
高锰钢的耐磨性
高锰钢铸件在受到冲击截荷和压应力时,金属表面发生塑性变形,迅速产生加工硬化并诱发产生马氏体及ε相,从而形成硬而耐磨的表面层,耐心部仍是奥氏体组织。表面层硬度由原来的200HB左右提高到500HB以上,硬化层浓度可达到10~20mm,甚至更多。在表面逐渐被磨损掉的同时,在冲击载荷的作用下硬化层不断地向内发展。在低冲击载荷和低应力磨损情况下,由于不能在表面产生足够的加工硬化,这时高锰钢的耐磨性往往不一定比相当硬度的其他钢种好。
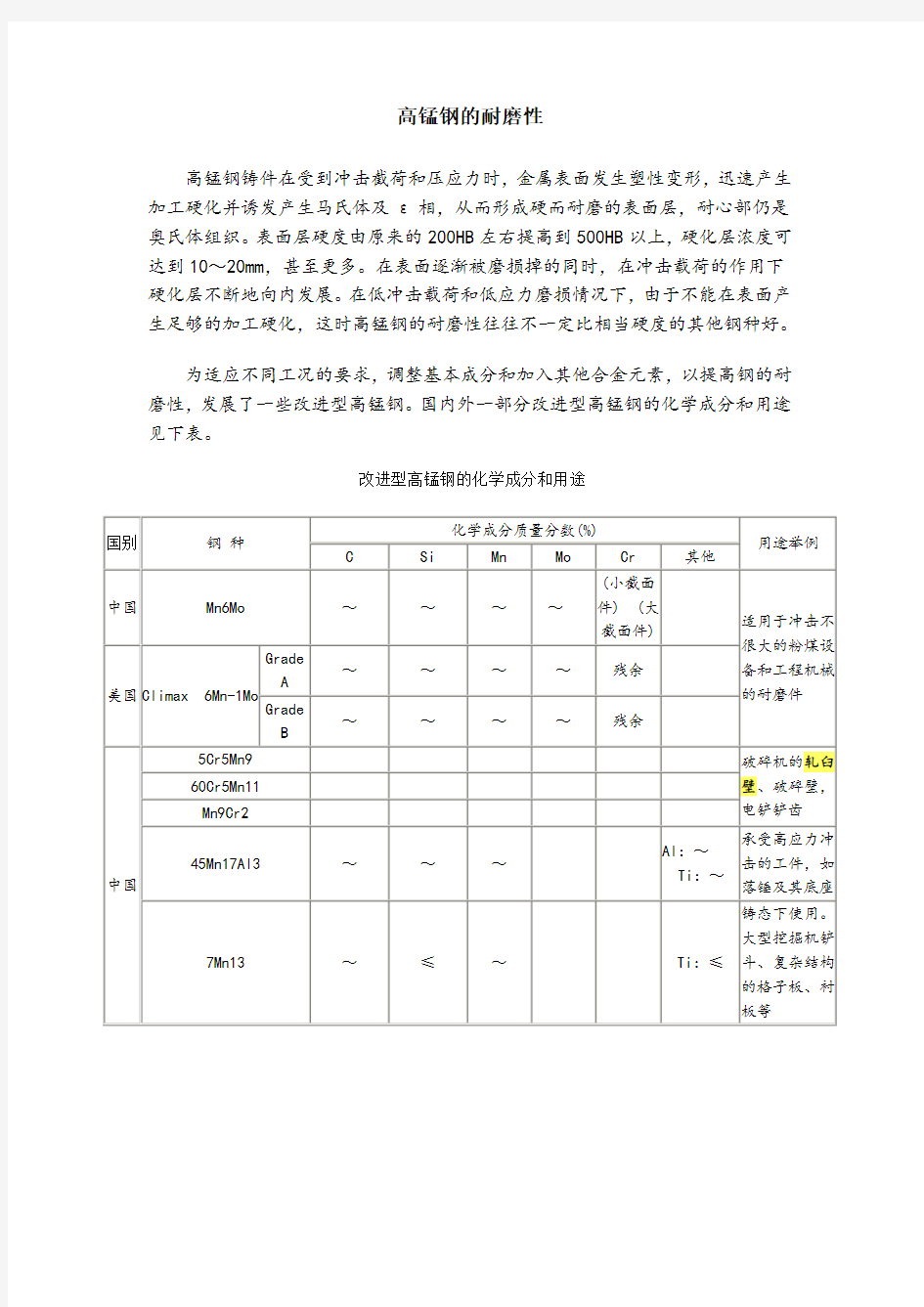
为适应不同工况的要求,调整基本成分和加入其他合金元素,以提高钢的耐磨性,发展了一些改进型高锰钢。国内外一部分改进型高锰钢的化学成分和用途见下表。
改进型高锰钢的化学成分和用途
园锥破碎机轧臼壁的研制应用
本课题研制的轧臼壁是选矿厂碎矿车间碎矿系统园锥破碎机重要的备件之一、在实际工况条件下,该工件承受着极强烈的、高周次的、反复交变应力的作用(冲击、磨擦、挤压,剪切等),其质量的好坏,将直接到选矿厂能否进行正常的生产经营活动。
1.轧白壁工件的选材分析
根据轧臼壁工件在实际工况条件下的受力状态,服役特点(高周次的强烈冲击、磨擦、挤压、剪切的反复),结合国内目前使用耐磨材料现状,经一系列对比分析、反复试验我们选择了在强烈冲击、磨擦、挤压,剪切工况条件下具有强大潜能(加工硬化能力)的高锰钢作为制作轧臼壁工件的材质。
1.1轧臼壁工件化学成份的确定
高锰钢的耐磨性由钢的化学成份、钢中夹杂物含量、钢中碳化物的溶解与偏析度、钢的晶粒度和铸造质量的优劣等决定。
高锰钢中各元素对其性能的影响
硅:含硅量高,降低碳在奥氏体中的溶解度,碳化物在晶界上析出增多且肥大,水韧处理后,在晶界上留下较大的显微疏松,但为了完全消除,钢中的含硅量,控制在—%最佳,含硅量>%对高锰钢各项性能无明显影响。
锰:高锰钢由于含锰量高,钢的铸态组织为奥氏体及碳化物,经1000℃左右加热水淬处理(通常称水韧处理)后。绝大部分碳化物固溶
于奥氏体中,钢的组织为单相奥氏体或奥氏体加少量碳化物。
硫:由于钢中含锰量高,能生成大量的MnS从渣中排出。又由于是在碱性渣中熔炼,硫可顺利降低到%以下。这样低的硫量对钢的强度、韧性和耐磨性均无明显影响。
磷:磷单独溶解在钢中很少,常以Fe2p,Fe3P的形式存在于晶界上使钢的强度、韧性和耐磨性大为降低,碳含量高加剧了P以共晶形式析出在晶界上。为了保证性能,应遵循以下关系:C%=。生产中要控制磷含量≤0.08%:重要、复杂、厚壁件≤0.07%。
