技师学院
机械安装与维修系金属切削刀具基本知识郝赫(编)
金属切削刀具基本知识
1 金属切削的基本要素
1.1 机械制造过程概述
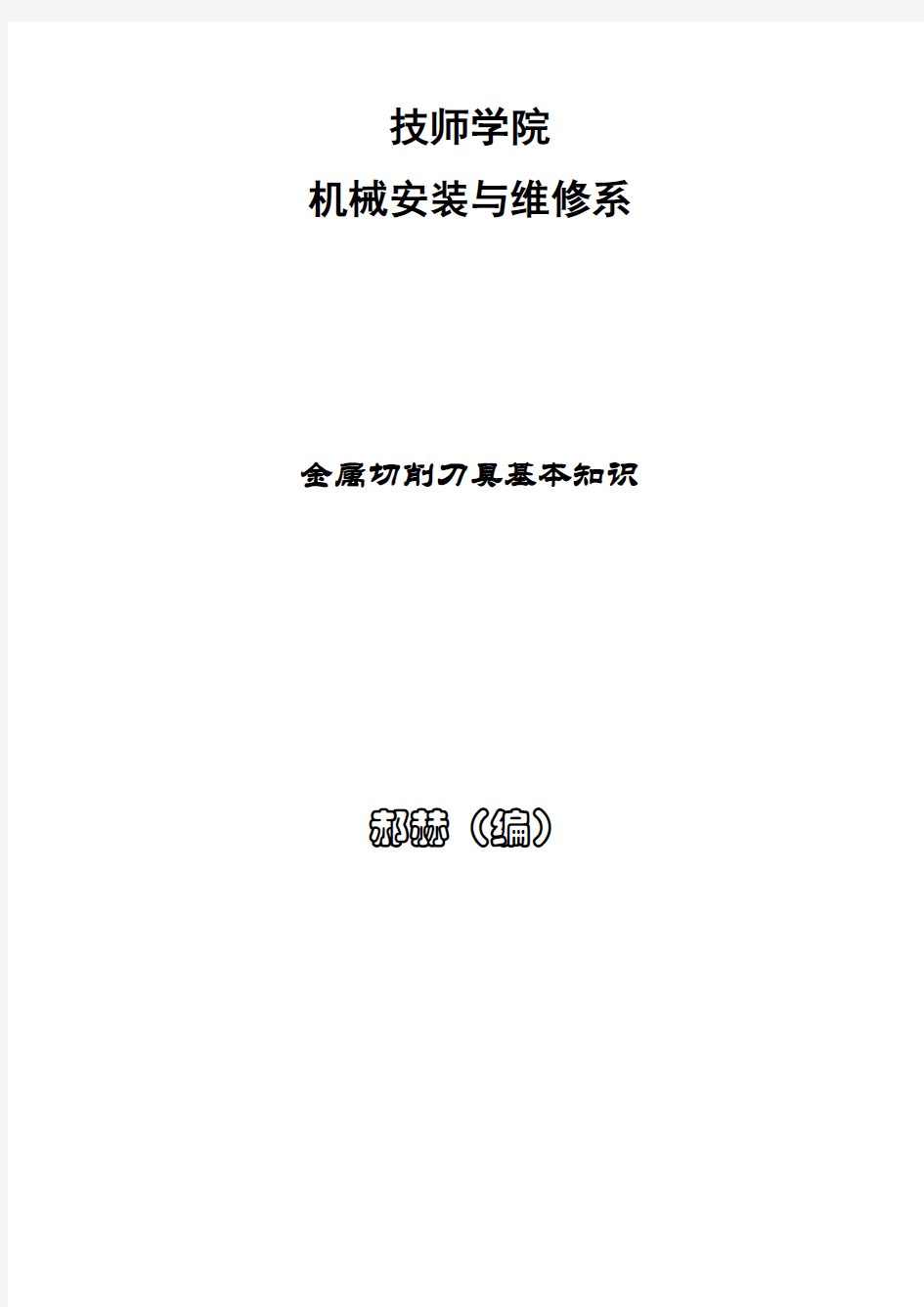
机器是由零件、组件、部件等组成的,一台机器的制造过程包含了从零件、部件加工到整机装配的全过程,这一过程可以用图1所示的系统图来表示。
首先,从图中可以看出机器中的组成单元是一个个的零件,它们都是由毛坯经过相应的机械加工工艺过程变为合格零件的,在这一过程中要根据零件的设计信息制订每一个零件的适当加工方法,加工成在形状、尺寸、表面质量等各方面都符合加工使用要求的合格零件。
其次,要根据机器的结构和技术要求,把某些零件装配成部件,部件是由若干组件、套件和零件在一个基准零件上装配而成的,部件在整个机器中能完成一定的、完整的功能,这种把零件和组件、套件装配成部件的过程称为部装过程。部装过程是依据部件装配工艺,应用相应的装配工具和技术完成的,部件装配的质量直接影响整个机器的性能和质量。
最后,在一个基准零部件上把各个部件、零件装配成一个完整的机器,我们把零件和部件装配成最终机械产品的过程称为总装过程,总装过程是依据总装工艺文件进行的,在产品总装后,还要经过检测、试车、喷漆、包装等一系列辅助过程最终形成合格的产品,如一辆汽车就是经过这样的机械制造过程而生产出来的。
图1 机械制造过程的构成
1.2机械加工工艺系统
从机械制造的整个过程来看,机器的最基本组成单元为零件,也就是首先要制造出合格的零件,然后组装成部件,再由零、部件装配成机器,因此,制造出符合要求的各种零件是机械加工的主要目的,而机械加工中绝大部分材料是金属材料,故机械加工主要是对各种金属进行切削加工。
零件的表面通常是几种简单表面如平面、圆柱面、圆锥面、球面、成形表面等的组合,而零件的表面是通过各种切削加工方法得到的,其中在金属切削机床上利用工件和刀具彼此间协调的相对运动切除被加工零件多余的材料,获得在形状、尺寸和表面质量都符合要求的这种加工方法称为金属切削加工。
金属切削加工常作为零件的最终加工方法,它需要用金属切削刀具直接对零件进行加工,它们之间要有确定的相对运动和承受很大的切削力,通常需在金属切削机床上进行加工,零件和刀具需通过机床夹具和刀架与机床进行可靠的联接,带动它们做相对的运动,实现切削加工,这种由金属切削机床、刀具、夹具和工件构成的机械加工封闭系统称为机械加工工艺系统(如图2所示),其中金属切削机床是加工机械零件的工作机械,起支承和提供动力作用;刀具起直接对零件进行切削加工作用;机床夹具用来对零件定位和夹紧,使之有正确的加工位置。本章就围绕机械加工工艺系统四个组成部分进行分析,阐述机械零件加工的整个过程。
图2 机械加工工艺系统的构成
1.3主要切削加工工艺简介
方法:工艺-设备:机床-工具-冷却-装夹-定位-测定-检测。
1.4 工件表面的形成方法和成形运动
机械零件的表面形状不外乎是是由若干个表面元素组成的,这些表面元素是:平面、直线成形表面、圆柱面、圆锥面、球面、圆环面、成形表面(螺旋面)等。当精度和表面粗糙度要求较高时,需要在机床上用刀具经切削加工而形成。工件在被切削加工过程中,通过机床的传动系统,使机床上的工件和刀具按一定规律作相对运动,从而切削出所需要的表面形状。
从几何观点来看,任何表面都可以看作是一条线沿另一条线运动的轨迹。如一条直线沿着另一条直线运动形成了平面;一条直线沿着一个圆的运动则形成了圆柱面。这两条线分别被称为母线与导线,统称为发生线。
母线和导线的运动轨迹形成了工件表面,因此分析工件加工表面的形成方法关键在于分析发生线的形成方法。
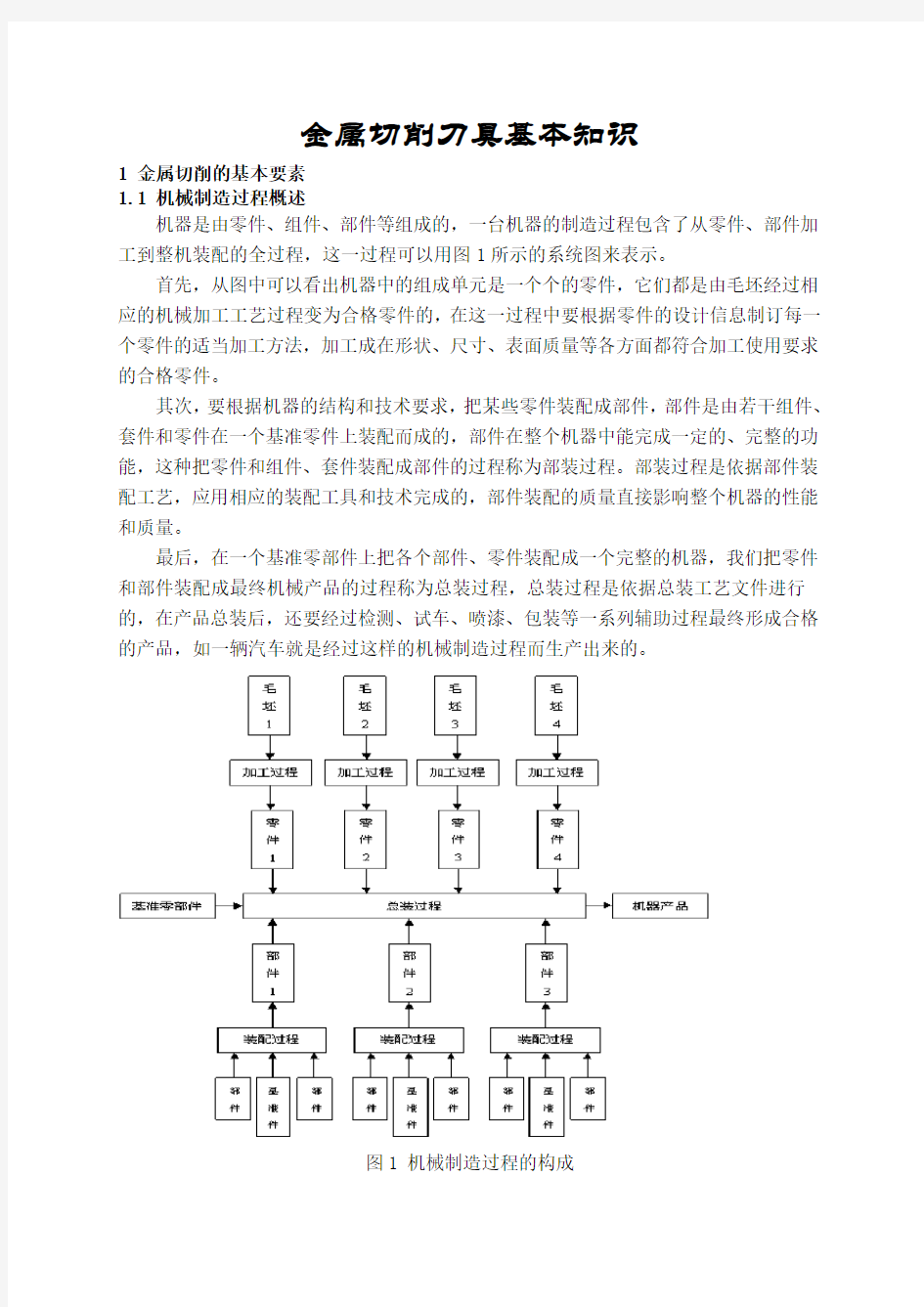
机械零件的任何表面都可看作是一条线(称为母线)沿着另一条线(称为导线)运动的轨迹。请看图3,平面可看作是是由一根直线(母线)沿着另一根直线(导线)运动而形成 (图3a);圆柱面和圆锥面可看作是由一根直线(母线)沿着一个圆(导线)运动而形成(图3b和c);普通螺纹的螺旋面是由“八”形线(母线)沿螺旋线(导线)运动而形成 (图3d);直齿圆柱齿轮的渐开线齿廓表面是由渐开线(母线)沿直线(导线)运动而形成(图3e)等等。形成表面的母线和导线统称为发生线。
图 3 零件表面的成形
1-母线 2--导线
由图3可以看出,有些表面,其母线和导线可以互换,如:平面、圆柱面和直齿圆柱齿轮的渐开线齿廓表面等,称为可逆表面;而另一些表面,其母线和导线不可互换。如:圆锥面、螺旋面等,称为不可逆表面。
切削加工中发生线是由刀具的切削刃和工件的相对运动得到的,由于使用的刀具切削刃形状和采取的加工方法不同,形成发生线的方法可归纳为以下四种:
(1)轨迹法它是利用刀具作一定规律的轨迹运动对工件进行加工的方法。切削刃与被加工表面为点接触,发生线为接触点的轨迹线。图4a中母线Al(直线)和导线A2,(曲线)均由刨刀的轨迹运动形成。采用轨迹法形成发生线需要一个成形运动。
(2)成形法它是利用成形刀具对工件进行加工的方法。切削刃的形状和长度与所需形成的发生线(母线)完全重合。图4b中,曲线形母线由成形刨刀的切削刃直接形成,直线形的导线则由轨迹法形成。
(3)相切法它是利用刀具边旋转边作轨迹运动对工件进行加工的方法。见图4c中,采用铣刀、砂轮等旋转刀具加工时,在垂直于刀具旋转轴线的截面,切削刃可看作是点,当切削点绕着刀具轴线作旋转运动B1,同时刀具轴线沿着发生线的等距线作轨迹运动A2时,切削点运动轨迹的包络线,便是所需的发生线。为了用相切法得到发生线,需要二个成形运动,即刀具的旋转运动和刀具中心按一定规律运动。
图 4 形成发生线的方法
(4)展成法它是利用工件和刀具作展成切削运动进行加工的方法。切削加工时,刀具与工件按确定的运动关系作相对运动(展成运动或称成运动),切削刃与被加工表面相切 (点接触),切削刃各瞬时位置的包络线,便是所需的发生线。例如,图4d所示,用齿条形插齿刀加工圆柱齿轮,刀具沿箭头A1方向所作的直线运动,形成直线形母线(轨迹法),而工件的旋转运动B21和直线运动A22,使刀具能不断地对工件进行切削,其切削刃的一系列瞬时位置的包络线,便是所需要渐开线形导线(见图4e)。用展成法形成发生线需要一个成形运动(展成运动)。
