和动静部分是否有摩擦现象。该盘车装置型号为PC-22/3.9,盘车时转子转速3.9r/min,可通过程控、远控、就地自动投入,也可手动投入,大大提高了机组自动化水平。 可变量柱塞泵占领市场
低速盘车装置要求顶轴油系统更加可靠,顶轴油压偏低或各轴承压力分布不均,会造成盘车失稳,以及盘车马达电流摆动,导致支持轴承磨损,因此应保证润滑油压正常值≥0.08MPa,顶轴油压正常值 ≥0.7MPa,当润滑油压低于0.03MPa时盘车自动停止。某厂30万千瓦机组顶轴油系统采用了国产SY14-18柱塞泵4台,每台泵可通过手动调节使其流量0~25ml/r内,入口透平油来自润滑油母管,出口压力最高17MPa,采用母管输至各轴承,通过各轴承前截门调节各轴承压力,因高、中、低压汽轮机转子、发电机转子重量不同,因而需要不同的压力,才能得到基本相同厚度的油膜,运行调试难度大。自20世纪60年代以来,国产SY系列柱塞泵被广泛应用在全国各电厂顶轴油系统中,承担重要设备的作用,其虽然存在柱塞零件磨损、密封件泄漏等缺陷,但厂家能保证翻修质量,基本满足了大型汽轮发电机组的顶轴需要。随著市场经济的发展,该系列柱塞泵生产厂家杂多,产品故障率高,翻修质量得不到保证,因而性能更加优越的PVH系列自动可变量柱塞泵迅速占领国内顶轴油泵市场,其原因在于该泵在设计使用期内故障率为零,性能可靠,泄漏、性能价格比合理。不少电厂已经改造,更多的电厂正在酝酿改造。 新型顶起装置异军突起 经专家设计的新型顶轴油系统能满足改造后的33万千瓦机组的需要,新型顶起装置由下列主要部件组成:变量柱塞泵组2×100%、溢流