根据以上分析,本次试验确定用于制作轧臼壁工件的高锰钢化学成份为ZGMnl3-3,即 P≤%。
2.铸造工艺:见图1所示的铸造工艺。
2.1工艺设计要点
(1)据轧臼壁工件外轮廓尺寸大(φ2360×φ×为回转体,以中间
直浇道,四条发射状双层内浇道注入铁水,四个顶压边冒口补缩及多因素控制铸造新工艺。该工艺有利于铸件形成等轴晶,消除柱状晶。采用本工艺浇注成型铸件合格率达98%以上。
3.熔炼和浇注工艺
(1)整个熔炼过程在3T电弧炉中进行,金属炉料为高锰钢衬板回炉料,80%Mn-Fe、75%Si-Fe为补加合金元素,插铝脱氧。以保证冶炼出高质量的高锰钢铁液。熔炼温度要求大于1500℃。
(2)配料计算、加料顺序及时间,温度控制,炉前处理,合箱浇注等工均要准确无误,严格按操作规程进行。
(3)熔炼时严格加料顺序,按工艺要求控制好各期(氧化期、还原期)冶炼质量,熔炼温度要求大于1500℃。
(4)浇注时要求除渣干净,并以快速浇注为宜,浇注温度要求大于1480℃。
4.热处理工艺:
将清理干净的轧臼壁工件按要求装入热处理炉中,并按图2所示的热处理规范进行热处理。
工艺要点:1小时升温到300-400℃,然后按每小时50-80℃的速度升温到1000-1050℃,使高锰钢充分进行奥氏体化,保温2-3小时,
然后将其淬入水中进行水韧处理总计处理时间为13~14小时。
6.结论:
(1)合理的材质选择、先进的铸造工艺及切实可靠的控制措施是生产出高质量的轧臼壁工件的关键。
(2)通过热处理工艺的改进是获得抗冲击、磨擦、挤压、剪切等交变载荷作用的轧臼壁工件的可靠保证。
合金高锰钢
高锰钢作为一种耐磨材料,被广泛用在水泥、电力、矿山、冶金、建材等行业。高锰钢作为一种高韧性奥氏体钢,在强冲击磨损工况下使用安全可靠,有很好的耐磨性,是一种不可替代的抗冲击耐磨材料。但由于高锰钢的屈服强度低,冲击后易发生蠕变和流变,造成产品变形、断裂,在使用时会影响安全和耐磨寿命。通过合金化提高其屈服强度,增加耐磨性能。在圆锥轧臼壁、破碎壁、颚板、大锤头和电铲铲齿等产品上应用,使用寿命都有一定的提高。
1.材料特点
(1)化学成分采用合金化,提高耐磨性和抗蠕变性;
(2)通过合适的水韧处理,产品更安全可靠,耐磨寿命提高10~30%。
2.化学成分(%)
材料牌号
C Mn Cr Si S P
Mn13Cr2 ~ 11~14 ~ ≤ ≤ ≤
Mn17Cr2 ~ 16~19 ~ ≤ ≤ ≤
Mn13 ~ 12~14 - ≤ ≤ ≤
3.机械性能及金相组织
材料牌号
σb (MPa)σ(MPa)αk(J/cm2)硬度(HB) 显微组织
