第16章压型钢板与栓钉
第 16 章钢结构压型钢板、栓钉及防火涂料施工方案
第 1 节压型钢板施工
1.平面施工顺序
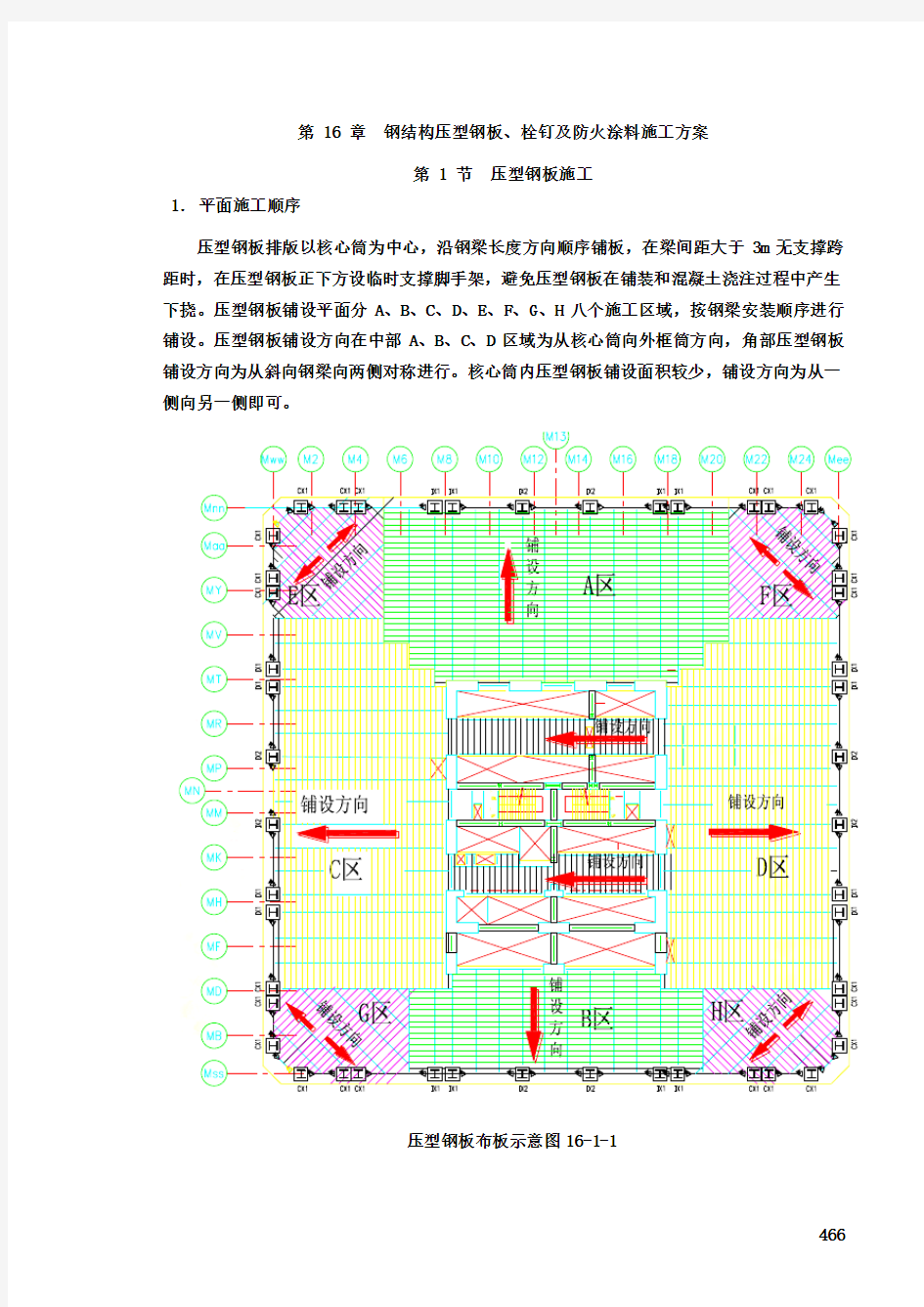
压型钢板排版以核心筒为中心,沿钢梁长度方向顺序铺板,在梁间距大于3m无支撑跨距时,在压型钢板正下方设临时支撑脚手架,避免压型钢板在铺装和混凝土浇注过程中产生下挠。压型钢板铺设平面分A、B、C、D、E、F、G、H八个施工区域,按钢梁安装顺序进行铺设。压型钢板铺设方向在中部A、B、C、D区域为从核心筒向外框筒方向,角部压型钢板铺设方向为从斜向钢梁向两侧对称进行。核心筒内压型钢板铺设面积较少,铺设方向为从一侧向另一侧即可。
下上下上
压型钢板布板示意图16-1-1
466
2.压型钢板施工工艺流程
压型钢板施工工艺流程图16-1-2
3.施工方法
3.1板料吊运
压型钢板在工厂打包时即按照现场分区图组合,到现场后分别吊入指定的施工层。为保护压型钢板在吊运时不变形,可使用软吊索,打包时钢板下垫木板条。每次使用前要严格检查吊索,以确保安全。如下图:
压型钢板吊运示意图16-1-3
施工准备
绘制压型钢板排版图设计
压型钢板加工
运输到现场
钢结构安装校正
压型钢板施工放线
压型钢板分层、分
区配料
吊运至安装区
铺设压型钢板
栓钉放线、焊接
压型钢板焊接
板边支撑
加工
支托角钢安装
焊接
467
3.2散板和位置调整
严格按照排版图指定位置散板和定位,板的直线度为单跨最大偏差10mm,板的错口要求<5mm,检验合格后方可与主梁焊接。
3.3压型钢板与钢梁的固定
压型钢板与钢梁连接为焊接。焊接采用手工电弧焊,焊条为E4303,直径3.2mm。根据设计图纸要求,焊接点应为直径16mm点熔合焊,焊点间距305mm。
每块压型钢板间固定采用专用的自攻螺钉,螺钉间距按设计要求。
3.4洞口制作
洞口尺寸1m以下的采用后开洞形式。首先依据留洞图要求在压型钢板上放出定位线,在洞口四周焊接边模,边模的外沿尺寸为洞口尺寸。待混凝土楼板达到设计强度后,由压型钢板施工人员进行洞口压型钢板切割,切割后应按要求进行洞口的防护。
3.5-板边缘切割
采用氧乙炔割枪切割或等离子切割机。对核心筒周围一些不规则面的切割应根据实际先在板面上放出定位线后进行切割。
4.压型钢板临时支撑
按照压型钢板无支撑跨距要求,对钢梁连续两跨的跨度大于3m的部位,在混凝土施工前在下一层楼板上做可调节脚手架支撑。可调脚手架通过支撑木方顶住压型钢板,保证压型钢板在混凝土浇筑前的挠度在设计范围之内。