1.5示例
1.用普通车刀车削外圆
母线——圆,由轨迹法形成,需要一个成形运动B1。
导线——直线,由轨迹法形成,需要一个成形运动A2。
表面成形运动的总数为两个,即B1和A2,都是简单的成形运动。
2.用成形车刀车削成形回转表面
母线——曲线,由成形法形成,不需要成形运动。
导线——圆,由轨迹法形成,需要一个成形运动B1。
陶瓷基本常识 一、依材质可分为下列各种。 1.白云土,又称低温瓷。dolomite A.在大陆普遍用重质土,土质密度较佳。重量比台湾的重,且声音吭 锵脆耳。有些工厂如盛朋,则用可烧高温的白云土,以较高温去窑 烧,成型后较为坚实,可通过微波炉及洗碗机测试。 2.半瓷,又称中温瓷。stoneware 3.全瓷:又称高温瓷,或高白瓷。porcelain 4.强化瓷intensify porcelain 5.骨瓷:(含骨成份约在40%左右)。bone china 6.新骨瓷:高温瓷土烧中温。new bone china 7.红土:低温红土,高温红土。terra cotta 8.陶土:范围,土质种类繁多。 二、烧成温度:基于不同土质之特性,烧成温度有异,其成型后之密度/坚硬度 与烧温成正比。 1.白云土:1000~1050?C,烧成后之变形度较少。 2.半瓷:1080~1150?C,烧成后颜色偏黄,大多会以大白釉或上其它釉色 处理可选择的釉色多。 3.全瓷:1250~1300?C,因到了这种温度所有土中杂质都已烧掉,几成玻 璃化了。防渗水性也最佳。高温烧成会还原成磁土的原色(白色),可选 择的釉色少。 4.骨瓷:1250?C~1300?C。 5.强化瓷:1360?C。 三、缩水比例:从土坯到成品,窑烧前后的比例不同,窑烧前因有大量水份及杂 质会在窑烧过程中蒸发掉。土性不同,其缩水比(土坯与烧成型之比例)亦不同。 1.白云土-5%~6% (有的土只有4.5%) 2.半瓷-10~12%。 3.全瓷-约在15%上下。缩水比愈大,愈难掌握。 四、制作方式 依产品的形状、尺寸…等不同。有下列各种方式: 1.手拉坯hand shaping 2.注浆(灌浆、倒浆)slip lasting (pour and casting) 3.高压注浆pressing 4.车台stamping 5.冲压
金属加工刀具的基本知识 刀具是机械制造中用于切削加工的工具,又称切削工具。广义的切削工具既包括刀具,还包括磨具。 绝大多数的刀具是机用的,但也有手用的。由于机械制造中使用的刀具基本上都用于切削金属材料,所以“刀具”一词一般就理解为金属切削刀具。切削木材用的刀具则称为木工刀具。 刀具的发展在人类进步的历史上占有重要的地位。中国早在公元前28~前20世纪,就已出现黄铜锥和紫铜的锥、钻、刀等铜质刀具。战国后期(公元前三世纪),由于掌握了渗碳技术,制成了铜质刀具。当时的钻头和锯,与现代的扁钻和锯已有些相似之处。 然而,刀具的快速发展是在18世纪后期,伴随蒸汽机等机器的发展而来的。1783年,法国的勒内首先制出铣刀。1792年,英国的莫兹利制出丝锥和板牙。有关麻花钻的发明最早的文献记载是在1822年,但直到1864年才作为商品生产。 那时的刀具是用整体高碳工具钢制造的,许用的切削速度约为5米/分。1868年,英国的穆舍特制成含钨的合金工具钢。1898年,美国的泰勒和.怀特发明高速钢。1923年,德国的施勒特尔发明硬质合金。 在采用合金工具钢时,刀具的切削速度提高到约8米/分,采用高速钢时,又提高两倍以上,到采用硬质合金时,又比用高速钢提高两倍以上,切削加工出的工 砻嬷柿亢统叽缇 纫泊蟠筇岣摺? 由于高速钢和硬质合金的价格比较昂贵,刀具出现焊接和机械夹固式结构。1949~1950年间,美国开始在车刀上采用可转位刀片,不久即应用在铣刀和其他刀具上。1938年,德国德古萨公司取得关于陶瓷刀具的专利。1972年,美国通用电气公司生产了聚晶人造金刚石和聚晶立方氮化硼刀片。这些非金属刀具材料可使刀具以更高的速度切削。 1969年,瑞典山特维克钢厂取得用化学气相沉积法,生产碳化钛涂层硬质合金刀片的专利。1972年,美国的邦沙和拉古兰发展了物理气相沉积法,在硬质合金或高速钢刀具表面涂覆碳化钛或氮化钛硬质层。表面涂层方法把基体材料的高强度和韧性,与表层的高硬度和耐磨性结合起来,从而使这种复合材料具有更好的切削性能。 刀具按工件加工表面的形式可分为五类。加工各种外表面的刀具,包括车刀、刨刀、铣刀、外表面拉刀和锉刀等;孔加工刀具,包括钻头、扩孔钻、镗刀、铰刀和内表面拉刀等;螺纹加工工具,包括丝锥、板牙、自动开合螺纹切头、螺纹车刀和螺纹铣刀等;齿轮加工刀具,包括滚刀、插齿刀、剃齿刀、锥齿轮加工刀具等;切断刀具,包括镶齿圆锯片、带锯、弓锯、切断车刀和锯片铣刀等等。此外,还有组合刀具。 按切削运动方式和相应的刀刃形状,刀具又可分为三类。通用刀具,如车刀、刨刀、铣刀(不包括成形的车刀、成形刨刀和成形铣刀)、镗刀、钻头、扩孔钻、铰刀和锯等;成形刀具,这类刀具的刀刃具有与被加工工件断面相同或接近相同的形状,如成形车刀、成形刨刀、成形铣刀、拉刀、圆锥铰刀和各种螺纹加工刀具等;展成刀具是用展成法加工齿轮的齿面或类似的工件,如滚刀、插齿刀、剃齿刀、锥齿轮刨刀和锥齿轮铣刀盘等。 各种刀具的结构都由装夹部分和工作部分组成。整体结构刀具的装夹部分和工作部分都做在刀体上;镶齿结构刀具的工作部分(刀齿或刀片)则镶装在刀体上。
机械加工培训教材 技术篇 机械加工基础知识 2011年8 月 第一部分:机械加工基础知识