Mn13Cr2 700~750 410~440 ≥147 200~300 奥氏体
Mn17Cr2 750~850 430~470 ≥147 200~300 奥氏体
Mn13 ≥637 300~360 ≥150 ≤229 奥氏体
4.适用范围
该材料适用于圆锥式破碎机轧臼壁、破碎壁、颚式破碎机颚板、锤式破碎机大锤头和矿山电铲大铲齿等产品。
WCp/Mn13表面复合材料的制备及其冲击磨损性能
高锰钢Mn13是一种传统的耐磨合金,水韧处理后的组织为单相奥氏体,具有优异的韧性,同时这种材料具有较强的形变硬化能力,在冲击载荷作用下表层能形成高硬度的硬化层,而心部仍保持高韧性,因此被广泛应用于冲击磨损工况.但是,许多耐磨件(例如工程机械所用的斗齿)的服役工况有很大的不确定性,在外加冲击载荷较小时,Mn13形变硬化不足,经常表现出低的耐磨性而导致材料的快速磨损.国内外学者对此进行了许多改性工作,但多以牺牲材料韧性为代价.从20世纪60年代起,金属基复合材料就逐渐成为学者和企业关注与研究的
热点之一,并已在航空航天、汽车等领域得到了广泛应用.双金属复合材料能够将合金块的高硬度和MN13基体的高韧性结合起来,具有优异的综合性能,成为耐磨材料开发的热点.双金属铸造工艺简单,成本低廉,所以受到普遍关注,并且可以在工件磨损表面复合,从而表现出更好的经济性. 双金属铸造的关键技术之一是合金块与金属基体的界
面结合问题.界面能有效地传递载荷,调节材料内部的应力分布,阻止裂纹扩展,使复合材料获得良好的综合力学性能.近年来,国内外学者在这方面进行了许多卓有成效的研究工作,但多集中于有色金属基复合材料,对钢铁基复合材料的研究还较少.
1 复合材料的制备
试验用原材料
陶瓷增强相选择铸造WC颗粒(WC和W2C的共晶体),这是一种过渡族金
属碳化物间隙相,显微硬度高达HV2000"HV3000,几乎可完全被高温钢液润湿(润湿角θ+0℃),1250℃时在γ-Fe中的固溶度(质量分数)接
近7%[6].钢基体材料为Mn13,化学成分(质量分数)为:%,%,%,P、S微量,其余为Fe.
复合材料的制备
2 复合材料的界面分析
复合材料中合金块与Mn13基体为冶金结合,基体能有效地支撑合金块,这将有利于复合材料表现出良好的综合性能,是复合材料理想的界面结构,有助于提高材料的抗冲击磨损性能.
4 结论
复合材料界面结合良好,无缺陷. 合金块与Mn13基体之间形成了一定厚度的扩散层,有细小的复合碳化物析出.这种界面结合将有利于复合材料表现出良好的综合性能,是复合材料理想的界面结构.