可调式脚手架能准确的调整临时模板的标高,而且对没有焊接完成的压型钢板能起到支撑作用,将压型钢板的变形有效的控制在变形之内,从而保证施工质量。临时支撑的上平面必须和钢梁上平面在同一标高上。同一支撑面的次级支撑至少保留到混凝土楼板满足一定的强度之后再拆除。
5.标高调整
在每层铺设压型钢板之前先要对钢梁标高进行复测,在钢梁有下挠不能满足压型钢板施工要求的情况下要进行调整后才能铺设。调整的方法是在挠度最大处加垫片,垫片和钢梁点焊牢固。
6.安全防护
在铺设压型钢板的操作平面要搭设安全网,安全网连接点和周围结构连接牢固,在施工之前检查。连接牢固之后方可进行施工。
第2节栓钉施工
1.栓钉焊接工艺
本工程地上主体结构钢梁上是组合楼盖,由钢梁和(压型钢板、钢筋混凝土)组合楼板
468
构成。为了使钢梁与组合楼板能有效地协同工作,设置了抗剪连接栓钉,使栓钉杆承受钢构件与混凝土之间的剪力,实现钢-混凝土的抗剪连接。钢梁与栓钉中间夹有压型钢板,为穿透焊。
2.栓钉施焊前的准备工作
2.1对栓钉的力学性能要求
本工程现场焊接栓钉拟采用直径19mm长100mm的圆柱头抗剪栓钉。栓钉应完全满足现行国家标准《圆柱头栓钉》GB/T10433的有关规定。
GB/T10433 标准规定值屈服强度(MPa)抗拉强度(MPa)延伸率(%)截面收缩率(%)≥345 ≥415 ≥20 ≥50
2.2栓钉焊接端的试验方法
栓钉力学性能可由两种方法确定:试验冷加工后的钢材或试验成品栓钉,只要符合上表规定即为合格产品。
栓钉出厂前必须按照冶金部行业标准(YB9283-92)进行焊接端的质量鉴定试验。
2.2.1试件的数量与制作
按规范要求,直径为19mm的栓钉,需做穿透焊试件60个,其中,高于最佳电流2~3%的30个,低于最佳电流2~3%的30个。试板采用厚16mm以上,80mm×80mm的Q345C钢板,以最佳恒定时间将栓钉焊在试板上。
2.2.2试验
(1)拉力试验
两种试件各取10个,在拉力试验装置上进行拉伸试验。若所有试件的抗拉强度值不低于表10-1规定的值,即认为焊接质量合格。
(2)弯曲试验
各取20个焊接试件在弯曲试验机上进行弯曲试验,相对原轴线往两边作30°交变弯曲,直至栓钉损坏为止。若全部试件的断裂均发生在试板上或栓钉杆上,而不在焊缝或热影响区内,则焊接质量应视为合格。
(3)重新试验
经过拉力和弯曲试验后,若有不合格的试件,则应重新制备试件进行再次试验;如果失败,则认为该批栓钉焊接质量不合格。
2.2.3栓钉力学性能现场复验
(1)栓钉焊接部位的抗拉与抗弯试验,按图配置6个试件,其中3个试件进行拉伸试验,其抗拉强度值均应>415MPa;另取三个试件进行弯曲试验,用锤敲击圆柱头部,弯曲30度若无裂
469