一、机床 (一)机床概论 机床是工件加工的工作母机? 一个工件或零件从原始的毛胚状态加工成所需的形状和尺寸,都需在机床上完成. 从加工的对象来分类,机床可以分为: ?金属加工机床 ?木材加工机床 ?石材加工机床等等…. 机械加工的对象大多为金属材料,所以,我们以下涉及的机床只针对金属加工机床. 金属加工机床分类: ?锻压机床---通过压力使工件产生塑形变形,例如:压力机、弯板机、剪板机等等。 ?特种机床---通过特种办法加工工件,例如:电火花机床、线切割机床、激光切割机床、水压切割机床等等。 ?金属切削机床---采用刀具、砂轮等工具,除去工件上多余的材料,将其加工成所需的形状和尺寸的机床,主要包括: 车床:工件与主轴一起旋转,刀具作轴向与径向进给运动.主要用于旋转工件、 盘类零件、轴类零件的加工.车床的分类如下: 根据主轴中心线的方向:卧式车床,立式车床. 根据车床的大小:仪表车床、小型车床、普通车床、大型车床。 根据控制方式:普通(手动)车床、简易数控车床、全功能数控车床 根据控制轴数:普通(手动)车床与数控车床(X、Z轴)、车铣中心(X、Z、C 轴)、复合车铣中心(X、Y、Z、C轴) 根据主轴及刀塔数量:单主轴、双主轴、双刀塔车床。 铣____ 床L刀具旋转,工件与工作台一起作轴向运动。主要用于方型及箱体零件加 工。铣床的分类如下: 根据主轴中心线的方向:卧式铣床,立式铣床. 根据控制方式:普通(手动)铣床、数控铣床 根据控制轴数:普通铣床(X、Y、Z轴)、4轴数控铣床(X、丫、Z、A轴)、5 轴数控铣床(X、丫 Z、A、B轴) 根据主轴数量:双主轴铣床。 镗(铣)床:刀具旋转,工件与工作台一起作轴向运动。主要用于铣削与镗孔。一般为卧式。镗床分类如下: 根据镗床大小:台式镗床、大型落地镗铣床。 根据控制方式:普通(手动)镗床、坐标镗床、数控镗床 根据控制轴数:普通镗床(X、丫Z、B轴)、带W tt的数控镗床(W X、丫、Z、B轴)、带平园盘的数控镗床(W X、丫、Z、B、U轴) 钻床L钻孔用机床。有台式、摇背钻之分,也有数控钻床。 攻丝机床:攻丝用机床。一般钻床也有攻丝功能。 加工中心:带刀库及自动换刀系统的数控铣床或镗床。有钻削中心、立式加工中心、卧式加工中心、卧式镗铣加工中心、龙门加工中心、五面体加工中心、落地镗铣加工中
电子工程师的设计经验笔记(经典) 关键字:电子工程师设计经验 电子工程师必备基础知识(一) 运算放大器通过简单的外围元件,在模拟电路和数字电路中得到非常广泛的应用。运算放大器有好些个型号,在详细的性能参数上有几个差别,但原理和应用方法一样。 运算放大器通常有两个输入端,即正向输入端和反向输入端,有且只有一个输出端。部分运算放大器除了两个输入和一个输出外,还有几个改善性能的补偿引脚。 光敏电阻的阻值随着光线强弱的变化而明显的变化。所以,能够用来制作智能窗帘、路灯自动开关、照相机快门时间自动调节器等。 干簧管是能够通过磁场来控制电路通断的电子元件。干簧管内部由软磁金属簧片组成,在有磁场的情况,金属簧片能够聚集磁力线并使受到力的作用,从而达到接通或断开的作用。 更多阅读:电容性负载的稳定性—具有双通道反馈的RISO(1) 电子工程师必备基础知识(二) 电容的作用用三个字来说:“充放电。”不要小看这三个字,就因为这三个字,电容能够通过交流电,隔断直流电;通高频交流电,阻碍低频交流电。 电容的作用如果用八个字来说那就:“隔直通交,通高阻低。”这八个字是根据“充放电”三个字得出来的,不理解没关系,先死记硬背住。 能够根据直流电源输出电流的大小和后级(电路或产品)对电源的要求来先择滤波电容,通常情况下,每1安培电流对应1000UF-4700UF是比较合适的。 电子工程师必备基础知识(三) 电感的作用用四个字来说:“电磁转换。”不要小看这四个字,就因为这四个字,电感能够隔断交流电,通过直流电;通低频交流电,阻碍高频交流电。电感的作用再用八个字来说那就:“隔交通直,通低阻高。”这八个字是根据“电磁转换”三个字得出来的。
机械加工工艺基础知识点 0总体要求 掌握常用量具的正确使用、维护及保养,了解机械零件几何精度的国家标准,理解极限与配合、形状和位置公差的含义及标注方法;金属切削和刀具的一般知识、常用夹具知识;能正确选用常用金属材料,了解一般机械加工的工艺路线与热处理工序。 一、机械零件的精度 1.了解极限与配合的术语、定义和相关标准。理解配合制、公差等级及配合种类。掌握极限尺寸、偏差、公差的简单计算和配合性质的判断。 1.1基本术语:尺寸、基本尺寸、实际尺寸、极限尺寸、尺寸偏差、上偏差、下偏差、(尺寸)公差、标准公差及等级(20个公差等级,IT01精度最高;IT18最低)、公差带位置(基本偏差,了解孔、轴各28个基本偏差代号)。 1.2配合制: (1)基孔制、基轴制;配合制选用;会区分孔、轴基本偏差代号。 (2)了解配合制的选用方法。 (3)配合类型:间隙、过渡、过盈配合 (4)会根据给定的孔、轴配合制或尺寸公差带,判断配合类型。 1.3公差与配合的标注 (1)零件尺寸标注 (2)配合尺寸标注 2.了解形状、位置公差、表面粗糙度的基本概念。理解形位公差及公差带。 2.1几何公差概念: 1)形状公差:直线度、平面度、圆度、圆柱度、线轮廓度、面轮廓度。 2)位置公差:位置度、同心度、同轴度。作用:控制形状、位置、方向误差。3)方向公差:平行度、垂直度、倾斜度、线轮廓度、面轮廓度。 4)跳动公差:圆跳动、全跳动。
2.2几何公差带: 1)几何公差带 2)几何公差形状 3)识读 3.正确选择和熟练使用常用通用量具(如钢直尺、游标卡尺、千分尺、量缸表、直角尺、刀口尺、万能角尺等)及专用量具(如螺纹规、平面样板等),并能对零件进行准确测量。 3.1常用量具: (1)种类:钢直尺、游标卡尺、千分尺、量缸表、直角尺、刀口尺、万能角尺。(2)识读:刻度,示值大小判断。 (3)调整与使用及注意事项:校对零点,测量力控制。 3.2专用量具: (1)种类:螺纹规、平面角度样板。 (2)调整与使用及注意事项 3.3量具的保养 (1)使用前擦拭干净 (2)精密量具不能量毛坯或运动着的工伯 (3)用力适度,不测高温工件 (4)摆放,不能当工具使用 (5)干量具清理 (6)量具使用后,擦洗干净涂清洁防锈油并放入专用的量具盒内。 二、金属材料及热处理 1.理解强度、塑性、硬度的概念。 2.了解工程用金属材料的分类,能正确识读常用金属材料的牌号。 2.1金属材料分类及牌号的识读: 2.1.1黑色金属: (1)定义:通常把以铁及以铁碳为主的合金(钢铁)称为黑色金属。
压电陶瓷及其测量原理 近年来,压电陶瓷的研究发展迅速,取得一系列重大成果,应用范围不断扩大,已深入到国民经济和尖端技术的各个方面中,成为不可或缺的现代化工业材料之一。由于压电材料的各向异性,每一项性能参数在不同的方向所表现出的数值不同,这就使得压电陶瓷材料的性能参数比一般各向同性的介质材料多得多。同时,压电陶瓷的众多的性能参数也是它广泛应用的重要基础。 (一)压电陶瓷的主要性能及参数 (1)压电效应与压电陶瓷 在没有对称中心的晶体上施加压力、张力或切向力时,则发生与应力成比例的介质极化,同时在晶体两端将出现正负电荷,这一现象称为正压电效应;反之,在晶体上施加电场时,则将产生与电场强度成比例的变形或机械应力,这一现象称为逆压电效应。这两种正、逆压电效应统称为压电效应。晶体是否出现压电效应由构成晶体的原子和离子的排列方式,即晶体的对称性所决定。在声波测井仪器中,发射探头利用的是正压电效应,接收探头利用的是逆压电效应。 (2)压电陶瓷的主要参数 1 、介质损耗 介质损耗是包括压电陶瓷在内的任何电介质的重要品质指标之一。在交变电场下,电介质所积蓄的电荷有两种分量:一种是有功部分(同相),由电导过程所引起;另一种为无功部分(异相),由介质弛豫过程所引起。介质损耗是异相分量与同相分量的比值,如图 1 所示,I C为同相分量,I R为异相分量,I C与总电流I的夹角为,其正切值为
2、机械品质因数 机械品质因数是描述压电陶瓷在机械振动时, 材料内部能量消耗程度的一个参数, 它也是衡 量压电陶瓷材料性能的一个重要参数。 机械品质因数越大, 能量的损耗越小。产生能量损耗 的原因在于材料的内部摩擦。机械品质因数 Q m 的定义为: 谐振时振子储存的机械能 c Qm 谐振时振子每周所 损失的机械能 2 兀 机械品质因数可根据等效电路计算而得 式中 R 1为等效电阻 (Q ) , s 为串联谐振角频率(Hz ), C 1为振子谐振时的等效电容 (F ),L 1为振子谐振时的等效电感。 Q m 与其它参数之间的关系将在后续详细推导。 不同的压电器件对压电陶瓷材料的 Q m 值的要求不同,在大多数的场合下(包括声波 测井的压电陶瓷探头),压电陶瓷器件要求压电陶瓷的 Q m 值要高。 3、压电常数 压电陶瓷具有压电性, 即在其外部施加应力时能产生额外的电荷。 其产生的电荷与施加 tan 1 CR 其中3为交变电场的角频率, R 为损耗电阻,C 为介质电容。 s R 1C 1 s L 1 图1交流电路中电压-电流矢量图(有损耗时)
金属切削刀具材料的选 择 Document serial number【KK89K-LLS98YT-SS8CB-SSUT-SST108】
金属切削刀具材料的选择金属切削加工时利用刀具切除被加工零件多余材料从而获得合格零件的加工方法,它是机械制造业中最基本的方法。而在金属切削加工中,刀具是必不可少的一部分,而刀具材料的选择更是重要的一部分。 在现代机械制造业中,机械加工的切削刀具对于提高生产效率,改进产品质量起到关键的作用。由于目前国家各工厂所应用的刀具材料非常复杂,又由于刀具材料的性能优劣能够影响加工零件表面的切削效率,刀具寿命等,而在金属切削过程中刀具切削部分在高温下承受着很大的切削力与剧烈摩擦,所以为了提高工件表面质量,刀具寿命及切削效率因此刀具材料应具备以下性能: ①高的硬度和耐磨性②足够的强度和韧性③高的耐热性④良好的工艺性与经济性⑤好的导热性和小的膨胀系数。因此面对刀具所应具备的性能,刀具材料选择时很难找到各方面的性能都是最佳的,因为各种材料性能之间有的是相互制约的,面对如此情况只能根据工艺的需要保证主要需求性能。 当前使用的刀具材料主要分为四大类:工具钢(包括碳素工具钢、合金工具钢、高速钢)、硬质合金、陶瓷、超硬质刀具材料,一般的机加工使用最多的是高速钢与硬质合钢。 1、工具钢 用来制造刀具的工具钢主要有三种即碳素工具钢,合金工具钢和高速钢。工具钢的主要特点是耐热性差但抗弯强度高,价格便宜焊接与刃磨性能好故广泛用于中低速切削的成形刀具,不宜高速切削。
⑴碳素工具钢 碳素工具钢按化学成分分类,碳素工具钢负属于非合金钢,按主要质量等级和主要性能及使用特性分类,碳素工具钢属于特殊质量非合金钢,碳素工具钢常用于制作刀具、模具和量具的碳素钢,其加工性良好价格低廉,使用范围广泛所以它在工具钢中用量较大。由于碳素工具钢生产成本极低,原材料来源方便易于冷热加工,在热处理后可获得相当高的硬度,由于碳素工具钢在切削温度高于250~300℃时,马氏体要分解,使得硬度降低,碳化物分布不均匀,淬火后变形较大,易产生裂纹,淬透性差,淬硬层薄所以只适于用于切削速度很低的刀具,如锉刀、手用锯条等。 ⑵合金工具钢 合金工具钢是在碳素工具钢基础上加热铬、钨、钒等合金元素,以提高淬透性,韧性,耐磨性和耐热性的一类钢种,它主要用于制造量具、刀具、耐冲击工具和冷热模具及一些特殊用途的工具。由于合金工具钢热硬性达325~400℃,允许切削速度为10~15m/min,所以其目前主要用于低速工具如丝锥、板牙等 ⑶高速钢 高速钢是含有W、Mo、Cr、V等元素较多,具有高硬度,高耐磨性的工具钢,又称高速工具钢为白钢或锋钢。高速钢的综合性能较好,应用范围最广的一种刀具材料,因此主要用来制造复杂的薄刃和耐冲击的金属切削刀具也可制造高温轴承和冷挤压模具等,高速钢经过热处理后硬度达62~66HRC,抗弯强度约为,耐热性为600℃左右,此外还具有热处理变形小,
金属加工刀具基本知识、金属刀具材料介绍 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 在选择刀具的角度时,需要考虑多种因素的影响,如工件材料、刀具材料、加工性质(粗、精加工)等,必须根据具体情况合理选择。通常讲的刀具角度,是指制造和测量用的标注角度在实际工作时,由于刀具的安装位置不同和切削运动方向的改变,实际工作的角度和标注的角度有所不同,但通常相差很小。 制造刀具的材料必须具有很高的高温硬度和耐磨性,必要的抗弯强度、冲击韧性和化学惰性,良好的工艺性(切削加工、锻造和热处理等),并不易变形。 通常当材料硬度高时,耐磨性也高;抗弯强度高时,冲击韧性也高。但材料硬度越高,其抗弯强度和冲击韧性就越低。高速钢因具有很高的抗弯强度和冲击韧性,以及良好的可加工性,现代仍是应用最广的刀具材料,其次是硬质合金。 聚晶立方氮化硼适用于切削高硬度淬硬钢和硬铸铁等;聚晶金刚石适用于切削不含铁的金属,及合金、塑料和玻璃钢等;碳素工具钢和合金工具钢现在只用作锉刀、板牙和丝锥等工具。 硬质合金可转位刀片现在都已用化学气相沉积法涂覆碳化钛、氮化钛、氧化铝硬层或复合硬层。正在发展的物理气相沉积法不仅可用于硬质合金刀具,也可用于高速钢刀具,如钻
头、滚刀、丝锥和铣刀等。硬质涂层作为阻碍化学扩散和热传导的障壁,使刀具在切削时的磨损速度减慢,涂层刀片的寿命与不涂层的相比大约提高1~3倍以上。 由于在高温、高压、高速下,和在腐蚀性流体介质中工作的零件,其应用的难加工材料越来越多,切削加工的自动化水平和对加工精度的要求越来越高。为了适应这种情况,刀具的发展方向将是发展和应用新的刀具材料;进一步发展刀具的气相沉积涂层技术,在高韧性高强度的基体上沉积更高硬度的涂层,更好地解决刀具材料硬度与强度间的矛盾;进一步发展可转位刀具的结构;提高刀具的制造精度,减小产品质量的差别,并使刀具的使用实现最佳化。 内容来源网络,由深圳机械展收集整理! 更多相关内容,就在深圳机械展!
第一章机械制造系统和制造技术简介 1.制造系统:制造过程及其所涉及的硬件,软件和人员组成的一个将制造资源转变为产品的有机体,称为制造系统。 2.制造系统在运行过程中总是伴随着物料流,信息流和能量流的运动。 3.制造过程由技术准备,毛坯制造,机械加工,热处理,装配,质检,运输,储存等过程组成。 4.制造工艺过程:技术准备,机械加工,热处理,装配等一般称为制造工艺过程。 5.机械加工由若干工序组成。 6.机械加工中每一个工序又可分为安装,工位,工步,走刀等。 7.工序:一个工人在一个工作地点对一个工件连续完成的那一部分工艺过程。 8.安装:在一个工序中,工件在机床或夹具中每定位和加紧一次,称为一个安装。 9.工位:在工件一次安装中,通过分度装置使工件相对于机床床身改变加工位置每占据一个加工位置称为一个工位。 AHA12GAGGAGAGGAFFFFAFAF
10.工步:在一个工序内,加工表面,切削刀具,切削速度和进给量都不变的情况下完成的加工内容称为工步。 11.走刀:切削刀具在加工表面切削一次所完成的加工内容。 12.按生产专业化程度不同可将生产分为三种类型:单件生产,成批生产,大量生产。 13.成批生产分小批生产,中批生产,大批生产。 14.机械加工的方法分为材料成型法,材料去除法,材料累加法。 15.材料成型法是将不定形的原材料转化为所需要形状尺寸的产品的一种工艺方法。 16.材料成型工艺包括铸造,锻造,粉末冶金,连接成型。 17.影响铸件质量关键因素是液态金属流动性和在凝固过程中的收缩性。 18.常用铸造工艺有:普通砂型铸造,熔模铸造,金属型铸造,压力铸造,离心铸造,陶瓷铸造。 19.锻造工艺分自由锻造和模膛锻造。 20.粉末冶金分固相烧结和含液相烧结。 21.连接成型分可拆卸的连接和不可拆卸的连接(如焊 AHA12GAGGAGAGGAFFFFAFAF
陶瓷基本知識(HOUSEWARTRE) 一.前言 由於陶瓷的普遍應用,目前已成為人們日常生活的必備品,IN OUR HOUSEW ARE DEPT., 陶瓷是MAIN PROJECT. 占出貨量40%, 是一個非常重要的產品. 陶瓷在中國歷史悠久, “CHINA”一詞既有瓷器的意思,近年, 國家更鼓勵出口,退稅升到13%,是目前退稅比例最高的產品之一. 二.陶和瓷區別: 1)直觀區分: 陶(EARTHWARE)比瓷輕20%. 2)燒成溫度不同: 陶要求1100度左右可燒成. 瓷要求1200-1400溫度可燒成. 3)堅硬度不同: 陶由於燒成溫度低,顆粒較大,結構上未完全燒結,胚體硬度不很大,甚至可以用鋼刀划出痕跡,瓷由於燒成溫度高,較脆,鋼刀划不出痕跡. 所以,業內人士認為,陶燒成溫度提高就變成瓷. 4)透明度不同: 陶不透明,即使很薄,也不具備半透明特點. 瓷有一定透明度,其中骨瓷(BONE CHINA)最好,烒瓷(STONEWARE)最差. 5.原料不同: 陶一般黏土即可制胚燒成. 瓷一般有高領土等混合物制成. 高領土再燒成溫度達到陶溫度時,即為陶,提升溫度, 即可生成瓷,黏土卻不能,提升溫度後燒成為玻璃質. 現在陶,瓷都在演變中, 派生出無數新品種, 他們的屆線也並非絕對,傳統的講,在吸水性, 收縮率, 釉面上都有差異, 這些專業性太強就不講了. 三.陶瓷基本生產工藝: 陶,瓷在生產工藝上看差不多, 幾條主要設備大致如下: 原料(基秞: 高領土, 長石, 黏土, 陶石, 石英…..) 加一定水混合 壓干成片 打碎 煉泥 切片 成型 (成型手段分注漿, 壓制, 軋制…..) 烘乾 修胚 素燒
金属切削常用刀具 车刀 一、车刀种类和用途 车刀是应用最广的一种单刃刀具。也是学习、分析各类刀具的基础。 车刀用于各种车床上,加工外圆、内孔、端面、螺纹、车槽等。 车刀按结构可分为整体车刀、焊接车刀、机夹车刀、可转位车刀和成型车刀。其中可转位车刀的应用日益广泛,在车刀中所占比例逐渐增加。 二、硬质合金焊接车刀 所谓焊接式车刀,就是在碳钢刀杆上按刀具几何角度的要求开出刀槽,用焊料将硬质合金刀片焊接在刀槽内,并按所选择的几何参数刃磨后使用的车刀。 三、机夹车刀 机夹车刀是采用普通刀片,用机械夹固的方法将刀片夹持在刀杆上使用的车刀。此类刀具有如下特点: (1)刀片不经过高温焊接,避免了因焊接而引起的刀片硬度下降、产生裂纹等缺陷,提高了刀具的耐用度。 (2)由于刀具耐用度提高,使用时间较长,换刀时间缩短,提高了生产效率。 (3)刀杆可重复使用,既节省了钢材又提高了刀片的利用率,刀片由制造厂家回收再制,提高了经济效益,降低了刀具成本。 (4)刀片重磨后,尺寸会逐渐变小,为了恢复刀片的工作位置,往往在车刀结构上设有刀片的调整机构,以增加刀片的重磨次数。 (5)压紧刀片所用的压板端部,可以起断屑器作用。 四、可转位车刀 可转位车刀是使用可转位刀片的机夹车刀。一条切削刃用钝后可迅速转位换成相邻的新切削刃,即可继续工作,直到刀片上所有切削刃均已用钝,刀片才报废回收。更换新刀片后,车刀又可继续工作。 1.可转位刀具的优点
与焊接车刀相比,可转位车刀具有下述优点: (1)刀具寿命高由于刀片避免了由焊接和刃磨高温引起的缺陷,刀具几何参数完全由刀片和刀杆槽保证,切削性能稳定,从而提高了刀具寿命。 (2)生产效率高由于机床操作工人不再磨刀,可大大减少停机换刀等辅助时间。 (3)有利于推广新技术、新工艺可转位刀有利于推广使用涂层、陶瓷等新型刀具材料。 (4)有利于降低刀具成本由于刀杆使用寿命长,大大减少了刀杆的消耗和库存量,简化了刀具的管理工作,降低了刀具成本。 2.可转位车刀刀片的夹紧特点与要求 (1)定位精度高刀片转位或更换新刀片后,刀尖位置的变化应在工件精度允许的范围内。 (2)刀片夹紧可靠应保证刀片、刀垫、刀杆接触面紧密贴合,经得起冲击和振动,但夹紧力也不宜过大,应力分布应均匀,以免压碎刀片。 (3)排屑流畅刀片前面上最好无障碍,保证切屑排出流畅,并容易观察。 (4)使用方便转换刀刃和更换新刀片方便、迅速。对小尺寸刀具结构要紧凑。在满足以上要求时,尽可能使结构简单,制造和使用方便。 五、成形车刀 成形车刀是加工回转体成形表面的专用刀具,其刃形是根据工件廓形设计的,可用在各类车床上加工内外回转体的成形表面。 用成形车刀加工零件时可一次形成零件表面,操作简便、生产率高,加工后能达到公差等级IT8~IT10、粗糙度为10~5μm,并能保证较高的互换性。但成形车刀制造较复杂、成本较高,刀刃工作长度较宽,故易引起振动。 成形车刀主要用在加工批量较大的中、小尺寸带成形表面的零件。 第二节孔加工刀具 一、孔加工刀具的种类和用途 孔加工刀具按其用途可分为两大类: 一类是钻头,它主要用于在实心材料上钻孔(有时也用于扩孔)。根据钻头构造及用途不同,又可分为麻花钻、扁钻、中心钻及深孔钻等;
第一章常用刀具材料介绍 一.刀具材料的基本性能 在切削过程中,刀具切削部分是在很大的切削力、较高的切削温度及剧烈摩擦等条件下工作的,同时,由于切削余量和工件材质不均匀或切削时形不成带状切屑,还伴随冲击和振动,因此刀具切削部分的材料应具备以下几方面的性能: 1.高的硬度刀具材料的硬度必须高于工件材料的硬度,以便切入工件。一般常温时硬度在60HRC以上,对某些难切除材料,刀具的硬度要求在HRC65以上。 2.高的耐磨性刀具在切削加工中经受剧烈摩擦,要求其磨损要小,通常刀具材料的硬度越高,耐磨性越好。 3.高的耐热性耐热性(又称红硬性)是指刀具在高温下能够保持其硬度的性能。它是衡量刀具材料切削性能的主要指标。 4.足够的强度和韧性在切削过程中,刀具要经得起所承受的各种应力和冲击,才能防止刀具的崩刃或脆性断裂。 5.良好的工艺性刀具材料应具备良好的可加工性和垫处理性。 此外,还应考虑到刀具材料的经济性。经济性差的刀具材料难以推广使用。 二.刀具材料的种类及选用 常用的刀具材料有碳素工具钢、合金工具钢、高速钢、硬质合金及陶瓷材料等,其中应用最多的是高速钢和硬质合金。 1.碳素工具钢碳素工具钢是指含碳量为0.65%-1.35%的优质高碳钢,淬火硬度可 达HRC60~65。刀具刃磨时容易达到锋利,价格低廉。这类钢由于耐热性很差(200-250℃),允许的切削速度很低(V≤10m/min),只适宜做一些低速手动工具,如板牙、手工锯条、锉刀等。常用的牌号是T7A、T8A……T13A等。 2.合金工具钢合金工具钢是指含铬、钨、硅、锰等合金元素的低碳合金钢。其碳 的质量分数为0.85%-1.5%,合金元素的总质量分数在5%以下。合金工具钢有较高的耐热性(300-400℃),可以允许有较高的切削速度下工作;此外这类钢淬透性较好,热处理变形小,耐磨性较好,因此可以用于截面积较大要求热处理变形较小,对耐磨性及韧度有一定要求的低速切削刀具,如板牙、丝锥、铰刀、拉刀等。以上两种材料作为刀具使用的较少。最常用的牌号有9SiCr、CrWMn等。
技师学院 机械安装与维修系金属切削刀具基本知识郝赫(编)
金属切削刀具基本知识 1 金属切削的基本要素 1.1 机械制造过程概述 机器是由零件、组件、部件等组成的,一台机器的制造过程包含了从零件、部件加工到整机装配的全过程,这一过程可以用图1所示的系统图来表示。 首先,从图中可以看出机器中的组成单元是一个个的零件,它们都是由毛坯经过相应的机械加工工艺过程变为合格零件的,在这一过程中要根据零件的设计信息制订每一个零件的适当加工方法,加工成在形状、尺寸、表面质量等各方面都符合加工使用要求的合格零件。 其次,要根据机器的结构和技术要求,把某些零件装配成部件,部件是由若干组件、套件和零件在一个基准零件上装配而成的,部件在整个机器中能完成一定的、完整的功能,这种把零件和组件、套件装配成部件的过程称为部装过程。部装过程是依据部件装配工艺,应用相应的装配工具和技术完成的,部件装配的质量直接影响整个机器的性能和质量。 最后,在一个基准零部件上把各个部件、零件装配成一个完整的机器,我们把零件和部件装配成最终机械产品的过程称为总装过程,总装过程是依据总装工艺文件进行的,在产品总装后,还要经过检测、试车、喷漆、包装等一系列辅助过程最终形成合格的产品,如一辆汽车就是经过这样的机械制造过程而生产出来的。 图1 机械制造过程的构成
1.2机械加工工艺系统 从机械制造的整个过程来看,机器的最基本组成单元为零件,也就是首先要制造出合格的零件,然后组装成部件,再由零、部件装配成机器,因此,制造出符合要求的各种零件是机械加工的主要目的,而机械加工中绝大部分材料是金属材料,故机械加工主要是对各种金属进行切削加工。 零件的表面通常是几种简单表面如平面、圆柱面、圆锥面、球面、成形表面等的组合,而零件的表面是通过各种切削加工方法得到的,其中在金属切削机床上利用工件和刀具彼此间协调的相对运动切除被加工零件多余的材料,获得在形状、尺寸和表面质量都符合要求的这种加工方法称为金属切削加工。 金属切削加工常作为零件的最终加工方法,它需要用金属切削刀具直接对零件进行加工,它们之间要有确定的相对运动和承受很大的切削力,通常需在金属切削机床上进行加工,零件和刀具需通过机床夹具和刀架与机床进行可靠的联接,带动它们做相对的运动,实现切削加工,这种由金属切削机床、刀具、夹具和工件构成的机械加工封闭系统称为机械加工工艺系统(如图2所示),其中金属切削机床是加工机械零件的工作机械,起支承和提供动力作用;刀具起直接对零件进行切削加工作用;机床夹具用来对零件定位和夹紧,使之有正确的加工位置。本章就围绕机械加工工艺系统四个组成部分进行分析,阐述机械零件加工的整个过程。 图2 机械加工工艺系统的构成 1.3主要切削加工工艺简介
一、填空题(作业、考试、实验报告和考试名单) 1.刀具材料的种类很多,常用的金属材料有碳素工具钢、高速钢、硬质合金;非金属材料有金刚石、立方氮化硼等。 3.切削用量要素包括切削速度、进给量、切削深度三个。 4.切屑类型有带状切屑、节状切屑、粒状切屑和崩碎切屑四种基本态。这通过切削速度、切削深度、刀具前角等可加以控制。 5.刀具的磨损有正常磨损的非正常磨损两种。其中正常磨损有前刀面磨损、后刀面磨损和前后刀面同时磨损三种。 6.防止积削瘤形成,切削速度可采用高速或低速加以避免。 7.常用的切削液有:水溶液、乳化液和切削油三大类。采用硬质合金刀具时,由于刀具红硬性,故一般不使用切削液。 8.乳化液主要起冷却作用,油溶液主要起润滑作用。 9.切削液的作用有____冷却作用______、____润滑作用_____、__防锈作用____和__清洗和排屑作用____等。 10.用圆柱铣刀加工平面时有:逆铣和顺铣两种铣削方式。其中顺铣方式可以提高刀具耐用度;逆铣方式多用于粗加工。 11.车床的切削时的三个切削分力F Z、 F X和 F Y,在一般情况下, F Z、 F Y、 F X力最大。磨削呢? 径向分力大于切向分力 (FP=(1.6-3.2)Fc),Fc大于轴向分力Ff(Ff=(0.1-0.2)Fc)。 12.麻花钻切削性能最差的部位是在横处;钻头最易磨损部位是在刀尖处。钻削加工时轴向力主要是由横刃产生。 二、判断题 1.钨钴类硬质合金(YG)因其韧性、磨削性能和导热性好,主要用于加工脆性材料,有色金属及非金属。()√2.刀具寿命的长短、切削效率的高低与刀具材料切削性能的优劣有关。()√3.安装在刀架上的外圆车刀切削刃高于工件中心时,使切削时的前角增大,后角减小。()√4.刀具磨钝标准VB表中,高速钢刀具的VB值均大于硬质合金刀具的VB值,所以高速钢刀具是耐磨损的。()× 5.刀具几何参数、刀具材料和刀具结构是研究金属切削刀具的三项基本内容。()√6.由于硬质合金的抗弯强度较低,冲击韧度差,所取前角应小于高速钢刀具的合理前角。()√7.积屑瘤的产生在精加工时要设法避免,但对粗加工有一定的好处。()√ 8.刀具主切削刃上磨出分屑槽目的是改善切削条件,提高刀具寿命,可以增加切削用量,提高生产效率。()√ 9.所谓前刀面磨损就是形成月牙洼的磨损,一般在切削速度较高,切削厚度较大情况下,加工塑性金属材料时引起的。()√ 10.刀具材料的硬度越高,强度和韧性越低。()√11.立方氮化硼是一种超硬材料,其硬度略低于人造金刚石,但不能以正常的切削速度切削淬火等硬度较高的材料。()√ 12.当粗加工、强力切削或承冲击载荷时,要使刀具寿命延长,必须减少刀具摩擦,所以后角应取大些。()× 15.切屑形成过程是金属切削层在刀具作用力的挤压下,沿着与待加工面近似成45°夹角滑移的过程。()√ 16.切削铸铁等脆性材料时,切削层首先产生塑性变形,然后产生崩裂的不规则粒状切屑,称为崩
机械加工刀具基础知识
1.1 切削运动及切削要素
一、零件表面的形成 表面加工方法
1.1 切削运动及切削要素
二、切削运动及切削用量
主运动(图中Ⅰ) 切削运动
(cutting motions)
进给运动(图中Ⅱ) 切削速度VC 切削用量
(cutting conditions)
进给量f (或进给速度Vf) 背吃刀量ap 切削用量三要素
切削要素 切削层参数(parameters of undeformed chip)
1.1 切削运动及切削要素
二、切削运动及切削用量 1.主运动和切削速度
主运动(primary motion) 是使刀具和工件之间产生相 对运动,促使刀具接近工件 而实现切削的运动。
1.1 切削运动及切削要素
二、切削运动及切削用量
1.主运动和切削速度 主运动为旋转运动(如车削、铣削等),切削速度一般为其最大线速度
v
pdn c = 1000
m/s或m/min
主运动为往复直线运动(如刨削、插削等),以其平均速度为切削速度
vc =
2 Lnr
1000
m/s或m/min
1.1 切削运动及切削要素
二、切削运动及切削用量 2.进给运动和进给量
进给运动(feed movement) 使刀具与工件之间产生附加的 相对运动,加上主运动,即可 连续地切除余量。 刀具在进给运动方向上相 对工件的位移量称为进给量 (feed rate)。
1、什么是陶瓷?陶与瓷的区别有哪些? 陶瓷是指所有以粘土、长石、石英为主要原料与其他矿物原料经过粉碎、成型、烧成等过程而制成的各种制品。 陶瓷和瓷器合称为陶瓷。常见的杯、碗、盘、壶、砖、瓦等,都是陶瓷制品。 陶瓷的基本化学成分都是硅酸盐,但陶和瓷在性能上有差别。 1)陶质:10%.>吸水率>3%坯体未被玻化或玻化程度差,结构不致密,断面粗糙,敲击声成浊.(内墙砖/瓷片等属于这类) 2)炻质:3%>吸水率>0.5%,玻化程度及其他物理性能介于陶质和瓷质之间。(外墙砖、彩釉砖、水晶砖等属于这类) 3)瓷质:吸水率<0.5,玻化程度高,结构致密、细腻,断面呈石状,敲击声清脆。(抛光砖、瓷质砖、个别外墙砖) 2、陶瓷产品评价常用指标和问题有哪些? 1)坯裂:出现在坯体上的裂纹。 2)针孔:制品表面出现的针刺状的小孔。 3)斑点:制品表面的异色污点。 4)夹层:坯体出现层状裂纹或小块状剥落。 5)色差:同间或同套产品正面的色泽出现差异。 6)麻面:产品正面呈现的凹陷小坑。 7)熔洞:易溶物熔融使产品正面形成的空洞。 8)漏抛:产品的应抛光部分局部无光。 9)抛痕:产品的抛光面出现磨具擦划的痕迹。 10)放射性:某些特殊元素在电子跃迁过程中发生质子的分裂时,会产生一些对人体有害的射线,我们把元素具有的这种特性叫放射性。 11)吸水率:是用来描述陶瓷产品吸水程度的一个名词,像干衣服浸在水里会吸水一样,陶瓷产品也有一定的吸水率,吸水率越低,对陶瓷产品其它性能的提高就越有帮助,如强度,致密度等都随吸水率的降低而有不同程度的提高。 12)耐磨性:耐磨性是用一定的作用力、一定的磨料、一定的转数下磨下的陶瓷砖粉的体积来描述的,磨下来的陶瓷砖粉越多,耐磨性越差。 13)防污性:陶瓷表面上染上脏物,如果越容易洗掉,那么防污性能越好。防污性能的测定是用标准的易产生痕迹的污染物涂在砖的表面上,过一定时间后用不同种类的清洗剂来清洗,从而确定陶瓷砖面的防污效果。完全不会被污染的陶瓷是没有的,因此,当陶瓷表面受到污染后,我们宜采用合适的清洗剂来清洗,漂白粉、洗衣粉、丙酮、盐酸溶液、氢氧化钾溶液等是常用的清洗剂。 14)耐化学腐蚀性:是指瓷砖对化学物质(如酸、碱、盐等)侵蚀的抵抗能力。,即使长期处于酸性环境或碱性环境下,瓷砖也不会有什么变化。提高耐化学腐蚀性,就可以延长瓷砖在自然状态下的使用寿命。 15)光泽度:是指瓷砖抛光表面反光能力的强弱,光泽度越高,反光能力越强,其表面看起来就越像一面镜子,光可鉴人。 16)表面平整度:是指瓷质砖表面的水平程度,表面越平整,铺贴效果就越好。当瓷砖表面的平整度达到一定标准时,正确的铺贴不会有拱起或凹下去的现象出现。
实用标准文案 金属切削原理与刀具综合复习 一、填空题(每空 1 分,共分) 1 、切削运动是指在切削过程中刀具相对于工件的运动,可分为主运动和进给运动。 2 、车刀的切削部分组成包括:前刀面、主后刀面、副后刀面、主切削刃、副切削刃和刀尖。 3 、确定刀具几何角度的参考坐标系有两大类:一类称为标注坐标系另一类称为工作坐标系。 4 、在刀具材料中,工具钢包括:碳素工具钢、合金工具钢和高速钢。 5、金属切削过程的实质是金属在刀具的作用下产生挤压、剪切和滑移的变形过程。 6 、用作刀具的陶瓷材料,根据其化学成分可分为:高纯氧化物陶瓷和复合陶瓷。 7、切屑的种类有多种多样,归纳起来有以下四类:带状切屑、节状切屑、单元切屑、崩碎切屑。 8 、影响切削力的主要因素包括:工件材料、刀具几何参数、切削用量和切削液等。 9 、刀具磨损的主要原因有:磨粒磨损、粘结磨损、扩散磨损和相变磨损。 10 、切削液的作用包括四方面: 冷却、润滑、清洗、防锈。 11 、按车刀结构的不同,可分为整体式、焊接式和装配式车刀。 12 、车刀由用于切削的 _______刀头部分 _和用于装夹的 ______刀杆部分两部分组成。 13 、刀具材料种类繁多当前使用的刀具材料分 5 类:_高速钢 _,____硬质合金钢 ______,_____金刚石 ______,______陶瓷 ______ 和 _____立方氮化硼 _____。一般机加工使用最多的是____高速钢和 _____硬质合金钢 _______。 14 、根据一面两角法, ______主偏角 ____和 ___刃倾角 ________两角可以确定前刀面的方位,___主后角 ____和 ____法后角 _两角可以确定后刀面的方位,_____刃倾角 ______和 _____前角 ______两角可以确定主切削刃的方位。 15 、刀尖的修磨形式有 _____直线过渡刃 _____、 ____圆弧过渡刃 _____和 ____修光刃 ______。 16 、刀具磨损有正常磨损和非正常磨损两类。其中正常磨损形式包括_硬质点磨损、粘结磨损、扩散磨损和化学磨损 _四种形式。 17 、切削用量包含哪三个要素(切削速度、进给量、背吃刀量),切削层参数包含哪三个参数(切削宽度、切削厚度、切
陶瓷行业概况及产品基本知识 一、陶瓷行业概况 1.陶瓷产业的地区分布 中国建陶行业经过20多年的发展,目前已经形成了“三山一海夹二江”(三山:佛山、唐山、博山;一海:上海周边地区;二江晋江、夹江)的格局。 佛山:是我国乃至世界建陶业最发达、最集中的地区,厂家之多和名牌之多居首位。 唐山:卫生陶瓷的生产基地,档次为中档。 博山:山东淄博一带,主要生产中低档建陶产品,主要供应给本地市场。 上海:以上海为首的华东地区,建筑卫生陶瓷发展得很快,很多台资在此设厂,产品多为中高档。 晋江:福建晋江一带,外墙砖在我国建陶业占有很重要的地位,但整体的产业状况与四川夹江相似。 夹江:四川夹江一带,是西南地区中低档陶瓷的生产基地,目标群体为中低端收入者,拥有很大的市场份额,但质量难有保证。 2.陶瓷品牌的档次分布 第一档次:西班牙、意大利等国外品牌 第二档次:冠珠、萨米特、鹰牌、诺贝尔、斯米克、亚细亚、冠军、东鹏、蒙娜丽莎、新中源 第三档次:佛山其它厂家的品牌 第四档次:唐山、博山、晋江、夹江等产区的品牌 二、陶瓷产品基本知识 1.陶瓷的含义 陶瓷是指由粘土或其它无机非金属原料,经成型、烧结等工艺处理,用于装饰和保护建筑物墙面及地面的板状或块状陶瓷制品。 2.陶瓷的分类(按吸水率分) 1)陶质:10%〉吸水率〉3%,坯体未被玻化或玻化程度差,结构不致密,断面粗糙,敲击声沉浊。(内墙砖、瓷片等属于这类) 2)炻质:3%〉吸水率〉0。5%,玻化程度及其它物理性能介于陶质和瓷质之间。(外墙砖、彩釉砖、水晶砖等属于这类) 3)瓷质:吸水率〈0。5%,玻化程度高,结构致密、细腻,断面呈现石状,敲击声清脆。(抛光砖、瓷质砖、个别外墙砖) 3.陶瓷术语解释 吸水率:是用来描述陶瓷产品吸水程度的一个名词,以产品在一定条件下吸收水分的百分比来表示,它表示的是坯体烧结程度。吸水率越低,对陶瓷产品其它性能的提高就越有帮助,如强度、致密度等都随吸水率的降低而有不同程度的提高。另外,吸水率还对产品的抗冻性有较大的影响。 放射性:某些特殊元素在电子跃迁过程中发生质子的分裂时,会产生一些对人体有害的射线,我们把其称为放射性。对于建筑材料是用天然放射元素镭-226、钍-232,钾-40的比活度高低,度量对人体的放射性影响,同时满足内照射指数IRa 〈=1。0和外照射指数Ir〈=1。3,则为使用范围不受限制产品。 光泽度:是批瓷砖抛光表面反光能力的强弱,光泽度越高,反光能力越强。